ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к стальному листу для горячей штамповки.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002] В последние годы возникла потребность в повышении безопасности транспортных средств при столкновении, и в связи с этим возникла потребность в дальнейшем увеличении прочности стальных листов для горячей штамповки, используемых в деталях, необходимых для демонстрации жесткости транспортных средств. Однако, когда прочность стального листа улучшается, низкотемпературная ударная вязкость ухудшается, и баланс между прочностью и ударной вязкостью таким образом теряется. Для того, чтобы справиться с этой проблемой, Непатентный документ 1 предлагает улучшить баланс между прочностью и ударной вязкостью стального листа за счет измельчения предшествующих аустенитных зерен после горячей штамповки.
[0003] При горячей штамповке скорость охлаждения внутри стального листа может уменьшаться за счет увеличения температуры штампа и зазора между штампом и стальным листом. Когда скорость охлаждения стального листа равна или ниже критической скорости охлаждения, мягкие фазы, такие как феррит и бейнит, формируют выделения, и твердость стального листа таким образом уменьшается. В частности, когда скорость охлаждения при температуре, равной или ниже точки Ms, уменьшается, ускоряется самоотпуск, что вызывает снижение твердости стального листа.
[0004] В Непатентном документе 2 изучалось изменение скорости охлаждения при изменении зазора между штампом и стальным листом, и было показано, что скорость охлаждения уменьшается до приблизительно 15°C/с, когда этот зазор составляет 0,4 мм.
[0005] Как описано в Непатентном документе 1, существует способ, в котором кристаллические зерна стали измельчаются в качестве общей технологии формирования структуры стальных листов для горячей штамповки, и этот способ позволяет получить стальной лист, имеющий превосходный баланс между прочностью и ударной вязкостью. В качестве способа для измельчения кристаллических зерен существует способ, в котором добавляются элементы, такие как Nb, Ni и Ti, но в этом случае экономическая эффективность стального листа становится низкой. Стальной лист, имеющий измельченные кристаллические зерна, демонстрирует недостаточную прокаливаемость и таким образом недостаточную стабильность твердости.
[0006] Для того, чтобы решить эту проблему, можно также пытаться решить проблемы процесса, которые вызывают уменьшение твердости, такие как увеличение температуры штампа и зазора между штампом и стальным листом. Однако в этом случае требуется несколько раз модифицировать штамп и подготовить специальный штамп, а это требует больших затрат труда и средств. Следовательно, в обычных стальных листах для горячей штамповки существует проблема, заключающаяся в том, что трудно получить элемент (формованный продукт), имеющий превосходный баланс между прочностью и ударной вязкостью и превосходную стабильность твердости, без увеличения затрат труда и средств.
СПИСОК ЛИТЕРАТУРЫ
НЕПАТЕНТНАЯ ЛИТЕРАТУРА
[0007] Непатентный документ 1: Kazuo Hikida et al., «Development of TS 1800 MPa Grade Hot Stamping Steel Sheet» Materia Vol. 52, No. 2, 2013, pp. 68-70
Непатентный документ 2: Katsuji Nakashima, «Hardening Technology of Steel by Die Quenching and Application to Body Parts» CAMP-ISIJ Vol. 17 2004, pp. 980-983
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0008] Задачей настоящего изобретения является предложить стальной лист для горячей штамповки, который мог бы обеспечить формованный продукт, имеющий превосходную стабильность твердости в дополнение к балансу между прочностью и ударной вязкостью, при одновременном подавлении увеличения затрат труда и средств в процессе горячей штамповки.
[0009] Стальной лист для горячей штамповки в соответствии с одним аспектом настоящего изобретения содержит,
в мас.%,
C: 0,25% или более и 0,4% или менее,
Si: 1,05% или более и 1,4% или менее,
Mn: 0% или более и 1,4% или менее,
Cr: 0,6% или более и 3,0% или менее,
P: 0% или более и 0,03% или менее,
S: 0% или более и 0,02% или менее,
Al: 0,01% или более и 1% или менее,
N: 0% или более и 0,01% или менее,
B: 0,0005% или более и 0,005% или менее,
Ti: 0,005% или более и 0,1% или менее, и
железо и неизбежные примеси - остальное. Этот стальной лист для горячей штамповки демонстрирует превосходную стабильность твердости в дополнение к балансу между прочностью и ударной вязкостью, если удовлетворяется следующее выражение (1), где [C] означает содержание C, [Si] означает содержание Si, [Mn] означает содержание Mn, и [Cr] означает содержание Cr.
[0010]
[Математическое выражение 1]

[0011] В соответствии с настоящим изобретением возможно обеспечить стальной лист для горячей штамповки, способный обеспечить формованный продукт, имеющий превосходную стабильность твердости в дополнение к балансу между прочностью и ударной вязкостью, при одновременном подавлении увеличения затрат труда и средств в процессе горячей штамповки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
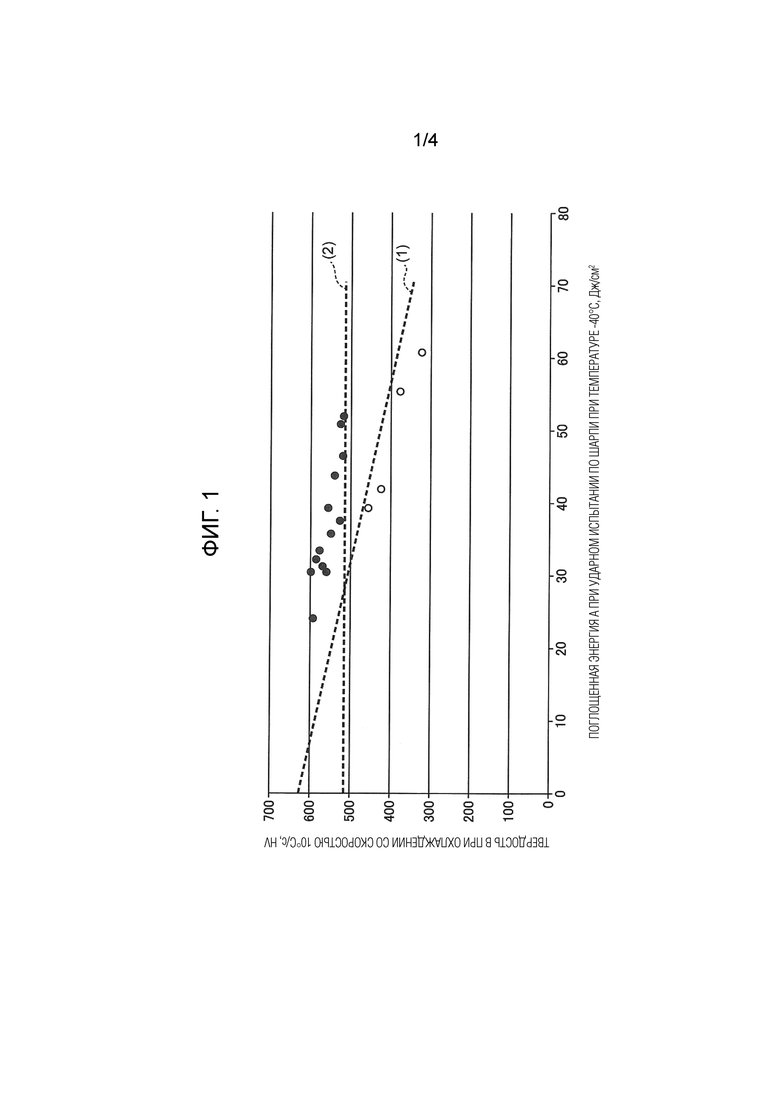
[0012] Фиг. 1 представляет собой график, иллюстрирующий соотношение между поглощенной энергией в ударном испытании по Шарпи, когда плоский лист упрочняется с использованием штампа, и твердостью, когда упрочнение выполняется со скоростью охлаждения 10°C/с.
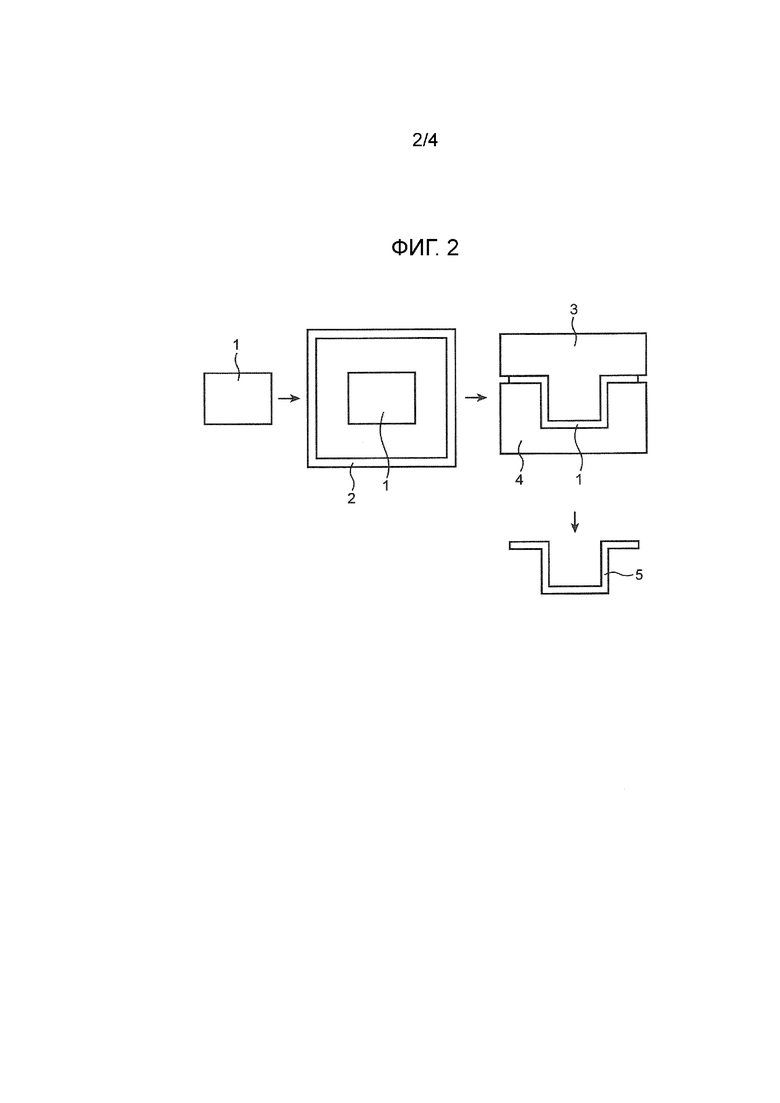
Фиг. 2 представляет собой диаграмму, схематично иллюстрирующую процесс горячей штамповки.
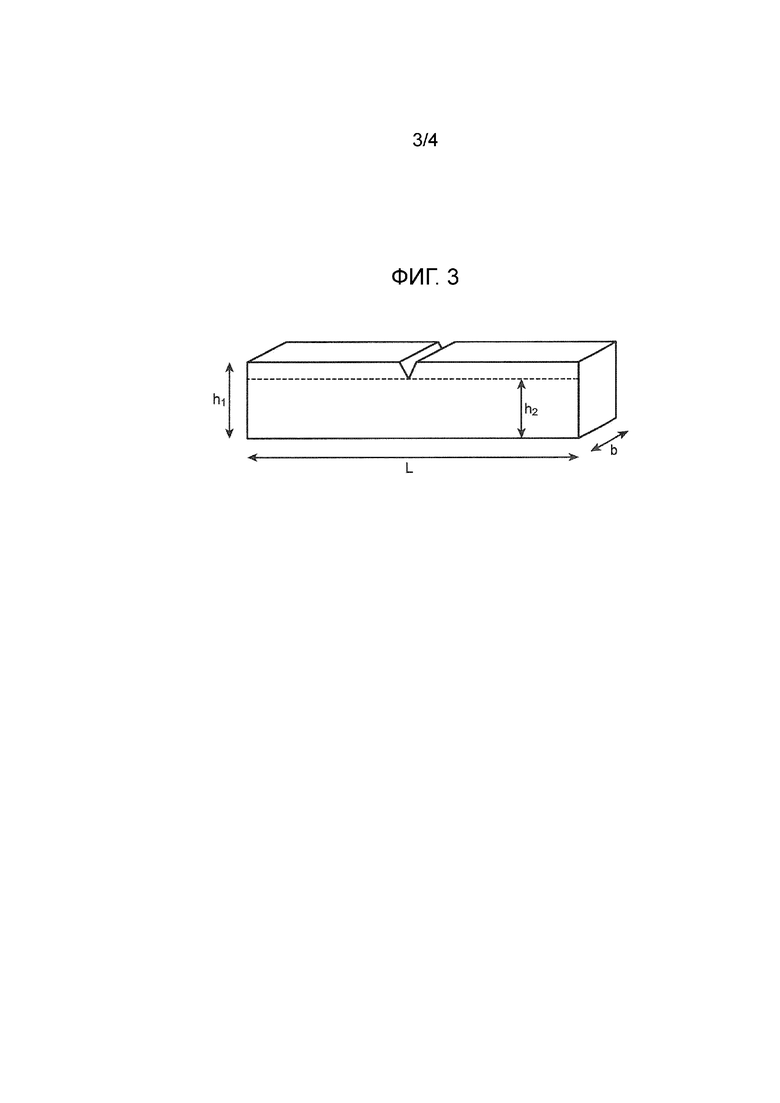
Фиг. 3 представляет собой схематическую диаграмму, иллюстрирующую соответствующие размеры тестового образца, используемого в испытании по Шарпи на удар маятником.
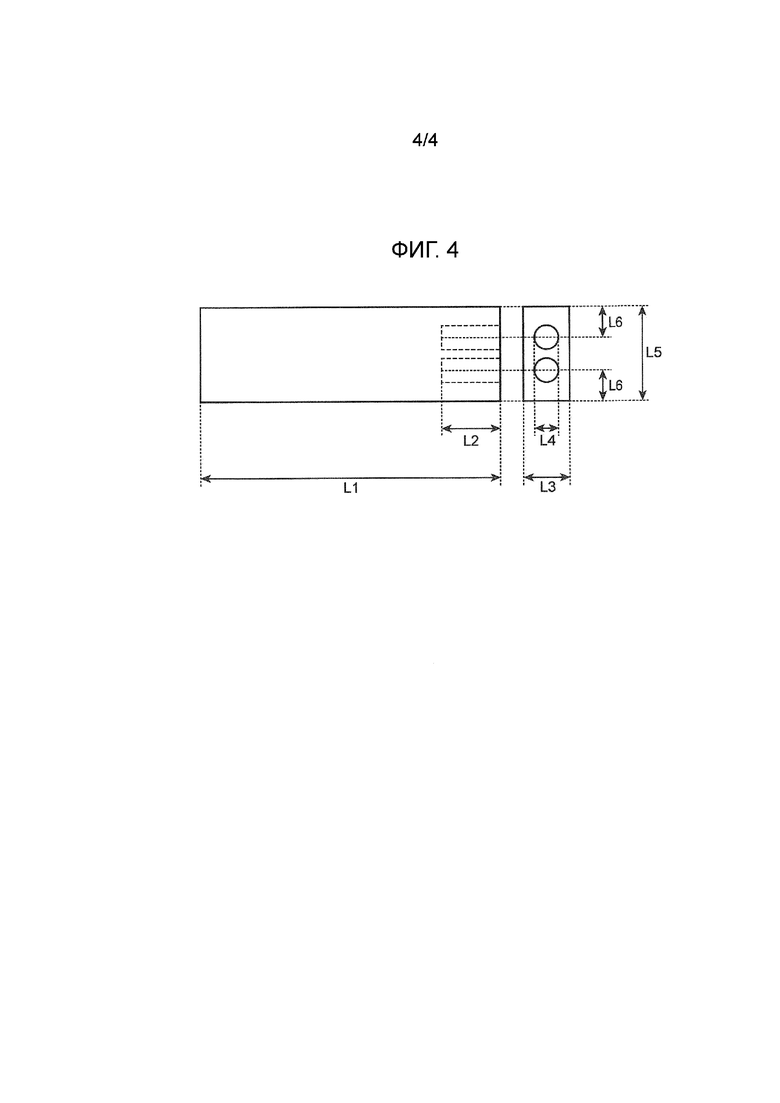
Фиг. 4 представляет собой схематическую диаграмму, иллюстрирующую соответствующие размеры тестового образца, используемого в испытании твердости.
ОПИСАНИЕ ВАРИАНТА ОСУЩЕСТВЛЕНИЯ
[0013] Далее будет подробно описан стальной лист для горячей штамповки в соответствии с одним вариантом осуществления настоящего изобретения.
[0014] (Стальной лист для горячей штамповки)
Стальной лист для горячей штамповки в соответствии с настоящим вариантом осуществления содержит,
в мас.%,
C: 0,25% или более и 0,4% или менее,
Si: 1,05% или более и 1,4% или менее,
Mn: 0% или более и 1,4% или менее,
Cr: 0,6% или более и 3,0% или менее,
P: 0% или более и 0,03% или менее,
S: 0% или более и 0,02% или менее,
Al: 0,01% или более и 1% или менее,
N: 0% или более и 0,01% или менее,
B: 0,0005% или более и 0,005% или менее,
Ti: 0,005% или более и 0,1% или менее, и
железо и неизбежные примеси – остальное.
Этот стальной лист для горячей штамповки проявляет превосходную стабильность твердости в дополнение к балансу между прочностью и ударной вязкостью, если удовлетворяется следующее выражение (1), где [C] означает содержание C, [Si] означает содержание Si, [Mn] означает содержание Mn, и [Cr] означает содержание Cr.
[0015]
[Математическое выражение 1]
[0016] Для того чтобы получить стальной лист для горячей штамповки, который имеет как превосходный баланс между прочностью и ударной вязкостью, так и стабильную твердость, авторы настоящего изобретения провели обширные исследования компонентного состава стального листа. Из раскрытия в Непатентном документе 2 ожидалось, что скорость охлаждения нормального элемента колеблется в диапазоне 30°C/с - 10°C/с в процессе горячей штамповки благодаря зазору между штампом и стальным листом и увеличению температуры штампа. По этой причине авторы настоящего изобретения сфокусировались на подавлении вариации твердости, даже когда скорость охлаждения колеблется в дополнение к балансу между прочностью и ударной вязкостью, и провели подробные исследования компонентной системы стального листа для того, чтобы достичь этого. В результате авторы настоящего изобретения обнаружили, что баланс между прочностью и ударной вязкостью и стабильность твердости могут быть получены одновременно путем регулирования баланса содержаний C, Si, Mn и Cr так, чтобы удовлетворялось выражение (1) и компонентный состав стального листа удовлетворял вышеописанному диапазону, и таким образом задумали настоящее изобретение.
[0017] Сначала будет подробно описан компонентный состав стального листа для горячей штамповки в соответствии с настоящим вариантом осуществления.
[0018] [C (углерод): 0,25 мас.% или более и 0,4 мас.% или менее]
Содержание C определяет прочность стального листа после охлаждения штампом. Для того, чтобы получить достаточную прочность стального листа, содержание C составляет 0,25 мас.% или более, предпочтительно 0,255 мас.% или более, и более предпочтительно 0,260 мас.% или более.
[0019] Однако, когда содержание C является чрезмерным, прочность стального листа после горячей прокатки может увеличиться, и это может привести к растрескиванию во время холодной прокатки и к ухудшению свариваемости. Следовательно, содержание C составляет 0,4 мас.% или менее, предпочтительно 0,38 мас.% или менее, и более предпочтительно 0,36 мас.% или менее.
[0020] [Si (кремний): 1,05 мас.% или более и 1,4 мас.% или менее]
Si способствует стабильности твердости стального листа за счет увеличения сопротивления размягчению при отпуске. Si также имеет эффект предотвращения отслаивания окалины после охлаждения штампом, когда поверхность стального листа не покрыта металлом. Для того, чтобы проявить эти эффекты, содержание Si составляет 1,05 мас.% или более.
[0021] С другой стороны, Si облегчает образование остаточного аустенита (γ) и способствует уменьшению предела текучести (YS) и сегрегации Mn. Следовательно, содержание Si составляет 1,4 мас.% или менее, и предпочтительно 1,35 мас.% или менее.
[0022] [Mn (марганец): 0 мас.% или более и 1,4 мас.% или менее]
Mn является одним из важных элементов, содержащихся в стальном листе для горячей штамповки в соответствии с настоящим вариантом осуществления, и способствует увеличению прочности стального листа после охлаждения штампом за счет улучшения прокаливаемости стального листа. Для того, чтобы проявить этот эффект, содержание Mn предпочтительно составляет 0,5 мас.% или более, более предпочтительно 0,6 мас.% или более, и еще более предпочтительно 0,8 мас.% или более.
[0023] С другой стороны, в исследованиях одновременного достижения прочности и ударной вязкости стального листа после охлаждения штампом было подтверждено, что когда Mn содержится в избытке, грубые карбиды выделяются во время охлаждения штампом, что приводит к хрупкому разрушению, когда ударное напряжение прикладывается к стальному листу в низкотемпературной окружающей среде. Следовательно, содержание Mn составляет 1,4 мас.% или менее, предпочтительно 1,35 мас.% или менее, и более предпочтительно 1,30 мас.% или менее.
[0024] Mn является элементом, который неизбежно содержится в стальном листе, и таким образом трудно установить содержание Mn равным 0 мас.%.
[0025] [Cr (хром): 0,6 мас.% или более и 3,0 мас.% или менее]
Cr является одним из важных элементов в стальном листе для горячей штамповки в соответствии с настоящим вариантом осуществления. В исследованиях одновременного достижения прочности и ударной вязкости стального листа после охлаждения штампом было подтверждено, что Cr способствует обеспечению твердости при низкой скорости охлаждения (например, 10°C/с), а также подавлению выделения грубых карбидов во время охлаждения штампом, и таким образом подавляет хрупкое разрушение, когда ударное напряжение прикладывается к стальному листу в низкотемпературной окружающей среде. Для того чтобы проявить эти эффекты, содержание Cr составляет 0,6 мас.% или более, предпочтительно 0,8 мас.% или более, и более предпочтительно 1,05 мас.% или более.
[0026] С другой стороны, когда Cr содержится в стальном листе в чрезмерном количестве, прочность стального листа после горячей прокатки увеличивается, и это приводит к растрескиванию стального листа во время холодной прокатки и к ухудшению травильных свойств после горячей прокатки. Следовательно, содержание Cr составляет 3,0 мас.% или менее, и предпочтительно 2,5 мас.% или менее.
[0027] [P (фосфор): 0 мас.% или более и 0,03 мас.% или менее]
С точки зрения свариваемости элемента, ударной вязкости и предотвращения поверхностных дефектов требуется регулировать верхний предел содержания P. Следовательно, содержание Р составляет 0,03 мас.% или менее, предпочтительно 0,025 мас.% или менее, и более предпочтительно 0,02 мас.% или менее.
[0028] Р является элементом, который неизбежно содержится в стальном листе, и таким образом трудно установить его содержание равным 0 мас.%.
[0029] [S (сера): 0 мас.% или более и 0,02 мас.% или менее]
Сера образует MnS, уменьшая однородность распределения концентраций Mn, а также ухудшая свариваемость стального листа. Следовательно, содержание серы составляет 0,02 мас.% или менее, предпочтительно 0,018 мас.% или менее, и более предпочтительно 0,015 мас.% или менее.
[0030] Сера является элементом, который неизбежно содержится в стальном листе, как и Р, и таким образом трудно установить ее содержание равным 0 мас.%.
[0031] [Al (алюминий): 0,01 мас.% или более и 1 мас.% или менее]
Al является элементом, который функционирует как раскислитель. Для того, чтобы проявить этот эффект, содержание Al составляет 0,01 мас.% или более, и предпочтительно 0,015 мас.% или более.
[0032] Однако, когда Al содержится в стальном листе в чрезмерном количестве, твердость после охлаждения штампом уменьшается, и чрезмерное образование Al2O3 ухудшает низкотемпературную ударную вязкость. Следовательно, содержание Al составляет 1 мас.% или менее, предпочтительно 0,8 мас.% или менее, и более предпочтительно 0,1 мас.% или менее. Содержание Al здесь означает содержание Al (растворимого Al) в состоянии твердого раствора.
[0033] [N (азот): 0 мас.% или более и 0,01 мас.% или менее]
N является элементом, который неизбежно содержится в стальном листе. Когда N содержится в стальном листе в чрезмерном количестве, количество твердого раствора B в стальном листе уменьшается, поскольку N образует борид, и это приводит к ухудшению прокаливаемости. Следовательно, содержание N составляет 0,01 мас.% или менее, предпочтительно 0,008 мас.% или менее, и более предпочтительно 0,005 мас.% или менее.
[0034] [B (бор): 0,0005 мас.% или более и 0,005 мас.% или менее]
B является важным элементом для улучшения прокаливаемости стального листа. При добавлении подходящего количества B к стальному листу его прокаливаемость улучшается, и это позволяет устойчиво увеличивать прочность стального листа после охлаждения штампом. Для того, чтобы проявить этот эффект, содержание В составляет 0,0005 мас.% или более, предпочтительно 0,0010 мас.% или более, и более предпочтительно 0,0015 мас.% или более.
[0035] С другой стороны, когда B содержится в стальном листе в чрезмерном количестве, выделяется грубое соединение железа и бора, и это приводит к ухудшению ударной вязкости. Следовательно, содержание В составляет 0,0050 мас.% или менее, предпочтительно 0,0045 мас.% или менее, и более предпочтительно 0,0030 мас.% или менее.
[0036] [Ti (титан): 0,005 мас.% или более и 0,1 мас.% или менее]
Ti уменьшает количество BN, образующегося в стальном листе, формируя TiN. Это увеличивает количество твердого раствора B в стальном листе и позволяет улучшить эффект повышения прокаливаемости от B. Для того, чтобы проявить этот эффект, содержание Ti составляет 0,0050 мас.% или более, предпочтительно 0,010 мас.% или более, и более предпочтительно 0,015 мас.% или более.
[0037] С другой стороны, когда Ti содержится в стальном листе в чрезмерном количестве, карбид выделяется на границах кристаллического зерна, и прокаливаемость стального листа ухудшается. Следовательно, содержание Ti составляет 0,1 мас.% или менее, предпочтительно 0,08 мас.% или менее, и более предпочтительно 0,06 мас.% или менее.
[0038] Стальной лист для горячей штамповки в соответствии с настоящим вариантом осуществления в дополнение к вышеупомянутому компонентному составу может дополнительно содержать один или более элементов, выбираемых из группы, состоящей из Мо, Nb и V, или один или более элементов, выбираемых из группы, состоящей из Cu и Ni. Далее будут описаны диапазоны их содержания. Эти элементы не являются существенными элементами в стальном листе для горячей штамповки по настоящему изобретению, и могут не добавляться.
[0039] [Mo (молибден): 0 мас.% или более и 1,0 мас.% или менее]
Мо является элементом, который способствует улучшению прокаливаемости стального листа. Для того, чтобы проявить этот эффект, содержание Мо предпочтительно составляет 0,01 мас.% или более. Однако, когда Мо содержится в стальном листе в чрезмерном количестве, прочность стального листа перед горячим прессованием увеличивается. Для предотвращения этого содержание Мо предпочтительно составляет 1,0 мас.% или менее.
[0040] [Nb (ниобий) и V (ванадий): 0 мас.% или более и 0,1 мас.% или менее]
Nb и V образуют мелкие карбиды и оказывают эффект измельчения структуры стали за счет эффекта скрепления. V также оказывает вторичное упрочняющее действие, выделяясь во время отпуска. Для того, чтобы проявить эти эффекты, суммарное содержание Nb и V предпочтительно составляет 0,0008 мас.% или более.
[0041] Однако, когда Nb и V содержатся в стальном листе в чрезмерном количестве, образуются грубые карбиды, которые становятся исходной точкой разрушения, что приводит к ухудшению ударной вязкости. Следовательно, суммарное содержание Nb и V предпочтительно составляет 0,1 мас.% или менее, более предпочтительно 0,08 мас.% или менее, и еще более предпочтительно 0,07 мас.% или менее.
[0042] [Cu (медь) и Ni (никель): 0 мас.% или более и 0,5 мас.% или менее]
Cu и Ni предпочтительно добавляются тогда, когда требуется улучшить свойства замедленного разрушения элемента. Однако, когда Cu и Ni содержатся в стальном листе в чрезмерном количестве, дефекты могут образовываться на поверхности стального листа, и в конце концов на поверхности элемента. Следовательно, предпочтительно, чтобы каждое из содержаний Cu и Ni составляло 0,5 мас.% или менее, и более предпочтительно, чтобы суммарное содержание Cu и Ni составляло 0,5 мас.% или менее.
[0043] Стальной лист для горячей штамповки в соответствии с настоящим вариантом осуществления проявляет превосходную стабильность твердости в дополнение к балансу между прочностью и ударной вязкостью, если следующее выражение (1) удовлетворяется путем регулирования баланса содержаний C, Si, Mn и Cr. В этом выражении (1) [C] обозначает содержание C (мас.%) в стальном листе для горячей штамповки. [Si] обозначает содержание Si (мас.%) в стальном листе для горячей штамповки. [Mn] обозначает содержание Mn (мас.%) в стальном листе для горячей штамповки. [Cr] обозначает содержание Cr (мас.%) в стальном листе для горячей штамповки.
[0044]
[Математическое выражение 1]
[0045] Когда выражение (1) удовлетворяется, а также соответствующие содержания компонентов удовлетворяют диапазонам, указанным в формуле изобретения, стальной лист для горячей штамповки в соответствии с настоящим вариантом осуществления демонстрирует превосходную стабильность твердости, а также превосходный баланс между прочностью после упрочнения охлаждением штампа и низкотемпературной ударной вязкостью. В частности, удовлетворяются все следующие выражения (2), (3) и (4), где А (Дж/см2) обозначает поглощенную энергию в ударном испытании по Шарпи при -40°C, когда плоский лист упрочняется с использованием штампа, B (HV) обозначает твердость, когда стальной лист для горячей штамповки нагревается до аустенитной области, а затем охлаждается до комнатной температуры со скоростью охлаждения 10°C/с и упрочняется, и C (HV) обозначает твердость, когда стальной лист для горячей штамповки нагревается до аустенитной области, а затем охлаждается до комнатной температуры со скоростью охлаждения 30°C/с и упрочняется.
[0046]
[Математическая формула 2]

[0047]
[Математическая формула 3]

[0048]
[Математическая формула 4]

[0049] Выражение (2) является показателем баланса между прочностью и ударной вязкостью стального листа, вновь разработанным авторами настоящего изобретения, и является важной концепцией при рассмотрении баланса между прочностью и ударной вязкостью стального листа для горячей штамповки. В ходе исследований баланса между прочностью и ударной вязкостью авторы настоящего изобретения сосредоточились на твердости, когда скорость охлаждения составляет 10°C/с, и ударной вязкости после охлаждения плоского листа штампом. При охлаждении штампом плоского листа рассматриваются идеальные условия охлаждения, при которых не образуется зазора между штампом и стальным листом в процессе горячей штамповки. Используя соотношение (2), можно более точно оценить баланс между прочностью и ударной вязкостью, когда стальной лист для горячей штамповки обрабатывается в элемент (формованное изделие).
[0050] График на Фиг. 1 иллюстрирует соотношение между поглощенной энергией (горизонтальная ось) при ударном испытании Шарпи при температуре -40°C, когда плоский лист упрочняется с использованием штампа, и твердостью B (вертикальная ось) стального листа, когда он упрочняется со скоростью охлаждения 10°C/с. Прямая линия (1) на этом графике соответствует выражению (2). Прямая линия (2) на этом графике соответствует уравнению B=516.
[0051] Горизонтальная ось (A) графика на Фиг. 1 означает ударную вязкость в самой хрупкой части элемента после охлаждения штампом. Другими словами, когда плоский лист подвергается охлаждению штампом, штамп и стальной лист находятся в контакте друг с другом в идеальном состоянии, и скорость охлаждения таким образом является высокой. По этой причине прочность после охлаждения является высокой, но, с другой стороны, плоский лист является чрезвычайно хрупким. Другими словами, эта горизонтальная ось означает ударную вязкость в самой хрупкой части, когда стальной лист для горячей штамповки формуется в элемент (формованный продукт).
[0052] С другой стороны, вертикальная ось (B) графика на Фиг. 1 означает твердость наиболее размягченной части элемента после охлаждения штампом. Как было описано выше, в процессе горячей штамповки может образовываться зазор между штампом и стальным листом, и температура штампа может повыситься. По этой причине элемент после охлаждения штампом имеет часть, которая охлаждается с низкой скоростью и имеет низкую твердость (прочность). Из описания в Непатентном документе 2 можно предположить, что минимальная скорость охлаждения во время охлаждения штампом составляет примерно 10°C/с. Следовательно, эта вертикальная ось означает твердость (прочность) в наиболее размягченной части элемента (формованного продукта) после охлаждения штампом. Следовательно, используя эти две оси, можно оценить ударную вязкость самого слабого участка при приложении ударного напряжения к элементу после формования и прочность самого слабого участка при приложении статического напряжения к этому элементу.
[0053] Обычно в области твердости, в которой B составляет 516 HV или более, прочность и ударная вязкость стального листа находятся в компромиссном соотношении, и, таким образом, ударная вязкость имеет тенденцию к ухудшению, когда прочность стального листа повышается. Другими словами, трудно одновременно улучшить прочность и ударную вязкость стального листа, и нормально, что распределение A и B существует в области ниже прямой линии (1) на графике Фиг. 1.
[0054] Прямая линия (2) является одним показателем, который указывает стабильность твердости. Во время непрерывной работы штампа в процессе горячей штамповки температура штампа может повыситься, и может образоваться зазор между штампом и стальным листом. Благодаря этим факторам скорость охлаждения стального листа во время упрочнения уменьшается, и твердость стального листа после упрочнения уменьшается по мере того, как уменьшается скорость охлаждения. Даже в случае стального листа, в котором баланс между прочностью и ударной вязкостью улучшен за счет измельчения кристаллических зерен, когда стальной лист упрочняется в области низких скоростей охлаждения (10°C/с), обычно трудно сделать так, чтобы твердость удовлетворяла диапазону 516 HV или более. Следовательно, даже в случае стального листа, в котором баланс между прочностью и ударной вязкостью улучшен за счет измельчения кристаллических зерен, нормально, что распределение A и B существует в области ниже прямой линии (2) на Фиг. 1.
[0055] В отличие от этого, в результате обширных исследований, проведенных авторами настоящего изобретения, было обнаружено, что распределение A и B располагается в области выше прямых линий (1) и (2) на Фиг. 1 в стальном листе для горячей штамповки, который удовлетворяет выражению (1). Следовательно, стальной лист для горячей штамповки в соответствии с настоящим вариантом осуществления демонстрирует превосходную стабильность твердости в дополнение к балансу между прочностью и ударной вязкостью. Другими словами, этот стальной лист для горячей штамповки имеет превосходный баланс между прочностью и ударной вязкостью, который удовлетворяет выражению (2), и может реализовать твердость в определенной степени или больше при охлаждении с минимальной скоростью охлаждения 10°C/с.
[0056] Выражение (4) является другим показателем стабильности твердости стального листа. Когда температура штампа повышается или зазор образуется между штампом и стальным листом во время горячей штамповки, скорость охлаждения стального листа может уменьшиться, и твердость стального листа после упрочнения может стать нестабильной. Как было описано выше, обычно трудно удовлетворить выражение (4), поскольку стабильность твердости уменьшается при измельчении кристаллических зерен.
[0057] В отличие от этого, в результате обширных исследований, проведенных авторами настоящего изобретения, было обнаружено, что твердость, превышающая 516 HV, достигается после того, как стальной лист упрочняется даже в области низкой скорости охлаждения, равной 10°C/с, а также разность в твердости между случаем скорости охлаждения 30°C/с и случаем скорости охлаждения 10°C/с уменьшается до 35 HV или менее в стальном листе для горячей штамповки, для которого удовлетворяется выражение (1), и компоненты которого содержатся в диапазонах, приведенных в формуле изобретения. 30°C/с является идеальной скоростью охлаждения во время охлаждения штампом, что было подтверждено экспериментом и т.п., в то время как 10°C/с является минимальной ожидаемой скоростью охлаждения, как было описано выше. Другими словами, выражение (4) является показателем, указывающим, что разность (вариация) твердости после упрочнения является малой между верхним и нижним пределами скорости охлаждения при горячей штамповке. В соответствии со стальным листом для горячей штамповки настоящего варианта осуществления можно стабилизировать твердость стального листа после упрочнения до той степени, в которой удовлетворяется выражение (4), независимо от повышения температуры штампа и образования зазора между штампом и стальным листом.
[0058] Стальной лист для горячей штамповки по настоящему изобретению может быть основным стальным листом, имеющим поверхность, не подвергнутую металлизации, или оцинкованным стальным листом, имеющим металлизированную поверхность.
[0059] (Способ производства стального листа для горячей штамповки)
Далее будет описан способ производства стального листа для горячей штамповки в соответствии с настоящим вариантом осуществления.
[0060] Сначала выполняется процесс производства сляба. В этом процессе сляб получается путем плавления стали в соответствии с обычным способом, литья расплавленной стали в форму и выполнения непрерывной разливки. В этом процессе компонентный состав стали регулируется во время плавки так, чтобы содержания соответствующих компонентов в слябе удовлетворяли вышеупомянутым диапазонам, и содержания C, Si, Mn и Cr удовлетворяли выражению (1).
[0061] Затем выполняется процесс горячей прокатки. В этом процессе сляб, полученный в вышеописанном процессе, сначала помещается в нагревательную печь, нагревается до предопределенной температуры (например, 1200°C), и выдерживается при этой температуре в течение предопределенного времени (например, 30 мин).
[0062] Затем горячий сляб передается на линию горячей прокатки. После этого сляб прокатывается в стальной лист, имеющий предопределенную толщину, путем последовательного пропускания сляба между валками клетей черновой прокатки и финишной прокатки прокатного стана. После этого горячекатаный стальной лист охлаждается до предопределенной температуры в охлаждающем устройстве, а затем сматывается в рулон.
[0063] Затем выполняется процесс холодной прокатки. В этом процессе окалина (оксиды железа), образовавшаяся на поверхности стального листа на стадии горячей прокатки, сначала смывается кислотой (травление), а затем горячекатаный стальной лист дополнительно прокатывается так, чтобы его толщина дополнительно уменьшилась. В частности, горячекатаный стальной лист после травления пропускается между валками прокатного стана для его утончения. Лист холоднокатаной стали, полученный с помощью вышеописанных процессов, является стальным листом для горячей штамповки в соответствии с настоящим вариантом осуществления.
[0064] (Горячая штамповка)
Далее со ссылкой на Фиг. 2 будет описана горячая штамповка стального листа, произведенного с помощью вышеописанных процессов. Сначала стальной лист 1 для горячей штамповки, произведенный с помощью вышеописанных процессов, нагревается в предопределенной нагревательной печи 2 до температуры, равной или выше температуры аустенитного преобразования. После этого стальной лист 1 для горячей штамповки в нагретом состоянии помещается между штампами 3 и 4 и формуется прессованием в желаемую форму с помощью штампов 3 и 4. При этом стальной лист 1 для горячей штамповки охлаждается, входя в контакт со штампами 3 и 4, и упрочнение выполняется одновременно с формованием. После этого упрочненный стальной лист вынимается из штампов 3 и 4 в качестве сформованного продукта 5 (формованного элемента).
[0065] Формованный продукт 5 имеет тот же самый компонентный состав, что и описанный выше стальной лист 1 для горячей штамповки в соответствии с настоящим вариантом осуществления, в котором баланс содержаний C, Si, Mn и Cr регулируется так, чтобы удовлетворялось выражение (1). Следовательно, формованный продукт 5 демонстрирует превосходную стабильность твердости в дополнение к балансу между прочностью и ударной вязкостью, и может быть использован в различных приложениях, включая элементы для автомобилей.
[0066] Схема вышеописанного варианта осуществления выглядит следующим образом.
[0067] Стальной лист для горячей штамповки в соответствии с настоящим вариантом осуществления содержит,
в мас.%,
C: 0,25% или более и 0,4% или менее,
Si: 1,05% или более и 1,4% или менее,
Mn: 0% или более и 1,4% или менее,
Cr: 0,6% или более и 3,0% или менее,
P: 0% или более и 0,03% или менее,
S: 0% или более и 0,02% или менее,
Al: 0,01% или более и 1% или менее,
N: 0% или более и 0,01% или менее,
B: 0,0005% или более и 0,005% или менее,
Ti: 0,005% или более и 0,1% или менее, и
железо и неизбежные примеси в качестве остатка. Этот стальной лист для горячей штамповки демонстрирует превосходную стабильность твердости в дополнение к балансу между прочностью и ударной вязкостью, если удовлетворяется следующее выражение (1), где [C] означает содержание C, [Si] означает содержание Si, [Mn] означает содержание Mn, и [Cr] означает содержание Cr.
[0068]
[Математическое выражение 1]
[0069] Стальной лист для горячей штамповки может содержать, в мас.%, один или более элементов, выбираемых из группы, состоящей из
Mo: 0% или более и 1,0% или менее,
Nb: 0% или более и 0,1% или менее, и
V: 0% или более и 0,1% или менее.
[0070] Стальной лист для горячей штамповки может содержать, в мас.%, один или более элементов, выбираемых из группы, состоящей из
Cu: 0% или более и 0,5% или менее, и
Ni: 0% или более и 0,5% или менее.
Примеры
[0071] Далее настоящее изобретение будет более подробно описано на основе примеров. Однако настоящее изобретение не ограничивается следующими примерами, и также возможно выполнить настоящее изобретение путем добавления изменений в диапазоне, совместимом с описываемой в настоящем документе сутью, и все они включаются в техническую область охвата настоящего изобретения.
[0072] <Производство стального листа для горячей штамповки>
Сначала был произведен сляб путем плавления стали с компонентным составом, показанным под №№ 1-17 в следующей Таблице 1 (с остатком из железа и неизбежных примесей). Этот сляб был нагрет до 1200°C, выдержан в течение 30 мин, а затем подвергнут горячей прокатке. Финишная температура была установлена равной 900 ± 20°C, а толщина получаемого листа была установлена равной 2,8 мм. После этого горячекатаный стальной лист был охлажден до температуры сматывания (температура CT) со скоростью охлаждения от 20°C/с до 30°C/с, выдержан при 650°C в течение 30 мин, а затем охлажден в печи. Затем горячекатаный стальной лист был подвергнут травлению и холодной прокатке так, чтобы его толщина составила 1,4 мм.
[0073] <Ударное испытание по Шарпи>
Сначала лист холоднокатаной стали, изготовленный в соответствии с вышеописанной процедурой, был обрезан и упрочнен. Упрочнение выполнялось при следующих условиях с помощью способа закалки штампом с использованием плоской пластины, моделирующей штамп (испытательная машина: прибор для ударного испытания по Шарпи стандарта JIS (300J)).
[0074] [Условия упрочнения]
Размеры стального листа перед упрочнением: 1,4 мм × 70 мм × 150 мм
Температура стального листа: 900°C
Время выдержки температуры стального листа после того, как температура стального листа достигнет 900°C: 100 с
Время охлаждения: приблизительно 15 с
Температура начала закалки штампом: 700°C.
Нагрузка при закалке штампом: 2000 кгс
Время выдержки в нижней мертвой точке: 30 с
[0075] Затем было выполнено испытание на удар маятником Шарпи с использованием холоднокатаного стального листа после упрочнения. Этот тест выполнялся в соответствии со стандартом JIS 2242 «Способ ударного испытания по Шарпи для металлических материалов», за исключением размеров тестового образца. Размеры тестового образца, использованного в этом тесте, были следующими. Ссылочные цифры, указывающие соответствующие размеры, соответствуют ссылочным цифрам, проиллюстрированным на Фиг. 3.
[0076] [Размеры тестового образца]
Высота h1 тестового образца: 10 мм ± 0,05 мм
Длина L тестового образца: 55 мм ± 0,6 мм
Ширина b тестового образца: 1,4 мм ± 0,05 мм
Форма выреза: V-образный вырез
Угол выреза: 45°±2°
Нижний радиус выреза: 0,25 мм ± 0,025 мм
Высота h2 под вырезом: 8 мм ± 0,05 мм
Угол между продольным направлением тестового образца и плоскостью симметрии выреза: 90° ± 2°
Угол между смежными поверхностями, исключающий поверхность излома: 90° ± 2°
[0077] Тестовый образец, имеющий вышеописанные размеры, был помещен в жидкий азот, температура которого поддерживалась равной -40°C ± 1°C, и выдержан по меньшей мере 10 мин. После этого тестовый образец был вынут из жидкого азота и помещен на основание, и по тестовому образцу был нанесен удар. При этом время от помещения тестового образца на основание до удара составляло 5 с или менее.
[0078] В качестве тестера использовался прибор для ударного испытания по Шарпи стандарта JIS (300J) с ударным лезвием с радиусом 2 мм. Использовалось два тестовых образца, и для оценки использовалось среднее значение двух измерений.
[0079] <Оценка свойства адгезии окалины>
Упрочнение было выполнено способом закалки штампом при тех же самых условиях, что и в описанном выше ударном испытании Шарпи, после чего степень отслаивания окалины на поверхности стального листа была визуально подтверждена для того, чтобы оценить свойство адгезии окалины. Это свойство оценивалось как «Ο», когда доля площади поверхности стального листа, на которой произошло отслаивание окалины, составляла 14% или менее, и оценивалось как «×», когда эта доля превышала 14%.
[0080] <Тест твердости>
Сначала лист холоднокатаной стали, изготовленный в соответствии с вышеописанной процедурой, был обработан в тестовый образец, имеющий форму, показанную на Фиг. 4. На Фиг. 4 L1 составляет 10 мм, L2 составляет 2 мм, L3 составляет 1,4 мм, L4 составляет 0,7 мм, L5 составляет 3 мм и L6 составляет 1 мм. Упрочнение выполнялось с использованием этого тестового образца при следующих условиях.
[0081] [Условия упрочнения]
Скорость повышения температуры при преобразовании в аустенит: 10°C/с
Выдержка при высокой температуре: 900°C в течение 100 с
Скорость охлаждения: постоянное охлаждение от 900°C до комнатной температуры со скоростью 10°C/с или 30°C/с
[0082] Определение твердости было выполнялось с использованием тестового образца после упрочнения в соответствии со «Способом определения твердости по Виккерсу», предписанным в стандарте JIS Z 2244. В этом тесте пять точек были измерены в положениях на глубине от поверхности тестового образца, равной 1/4 толщины листа, с тестовой нагрузкой 9,8 Н, и оценка выполнялась с использованием их среднего значения.
[0083] Следующие Таблицы 1 и 2 для каждого из стальных листов №№ 1-17 показывают компонентный состав (мас.%), поглощенную энергию (Дж/см2) при ударном испытании Шарпи при температуре -40°C, твердость по Виккерсу B (HV) при скорости охлаждения 10°C/с, твердость по Виккерсу C (HV) при скорости охлаждения 30°C/с, разность в твердости (HV) между случаем скорости охлаждения 30°C/с и случаем скорости охлаждения 10°C/с, значение левой части выражения (1), разность значений левой части и правой части выражения (2), и результаты оценки свойства адгезии окалины.
[0084] На графике, показанном на Фиг. 1, нанесены соответствующие данные для стальных листов №№ 1-17. Данные для листов №№ 1-9 и 14-17 помечены черными кружочками, а данные для листов №№ 10-13 помечены белыми кружочками.
[0085]
[Таблица 1]
[0086]
[Таблица 2]
[0087] <Обсуждение>
На основании Таблиц 1 и 2 можно сделать следующие выводы.
[0088] В листах №№ 1-9 и 14-17 содержания C, Si, Mn, и Cr удовлетворяют выражению (1), а также каждое из содержаний C, Si, Mn, Cr, P, С, Al, N, B и Ti удовлетворяет диапазону настоящего изобретения. В этом случае значение «B+4A - 627» является положительным, выражение (2) удовлетворяется, и таким образом стальной лист обладает превосходным балансом между прочностью и ударной вязкостью. Кроме того, в листах №№ 1-9 и 14-17 выполняются условия «B≥516» и «C - B ≤ 35», выражения (3) и (4) также удовлетворяются, и таким образом стальной лист также демонстрирует превосходную стабильность твердости. Это ясно из того факта, что данные (черные кружки) для листов №№ 1-9 и 14-17 находятся в областях над прямыми линиями (1) и (2) на графике Фиг. 1. Все эти листы получили оценку свойства адгезии окалины «Ο».
[0089] В отличие от этого, в примерах №№ 10-13, которые не удовлетворяют требованиям настоящего изобретения, стальной лист, обладающий одновременно превосходными балансом между прочностью и ударной вязкостью и стабильностью твердости, не был получен, что будет описано ниже. Как проиллюстрировано на графике Фиг. 1, данные (белые кружки) для всех листов №№ 10-13 находятся под прямыми линиями (1) и (2).
[0090] В примере № 10 содержание Si составляет менее чем 1,05 мас.%, и значение «[C] + 2/9 [Si] + 7/9 [Mn] + 8/9 [Cr] - 7/4» является отрицательным, и таким образом значение «B+4A - 627» является отрицательным, и баланс между прочностью и ударной вязкостью является недостаточным. Твердость B при скорости охлаждения 10°C/с составляет менее чем 516 HV, разность в твердости между случаем скорости охлаждения 30°C/с и случаем скорости охлаждения 10°C/с превышает 35 HV, и стабильность твердости является недостаточной. Все эти листы получили оценку свойства адгезии окалины «×».
[0091] В примерах №№ 11-13 содержание Cr составляет менее чем 0,6 мас.%, и значение «[C] + 2/9[Si] + 7/9[Mn] + 8/9[Cr] - 7/4» является отрицательным, и таким образом значение «B+4A - 627» является отрицательным, и баланс между прочностью и ударной вязкостью является недостаточным. Твердость B при скорости охлаждения 10°C/с составляет менее чем 516 HV, разность в твердости между случаем скорости охлаждения 30°C/с и случаем скорости охлаждения 10°C/с превышает 35 HV, и стабильность твердости является недостаточной.
[0092] Следует понимать, что варианты осуществления и примеры, раскрытые в настоящем документе, являются во всех смыслах иллюстративными, а не ограничивающими. Область охвата настоящего изобретения определяется не вышеприведенным описанием, а прилагаемой формулой изобретения, и предполагается, что она включает в себя значения, эквивалентные формуле изобретения, а также все модификации в пределах области охвата.
Изобретение относится к области металлургии, а именно к стальному листу, используемому для изготовления деталей транспортных средств горячей штамповкой. Лист содержит, мас.%: C 0,25 или более и 0,4 или менее, Si 1,05 или более и 1,4 или менее, Mn 0 или более и 1,4 или менее, Cr 0,6 или более и 3,0 или менее, P 0 или более и 0,03 или менее, S 0 или более и 0,02 или менее, Al 0,01 или более и 1 или менее, N 0 или более и 0,01 или менее, B 0,0005 или более и 0,005 или менее, Ti 0,005 или более и 0,1 или менее, при необходимости по меньшей мере один элемент из: Mo 0 или более и 1,0 или менее, Nb 0 или более и 0,1 или менее, V 0 или более и 0,1 или менее, Cu 0 или более и 0,5 или менее и Ni 0 или более и 0,5 или менее, остальное - железо и неизбежные примеси. Лист удовлетворяет следующим условиям: [C] + 2/9[Si] + 7/9[Mn] + 8/9[Cr] - 7/4 > 0, B (HV) > -4,0A + 627, B (HV) ≥ 516, |C-B| ≤ 35 (HV), где [C] обозначает содержание C, [Si] обозначает содержание Si, [Mn] обозначает содержание Mn, [Cr] означает содержание Cr, А (Дж/см2) обозначает поглощенную энергию в ударном испытании по Шарпи при -40°C, когда лист упрочняется с использованием штампа, B (HV) обозначает твердость, когда стальной лист нагревается до аустенитной области, а затем охлаждается до комнатной температуры со скоростью охлаждения 10°C/с и упрочняется, C (HV) обозначает твердость, когда стальной лист нагревается до аустенитной области, а затем охлаждается до комнатной температуры со скоростью охлаждения 30°C/с и упрочняется. Лист проявляет превосходную стабильность твердости в дополнение к балансу между прочностью и ударной вязкостью. 4 ил., 2 табл.
Стальной лист для горячей штамповки, содержащий, мас.%:
C: 0,25 или более и 0,4 или менее,
Si: 1,05 или более и 1,4 или менее,
Mn: 0 или более и 1,4 или менее,
Cr: 0,6 или более и 3,0 или менее,
P: 0 или более и 0,03 или менее,
S: 0 или более и 0,02 или менее,
Al: 0,01 или более и 1 или менее,
N: 0 или более и 0,01 или менее,
B: 0,0005 или более и 0,005 или менее,
Ti: 0,005 или более и 0,1 или менее,
железо и неизбежные примеси – остальное
и при необходимости содержащий, мас.%, один или более элементов, выбираемых из группы, состоящей из:
Mo: 0 или более и 1,0 или менее,
Nb: 0 или более и 0,1 или менее,
V: 0 или более и 0,1 или менее,
Cu: 0 или более и 0,5 или менее и
Ni: 0 или более и 0,5 или менее,
причем стальной лист для горячей штамповки проявляет превосходную стабильность твердости в дополнение к балансу между прочностью и ударной вязкостью,
при этом удовлетворяются следующие выражения (1)-(4),
в которых [C] обозначает содержание C, [Si] обозначает содержание Si, [Mn] обозначает содержание Mn, [Cr] означает содержание Cr, А (Дж/см2) обозначает поглощенную энергию в ударном испытании по Шарпи при -40°C, когда плоский лист упрочняется с использованием штампа, B (HV) обозначает твердость, когда стальной лист для горячей штамповки нагревается до аустенитной области, а затем охлаждается до комнатной температуры со скоростью охлаждения 10°C/с и упрочняется, и C (HV) обозначает твердость, когда стальной лист для горячей штамповки нагревается до аустенитной области, а затем охлаждается до комнатной температуры со скоростью охлаждения 30°C/с и упрочняется, где
[C] + 2/9[Si] + 7/9[Mn] + 8/9[Cr] - 7/4 > 0 (1),
B (HV) > -4,0A + 627 (2),
B (HV) ≥ 516 (3),
|C - B| ≤ 35 (HV) (4).
| СТАЛЬНОЙ ЛИСТ ДЛЯ ГОРЯЧЕГО ФОРМОВАНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ЭЛЕМЕНТА, СФОРМОВАННОГО ГОРЯЧЕЙ ШТАМПОВКОЙ | 2014 |
|
RU2625369C1 |
| ГОРЯЧЕФОРМОВАННЫЙ КОМПОНЕНТ ИЗ СТАЛЬНОГО ЛИСТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, А ТАКЖЕ СТАЛЬНОЙ ЛИСТ ДЛЯ ГОРЯЧЕГО ФОРМОВАНИЯ | 2014 |
|
RU2625374C1 |
| ГОРЯЧЕШТАМПОВАННАЯ ДЕТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2648104C2 |
| EP 3093359 A1, 16.11.2016 | |||
| CA 2999835 A1, 06.04.2017 | |||
| CA 3015966 A1, 08.09.2017. | |||

