ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к формованному металлическому изделию, которое включает в себя трубчатую часть с щелью, к способу изготовления формованного металлического изделия и к устройству и матричному узлу, используемым в способе изготовления формованного металлического изделия.
УРОВЕНЬ ТЕХНИКИ
[0002] Трубчатые компоненты широко используются в автомобильных деталях и бытовой технике. В связи с этим все более важной становится разработка технологий изготовления трубчатых компонентов. В качестве типичного способа изготовления трубчатых компонентов с использованием металлического листа в качестве материала известно UO-формование (например, Патентные документы 1 и 2).
[0003] В последнее время в области автомобилестроения имеется необходимость обеспечения трубчатого компонента с щелью в продольном направлении. Традиционный способ изготовления такого трубчатого компонента заключается в выполнении гибки множество раз. Однако способ имеет проблему, состоящую в сложности формования компонента, имеющего сложную форму, и в трудоемкости его этапа. В связи с этим предполагается применение UO-формования. Однако типичное UO-формование предназначено для изготовления трубчатого компонента без щели, и стыковочная часть формованного трубчатого компонента сваривается. По этой причине только путем применения традиционного UO-формования по-прежнему сложно изготовить трубчатый компонент с зазором в его стыковочной части с высокой точностью.
[0004] Патентный документ 3 раскрывает способ формования полого профиля с прорезью в продольном направлении. Фиг.3 и Фиг.4 Патентный документ 3 раскрывает способ, в котором используется сердечник (сердечник 11), который включает в себя нож для формирования прорези. В способе изготовления в Патентном документе 3 замыкание и сварка прорези после формования является необходимым условием. В связи с этим точность ширины прорези и точность формы до сварки не принимаются во внимание. В дополнение, в случае изменения материала или толщины металлического листа величина обратного пружинения также изменяется, и, следовательно, возникают вариации ширины прорези. В связи с этим для изменения материала или толщины металлического листа должен быть модифицирован матричный узел для регулировки ширины прорези.
[0005] Патентный документ 1 раскрывает способ формования трубчатого элемента, имеющего квадратное поперечное сечение, путем гибки листового материала. Матричный узел, используемый в этом способе, включает в себя верхнюю матрицу, нижнюю матрицу и боковые матрицы. Боковые матрицы представляют собой матрицы для прижатия боковых частей листового материала таким образом, что два обращенных друг к другу концевых края приближаются друг к другу. Трубчатый элемент, отформованный этим способом, имеет стыковочную часть, которая сваривается после формования. В связи с этим регулировке зазора между двумя концевыми краями уделяется недостаточно внимания.
[0006] Кроме того, в качестве способа изготовления трубчатого компонента также известно роликовое профилирование (например, Патентный документ 4). Однако путем роликового профилирования сложно изготовить трубчатый компонент сложной формы, например, трубу переменного сечения, форма поперечного сечения которой изменяется в продольном направлении.
[0007] Для гибки металлического листа известно применение листогибочного пресса (например, Патентный документ 5). Предполагается, что трубчатый компонент с зазором в стыковочной части формируется путем гибки листогибочным прессом. Однако с помощью листогибочного пресса сложно уменьшить ширину зазора стыковочной части.
[0008] Также в традиционном UO-формовании в некоторых случаях может формироваться непредусмотренный зазор в стыковочной части трубчатого компонента из-за обратного пружинения после формования. Однако в традиционном UO-формовании очень сложно регулировать ширину зазора стыковочной части.
[0009] В дополнение, например, как описано в Патентных документах 2 и 3, в некоторых случаях при O-формовании используется сердечник. В этом случае предполагается, что трубчатый компонент с зазором в стыковочной части формируется путем обеспечения ширины металлического листа меньше периферийной длины сечения матричного узла. Однако этот способ имеет проблему, состоящую в сильном обратном пружинении из-за формования простой гибкой. В связи с этим в этом случае также сложно регулировать ширину зазора стыковочной части.
[0010] В дополнение, предполагается проектирование матричного узла методом проб и ошибок и использование матричного узла для формования трубчатого компонента с зазором в стыковочной части посредством обратного пружинения. Однако с учетом объема производства материал или толщина металлического листа немного отличаются между партиями. В этом случае величина обратного пружинения также изменяется, и, следовательно, возникают вариации ширины зазора стыковочной части или формы трубчатого компонента. В связи с этим сложно непрерывно производить трубчатые компоненты, имеющие постоянную ширину зазоров стыковочных частей и высокую точность формы, в большом объеме. Кроме того, в случае изменения материала или толщины металлического листа необходима модификация матричного узла для регулировки ширины зазора стыковочной части, которая требует больших временных и трудовых затрат и соответственно приводит к высоким издержкам.
[0011] Патентный документ 6 раскрывает способ изготовления полого профиля из разрезанной заготовки с использованием технологии UO-формования. В способе изготовления в Патентном документе 6 замкнутый полый профиль формируется путем стыковки двух противоположных краев разрезанной заготовки друг с другом. В этот момент длина разрезанной заготовки в периферийном направлении больше требуемой длины формовки на заданную избыточную длину. Избыточная длина составляет по меньшей мере 1%-10%. Патентный документ 6 раскрывает, что области полого профиля, примыкающие в краевом соединении, сжимаются по меньшей мере частично в периферийном направлении. В дополнение, Патентный документ 6 описывает, что способ изготовления выполняется с использованием технологии UO-формования. Однако Патентный документ 6 не приводит конкретного описания выполнения способа изготовления. То есть Патентный документ 6 не раскрывает, как следует сжимать полый профиль в периферийном направлении с использованием технологии UO-формования. Кроме того, способ в Патентном документе 6 не предусматривает свободной регулировки ширины щели.
СПИСОК ЦИТИРУЕМЫХ ИСТОЧНИКОВ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0012] Патентный документ 1: Публикация заявки на патент Японии № 2001-191112
Патентный документ 2: Публикация заявки на патент Японии № 2004-25224
Патентный документ 3: Публикация международной заявки № WO2005/002753
Патентный документ 4: Публикация заявки на патент Японии № 2000-616
Патентный документ 5: Публикация заявки на патент Японии № 2000-61551
Патентный документ 6: Национальная публикация международной патентной заявки № 2014-516801
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0013] В вышеуказанных обстоятельствах цель настоящего изобретения заключается в обеспечении способа изготовления, выполненного с возможностью формования формованного металлического изделия, которое включает в себя трубчатую часть с щелью, с высокой точностью и выполненного с возможностью регулировки ширины щели.
РЕШЕНИЕ ПРОБЛЕМЫ
[0014] Способ в варианте осуществления настоящего изобретения представляет собой способ изготовления формованного металлического изделия, которое включает в себя трубчатую часть с щелью. Этот способ изготовления включает в себя: (i) этап, на котором формируют U-образную часть, имеющую U-образное поперечное сечение, путем деформирования металлического листа; и (ii) этап, на котором формируют трубчатую часть с щелью путем деформирования U-образной части с использованием матричного узла, обеспеченного выступающей частью, таким образом, что две концевые части U-образной части зажимают выступающую часть. На этапе (ii) периферийная длина LH поперечного сечения трубчатой части становится меньше длины LU поперечного сечения U-образной части.
[0015] Формованное металлическое изделие в варианте осуществления настоящего изобретения представляет собой формованное металлическое изделие, которое включает в себя трубчатую часть с щелью. Когда вариация S твердости по Виккерсу в направлении толщины поперечного сечения трубчатой части выражается следующим выражением, среднее значение вариаций S в периферийном направление составляет менее 0,4.
S=(Bmax-Bmin)/Bmax
Здесь Bmin - минимальное значение твердости по Виккерсу в направлении толщины поперечного сечения. Bmax - максимальное значение твердости по Виккерсу в направлении толщины поперечного сечения.
[0016] Устройство в варианте осуществления настоящего изобретения представляет собой устройство для изготовления формованного металлического изделия, которое включает в себя трубчатую часть с щелью. Это устройство включает в себя матричный узел и механизм перемещения для перемещения матричного узла. Матричный узел включает в себя первую матрицу, включающую в себя выступающую часть для образования щели, и включает в себя вторую матрицу. Первая и вторая матрицы включают в себя первую и вторую прижимные поверхности соответственно, причем первая и вторая прижимные поверхности выполнены с возможностью деформирования U-образной части, имеющей U-образное поперечное сечение, для формирования цилиндрического участка с зазором, который должен стать щелью. Матричный узел имеет конфигурацию для прижатия внешней периферийной поверхности цилиндрического участка так, что периферийная длина поперечного сечения цилиндрического участка уменьшается.
[0017] Матричный узел в варианте осуществления настоящего изобретения представляет собой матричный узел для изготовления формованного металлического изделия, которое включает в себя трубчатую часть с щелью. Этот матричный узел включает в себя первую матрицу, которая включает в себя выступающую часть для формирования щели, и вторую матрицу. Первая и вторая матрицы включают в себя первую и вторую прижимные поверхности соответственно, которые выполнены с возможностью деформирования U-образной части, имеющей U-образное поперечное сечение, для формирования цилиндрического участка с зазором, который должен стать щелью. Матричный узел имеет конфигурацию для прижатия внешней периферийной поверхности цилиндрического участка так, что периферийная длина поперечного сечения цилиндрического участка становится меньше.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
[0018] В соответствии с настоящим изобретением можно формировать формованное металлическое изделие, которое включает в себя трубчатую часть с щелью, с высокой точностью и регулировать ширину щели. В соответствии с настоящим изобретением получают формованное металлическое изделие, которое включает в себя трубчатую часть с щелью, сформированную с высокой точностью. Кроме того, в соответствии с настоящим изобретением получают устройство и матричный узел, соответствующим образом используемые в способе изготовления в соответствии с настоящим изобретением.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0019] [Фиг.1] [Фиг.1 схематически иллюстрирует поперечное сечение примера формованного металлического изделия в соответствии с настоящим изобретением.
[Фиг.2A] Фиг.2A представляет собой вид в поперечном сечении, схематически иллюстрирующий пример этапа способа изготовления в соответствии с настоящим изобретением.
[Фиг.2B] Фиг.2B представляет собой вид в поперечном сечении, схематически иллюстрирующий пример этапа, следующего за этапом, проиллюстрированным на Фиг.2A.
[Фиг.2C] Фиг.2C представляет собой вид в поперечном сечении, схематически иллюстрирующий U-образную часть, которая сформирована в ходе этапов, проиллюстрированных на Фиг.2A и Фиг.2B.
[Фиг.3A] Фиг.3A представляет собой вид в поперечном сечении, схематически иллюстрирующий пример матричного узла, который используется в способе изготовления в соответствии с настоящим изобретением.
[Фиг.3B] Фиг.3B представляет собой вид в поперечном сечении, схематически иллюстрирующий пример этапа изготовления с использованием матричного узла, проиллюстрированного на Фиг.3A.
[Фиг.3C] Фиг.3C представляет собой вид в поперечном сечении, иллюстрирующий пример этапа, следующего за этапом, проиллюстрированным на Фиг.3B.
[Фиг.3D] Фиг.3D представляет собой вид в поперечном сечении, иллюстрирующий пример этапа, следующего за этапом, проиллюстрированным на Фиг.3C.
[Фиг.3E] Фиг.3E представляет собой вид в поперечном сечении, иллюстрирующий пример этапа, следующего за этапом, проиллюстрированным на Фиг.3D.
[Фиг.3F] Фиг.3F представляет собой вид в поперечном сечении, схематически иллюстрирующий пример формованного металлического изделия, которое изготовлено в ходе этапов, проиллюстрированных на Фиг.3B-Фиг.3E.
[Фиг.4A] Фиг.4A представляет собой вид в поперечном сечении, схематически иллюстрирующий пример матричного узла, который используется в способе изготовления в соответствии с настоящим изобретением.
[Фиг.4B] Фиг.4B представляет собой вид в поперечном сечении, схематически иллюстрирующий пример этапа изготовления с использованием матричного узла, проиллюстрированного на Фиг.4A.
[Фиг.4C] Фиг.4C представляет собой вид в поперечном сечении, иллюстрирующий пример этапа, следующего за этапом, проиллюстрированным на Фиг.4B.
[Фиг.4D] Фиг.4D представляет собой вид в поперечном сечении, иллюстрирующий пример этапа, следующего за этапом, проиллюстрированным на Фиг.4C.
[Фиг.4E] Фиг.4E представляет собой вид в поперечном сечении, иллюстрирующий пример этапа, следующего за этапом, проиллюстрированным на Фиг.4D.
[Фиг.4F] Фиг.4F представляет собой вид в поперечном сечении, схематически иллюстрирующий пример формованного металлического изделия, которое изготовлено в ходе этапов, проиллюстрированных на Фиг.4B-Фиг.4E.
[Фиг.5A] Фиг.5A представляет собой вид в поперечном сечении, схематически иллюстрирующий пример матричного узла, который используется в способе изготовления в соответствии с настоящим изобретением.
[Фиг.5B] Фиг.5B представляет собой вид в поперечном сечении, схематически иллюстрирующий пример этапа изготовления с использованием матричного узла, проиллюстрированного на Фиг.5A.
[Фиг.5C] Фиг.5C представляет собой вид в поперечном сечении, иллюстрирующий пример этапа, следующего за этапом, проиллюстрированным на Фиг.5B.
[Фиг.5D] Фиг.5D представляет собой вид в поперечном сечении, иллюстрирующий пример этапа, следующего за этапом, проиллюстрированным на Фиг.5C.
[Фиг.5E] Фиг.5E представляет собой вид в поперечном сечении, иллюстрирующий пример этапа, следующего за этапом, проиллюстрированным на Фиг.5D.
[Фиг.5F] Фиг.5F представляет собой вид в поперечном сечении, схематически иллюстрирующий пример формованного металлического изделия, которое изготовлено в ходе этапов, проиллюстрированных на Фиг.5B-Фиг.5E.
[Фиг.6A] Фиг.6A представляет собой вид в поперечном сечении, схематически иллюстрирующий пример матричного узла, который используется в способе изготовления в соответствии с настоящим изобретением.
[Фиг.6B] Фиг.6B представляет собой вид в поперечном сечении, схематически иллюстрирующий пример этапа изготовления с использованием матричного узла, проиллюстрированного на Фиг.6A.
[Фиг.6C] Фиг.6C представляет собой вид в поперечном сечении, иллюстрирующий пример этапа, следующего за этапом, проиллюстрированным на Фиг.6B.
[Фиг.6D] Фиг.6D представляет собой вид в поперечном сечении, иллюстрирующий пример этапа, следующего за этапом, проиллюстрированным на Фиг.6C.
[Фиг.6E] Фиг.6E представляет собой вид в поперечном сечении, иллюстрирующий пример этапа, следующего за этапом, проиллюстрированным на Фиг.6D.
[Фиг.6F] Фиг.6F представляет собой вид в поперечном сечении, схематически иллюстрирующий пример формованного металлического изделия, которое изготовлено в ходе этапов, проиллюстрированных на Фиг.6B-Фиг.6E.
[Фиг.7] Фиг.7 представляет собой вид в поперечном сечении, схематически иллюстрирующий поперечное сечение другого примера матричного узла в соответствии с настоящим изобретением.
[Фиг.8] Фиг.8 представляет собой вид в поперечном сечении, иллюстрирующий еще один пример матричного узла в соответствии с настоящим изобретением и пример трубчатой части, которая сформирована с использованием примерного матричного узла.
[Фиг.9A] Фиг.9A представляет собой изображение, схематически иллюстрирующее пример формованного металлического изделия в соответствии с настоящим изобретением.
[Фиг.9B] Фиг.9B представляет собой изображение, схематически иллюстрирующее другой пример формованного металлического изделия в соответствии с настоящим изобретением.
[Фиг.9C] Фиг.9C представляет собой изображение, схематически иллюстрирующее еще один пример формованного металлического изделия в соответствии с настоящим изобретением.
[Фиг.9D] Фиг.9D представляет собой изображение, схематически иллюстрирующее еще один пример формованного металлического изделия в соответствии с настоящим изобретением.
[Фиг.9E] Фиг.9E представляет собой изображение, схематически иллюстрирующее еще один пример формованного металлического изделия в соответствии с настоящим изобретением.
[Фиг.10A] Фиг.10A схематически иллюстрирует этап способа изготовления трубчатого элемента в Сравнительном примере 1.
[Фиг.10B] Фиг.10B схематически иллюстрирует этап, следующий за этапом, проиллюстрированным на Фиг.10A.
[Фиг.11A] Фиг.11A схематически иллюстрирует этап способа изготовления трубчатого элемента в Сравнительном примере 2.
[Фиг.11B] Фиг.11B схематически иллюстрирует этап, следующий за этапом, проиллюстрированным на Фиг.11A.
[Фиг.12А] Фиг.12А представляет собой график, иллюстрирующий распределения деформации трубчатых элементов в Примере 1, Сравнительном примере 1 и Сравнительном примере 2 в направлении толщины.
[Фиг.12B] Фиг.12B представляет собой график, иллюстрирующий распределения деформации трубчатых элементов в Примерах 2-4 и Сравнительном примере 2 в периферийном направлении.
[Фиг.13] Фиг.13 представляет собой график, иллюстрирующий зависимость между средним значением вариаций S в периферийном направлении и скоростью снижения прочности на одноосное сжатие.
[Фиг.14A] Фиг.14A представляет собой схему, иллюстрирующую пример операции примера устройства в соответствии с настоящим изобретением.
[Фиг.14B] Фиг.14B представляет собой схему, иллюстрирующую пример операции, следующей за операцией, проиллюстрированной на Фиг.14A.
[Фиг.14C] Фиг.14C представляет собой схему, иллюстрирующую пример операции, следующей за операцией, проиллюстрированной на Фиг.14B.
[Фиг.14D] Фиг.14D представляет собой схему, иллюстрирующую пример операции, следующей за операцией, проиллюстрированной на Фиг.14C.
[Фиг.15A] Фиг.15A представляет собой схему, иллюстрирующую пример операции другого примера устройства в соответствии с настоящим изобретением.
[Фиг.15B] Фиг.15B представляет собой схему, иллюстрирующую пример операции, следующей за операцией, проиллюстрированной на Фиг.15A.
[Фиг.15C] Фиг.15C представляет собой схему, иллюстрирующую пример операции, следующей за операцией, проиллюстрированной на Фиг.15B.
[Фиг.15D] Фиг.15D представляет собой схему, иллюстрирующую пример операции, следующей за операцией, проиллюстрированной на Фиг.15C.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0020] Далее будут описаны варианты осуществления настоящего изобретения. Следующее далее описание приведено в отношении вариантов осуществления настоящего изобретения в качестве примера, но настоящее изобретение не ограничивается описанными ниже примерами. Хотя в следующем далее описании в некоторых случаях приведены конкретные числовые значения и материалы, могут быть применены другие числовые значения и материалы при условии, что они позволяют получить полезные эффекты настоящего изобретения.
[0021] Способ изготовления формованного металлического изделия
Способ изготовления в соответствии с настоящим изобретением представляет собой способ изготовления формованного металлического изделия, которое включает в себя трубчатую часть с щелью. Сведения о способе изготовления в соответствии с настоящим изобретением применимы к формованному металлическому изделию, устройству и матричному узлу в соответствии с настоящим изобретением.
[0022] Формованное металлическое изделие может включать в себя часть, отличную от трубчатой части с щелью. Альтернативно формованное металлическое изделие может состоять только из трубчатой части с щелью. В этом случае формованное металлическое изделие представляет собой трубчатое формованное изделие с щелью. Примеры формованного металлического изделия будут описаны ниже. Способ изготовления в соответствии с настоящим изобретением включает в себя этап (i) и этап (ii), которые будут описаны ниже.
[0023] Этап (i)
На этапе (i) деформируют металлический лист, в результате чего формируется U-образная часть, которая имеет U-образное поперечное сечение. Этап (i) не имеет особого ограничения, и на нем может быть применено U-формование, используемое в традиционном UO-формовании. Способ U-формования не имеет особого ограничения при условии, что способ обеспечивает U-образное поперечное сечение формуемого металлического листа. Примеры способа U-формования включают в себя прессование, роликовое профилирование и другие виды формования. U-формование может выполняться на множестве этапов. В дополнение перед U-формованием может быть выполнена операция гибки концов металлического листа (так называемая операция C-формования). В дополнение после U-формования может быть выполнена обрезка (резка) U-образной части.
[0024] В настоящем описании поперечное сечение трубчатой части означает поперечное сечение в периферийном направлении трубчатой части, кроме тех случаев, когда указано иное. Другими словами, поперечное сечение трубчатой части означает поперечное сечение в направлении, перпендикулярном осевому направлению (обычно продольное направление) трубчатой части. То же самое справедливо для поперечного сечения U-образной части, поперечного сечения цилиндрического участка и поперечного сечения прижимной поверхности матричного узла. Прижимная поверхность матричного узла означает поверхность матричного узла, которая контактирует с внешней периферийной поверхностью цилиндрического участка (или трубчатой части), кроме тех случаев, когда указано иное. В случае если матричный узел выполнен из множества элементов, периферийная длина поперечного сечения прижимной поверхности матричного узла означает общую длину поперечного сечения прижимных поверхностей множества элементов.
[0025] Металлический лист, подвергаемый формованию согласно способу изготовления в соответствии с настоящим изобретением, далее может называться заготовкой. Металлический лист (заготовка) не имеет особого ограничения при условии, что металлический лист позволяет формование. Примеры металлического листа включают в себя стальной лист, например, горячекатаный стальной лист, холоднокатаный стальной лист, покрытый стальной лист и другие типы листов. Кроме того, примеры металлического листа включают в себя металлический лист, изготовленный путем соединения множества металлических листов (так называемая адаптированная заготовка). Адаптированная заготовка может быть выполнена путем соединения множества металлических листов в осевом направлении получаемой трубчатой части или может быть выполнена путем соединения множества металлических листов в периферийном направлении получаемой трубчатой части. Кроме того, в качестве заготовки может быть использован тонколистовой металл, толщина которого отличается в разных областях. Кроме того, в качестве заготовки может быть использован так называемый уложенный лист. Примеры уложенного листа включают в себя лист, выполненный путем укладки множества металлических листов друг на друга, и лист, выполненный путем наложения неметаллического материала на металлический лист. То есть формованное металлическое изделие может содержать материал, отличный от металлического листа.
[0026] Металлический лист (заготовка) может представлять собой тонкостенный металлический лист или высокопрочный стальной лист (так называемый высокопрочный материал). Эти листы, как правило, имеют сильное обратное пружинение и, в частности, подходят для настоящего изобретения. Примеры тонкостенного металлического листа включают в себя металлический лист, в котором отношение толщины к эквивалентному диаметру металлического листа составляет 10% или менее. Эквивалентный диаметр представляет собой значение, полученное делением периферийной длины поперечного сечения трубчатой части на 3,14. Прочность на растяжение высокопрочного материала предпочтительно составляет 300 MПа или более и может составлять 440 MПа или более (например, 490 MПа или более или 780 MПа или более). Верхний предел прочности на растяжение не имеет особого ограничения и может составлять 2000 MПа или менее.
[0027] Материал металлического листа не имеет особого ограничения при условии, что металлический лист позволяет формование. Примеры материала металлического листа включают в себя металл на основе железа (Fe), алюминия (Al), меди (Cu) и титана (Ti) и другие типы металлов.
[0028] Толщина металлического листа не имеет особого ограничения при условии, что толщина позволяет формование. Толщина металлического листа выбирается с учетом материала металлического листа, формы формованного металлического изделия, использования формованного металлического изделия и других факторов. В качестве примера толщина металлического листа может находиться в пределах диапазона от 0,4 до 5 мм (например, диапазон от 0,5 до 3 мм или диапазон от 1 до 3 мм и т.д.).
[0029] Форма металлического листа выбирается в соответствии с предполагаемой формой формованного металлического изделия. Как будет описано ниже, в способе изготовления в соответствии с настоящим изобретением периферийная длина LH поперечного сечения трубчатой части становится меньше длины LU поперечного сечения U-образной части. В отношении металлического листа, ширина W участка для изготовления трубчатой части (длина в направлении, которое должно стать периферийным направлением трубчатой части) определяется с учетом сжимаемости C, которая будет описана ниже.
[0030] Этап (ii)
На этапе (ii) формируют трубчатую часть с щелью путем деформирования U-образной части с использованием матричного узла, обеспеченного выступающей частью, таким образом, что две концевые части U-образной части зажимают выступающую часть. На этапе (ii) периферийная длина LH поперечного сечения трубчатой части становится меньше длины LU поперечного сечения U-образной части. Таким образом, металлический лист, образующий трубчатую часть, сжимают в периферийном направлении. Следовательно, обратное пружинение трубчатой части подавляется, что позволяет точно регулировать ширину щели. Зазор между двумя концевыми частями, которые стыкуются друг с другом через выступающую часть (две концевые части U-образной части), служит в качестве щели. То есть на этапе (ii) получают формованное металлическое изделие, включающее в себя трубчатую часть с щелью. Разумеется, формованное металлическое изделие, полученное на этапе (ii), может быть дополнительно обработано.
[0031] Разность между периферийной длиной LH поперечного сечения трубчатой части и длиной LU поперечного сечения U-образной части предпочтительно составляет 0,2% или более от длины LU поперечного сечения U-образной части. В частности, предпочтительно, длина LU поперечного сечения U-образной части и периферийная длина LH поперечного сечения трубчатой части удовлетворяют выражению 0,2≤100*(LU-LH)/LU. Если разность слишком мала, эффект подавления обратного пружинения и эффект точного формирования трубчатой части не могут быть достигнуты. Далее значение 100*(LU-LH)/LU может называться сжимаемостью C (%) трубчатой части. Сжимаемость C трубчатой части может составлять 0,5% или более.
[0032] С точки зрения предотвращения смятия сжимаемость C может быть установлена на 2% или менее или может быть установлена менее чем на 1%. Путем установки сжимаемости C менее чем на 1% можно лучше предотвращать смятие. В частности, небольшая толщина металлического листа может приводить к смятию, и, таким образом, сжимаемость C предпочтительно устанавливается менее чем на 1%. В предпочтительном примере удовлетворяется выражение 0,2≤100×(LU-LH)/LU<1.
[0033] Если разность (LU-LH) между периферийной длиной LH поперечного сечения трубчатой части и длиной LU поперечного сечения U-образной части является слишком большой, существует вероятность возникновения смятия (сгибания металлического листа) или захвата металлического листа в контактном участке между верхней матрицей и нижней матрицей. При этом чем больше толщина металлического листа, тем более сложно происходит смятие даже при увеличении сжимаемости C. В дополнение, чем меньше толщина металлического листа, тем больше эффект, получаемый при сжатии. С точки зрения этого аспекта, предпочтительно, разность между периферийной длиной LH поперечного сечения и длиной LU поперечного сечения U-образной части определяется с учетом толщины металлического листа. Например, если толщина металлического листа, образующего трубчатую часть, обозначена t, разность между периферийной длиной LH поперечного сечения трубчатой части и длиной LU поперечного сечения U-образной части может быть установлена на значение 8t или менее. В этом случае разность между периферийной длиной LH поперечного сечения трубчатой части и длиной LU поперечного сечения U-образной части может быть установлена на значение 0,1t или более.
[0034] В предпочтительном примере вышеуказанная сжимаемость C составляет 0,2% или более, и разность между периферийной длиной LH поперечного сечения и длиной LU поперечного сечения составляет 8t или менее. В другом предпочтительном примере вышеуказанная сжимаемость C составляет 0,2% или более и 2% или менее. Рассмотрим случай использования в качестве заготовки тонкостенного металлического листа, в котором отношение толщины к эквивалентному диаметру металлического листа (эквивалентный диаметр описан выше) составляет 5% или менее. В этом случае сжимаемость C составляет предпочтительно 0,2% или более и менее 1% (например, 0,2% или более и менее 0,5%).
[0035] С точки зрения предотвращения смятия, сжимаемость C может быть определена с учетом предела текучести σ (MПа) и толщины t (мм) металлического листа (заготовки), образующего трубчатую часть. Например, вышеуказанная сжимаемость C (%) может удовлетворять следующему выражению. В этом случае любой из вышеуказанных нижних пределов может быть принят в качестве нижнего предела сжимаемости C. Металлический лист, удовлетворяющий следующему выражению, может иметь любую толщину и может иметь толщину, которая находится в пределах вышеуказанного диапазона (например, диапазон от 0,4 до 5 мм).
C≤(1500/σ)×t
[0036] Этап (ii) может включать в себя следующие этапы (ii-1) и (ii-2). На этапе (ii-1) формируют цилиндрический участок путем деформирования U-образной части с использованием матричного узла таким образом, что две концевые части U-образной части зажимают выступающую часть, причем цилиндрический участок должен стать трубчатой частью. Цилиндрический участок представляет собой заготовку для трубчатой части, получаемой на этапе (ii), которая также может называться первой трубчатой частью или заготовкой для трубчатой части. На этапе (ii-2) прижимают внешнюю периферийную поверхность цилиндрического участка, в то время как две концевые части зажимают выступающую часть матричного узла, в связи с чем периферийная длина LT поперечного сечения цилиндрического участка уменьшается. На этапе (ii-2) периферийная длина LH поперечного сечения трубчатой части становится меньше длины LU поперечного сечения U-образной части. То есть на этапе (ii-2) металлический лист, образующий трубчатую часть, сжимают в периферийном направлении. Путем формирования цилиндрического участка на этапе (ii-1) перед сжатием цилиндрического участка в периферийном направлении на этапе (ii-2) можно стабильно выполнять сжатие. В частности, можно предотвратить возникновение смятия и т.п. во время формирования цилиндрического участка.
[0037] Ниже будет приведено описание трех примеров этапа (ii) (пример (A), пример (B) и пример (C)). Пример (A) и пример (B) являются примерами, включающими в себя этапы (ii-1) и (ii-2).
[0038] Пример (A) этапа (ii)
Матричный узел (a), используемый в примере (A), имеет следующие конфигурации (a-1), (a-2) и (a-3).
(a-1) Матричный узел (a) включает в себя первую матрицу, обеспеченную выступающей частью, и вторую матрицу.
(a-2) Первая и вторая матрицы включают в себя первую и вторую прижимные поверхности соответственно, которые выполнены с возможностью деформирования U-образной части для формирования цилиндрического участка.
(a-3) По меньшей мере одна матрица, выбранная из первой матрицы и второй матрицы, выполнена с возможностью разделения на множество элементов матрицы.
[0039] Что касается конфигурации (a-3), обе из первой и второй матриц могут быть выполнены с возможностью разделения. Альтернативно только первая матрица может быть выполнена с возможностью разделения, или только вторая матрица может быть выполнена с возможностью разделения. В случае если обе из первой и второй матриц выполнены с возможностью разделения, периферийная длина LH поперечного сечения трубчатой части может быть точно отрегулирована. В результате можно уменьшить большие вариации сжимающего напряжения, действующего на трубчатую часть. Следовательно, щель может быть образована с большей точностью. В примере, в котором первая матрица выполнена с возможностью разделения, первая матрица выполнена с возможностью разделения на первый элемент матрицы и второй элемент матрицы. В этом случае выступающая часть может быть образована первой выступающей частью, включенной в первый элемент матрицы, и второй выступающей частью, включенной во второй элемент матрицы.
[0040] На этапе (ii-1) примера (A) формируют цилиндрический участок путем деформирования U-образной части с использованием матричного узла (a), при этом множество элементов матрицы разделены. На следующем этапе (ii-2) внешняя периферийная поверхность цилиндрического участка прижимается путем приближения множества элементов матрицы друг к другу, что уменьшает периферийную длину LT поперечного сечения цилиндрического участка. С помощью этой конфигурации металлический лист, образующий трубчатую часть, сжимается в периферийном направлении.
[0041] В предпочтительном примере примера (A) на этапе (ii-1) матричный узел (a) перемещают только в вертикальном направлении, а на этапе (ii-2) матричный узел (a) перемещают только в горизонтальном направлении. Например, в случае если только верхняя матрица матричного узла (a) перемещается в вертикальном направлении (направление прессования), на этапе (ii-1) верхнюю матрицу перемещают в нижнюю мертвую точку. После этого на этапе (ii-2) множество разделенных элементов матрицы перемещают в горизонтальном направлении.
[0042] Пример (B) этапа (ii)
Матричный узел (b), используемый в примере (B), имеет следующие конфигурации (b-1), (b-2) и (b-3).
(b-1) Матричный узел (b) включает в себя первую матрицу, обеспеченную выступающей частью, и вторую матрицу.
(b-2) Первая и вторая матрицы включают в себя первую и вторую прижимные поверхности соответственно, которые выполнены с возможностью деформирования U-образной части для формирования цилиндрического участка.
(b-3) По меньшей мере одна матрица, выбранная из первой матрицы и второй матрицы, включает в себя корпусную часть и подвижную часть, которая выполнена с возможностью перемещения относительно корпусной части.
[0043] В качестве конфигурации (b-3) каждая из первой и второй матрицы может включать в себя подвижную часть. Альтернативно только первая матрица может включать в себя подвижную часть, или только вторая матрица может включать в себя подвижную часть. В примере первая и вторая матрицы включают в себя первую и вторую подвижные части соответственно, причем первая и вторая подвижные части выполнены с возможностью перемещения в направлении прессования (вертикальное направление). В этом случае первая подвижная часть, включенная в первую матрицу, может включать в себя выступающую часть для формирования щели. В другом примере по меньшей мере одна из первой и второй матрицы включает в себя первую и вторую подвижные части, которые выполнены с возможностью перемещения в направлении, ортогональном направлению прессования. Первая и вторая подвижные части расположены таким образом, чтобы быть обращенными друг к другу через цилиндрический участок. Две подвижные части (первая и вторая подвижные части) прижимают внешнюю периферийную поверхность цилиндрического участка, что может сжимать рассматриваемый цилиндрический участок в периферийном направлении. Здесь направление прессования означает направление, в котором перемещается корпусная часть матричного узла при формовании.
[0044] На этапе (ii-1) примера (B) деформируют U-образную часть с использованием матричного узла, при этом прижимная поверхность подвижной части не выступает относительно прижимной поверхности корпусной части. На следующем этапе (ii-2) прижимают внешнюю периферийную поверхность цилиндрического участка путем выдвижения прижимной поверхности подвижной части относительно прижимной поверхности корпусной части, что уменьшает периферийную длину LT поперечного сечения цилиндрического участка. С помощью этой конфигурации металлический лист, образующий трубчатую часть, сжимается в периферийном направлении. На типичном этапе (ii-2) корпусную часть не перемещают, а перемещают только подвижную часть.
[0045] Пример (C) этапа (ii)
Матричный узел (c), используемый в примере (C), имеет следующие конфигурации.
(c-1) Матричный узел (c) включает в себя первую матрицу, обеспеченную выступающей частью, и вторую матрицу.
(c-2) Первая и вторая матрицы включают в себя первую и вторую прижимные поверхности соответственно, которые выполнены с возможностью деформирования U-образной части для формирования цилиндрического участка.
(c-3) Периферийная длина поперечного сечения прижимных поверхностей матричного узла (прижимные поверхности первой и второй матриц) меньше длины LU поперечного сечения U-образной части.
[0046] В отличие матричного узла (a) и матричного узла (b) каждая из первой матрицы и второй матрицы, образующих матричный узел (c), является по существу цельной. Однако выступающая часть первой матрицы может быть заменяемой. В примере (C) на этапе (ii) деформируют U-образную часть только путем приближения первой матрицы и второй матрицы друг к другу, в результате чего формируется трубчатая часть с щелью. Пример (C) имеет простую конфигурацию матричного узла и имеет преимущество, которое заключается в простоте изготовления формованного металлического изделия.
[0047] В способе изготовления в соответствии с настоящим изобретением матричный узел может включать в себя прижимную поверхность, соответствующую внешней периферийной поверхности трубчатой части, и периферийная длина поперечного сечения прижимной поверхности может быть меньше длины LU поперечного сечения U-образной части. С помощью этой конфигурации прижимная поверхность матричного узла прижимает внешнюю периферийную поверхность U-образной части для формирования трубчатой части, в результате чего периферийная длина LH поперечного сечения трубчатой части может становиться меньше длины LU поперечного сечения U-образной части. Как отмечено выше, вышеуказанный матричный узел (c) имеет такую конфигурацию, и вышеуказанный матричный узел (a) также имеет по существу такую конфигурацию. Вышеуказанный матричный узел (b) может иметь или может не иметь такую конфигурацию. Периферийная длина поперечного сечения прижимной поверхности матричного узла означает общую длину поперечного сечения прижимных поверхностей множества элементов, которые образуют матричный узел.
[0048] В случае использования вышеуказанных матричных узлов (a) и (c) обычно предполагается, что периферийная длина поперечного сечения прижимной поверхности матричного узла незначительно отличается от периферийной длины LH поперечного сечения трубчатой части, если трубчатая часть с щелью формируется путем полного закрытия матричного узла. В этом случае в настоящем описании периферийная длина LH поперечного сечения трубчатой части может быть заменена периферийной длиной поперечного сечения прижимной поверхности матричного узла. Например, в вышеуказанном выражении сжимаемости C и другом выражении периферийная длина LH поперечного сечения трубчатой части может быть заменена периферийной длиной поперечного сечения прижимной поверхности матричного узла.
[0049] Этап (ii) способа изготовления в соответствии с настоящим изобретением обычно выполняют без использования сердечника и он может быть выполнен, например, без использования сердечника, который должен контактировать с большей частью внутренней периферийной поверхности (например, 50% или более площади внутренней периферийной поверхности) трубчатой части (или цилиндрического участка). Путем выполнения этапа (ii) без использования сердечника трубчатую часть легче равномерно сжимать в периферийном направлении. В случае использования сердечника металлический лист между матричным узлом и сердечником становится сложно сжимать в периферийном направлении. Однако при необходимости на этапе (ii) может быть использован сердечник. Путем использования сердечника можно стабильно формировать формованное металлическое изделие, имеющее сложную форму поперечного сечения в периферийном направлении. Например, в случае, когда угол θ, проиллюстрированный на описанной ниже Фиг.1, становится больше 180°, для стабильного формования может быть использован сердечник. В случае использования сердечника сердечник может быть расположен на всей части, которая должна быть сформирована в трубчатую часть, или только на части, которая должна быть сформирована в трубчатую часть.
[0050] В способе изготовления в соответствии с настоящим изобретением формованное металлическое изделие может быть дополнительно обработано после этапа (ii). Например, формованное металлическое изделие может быть обеспечено выступом или плоской частью, или в формованном металлическом изделии может быть образовано отверстие.
[0051] Способ изготовления в соответствии с настоящим изобретением направлен на изготовление формованного металлического изделия, которое включает в себя трубчатую часть с зазором в стыковочной части. По этой причине щель (стыковочная часть с зазором) по существу не сваривается после этапа (ii). Однако часть стыковочной части может быть сварена. Например, в случае, когда часть стыковочная часть имеет зазор (щель), а другая часть не имеет зазора, часть или вся стыковочная часть, не имеющая зазора, может быть сварена. Также в этом случае предпочтительно не сваривать стыковочную часть с зазором. Во время сборки изделия, включающего в себя формованное металлическое изделие, часть стыковочной части может подвергаться сварке прихваточным швом.
[0052] Формованное металлическое изделие
Формованное металлическое изделие в соответствии с настоящим изобретением включает в себя трубчатую часть с щелью. С этой точки зрения трубчатая часть представляет собой трубчатую часть, имеющую зазор в стыковочной части. Формованное металлическое изделие в соответствии с настоящим изобретением может быть изготовлено с использованием способа изготовления в соответствии с настоящим изобретением. Что касается сведений о формованном металлическом изделии, которые уже описаны в другой части описания, их повторное описание может быть опущено. Сведения, описанные о формованном металлическом изделии в соответствии с настоящим изобретением, применимы к способу изготовления, устройству и матричному узлу в соответствии с настоящим изобретением.
[0053] Формованное металлическое изделие в соответствии с настоящим изобретением может включать в себя часть, отличную от трубчатой части с щелью. Альтернативно формованное металлическое изделие может состоять только из трубчатой части с щелью. В этом случае формованное металлическое изделие представляет собой трубчатое формованное изделие с щелью. Щель обычно образована вдоль осевого направления (как правило, продольное направление) трубчатой части. Щель может быть образована на всей трубчатой части или может быть образована только на участке трубчатой части. Другими словами, формованное металлическое изделие может иметь щель по всей длине стыковочной части или может иметь щель только на участке стыковочной части.
[0054] Форма трубчатой части с щелью не имеет особого ограничения при условии, что форма может быть сформирована с использованием способа в соответствии с настоящим изобретением. Трубчатая часть не имеет особого ограничения в отношении формы поперечного сечения и может иметь различные формы, например, круглую, форму эллипса, форму четырехугольника, вертикально асимметричную форму и горизонтально асимметричную форму. Трубчатая часть может иметь форму круглой трубы или форму квадратной трубы.
[0055] Примеры формы трубчатой части включают в себя прямую трубу, изогнутую трубу, трубу переменного диаметра, внешний диаметр которой изменяется в продольном направлении, трубу переменного поперечного сечения, форма поперечного сечения которой изменяется в продольном направлении, и другие виды труб. В частности, примеры трубчатой части включают в себя трубы, проиллюстрированные на Фиг.9A, Фиг.9B, Фиг.9C, Фиг.9D и Фиг.9E (трубчатая часть 1e). В каждой из этих труб в стыковочной части 2 сформирована щель 3.
[0056] Труба, проиллюстрированная на Фиг.9A, представляет собой прямую трубу с круглой формой поперечного сечения в периферийном направлении. Труба, проиллюстрированная на Фиг.9B, представляет собой изогнутую трубу с круглой формой поперечного сечения в периферийном направлении. Труба, проиллюстрированная на Фиг.9C, представляет собой трубу переменного диаметра в виде воронки с круглой формой поперечного сечения в периферийном направлении. Труба, проиллюстрированная на Фиг.9D, представляет собой трубу переменного поперечного сечения, форма поперечного сечения которой в периферийном направлении меняется с круглой формы на четырехугольную форму. Труба, проиллюстрированная на Фиг.9E, представляет собой трубу, форма поперечного сечения которой в периферийном направлении является вертикально асимметричной и горизонтально асимметричной. Труба, проиллюстрированная на Фиг.9E, представляет собой трубу, образованную из адаптированной заготовки, полученной путем соединения разных металлических листов в периферийном направлении.
[0057] Трубу с горизонтально асимметричной формой поперечного сечения в периферийном направлении и трубу, полученную с использованием адаптированной заготовки, как проиллюстрировано на Фиг.9E, сложно формировать путем традиционного UO-формования. Наоборот, путем соответственного выбора матричного узла в соответствии с настоящим изобретением можно формировать трубы различных форм или из различных типов заготовок.
[0058] Формованное металлическое изделие в соответствии с настоящим изобретением получают путем формования металлического листа (заготовки). По этой причине материал формованного металлического изделия является таким же, как материал заготовки. Кроме того, толщина формованного металлического изделия является по существу такой же, как толщина заготовки. В связи с этим толщина формованного металлического изделия (толщина трубчатой части) может находиться в пределах диапазона, проиллюстрированного в качестве толщины заготовки. Некоторые физические свойства формованного металлического изделия отличаются от физических свойств заготовки на рабочем этапе. В частности, в формованном металлическом изделии в соответствии с настоящим изобретением, поскольку трубчатая часть сжимается в периферийном направлении, физические свойства изменяются.
[0059] Путем использования способа изготовления в соответствии с настоящим изобретением можно получить формованное металлическое изделие в соответствии с настоящим изобретением. При условии, что вариация S твердости по Виккерсу формованного металлического изделия в соответствии с настоящим изобретением в направлении толщины поперечного сечения трубчатой части выражается следующим выражением, среднее значение вариаций S в периферийном направлении составляет меньше 0,4 (0 или более и менее 0,4).
S=(Bmax-Bmin)/Bmax
Здесь Bmin - минимальное значение твердости по Виккерсу в направлении толщины поперечного сечения трубчатой части. Bmax - максимальное значение твердости по Виккерсу в направлении толщины поперечного сечения.
[0060] Среднее значение вариаций S в периферийном направлении представляет собой среднее значение вариаций S, которые измеряются в трех точках одного поперечного сечения трубчатой части (поперечное сечение в периферийном направлении). Три положения измерения представляют собой первое положение, которое находится вблизи щели трубчатой части, второе положение, которое наиболее удалено от первого положения в периферийном направлении, и третье положение, которое находится посередине между первым положением и вторым положением. Следует учесть, что трубчатая часть имеет форму круглой трубы, и щель расположена в самой верхней части трубчатой части. С этой точки зрения, при условии, что нижняя часть трубчатой части находится под углом 0° вокруг центра трубчатой части, первое, второе и третье положения находятся под углом около 180°, 0° и 90° соответственно. Первое положение установлено на расстоянии в пределах диапазона 5 мм или менее от концевой части, обращенной к щели.
[0061] В способе изготовления в соответствии с настоящим изобретением периферийная длина LH поперечного сечения трубчатой части становится меньше длины LU поперечного сечения U-образной части. В связи с этим сжимающее напряжение действует на всю трубчатую часть в направлении толщины, и вариация сжимающего напряжения, действующего на трубчатую часть в периферийном направлении, является небольшой. По этой причине путем формирования трубчатой части с использованием способа изготовления в соответствии с настоящим изобретением можно увеличить твердость по Виккерсу по всему поперечному сечению трубчатой части. В результате можно уменьшить вариацию твердости по Виккерсу по всему поперечному сечению трубчатой части. Уменьшение вариации твердости по Виккерсу предпочтительно для повышения износоустойчивости и прочности формованного металлического изделия с трубчатой частью.
[0062] В предпочтительном примере все вариации S, измеренные в вышеуказанных трех положениях, составляют менее 0,4 (например, менее 0,2). При использовании этой конфигурации можно ожидать повышения износоустойчивости и прочности.
[0063] Способ измерения твердости по Виккерсу
Далее будет приведено описание способа измерения твердости по Виккерсу трубчатой части. Сначала трубчатую часть разрезают в периферийном направлении и поверхность разреза подвергают механической полировке до тех пор, пока поверхность разреза не станет зеркальной плоскостью. Затем для исключения влияния упрочнения в результате механической полировки поверхность разреза растворяют на глубину 30-80 мкм от поверхности разреза путем химической полировки или электрополировки. На полученной таким образом поверхности разреза измеряют твердость по Виккерсу.
[0064] Твердость по Виккерсу измеряют в соответствии с методом проведения испытания на твердость по Виккерсу в соответствии с JIS Z 2244 Японских промышленных стандартов (JIS). В испытании на твердость по Виккерсу индентор вдавливают в испытательный образец для образования отпечатка и измеряют диагональную длину отпечатка. Для оценки вариации S для поверхности разреза трубчатой части на поверхности разреза образуют множество отпечатков для измерения. В случае если трубчатая часть выполнена из стали, меди или медного сплава, расстояние между центрами двух смежных отпечатков устанавливают на значение 3d или более (d - значение большей из диагональных длин отпечатков), а расстояния от центров отпечатков до краев испытательного образца (поверхности разреза трубчатой части) устанавливают на значение 2,5d или более. В случае если трубчатая часть изготовлена из легкого металла (включая алюминий, алюминиевый сплав, титан, титановый сплав, магний и магниевый сплав), расстояние между центрами двух смежных отпечатков устанавливают на значение 6d или более, а расстояния от центров отпечатков до краев испытательного образца устанавливают на значение 3d или более. Эти расстояния могут быть отрегулированы интервалами для измерения твердости по Виккерсу и силы вдавливания индентора.
[0065] В вышеуказанном первом положении твердость по Виккерсу измеряют в пяти точках, лежащих на прямой линии с равными интервалами в направлении толщины. Далее из измеренных значений в пяти точках определяют минимальное значение Bmin и максимальное значение Bmax твердости по Виккерсу и вычисляют вышеуказанную вариацию S. Также в каждом из вышеуказанного второго и третьего положений таким же образом измеряют твердость по Виккерсу и вычисляют вышеуказанную вариацию S. Далее путем усреднения трех полученных вариаций S получают среднее значение вариаций S в периферийном направлении.
[0066] Формованное металлическое изделие в соответствии с настоящим изобретением подходит для различных применений. Примеры применений формованного металлического изделия включают в себя компоненты (компоненты подвески, корпусы, конструкционные материалы и т.д.) различных типов транспортных средств (автомобилей, железнодорожных транспортных средств и других типов транспортных средств), компоненты различных типов машин, электронных устройств, электрических приборов, компоненты различных типов транспортных судов (морского судна, воздушного судна) и другие компоненты.
[0067] Устройство
Устройство в соответствии с настоящим изобретением представляет собой устройство для изготовления формованного металлического изделия, которое включает в себя трубчатую часть с щелью. Это устройство подходит для способа изготовления в соответствии с настоящим изобретением. С использованием этого устройства можно изготовить формованное металлическое изделие в соответствии с настоящим изобретением. С другой точки зрения, это устройство представляет собой прессовочное устройство, и в качестве конфигурации, описание которой не приведено, может быть использована конфигурация широко известного прессовочного устройства. Что касается сведений об этом устройстве, которые уже описаны в другой части описания, их повторное описание может быть опущено. Сведения, описанные о устройстве в соответствии с настоящим изобретением, применимы к способу изготовления, формованному металлическому изделию и матричному узлу в соответствии с настоящим изобретением.
[0068] Устройство в соответствии с настоящим изобретением включает в себя матричный узел и механизм перемещения для перемещения матричного узла. Матричный узел включает в себя первую матрицу и вторую матрицу. Первая матрица включает в себя выступающую часть для формирования щели. Первая и вторая матрицы включают в себя первую и вторую прижимные поверхности соответственно, которые выполнены с возможностью деформирования U-образной части, имеющей U-образное поперечное сечение, для формирования цилиндрического участка с зазором, служащим в качестве щели. Матричный узел имеет конфигурацию для прижатия внешней периферийной поверхности цилиндрического участка так, что периферийная длина LT поперечного сечения цилиндрического участка становится меньше.
[0069] Далее будет приведено описание двух примеров устройства в соответствии с настоящим изобретением (устройство (a) и устройство (b)).
[0070] Устройство (a)
Устройство (a) включает в себя вышеуказанный матричный узел (a). Как отмечено выше, матричный узел (a) имеет следующие конфигурации (a-1), (a-2) и (a-3).
(a-1) Матричный узел (a) включает в себя первую матрицу, обеспеченную выступающей частью, и вторую матрицу.
(a-2) Первая и вторая матрицы включают в себя первую и вторую прижимные поверхности соответственно, которые выполнены с возможностью деформирования U-образной части для формирования цилиндрического участка.
(a-3) По меньшей мере одна матрица, выбранная из первой матрицы и второй матрицы, выполнена с возможностью разделения на множество элементов матрицы.
[0071] Механизм перемещения устройства (a) включает в себя первый механизм перемещения и второй механизм перемещения. Первый механизм перемещения представляет собой механизм перемещения для приближения первой матрицы и второй матрицы друг к другу, в то время как множество элементов матрицы разделены. Обычно первый механизм перемещения приближает первую матрицу и вторую матрицу друг к другу до тех пор, пока первая матрица и вторая матрица не будут контактировать друг с другом, при этом множество элементов матрицы разделены. Второй механизм перемещения представляет собой механизм перемещения для приближения множества разделенных элементов матрицы друг к другу. Первый механизм перемещения соответствует вышеуказанному этапу (ii-1) примера (A). Второй механизм перемещения соответствует этапу (ii-2) примера (A). С помощью устройства (a) может быть выполнен вышеуказанный этап (ii) примера (A).
[0072] Первая матрица матричного узла (a) может быть выполнена с возможностью разделения на первый элемент матрицы и второй элемент матрицы. В этом случае выступающая часть для формирования щели может быть образована первой выступающей частью, включенной в первый элемент матрицы, и второй выступающей частью, включенной во второй элемент матрицы.
[0073] Устройство (b)
Устройство (b) включает в себя вышеуказанный матричный узел (b). Как отмечено выше, матричный узел (b) имеет следующие конфигурации (b-1), (b-2) и (b-3).
(b-1) Матричный узел (b) включает в себя первую матрицу, обеспеченную выступающей частью, и вторую матрицу.
(b-2) Первая и вторая матрицы включают в себя первую и вторую прижимные поверхности соответственно, которые выполнены с возможностью деформирования U-образной части для формирования цилиндрического участка.
(b-3) По меньшей мере одна матрица, выбранная из первой матрицы и второй матрицы, включает в себя корпусную часть и подвижную часть, которая выполнена с возможностью перемещения относительно корпусной части.
[0074] Механизм перемещения устройства (b) включает в себя первый механизм перемещения и второй механизм перемещения. Первый механизм перемещения представляет собой механизм перемещения для приближения первой матрицы и второй матрицы друг к другу. Обычно первый механизм перемещения приближает первую матрицу и вторую матрицу друг к другу до тех пор, пока первая матрица и вторая матрица не будут контактировать друг с другом, при этом прижимная поверхность подвижной части не выступает относительно прижимной поверхности корпусной части. Второй механизм перемещения представляет собой механизм перемещения для перемещения подвижной части так, что прижимная поверхность подвижной части выступает относительно прижимной поверхности корпусной части. Первый механизм перемещения соответствует вышеуказанному этапу (ii-1) примера (B). Второй механизм перемещения соответствует этапу (ii-2) примера (B). С помощью устройства (b) может быть выполнен вышеуказанный этап (ii) примера (B).
[0075] При условии выполнения вышеуказанной операции конфигурации механизмов перемещения устройств (a) и (b) не имеют особого ограничения, и может быть использован широко известный механизм перемещения, используемый в прессовочном устройстве двустороннего действия. Например, каждый из механизмов перемещения устройств (a) и (b) может быть выполнен путем объединения механизма расширения/сжатия и кулачка. Примеры механизма расширения/сжатия включают в себя газовый цилиндр, гидравлический цилиндр, пружину и другие механизмы.
[0076] Устройство для выполнения вышеуказанного этапа (ii) примера (C) не имеет особого ограничения за исключением использования матричного узла (c). Этап (ii) примера (C) может быть выполнен типичным прессовочным устройством.
[0077] Матричный узел
Матричный узел в соответствии с настоящим изобретением представляет собой матричный узел для изготовления формованного металлического изделия, которое включает в себя трубчатую часть с щелью. Этот матричный узел подходит для устройства в соответствии с настоящим изобретением. Кроме того, этот матричный узел подходит для способа изготовления в соответствии с настоящим изобретением, в частности, для этапа (ii) способа изготовления в соответствии с настоящим изобретением. Путем использования этого матричного узла может быть получено формованное металлическое изделие в соответствии с настоящим изобретением. Что касается сведений об этом матричном узле, которые уже описаны в другой части описания, их повторное описание может быть опущено. Сведения, описанные о матричном узле в соответствии с настоящим изобретением, применимы к способу изготовления, формованному металлическому изделию и устройству в соответствии с настоящим изобретением.
[0078] Матричный узел в соответствии с настоящим изобретением включает в себя первую матрицу, которая включает в себя выступающую часть для формирования щели, и вторую матрицу. Первая и вторая матрицы включают в себя первую и вторую прижимные поверхности соответственно, которые выполнены с возможностью деформирования U-образной части, имеющей U-образное поперечное сечение, для формирования цилиндрического участка с зазором, служащим в качестве щели. В случае формирования цилиндрического участка (или трубчатой части), внешняя периферия поперечного сечения которого имеет круглую форму, вторая прижимная поверхность имеет форму полуцилиндра, и первая прижимная поверхность имеет форму полуцилиндра за исключением выступающей части.
[0079] Матричный узел в соответствии с настоящим изобретением имеет конфигурацию для прижатия внешней периферийной поверхности цилиндрического участка так, что периферийная длина поперечного сечения цилиндрического участка становится меньше. С другой точки зрения, матричный узел в соответствии с настоящим изобретением имеет конфигурацию для сжатия цилиндрического участка в периферийном направлении. Примеры матричного узла в соответствии с настоящим изобретением включают в себя вышеуказанные матричный узел (a) и матричный узел (b).
[0080] В качестве верхней матрицы может быть использована первая матрица, включающая в себя выступающую часть, а в качестве нижней матрицы может быть использована вторая матрица. В связи с этим в настоящем описании первая матрица может альтернативно называться верхней матрицей, а вторая матрица может альтернативно называться нижней матрицей. В дополнение, первая матрица может альтернативно называться нижней матрицей, а вторая матрица может альтернативно называться верхней матрицей.
[0081] Выступающая часть имеет форму, позволяющую формирование щели. Путем использования первой матрицы, в которой вдоль осевого направления трубчатой части расположена пластинчатая выступающая часть, можно формировать щель вдоль осевого направления трубчатой части. В типичном примере выступающая часть представляет собой пластинчатую выступающую часть и обеспечена в положении в самой верхней части полукруглой прижимной поверхности верхней матрицы. Другими словами, в типичном примере выступающая часть обеспечена в центральном участке поперечного сечения прижимной поверхности верхней матрицы (поперечное сечение в периферийном направлении). Однако выступающая часть необязательно находится в центральном участке и может находиться в положении, смещенном от центра. Например, в случае образования горизонтально асимметричной трубчатой части выступающая часть может находиться в положении, смещенном относительно центрального участка. Положение выступающей части в периферийном направлении может изменяться вдоль осевого направления. Ширина выступающей части может изменяться вдоль осевого направления. Путем использования выступающей части, которая изменяется в осевом направлении, можно формировать щель, которая изменяется в осевом направлении.
[0082] Если внутренний диаметр трубчатой части обозначен Din, а толщина трубчатой части обозначена t, ширина щели может быть установлена на значение t или более и (Din-2t) или менее. Ширина щели, составляющая менее t, может приводить к достаточной прочности выступающей части матричного узла. Ширина щели, составляющая более (Din-2t), может снижать полезные эффекты изобретения.
[0083] Ширина выступающей части выбирается в соответствии с шириной щели (зазор стыковочной части). Ширина выступающей части предпочтительно устанавливается в пределах ±10% от ширины щели.
[0084] Как отмечено выше, в матричном узле (a) по меньшей мере одна матрица, выбранная из первой матрицы и второй матрицы, выполнена с возможностью разделения на множество элементов матрицы. Если количество элементов матрицы является большим, существует вероятность, что U-образная часть может быть зажата между смежными элементами матрицы при формовании. Кроме того, если количество элементов матрицы является большим, конструкции матричного узла и устройства, использующего матричный узел, становятся сложными. В связи с этим в предпочтительном примере случая, когда первая матрица разделена на множество элементов матрицы, первая матрица разделена на два элемента матрицы. Подобным образом в предпочтительном примере случая, когда вторая матрица разделена на множество элементов матрицы, вторая матрица разделена на два элемента матрицы.
[0085] В случае, когда первая матрица и/или вторая матрица выполнены с возможностью разделения на множество элементов матрицы, положение разделения не имеет особого ограничения. В случае, когда первая матрица выполнена с возможностью разделения на первый элемент матрицы и второй элемент матрицы, выступающая часть может быть образована первой выступающей частью, включенной в первый элемент матрицы, и второй выступающей частью, включенной во второй элемент матрицы. То есть первая матрица может быть разделена на выступающей части. С помощью этой конфигурации две концевые части U-образной части могут направляться первой и второй выступающими частями, что может предотвращать попадание концевых частей U-образной части в пространство между двумя элементами матрицы.
[0086] При использовании матричного узла (a) путем отдельного перемещения множества элементов матрицы можно легко выполнять точную регулировку периферийной длины LH поперечного сечения трубчатой части и уменьшать вариации сжимающего напряжения, действующего на трубчатую часть. Следовательно, при использовании матричного узла (a) можно эффективно подавлять обратное пружинение, вследствие чего щель может быть образована с высокой точностью.
[0087] Как отмечено выше, в матричном узле (b) по меньшей мере одна матрица, выбранная из первой матрицы и второй матрицы, включает в себя корпусную часть и подвижную часть, которая выполнена с возможностью перемещения относительно корпусной части.
[0088] В матричном узле (b) только первая матрица может включать в себя корпусную часть и подвижную часть, или только вторая матрица может включать в себя корпусную часть и подвижную часть. Альтернативно обе из первой и второй матриц могут включать в себя корпусную часть и подвижную часть. В случае, когда обе матрицы включают в себя корпусную часть и подвижную часть, площадь прижимной поверхности подвижной части может быть увеличена, и в результате во время прижатия и сжатия цилиндрического участка в периферийном направлении прижатие может стабильно выполняться.
[0089] Положения, в которых расположены подвижные части, не имеют особого ограничения при условии, что положения позволяют регулировать периферийную длину поперечного сечения трубчатой части путем перемещения подвижной части. Например, подвижные части могут быть расположены в положениях, соответствующих верхней части и нижней части трубчатой части, или могут быть расположены в положениях, соответствующих двум боковым частям трубчатой части. Подвижные части предпочтительно расположены в двух положениях, которые противоположны друг другу через центр трубчатой части.
[0090] Подвижные части расположены по меньшей мере в зоне, где выполняется этап (ii) примера (B). Например, подвижные части могут быть расположены по всей длине матричного узла или могут быть расположены только на участке матричного узла.
[0091] В случае, когда первая матрица включает в себя корпусную часть и подвижную часть, количество подвижных частей может составлять один или более. В случае, когда количество подвижных частей составляет более одного, периферийная длина поперечного сечения трубчатой части может точно регулироваться по сравнению со случаем, когда количество подвижных частей составляет один. Подобным образом в случае, когда вторая матрица включает в себя корпусную часть и подвижную часть, количество подвижных частей может составлять один или более. В случае, когда количество подвижных частей составляет более одного, подвижные части могут быть расположены в обоих из положения, соответствующего верхней части (или нижней части) цилиндрического участка, и в положениях, соответствующих боковым частям цилиндрического участка.
[0092] Подвижная часть (части) может перемещаться цилиндром, кулачковым механизмом или т.п. относительно корпусной части.
[0093] В матричном узле в соответствии с настоящим изобретением выступающая часть для формирования щели может быть заменяемой. Например, в вышеуказанных матричных узлах (a), (b) и (c) выступающая часть может быть заменяемой. Выступающая часть легко изнашивается. Таким образом, путем обеспечения заменяемой выступающей части срок службы матричного узла может быть продлен. Кроме того, путем замены выступающей части можно легко регулировать ширину щели. При изменении физических свойств (прочность на растяжение и т.д.) или толщины металлического листа (заготовки) изменяется величина обратного пружинения. В связи с этим в традиционном способе при изменении физических свойств или толщины металлического листа должен быть изменен весь матричный узел. Однако путем замены выступающей части можно легко регулировать ширину щели без изменения всего матричного узла.
[0094] При необходимости форма матричного узла выполняется в соответствии с формой и т.п. предполагаемой трубчатой части. Например, как проиллюстрировано на Фиг.8, форма поперечного сечения в периферийном направлении прижимной поверхности матричного узла может быть вертикально асимметричной или может быть горизонтально асимметричной. Форма поперечного сечения в периферийном направлении прижимной поверхности матричного узла может быть постоянной в осевом направлении или может изменяться в осевом направлении. Кроме того, прижимная поверхность матричного узла может быть прямой в осевом направлении или может быть изогнута относительно осевого направления.
[0095] Каждая из первой матрицы и второй матрицы может относиться к типу одностороннего действия. При необходимости каждая из первой матрицы и второй матрицы может относиться к типу двустороннего действия. В матричных узлах (a) и (b) по меньшей мере одна матрица, выбранная из первой и второй матрицы, относится к типу двустороннего действия. Использование матричного узла двустороннего действия позволяет точно регулировать периферийную длину поперечного сечения цилиндрического участка и позволяет уменьшать вариации сжимающего напряжения, действующего на цилиндрический участок. В связи с этим можно, в частности, эффективно подавлять обратное пружинение и повышать точность формы формованного металлического изделия. В случае, когда матричный узел относится к типу двустороннего действия, устройство, включающее в себя матричный узел, включает в себя механизм, используемый в прессовочном устройстве двустороннего действия, или механизм, включающий в себя цилиндр, кулачок или т.п.
[0096] В случае изменения материала или толщины металлического листа величина обратного пружинения также изменяется соответственным образом. В связи с этим в способе формования с использованием традиционного матричного узла при изменении материала или толщины металлического листа матричный узел должен быть изменен соответственным образом. В отличие от этого, при использовании матричного узла в соответствии с настоящим изобретением можно изменять сжимаемость трубчатой части без изменения матричного узла. Например, при использовании матричного узла (a) сжимаемость трубчатой части может быть изменена путем изменения расстояний между множеством элементов матрицы. Кроме того, при использовании матричного узла (b) сжимаемость трубчатой части может быть изменена путем изменения величины перемещения подвижных частей. В связи с этим, при использовании матричного узла в соответствии с настоящим изобретением даже в случае изменения материала или толщины металлического листа можно регулировать ширину щели без изменения матричного узла. Следовательно, матричный узел в соответствии с настоящим изобретением подходит для массового производства формованного металлического изделия в соответствии с настоящим изобретением.
[0097] Как будет описано позже, путем использования матричного узла в соответствии с настоящим изобретением можно уменьшить вариации распределения твердости в направлении толщины и вариации распределения твердости в периферийном направлении трубчатой части. В связи с этим путем использования матричного узла в соответствии с настоящим изобретением можно получить формованное металлическое изделие, имеющее высокую усталостную прочность.
[0098] Далее будут описаны примерные варианты осуществления настоящего изобретения со ссылкой на чертежи. В следующем далее описании подобные части будут обозначены одинаковыми ссылочными позициями, и их повторное описание может быть опущено.
[0099] Первый вариант осуществления
В первом варианте осуществления будет приведено описание примера формованного металлического изделия в соответствии с настоящим изобретением. Формованное металлическое изделие в соответствии с настоящим изобретением включает в себя трубчатую часть с щелью. Фиг.1 схематически иллюстрирует поперечное сечение в направлении, ортогональном осевому направлению трубчатой части (поперечное сечение в периферийном направлении). Формованное металлическое изделие 1 включает в себя трубчатую часть 1e, которая обеспечена щелью 3 и обычно состоит только из трубчатой части 1e. В щели 3 две концевые части E1 и E2 стыкуются друг с другом. С другой точки зрения, формованное металлическое изделие 1 представляет собой компонент с по существу замкнутым поперечным сечением (трубчатый компонент, имеющий по существу замкнутое поперечное сечение). Здесь по существу замкнутое поперечное сечение относится к поперечному сечению, в котором между двумя стыковочными концевыми частями металлического листа для формования трубчатой формы, имеется зазор. Компонент с по существу замкнутым поперечным сечением может иметь зазор по всей длине стыковочной части или может иметь зазор только на участке стыковочной части.
[0100] Предположим, что здесь точки P1 и P2 отдалены от двух концевых частей E1 и E2 на 3 мм вдоль трубчатой части 1e в периферийном направлении соответственно. Предположим, что пересечение касательной линии в точке P1 и касательной линии в точке P2 обозначено O. Угол θ, образованный линией OP1 и линией OP2, предпочтительно составляет 30° или более. Слишком маленький угол θ приводит к небольшой разнице в поперечном сечении между трубчатой частью 1e и U-образной частью, что может снижать прочность (прочность на изгиб) трубчатой части после формования. Угол θ в типичном примере оставляет 150° или более (например, 170° или более). Угол θ предпочтительно составляет 180° или менее. Слишком большой угол θ приводит к вероятности нестабильного формования.
[0101] Второй вариант осуществления
Во втором варианте осуществления будет приведено описание примера способа изготовления в соответствии с настоящим изобретением и матричного узла, используемого в способе изготовления. В следующих далее вариантах осуществления будет приведено описание примера случая изготовления формованного металлического изделия, которое состоит только из трубчатой части. Способ изготовления во втором варианте осуществления включает в себя этап (i) и этап (ii).
[0102] Этап (i) схематически проиллюстрирован на Фиг.2A и 2B. Сначала, как проиллюстрировано на Фиг.2A, между матрицей 11 и пуансоном 12 размещают металлический лист (заготовку) 1a. Матричный узел для U-формования состоит из матрицы 11 и пуансона 12. Затем, как проиллюстрировано на Фиг.2B, металлический лист 1a подвергают прессованию для образования U-образной части 1b, имеющей U-образное поперечное сечение. Как проиллюстрировано на Фиг.2C, U-образная часть 1b включает в себя две концевые части E1 и E2.
[0103] На этапе (i) размерное соотношение между шириной W части, из которой будет сформирована трубчатая часть (трубчатая часть 1e), и длиной LU поперечного сечения U-образной части 1b металлического листа изменяется при различных условиях (форма трубчатой части, условия этапа (i) и т.д.). Эти условия могут приводить к тому, что длина LU поперечного сечения становится больше ширины W, к тому, что длина LU поперечного сечения становится меньше ширины W, и к тому, что они становятся равны друг другу. В способе изготовления в соответствии с настоящим изобретением на этапе (ii) важно формировать трубчатую часть таким образом, чтобы периферийная длина LH поперечного сечения трубчатой части была меньше длины LU поперечного сечения U-образной части. В связи с этим соотношение между шириной W и длиной LU поперечного сечения на этапе (i) не имеет особого ограничения.
[0104] Фиг.3A схематически иллюстрирует матричный узел, используемый на этапе (ii) второго варианта осуществления. Матричный узел 20 во втором варианте осуществления представляет собой пример вышеуказанного матричного узла (a). Матричный узел 20 включает в себя верхнюю матрицу (первая матрица) 21 и нижнюю матрицу (вторая матрица) 22.
[0105] Верхняя матрица 21 включает в себя пластинчатую выступающую часть 23 для формирования щели. Верхняя матрица 21 включает в себя первую верхнюю матрицу (первый элемент матрицы) 21a и вторую верхнюю матрицу (второй элемент матрицы) 21b, которые выполнены с возможностью разделения в горизонтальном направлении. Выступающая часть 23 состоит из первой выступающей части 23а, включенной в первую верхнюю матрицу 21a, и второй выступающей части 23b, включенной во вторую верхнюю матрицу 21b. Нижняя матрица 22 включает в себя первую нижнюю матрицу (первый элемент матрицы) 22a и вторую нижнюю матрицу (второй элемент матрицы) 22b, которые выполнены с возможностью разделения в горизонтальном направлении.
[0106] Верхняя матрица 21 включает в себя первую прижимную поверхность 21p, которая выполнена с возможностью прижатия внешней периферийной поверхности U-образной части 1b для формирования цилиндрического участка 1d. Нижняя матрица 22 включает в себя вторую прижимную поверхность 22p, которая выполнена с возможностью прижатия внешней периферийной поверхности U-образной части 1b для формирования цилиндрического участка 1d (Фиг.3D). Выступающая часть 23 представляет собой пластинчатую выступающую часть, длина которой равна или больше формируемой щели 3. Периферийная длина поперечного сечения всей прижимной поверхности матричного узла 20 (первой прижимной поверхности 21p и второй прижимной поверхности 22p) меньше длины LU поперечного сечения U-образной части 1b.
[0107] Следующий этап (ii) будет описан со ссылкой на Фиг.3B-Фиг.3E. Этап (ii) во втором варианте осуществления представляет собой вышеуказанный этап примера (A) и включает в себя этап (ii-1) и этап (ii-2). На этапе (ii) из U-образной части 1b может быть сформирована трубчатая часть 1e с щелью.
[0108] На этапе (ii) второго варианта осуществления сначала размещают U-образную часть 1b в матричном узле 20, как проиллюстрировано на Фиг.3B. Затем, как проиллюстрировано на Фиг.3C и Фиг.3D, деформируют U-образную часть 1b с использованием матричного узла 20, при этом концевая часть E1 и концевая часть E2 U-образной части 1b (смотри Фиг.2C) зажимают выступающую часть 23 (этап (ii-1)). В частности, верхнюю матрицу 21 и нижнюю матрицу 22 приближают друг к другу до тех пор, пока они не будут контактировать друг с другом, так что внешняя периферийная поверхность U-образной части 1b прижимается прижимной поверхностью матричного узла 20. Этап (ii-1) выполняют в состоянии, в котором первая верхняя матрица 21a и вторая верхняя матрица 21b разделены в горизонтальном направлении, и первая нижняя матрица 22a и вторая нижняя матрица 22b разделены в горизонтальном направлении. В этом состоянии верхнюю матрицу 21 и/или нижнюю матрицу 22 перемещают в вертикальном направлении, так что они приближаются друг к другу. На этапе (ii-1) формируют цилиндрический участок 1d. На этапе, проиллюстрированном на Фиг.3C, U-образную часть 1b деформируют в U-образную часть 1c. В этот момент две концевые части U-образной части 1c упираются в выступающую часть 23 для остановки, так что между концевыми частями формируется зазор. Зазор служит в качестве щели 3 трубчатой части 1e. В состоянии, проиллюстрированном на Фиг.3D, концевая часть E1 и концевая часть E2 обращены друг к другу через выступающую часть 23 (выступающие части 23а и 23b).
[0109] С помощью способа изготовления во втором варианте осуществления в состоянии, проиллюстрированном на Фиг.3D, длина поперечного сечения U-образной части 1b и периферийная длина LT поперечного сечения цилиндрического участка 1d могут становиться по существу равными друг другу. Эта конфигурация может быть реализована путем регулировки расстояния между первой верхней матрицей 21a и второй верхней матрицей 21b и расстояния между первой нижней матрицей 22a и второй нижней матрицей 22b. При использовании этой конфигурации во время деформирования U-образной части 1b на большую величину для формирования цилиндрического участка 1d можно предотвратить действие сжимающего усилия в периферийном направлении. В связи с этим можно предотвратить возникновение смятия или т.п. во время формирования цилиндрического участка 1d. Здесь выражение «по существу равны друг другу» означает, что разница между ними составляет менее 0,1% (например, менее 0,05%) от длины большего.
[0110] Затем, как проиллюстрировано на Фиг.3E, путем прижатия внешней периферийной поверхности цилиндрического участка 1d, в то время как концевые части E1 и E2 U-образной части 1b зажимают выступающую часть 23, периферийная длина LT поперечного сечения цилиндрического участка 1d уменьшается (этап (ii-2)). В частности, путем закрытия разделенного матричного узла 20 периферийная длина LT поперечного сечения уменьшается. В частности, первая верхняя матрица 21a и вторая верхняя матрица 21b перемещаются в горизонтальном направлении, приближаясь друг к другу, и первая нижняя матрица 22a и вторая нижняя матрица 22b перемещаются в горизонтальном направлении, приближаясь друг к другу. В примере, проиллюстрированном на Фиг.3E, первая верхняя матрица 21a и вторая верхняя матрица 21b контактируют друг с другом, и первая нижняя матрица 22a и вторая нижняя матрица 22b приближаются друг к другу до тех пор, пока они не будут контактировать друг с другом. То есть в примере, проиллюстрированном на Фиг.3E, прижимная поверхность матричного узла 20 в полностью закрытом состоянии соответствует внешней периферийной поверхности трубчатой части 1e. Путем уменьшения периферийной длины LT поперечного сечения цилиндрического участка 1d на этапе (ii-2) можно получить периферийную длину LH поперечного сечения трубчатой части 1e меньше длины LU поперечного сечения U-образной части 1b. Таким образом, получают трубчатую часть 1e (формованное металлическое изделие), проиллюстрированную на Фиг.3F. Стыковочная часть 2 трубчатой части 1e обеспечена щелью 3.
[0111] Фиг.3E иллюстрирует случай, когда матричный узел полностью закрыт в конечной фазе формования. Однако в способе изготовления в соответствии с настоящим изобретением при условии, что периферийная длина LH поперечного сечения трубчатой части 1e становится меньше длины LU поперечного сечения U-образной части 1b, матричный узел необязательно должен быть полностью закрыт в конечной фазе формования. Путем определения степени закрытия матричного узла может быть изменена вышеуказанная сжимаемость C. Путем определения степени открытия матричного узла 30, показанного на Фиг.3D, и путем определения степени закрытия матричного узла 20, показанного на Фиг.3E, в некоторых случаях можно отвечать на изменение толщины или физических свойств металлического листа 1a. В связи с этим даже при изменении толщины или физических свойств металлического листа 1a в некоторых случаях можно изготовить требуемую трубчатую часть 1e без изменения матричного узла. Кроме того, на Фиг.3E путем определения степени закрытия матричного узла 20 также можно изменить ширину щели 3.
[0112] В случае изготовления трубчатого компонента путем традиционного UO-формования на внутреннюю периферийную сторону получаемого трубчатого компонента действует сжимающее напряжение, а на внешнюю периферийную сторону получаемого трубчатого компонента действует растягивающее напряжение. В связи с этим возрастает обратное пружинение, что затрудняет регулировку обратного пружинения. В отличие от этого, в способе изготовления в соответствии с настоящим изобретением периферийная длина LH поперечного сечения трубчатой части 1e становится меньше длины LU поперечного сечения U-образной части 1b. То есть в способе изготовления в соответствии с настоящим изобретением цилиндрический участок 1d сжимают в периферийном направлении, и тем самым получают трубчатую часть 1e. В результате в трубчатой части 1e сжимающее напряжение действует на обе из внутренней периферийной стороны и внешней периферийной стороны. Следовательно, обратное пружинение предотвращается, и щель 3 может быть образована с высокой точностью.
[0113] В способе изготовления в соответствии с настоящим изобретением трубчатую часть 1e формируют путем сжатия цилиндрического участка 1d в периферийном направлении. В связи с этим в трубчатой части 1e сжимающее напряжение действует на обе из внутренней периферийной стороны и внешней периферийной стороны. Кроме того, в трубчатой части 1e можно уменьшить вариации сжимающего напряжения в периферийном направлении. В результате можно уменьшить вариации распределения твердости в направлении толщины и уменьшить вариации распределения твердости в периферийном направлении трубчатой части 1e. Следовательно, в соответствии с настоящим изобретением можно получить трубчатую часть, имеющую высокую усталостную прочность.
[0114] В способе изготовления в соответствии со вторым вариантом выполнения цилиндрический участок 1d сжимают путем относительного перемещения всех элементов матрицы, окружающих цилиндрический участок 1d. В связи с этим с помощью способа изготовления и матричного узла во втором варианте осуществления можно равномерно сжимать цилиндрический участок 1d в периферийном направлении. Следовательно, обратное пружинение может быть эффективно предотвращено, и кроме того можно повысить точность формы трубчатой части.
[0115] Третий вариант осуществления
В третьем варианте осуществления будет приведено описание другого примера способа изготовления в соответствии с настоящим изобретением и матричного узла, используемого в способе изготовления. Способ изготовления в третьем варианте осуществления включает в себя этап (i) и этап (ii). Этап (i) является таким же, как этап (i), описанный во втором варианте осуществления, и в связи с этим повторное описание будет опущено.
[0116] Фиг.4A схематически иллюстрирует матричный узел, используемый на этапе (ii) в третьем варианте осуществления. Матричный узел 30 в третьем варианте осуществления представляет собой пример вышеуказанного матричного узла (b). Матричный узел 30 включает в себя верхнюю матрицу (первая матрица) 31 и нижнюю матрицу (вторая матрица) 32.
[0117] Верхняя матрица 31 включает в себя пластинчатую выступающую часть 33 для формирования щели 3. Верхняя матрица 31 включает в себя корпусную часть 31a и подвижную часть 31b, которая выполнена с возможностью перемещения относительно корпусной части 31a. Подвижная часть 31b расположена в верхней части прижимной поверхности 31ap корпусной части 31a и включает в себя выступающую часть 33. Нижняя матрица 32 включает в себя корпусную часть 32a и подвижную часть 32b, которая выполнена с возможностью перемещения относительно корпусной части 32a. Подвижная часть 32b расположена в нижней части прижимной поверхности 32ap корпусной части 32a. В матричном узле 30 в третьем варианте осуществления обе подвижные части 31b и 32b выполнены с возможностью перемещения в направлении прессования (вертикальное направление). Подвижная часть 31b может перемещаться в направлении прессования вместе с корпусной частью 31a. Подвижная часть 32b может перемещаться в направлении прессования вместе с корпусной частью 32a.
[0118] В матричном узле (b) в соответствии с настоящим изобретением корпусная часть и подвижная часть могут перемещаться по существу вместе в направлении прессования. Кроме того, в матричном узле (b) в соответствии с настоящим изобретением концевые поверхности подвижных частей (концевые поверхности, обращенные к формующему пространству) по существу образуют части прижимной поверхности, и ролики или т.п. не размещаются в нем. Кроме того, в матричном узле (b) в соответствии с настоящим изобретением подвижные части по существу выполнены с возможностью перемещения, при этом первая и вторая корпусные части находятся в конечном положении при формовании (мертвая точка).
[0119] Корпусная часть 31a и корпусная часть 32a включают в себя прижимные поверхности 31ap и 32ap соответственно, причем прижимные поверхности 31ap и 32ap выполнены с возможностью прижатия внешней периферийней поверхности U-образной части 1b для формирования цилиндрического участка 1d. Подвижные части 31b и 32b включают в себя прижимные поверхности 31bp и 32bp соответственно, причем прижимные поверхности 31bp и 32bp выполнены с возможностью прижатия внешней периферийной поверхности U-образной части 1b. Прижимная поверхность 31ap и прижимная поверхность 31bp образуют прижимную поверхность 31p верхней матрицы 31. Прижимная поверхность 32ap и прижимная поверхность 32bp образуют прижимную поверхность 32p нижней матрицы 32. В примере, описанном в третьем варианте осуществления, периферийная длина поперечного сечения всей прижимной поверхности больше периферийной длины LH поперечного сечения трубчатой части 1e. Периферийная длина поперечного сечения всей прижимной поверхности может быть по существу равна длине LU поперечного сечения U-образной части 1b.
[0120] Следующий этап (ii) будет описан со ссылкой на Фиг.4B-Фиг.4E. Этап (ii) в третьем варианте осуществления представляет собой вышеуказанный этап примера (B) и включает в себя этап (ii-1) и этап (ii-2). На этапе (ii) из U-образной части 1b может быть сформирована трубчатая часть 1e с щелью.
[0121] На этапе (ii) третьего варианта осуществления сначала размещают U-образную часть 1b в матричном узле 20, как проиллюстрировано на Фиг.4B. Затем, как проиллюстрировано на Фиг.4C и Фиг.4D, деформируют U-образную часть 1b с использованием матричного узла 30, при этом концевая часть E1 и концевая часть E2 U-образной части 1b (смотри Фиг.2C) зажимают выступающую часть 33 (этап (ii-1)). В частности, верхнюю матрицу 31 и нижнюю матрицу 32 приближают друг к другу до тех пор, пока они не будут контактировать друг с другом, так что внешняя периферийная поверхность U-образной части 1b прижимается прижимной поверхностью матричного узла 30. Этап (ii-1) выполняют в состоянии, в котором прижимные поверхности 31bp и 32bp подвижных частей 31b и 32b не выступают относительно прижимных поверхностей 31p и 32p корпусной части. На этапе (ii-1) формируют цилиндрический участок 1d. То есть в примере, проиллюстрированном на Фиг.4D, прижимные поверхности 31p и 32p соответствуют внешней периферийной поверхности цилиндрического участка 1d. На этапе, проиллюстрированном на Фиг.4C, U-образную часть 1b деформируют в U-образную часть 1c. В этот момент две концевые части U-образной части 1c упираются в выступающую часть 33 для остановки, так что между концевыми частями формируется зазор. Зазор служит в качестве щели 3 трубчатой части 1e. В состоянии, проиллюстрированном на Фиг.4D, концевая часть E1 и концевая часть E2 обращены друг к другу через выступающую часть 33.
[0122] В способе изготовления в третьем варианте осуществления периферийная длина поперечного сечения всей прижимной поверхности матричного узла 30 может быть по существу равна длине LU поперечного сечения U-образной части 1b. В этом случае во время деформирования U-образной части 1b на большую величину для формирования цилиндрического участка 1d можно предотвратить действие сжимающего усилия в периферийном направлении. В связи с этим можно предотвратить возникновение смятия или т.п. во время формирования цилиндрического участка 1d.
[0123] Затем, как проиллюстрировано на Фиг.4E, путем прижатия внешней периферийной поверхности цилиндрического участка 1d, в то время как концевые части E1 и E2 U-образной части 1b зажимают выступающую часть 33, периферийная длина LT поперечного сечения цилиндрического участка 1d уменьшается (этап (ii-2)). В частности, путем выдвижения прижимных поверхностей подвижных частей 31b и 32b относительно прижимных поверхностей корпусных частей 31a и 32a прижимают внешнюю периферийную поверхность цилиндрического участка 1d. В третьем варианте осуществления щель 3 и обращенные к щели 3 положения цилиндрического участка 1d вертикально прижимают. Путем уменьшения периферийной длины LT поперечного сечения цилиндрического участка 1d на этапе (ii-2) периферийная длина LH поперечного сечения трубчатой части 1e становится меньше длины LU поперечного сечения U-образной части 1b. Таким образом, получают трубчатую часть 1e (формованное металлическое изделие), проиллюстрированную на Фиг.4F. Стыковочная часть 2 трубчатой части 1e обеспечена щелью 3.
[0124] Также в способе изготовления в третьем варианте осуществления трубчатую часть 1e формируют путем сжатия цилиндрического участка 1d в периферийном направлении. В связи с этим, как описано во втором варианте осуществления, щель 3 может быть образована с высокой точностью. Кроме того, в способе изготовления в третьем варианте осуществления можно легко изменять вышеуказанную сжимаемость путем изменения величины перемещения подвижных частей. В связи с этим даже при изменении толщины или физических свойств металлического листа 1a в некоторых случаях можно изготовить требуемую трубчатую часть 1e без изменения матричного узла. Кроме того, в матричном узле в третьем варианте осуществления выступающая часть 33 может быть заменена путем замены подвижной части 31b, что упрощает замену выступающей части 33.
[0125] В способе изготовления в третьем варианте осуществления, поскольку сжатие выполняют путем прижатия цилиндрического участка 1d подвижными частями, цилиндрический участок 1d сжимают в состоянии, в котором площадь контакта между цилиндрическим участком 1d и матричным узлом 30, является небольшой. В этом случае сжимающее усилие, оказываемое в периферийном направлении подвижными частями, будет действовать на весь цилиндрический участок 1d. В связи с этим, с помощью способа изготовления и матричного узла в третьем варианте осуществления можно более равномерно сжимать цилиндрический участок 1d в периферийном направлении.
[0126] Со ссылкой на Фиг.14A-Фиг.14E, будет приведено описание примера устройства, которое может быть использовано на этапе (ii) в третьем варианте осуществления. Это устройство включает в себя первый опорный стол 141, второй опорный стол 142, механизмы 141а расширения/сжатия и механизмы 142а расширения/сжатия. На первом опорном столе 141 расположены механизмы 141а расширения/сжатия и подвижная часть 31b. Механизмы 141а расширения/сжатия выполнены с возможностью расширения в направлении прессования и выполнены с возможностью прижатия корпусной части 31a. На втором опорном столе 142 расположены механизмы 142а расширения/сжатия и подвижная часть 32b. Механизмы 142а расширения/сжатия выполнены с возможностью расширения в направлении прессования и выполнены с возможностью поддерживания корпусной части 32a. Механизмы 141а и 142а расширения/сжатия не имеют особого ограничения, и каждый может представлять собой газовый цилиндр, гидравлический цилиндр, пружину или другие механизмы.
[0127] На этапе (ii) третьего варианта осуществления сначала размещают U-образную часть 1b в матричном узле 30, как проиллюстрировано на Фиг.14A. Затем, как проиллюстрировано на Фиг.14B и 14C, первый опорный стол 141 и второй опорный стол 142 приближают друг к другу. Тем самым выполняют вышеуказанный этап (ii-1), и получают цилиндрический участок 1d. Затем, как проиллюстрировано на Фиг.14D, путем сжатия механизмов расширения/сжатия первый опорный стол 141 и второй опорный стол 142 дополнительно приближают друг к другу. В связи с этим прижимные поверхности подвижных частей 31b и 32b выступают относительно прижимных поверхностей корпусных частей 31a и 32a и прижимают внешнюю периферийную поверхность цилиндрического участка 1d, как проиллюстрировано на Фиг.14D. Таким образом, выполняют этап (ii-2).
[0128] В устройстве, проиллюстрированном на Фиг.14A, механизм для приближения первого опорного стола 141 и второго опорного стола 142 друг к другу (не проиллюстрирован) и механизм 141а расширения/сжатия и механизм 142а расширения/сжатия, не находящиеся в состоянии расширения/сжатия, соответствуют вышеуказанному первому механизму перемещения устройства (b). Кроме того, механизм для приближения первого опорного стола 141 и второго опорного стола 142 друг к другу и механизм 141а расширения/сжатия и механизм 142а расширения/сжатия, находящиеся в состоянии расширения/сжатия, соответствуют второму механизму перемещения. Таким образом, в матричных узлах (a) и (b) один составляющий элемент может служить в качестве первого механизма перемещения и второго механизма перемещения. Эти механизмы перемещения могут быть реализованы с использованием механизмов перемещения хорошо известного прессовочного устройства, причем механизмы перемещения адаптированы к устройству в соответствии с настоящим изобретением.
[0129] Четвертый вариант осуществления
В четвертом варианте осуществления будет приведено описание другого примера способа изготовления в соответствии с настоящим изобретением и матричного узла, используемого в способе изготовления. Способ изготовления в четвертом варианте осуществления включает в себя этап (i) и этап (ii). Этап (i) является таким же, как этап (i), описанный во втором варианте осуществления, и в связи с этим повторное описание будет опущено.
[0130] Фиг.5A схематически иллюстрирует матричный узел, используемый на этапе (ii) в четвертом варианте осуществления. Матричный узел 30 в четвертом варианте осуществления представляет собой пример вышеуказанного матричного узла (b). Матричный узел 30 включает в себя верхнюю матрицу (первая матрица) 31 и нижнюю матрицу (вторая матрица) 32.
[0131] Верхняя матрица 31 включает в себя пластинчатую выступающую часть 33 для формирования щели 3. Верхняя матрица 31 включает в себя корпусную часть 31a и две подвижные части 31b, которые выполнены с возможностью перемещения относительно корпусной части 31a. Подвижные части 31b расположены в самой нижней части прижимной поверхности корпусной части 31a. Нижняя матрица 32 включает в себя корпусную часть 32a и две подвижные части 32b, которые выполнены с возможностью перемещения относительно корпусной части 32a. Подвижные части 32b расположены в самой верхней части прижимной поверхности корпусной части 32a. В матричном узле 30 в четвертом варианте осуществления обе подвижные части 32a и 32b выполнены с возможностью перемещения в горизонтальном направлении. Подвижная часть 31b может перемещаться в вертикальном направлении (направление прессования) вместе с корпусной частью 31a. Подобным образом подвижная часть 32b может перемещаться в вертикальном направлении вместе с корпусной частью 32a.
[0132] Корпусная часть 31a и корпусная часть 32a включают в себя прижимные поверхности 31ap и 32ap соответственно, причем прижимные поверхности 31ap и 32ap выполнены с возможностью прижатия внешней периферийней поверхности U-образной части 1b для формирования цилиндрического участка 1d. Подвижные части 31b и 32b включают в себя прижимные поверхности 31bp и 32bp соответственно, причем прижимные поверхности 31bp и 32bp выполнены с возможностью прижатия внешней периферийной поверхности U-образной части 1b. В описанном примере в четвертом варианте осуществления периферийная длина поперечного сечения всей прижимной поверхности больше периферийной длины LH поперечного сечения трубчатой части 1e. Периферийная длина поперечного сечения всей прижимной поверхности может быть по существу равна длине LU поперечного сечения U-образной части 1b.
[0133] Следующий этап (ii) будет описан со ссылкой на Фиг.5B-Фиг.5E. Этап (ii) в четвертом варианте осуществления представляет собой вышеуказанный этап примера (B) и включает в себя этап (ii-1) и этап (ii-2). На этапе (ii) из U-образной части 1b может быть сформирована трубчатая часть 1e с щелью.
[0134] На этапе (ii) четвертого варианта осуществления сначала размещают U-образную часть 1b в матричном узле 30, как проиллюстрировано на Фиг.5B. Затем, как проиллюстрировано на Фиг.5C и Фиг.5D, деформируют U-образную часть 1b с использованием матричного узла 30, при этом концевая часть E1 и концевая часть E2 U-образной части 1b (смотри Фиг.2C) зажимают выступающую часть 33 (этап (ii-1)). В частности, верхнюю матрицу 31 и нижнюю матрицу 32 приближают друг к другу до тех пор, пока они не будут контактировать друг с другом, так что внешняя периферийная поверхность U-образной части 1b прижимается прижимной поверхностью матричного узла 30. Этап (ii-1) выполняют в состоянии, в котором прижимные поверхности 31bp и 32bp подвижных частей не выступают относительно прижимных поверхностей 31ap и 32ap корпусной части. На этапе (ii-1) формируют цилиндрический участок 1d. На этапе, проиллюстрированном на Фиг.5C, U-образную часть 1b деформируют в U-образную часть 1c. В этот момент две концевые части U-образной части 1c упираются в выступающую часть 33 для остановки, так что между концевыми частями формируется зазор. Зазор служит в качестве щели 3 трубчатой части 1e. В состоянии, проиллюстрированном на Фиг.5D, концевая часть E1 и концевая часть E2 обращены друг к другу через выступающую часть 33.
[0135] В способе изготовления в четвертом варианте осуществления периферийная длина поперечного сечения всей прижимной поверхности матричного узла 30 может быть по существу равна длине LU поперечного сечения U-образной части 1b. В этом случае во время деформирования U-образной части 1b на большую величину для формирования цилиндрического участка 1d можно предотвратить действие сжимающего усилия в периферийном направлении. В связи с этим можно предотвратить возникновение смятия или т.п. во время формирования цилиндрического участка 1d.
[0136] Затем, как проиллюстрировано на Фиг.5E, путем прижатия внешней периферийной поверхности цилиндрического участка 1d, в то время как концевые части E1 и E2 U-образной части 1b зажимают выступающую часть 33, периферийная длина LT поперечного сечения цилиндрического участка 1d уменьшается (этап (ii-2)). В частности, путем выдвижения прижимных поверхностей 31bp и 32bp подвижных частей 31b и 32b относительно прижимных поверхностей 31ap и 32ap корпусных частей 31a и 32b прижимают внешнюю периферийную поверхность цилиндрического участка 1d. В четвертом варианте осуществления боковые стороны цилиндрического участка 1d прижимаются справа и слева. Путем уменьшения периферийной длины LT поперечного сечения цилиндрического участка 1d на этапе (ii-2) периферийная длина LH поперечного сечения трубчатой части 1e становится меньше длины LU поперечного сечения U-образной части 1b. Таким образом, получают трубчатую часть 1e (формованное металлическое изделие), проиллюстрированную на Фиг.5F. Стыковочная часть 2 трубчатой части 1e обеспечена щелью 3.
[0137] Также в способе изготовления в четвертом варианте осуществления путем сжатия цилиндрического участка 1d в периферийном направлении образуют трубчатую часть 1e. В связи с этим как описано во втором и третьем вариантах осуществления, щель 3 может быть образована с высокой точностью. Кроме того, в способе изготовления в третьем и четвертом вариантах осуществления можно легко изменять вышеуказанную сжимаемость путем изменения величины перемещения подвижных частей. В связи с этим даже при незначительном изменении толщины или физических свойств металлического листа 1a в некоторых случаях можно изготовить требуемую трубчатую часть 1e без изменения матричного узла.
[0138] Со ссылкой на Фиг.15A-Фиг.15E, будет приведено описание примера устройства, которое может быть использовано на этапе (ii) в четвертом варианте осуществления. Это устройство включает в себя первый опорный стол 151, два механизма 141а расширения/сжатия, два вала 153 и два кулачковых узла 154. Механизмы 141а расширения/сжатия и валы 153 расположены на первом опорном столе 151. Механизмы 141а расширения/сжатия выполнены с возможностью расширения в направлении прессования и выполнены с возможностью прижатия корпусной части 31a.
[0139] На этапе (ii) четвертого варианта осуществления сначала размещают U-образную часть 1b в матричном узле 30, как проиллюстрировано на Фиг.15A. Затем, как проиллюстрировано на Фиг.15B и 15C, первый опорный стол 151 толкают вниз. Тем самым выполняют вышеуказанный этап (ii-1) и получают цилиндрический участок 1d. Затем, как проиллюстрировано на Фиг.15D, путем сжатия механизмов расширения/сжатия первый опорный стол 151 дополнительно толкают вниз. В этот момент два кулачковых узла 154 перемещаются двумя валами 153, и подвижные части 31b и 32b перемещаются кулачковыми узлами 154. В связи с этим прижимные поверхности подвижных частей 31b и 32b выступают относительно прижимных поверхностей корпусных частей 31a и 32a и прижимают внешнюю периферийную поверхность цилиндрического участка 1d, как проиллюстрировано на Фиг.15D. Таким образом, выполняют этап (ii-2).
[0140] В устройстве, проиллюстрированном на Фиг.15A, механизм для перемещения первого опорного стола 151 вниз (не проиллюстрирован) и механизмы 141а расширения/сжатия, не находящиеся в состоянии расширения/сжатия, соответствуют вышеуказанному первому механизму перемещения устройства (b). Кроме того, механизм для перемещения первого опорного стола 151 вниз, валы 153 и кулачковые узлы 154 образуют второй механизм перемещения. Эти механизмы перемещения могут быть реализованы с использованием механизмов перемещения хорошо известного прессовочного устройства, причем механизмы перемещения адаптированы к устройству в соответствии с настоящим изобретением.
[0141] Пятый вариант осуществления
В пятом варианте осуществления будет приведено описание другого примера способа изготовления в соответствии с настоящим изобретением и матричного узла, используемого в способе изготовления. Способ изготовления в пятом варианте осуществления включает в себя этап (i) и этап (ii). Этап (i) является таким же, как этап (i), описанный во втором варианте осуществления, и в связи с этим повторное описание будет опущено.
[0142] Фиг.6A схематически иллюстрирует матричный узел, используемый на этапе (ii) в пятом варианте осуществления. Матричный узел 20 в пятом варианте осуществления включает в себя верхнюю матрицу (первая матрица) 21 и нижнюю матрицу (вторая матрица) 22.
[0143] Верхняя матрица 21 включает в себя пластинчатую выступающую часть 23 для образования щели 3. Первая верхняя матрица 21 и вторая нижняя матрица 22 включают в себя прижимные поверхности 21p и 22p соответственно, причем прижимные поверхности 21p и 22p выполнены с возможностью прижатия внешней периферийной поверхности U-образной части 1b для образования цилиндрического участка 1d. В матричном узле 20 в пятом варианте осуществления периферийная длина поперечного сечения всей прижимной поверхности меньше длины LU поперечного сечения U-образной части 1b. Путем деформирования U-образной части 1b с использованием этого матричного узла 20 можно получить периферийную длину LH поперечного сечения трубчатой части 1e меньше длины LU поперечного сечения U-образной части 1b.
[0144] Следующий этап (ii) будет описан со ссылкой на Фиг.6B-Фиг.6E. Этап (ii) в пятом варианте осуществления представляет собой вышеуказанный этап примера (C). На этапе (ii) пятого варианта осуществления сначала размещают U-образную часть 1b в матричном узле 20, как проиллюстрировано на Фиг.6B. Затем, как проиллюстрировано на Фиг.6C и Фиг.6D, формируют цилиндрический участок 1d путем деформирования U-образной части 1b с использованием матричного узла 20 таким образом, что концевая часть E1 и концевая часть E2 U-образной части 1b зажимают выступающую часть 23. В частности, верхняя матрица 21 и нижняя матрица 22 приближаются друг к другу, так что внешняя периферийная поверхность U-образной части 1b прижимается прижимной поверхностью матричного узла 20. На этапе, проиллюстрированном на Фиг.6C, U-образную часть 1b деформируют в U-образную часть 1c. В этот момент две концевые части U-образной части 1c упираются в выступающую часть 23 для остановки, так что между концевыми частями формируется зазор. Зазор служит в качестве щели 3 трубчатой части 1e.
[0145] Фиг.6D иллюстрирует пример состояния, в котором периферийная длина LT поперечного сечения цилиндрического участка 1d по существу равна длине LU поперечного сечения U-образной части 1b. Поскольку периферийная длина поперечного сечения прижимной поверхности матричного узла 20 меньше длины LU поперечного сечения U-образной части 1b, верхняя матрица 21 и нижняя матрица 22 не контактируют друг с другом на этапе, проиллюстрированном на Фиг.6D. То есть на этапе, проиллюстрированном на Фиг.6D, матричный узел 20 не закрыт.
[0146] Верхняя матрица 21 и нижняя матрица 22 дополнительно приближаются друг к другу после этапа, проиллюстрированного Фиг.6D, так что матричный узел 20 закрывается, как проиллюстрировано на Фиг.6E. Например, путем перемещения верхней матрицы 21 к нижней мертвой точке верхнюю матрицу 21 и нижнюю матрицу 22 приводят в контакт друг с другом. В этом процессе внешняя периферийная поверхность цилиндрического участка 1d прижимается прижимной поверхностью матричного узла 20, при этом две из концевой части E1 и концевой части E2 зажимают выступающую часть 23. Таким образом формируют трубчатую часть 1e, которая включает в себя щель 3 в стыковочной части 2, проиллюстрированную на Фиг.6F. Периферийная длина поперечного сечения прижимной поверхности матричного узла 20 меньше длины LU поперечного сечения U-образной части 1b. В связи с этим периферийная длина LH поперечного сечения трубчатой части 1e становится меньше длины LU поперечного сечения U-образной части 1b. То есть на этапе, проиллюстрированном на Фиг.6E, цилиндрический участок 1d сжимают в периферийном направлении для формирования трубчатой части 1e.
[0147] В случае, когда периферийная длина LH поперечного сечения трубчатой части 1e становится меньше длины LU поперечного сечения U-образной части 1b до полного закрытия матричного узла 20, формование может быть завершено до полного закрытия матричного узла 20. В этом случае путем регулировки того, насколько близко друг к другу находятся верхняя матрица 21 и вторая нижняя матрица 22, можно регулировать сжимаемость трубчатой части 1e.
[0148] Также в способе изготовления в пятом варианте осуществления путем сжатия цилиндрического участка 1d в периферийном направлении образуют трубчатую часть 1e. В связи с этим, как описано во втором варианте осуществления, щель 3 может быть образована с высокой точностью.
[0149] В матричном узле в соответствии с настоящим изобретением выступающая часть может быть заменяемой. Фиг.7 иллюстрирует пример матричного узла, который включает в себя заменяемую выступающую часть. Матричный узел 20, проиллюстрированный на Фиг.7, включает в себя верхнюю матрицу (первая матрица) 21 и нижнюю матрицу (вторая матрица) 22. Верхняя матрица 21 включает в себя часть 24, которая включает в себя выступающую часть 23. Часть 24 вставляется в отверстие 25 верхней матрицы 21 и является заменяемой. Выступающая часть 23 представляет собой часть, с которой контактируют две концевые части (концевые части E1 и E2) U-образной части и, вероятно, будет изнашиваться или деформироваться. В связи с этим, выступающая часть 23 предпочтительно выполняется с возможностью замены. Кроме того, путем замены выступающей части 23 получают вышеуказанный эффект.
[0150] С другой точки зрения, настоящее изобретение обеспечивает способ изготовления компонента с по существу замкнутым поперечным сечением, который включает в себя зазор в стыковочной части. Далее способ изготовления в соответствии с этой точкой зрения называется способом изготовления (S). Способ изготовления (S) включает в себя первый этап и второй этап. На первом этапе металлическому листу придают U-образную форму, посредством чего получают U-образное изделие. Это U-образное изделие соответствует формованному изделию, которое включает в себя U-образную часть, сформированную на вышеуказанном этапе (i). На втором этапе U-образному изделию придают по существу замкнутое поперечное сечение с использованием матричного узла, и периферийная длина поперечного сечения компонента с по существу замкнутым поперечным сечением становится меньше периферийной длины поперечного сечения U-образного изделия. Используемый матричный узел включает в себя выступающую часть, соответствующую стыковочной части компонента с по существу замкнутым поперечным сечением, и включает в себя механизм, который выполнен с возможностью регулировки периферийной длины поперечного сечения компонента с по существу замкнутым поперечным сечением. Примеры этого матричного узла включают в себя вышеуказанные матричные узлы (a), (b) и (c). Первый этап и второй этап соответствуют вышеуказанным этапам (i) и (ii) соответственно. Компонент с по существу замкнутым поперечным сечением, включающий в себя зазор, соответствует вышеуказанному формованному металлическому изделию, которое включает в себя трубчатую часть с щелью. Компонент с по существу замкнутым поперечным сечением относится к компоненту, имеющему по существу замкнутое поперечное сечение. По существу замкнутое поперечное сечение относится к поперечному сечению, в котором между двумя стыковочными концевыми частями металлического листа для формования трубчатой формы, имеется зазор. Компонент с по существу замкнутым поперечным сечением может иметь зазор по всей длине стыковочной части или может иметь зазор только на участке стыковочной части.
[0151] В способе изготовления (S) периферийная длина поперечного сечения матричного узла может быть меньше периферийной длины поперечного сечения U-образного изделия. Здесь периферийная длина поперечного сечения матричного узла относится к периферийной длине поперечного сечения матричного узла, когда матричный узел полностью закрыт. Путем обеспечения периферийной длины поперечного сечения матричного узла меньше периферийной длины поперечного сечения U-образного изделия, когда матричный узел полностью закрыт, можно получить периферийную длину поперечного сечения компонента с по существу замкнутым поперечным сечением меньше периферийной длины поперечного сечения U-образного изделия. Матричный узел, имеющий эту конфигурацию, соответствует вышеуказанным матричным узлам (a) и (c).
[0152] В способе изготовления (S) матричный узел может включать в себя верхнюю матрицу, которая включает в себя выступающую часть, и нижнюю матрицу, и по меньшей мере одна из верхней матрицы и нижней матрицы может включать в себя корпусную часть и подвижную часть. Матричный узел, имеющий эту конфигурацию, соответствует вышеуказанному матричному узлу (b).
[0153] С другой точки зрения, настоящее изобретение обеспечивает матричный узел для придания U-образному изделию по существу замкнутого поперечного сечения для получения компонента с по существу замкнутым поперечным сечением, который включает в себя зазор в стыковочной части. Далее этот матричный узел называется матричным узлом (T1). Матричный узел (T1) включает в себя верхнюю матрицу и нижнюю матрицу, которые включают в себя выступающую часть, соответствующую стыковочной части компонента с по существу замкнутым поперечным сечением. Матричный узел (T1) включает в себя механизм, который выполнен с возможностью регулировки периферийной длины поперечного сечения компонента с по существу замкнутым поперечным сечением. Кроме того, по меньшей мере одна из верхней матрицы и нижней матрицы разделена на множество элементов. Матричный узел (T1) соответствует вышеуказанному матричному узлу (a). В матричном узле (T1) выступающая часть верхней матрицы может быть разделена. Пример матричного узла, имеющего эту конфигурацию, представляет собой матричный узел 20, проиллюстрированный на Фиг.3A.
[0154] С другой точки зрения, настоящее изобретение обеспечивает другой матричный узел для придания U-образному изделию по существу замкнутого поперечного сечения для получения компонента с по существу замкнутым поперечным сечением, который включает в себя зазор в стыковочной части. Далее этот матричный узел называется матричным узлом (T2). Матричный узел (T2) включает в себя верхнюю матрицу и нижнюю матрицу, которые включают в себя выступающую часть, соответствующую стыковочной части компонента с по существу замкнутым поперечным сечением. Матричный узел (T2) включает в себя механизм, который выполнен с возможностью регулировки периферийной длины поперечного сечения компонента с по существу замкнутым поперечным сечением. Кроме того, по меньшей мере одна из верхней матрицы и нижней матрицы включает в себя корпусную часть и подвижную часть. Матричный узел (T2) соответствует вышеуказанному матричному узлу (b).
[0155] В вышеуказанных матричных узлах (T1) и (T2) выступающая часть может быть заменяемой.
ПРИМЕРЫ
[0156] Далее настоящее изобретение будет конкретно описано путем примеров.
[0157] Пример 1
В Примере 1 было сформировано U-образное изделие (U-образная часть) в соответствии со способом изготовления, проиллюстрированным на Фиг.2A-2B, и затем был изготовлен трубчатый элемент (формованное металлическое изделие) с щелью в соответствии со способом изготовления, проиллюстрированным на Фиг.3B-3E. В качестве металлического листа (заготовки) был использован горячекатаный стальной лист, имеющий прочность (TS) на растяжение 590 MПа и толщину 2,3 мм. Трубчатый элемент имел внешний диаметр 50 мм и длину 200 мм. Ширина выступающей части верхней матрицы была установлена на 5 мм.
[0158] Пример 2
В Примере 2 был изготовлен трубчатый элемент с щелью с использованием металлического листа, как в Примере 1, в соответствии со способом изготовления, проиллюстрированным на Фиг.2A-2B и Фиг.4B-4E. Размеры трубчатого элемента и ширина выступающей части верхней матрицы были установлены, как в Примере 1.
[0159] Пример 3
В Примере 3 было сформировано U-образное изделие (U-образная часть) с использованием металлического листа, как в Примере 1, в соответствии со способом изготовления, проиллюстрированным на Фиг.2A-2B, и затем был изготовлен трубчатый элемент с щелью в соответствии со способом изготовления, проиллюстрированным на Фиг.5B-5E. Размеры трубчатого элемента и ширина выступающей части верхней матрицы были установлены, как в Примере 1.
[0160] Пример 4
В Примере 4 было сформировано U-образное изделие (U-образная часть) с использованием металлического листа, как в Примере 1, в соответствии со способом изготовления, проиллюстрированным на Фиг.2A-2B, и затем был изготовлен трубчатый элемент с щелью в соответствии со способом изготовления, проиллюстрированным на Фиг.6B-6E. Размеры трубчатого элемента и ширина выступающей части верхней матрицы были установлены, как в Примере 1.
[0161] Сравнительный пример 1
В Сравнительном примере 1 было выполнено U-формование с использованием металлического листа, как в Примере 1, в соответствии со способом, проиллюстрированным на Фиг.2A-2B. После этого, как проиллюстрировано на Фиг.10A-10B, был изготовлен трубчатый элемент 50a путем выполнения O-формования с использованием матричного узла (верхней матрицы 51 и нижней матрицы 52), который не содержит выступающей части. Периферийная длина поперечного сечения прижимной поверхности матричного узла, когда матричный узел полностью закрыт, была равна длине поперечного сечения U-образного изделия (U-образной части).
[0162] Сравнительный пример 2
было выполнено U-формование с использованием металлического листа, как в Примере 1, в соответствии со способом, проиллюстрированным на Фиг.2A-2B. После этого, как проиллюстрировано на Фиг.11A-11B, было выполнено O-формование с использованием матричного узла (верхней матрицы 51 и нижней матрицы 52), который не включает в себя выступающую часть и включает в себя сердечник 53. Таким образом, был изготовлен трубчатый элемент 50b с щелью. Периферийная длина поперечного сечения прижимной поверхности матричного узла, когда матричный узел полностью закрытой, была больше длины поперечного сечения U-образного изделия (U-образной части).
[0163] В Примерах 1-4 сжимаемость C была установлена на значение 0,99%. В Сравнительных примерах 1 и 2 сжимаемость C была установлена на значение около 0%.
[0164] Оценка
Для трубчатых элементов в Примере 1, Сравнительном примере 1 и Сравнительном примере 2 были измерены распределения деформации в направлении толщины в их поперечных сечениях. Результаты измерения проиллюстрированы на Фиг.12A. Ось ординат на Фиг.12А показывает абсолютную величину деформации. Как проиллюстрировано на Фиг.12A, трубчатый элемент в Примере 1 имел большую абсолютную величину деформации по сравнению с трубчатыми элементами в Сравнительных примерах 1 и 2 и имел узкое распределение деформации в направлении толщины. Эти результаты показывают, что в трубчатом элементе в Примере 1 сжимающее напряжение действовало по всему трубчатому элементу по существу равномерно в направлении толщины.
[0165] Кроме того, для трубчатых элементов в Примерах 2-4 и Сравнительном примере 2 были измерены распределения деформации в периферийном направлении в их поперечных сечениях. Результаты измерения проиллюстрированы на Фиг.12B. Ось ординат на Фиг.12B показывает абсолютную величину деформации. На Фиг.12B предполагается, что нижняя часть поперечного сечения трубчатого элемента находится под углом 0°, а стыковочная часть находится под углом 180°. Как проиллюстрировано на Фиг.12B, трубчатые элементы в Примерах 2-4 имели большие абсолютные величины деформации по сравнению с трубчатым элементом в Сравнительном примере 2. Эти результаты показывают, что в трубчатых элементах в Примерах 2-4 большие сжимающие напряжения были образованы по всем трубчатым элементам в периферийном направлении.
[0166] Как проиллюстрировано на Фиг.12A и Фиг.12B, путем использования способов изготовления в Примерах 1-4 можно еще больше уравнять сжимающее напряжение, действующее на трубчатый элемент в направлении толщины и в периферийном направление. В связи с этим, путем использования способов изготовления в Примерах 1-4 можно предотвратить обратное пружинение и получить формованное металлическое изделие, имеющее высокую точность формы.
[0167] Для трубчатых элементов в Примере 1, Сравнительном примере 1 и Сравнительном примере 2 были вычислены распределения твердости по Виккерсу посредством результатов моделирований методом конечных элементов (FEM). На основе распределений была вычислена вариация S твердости по Виккерсу в вышеуказанном первом положении в направлении толщины. Подобным образом также были вычислены вариации S твердости по Виккерсу в направлении толщины во втором и третьем положениях. Результаты показали, что в трубчатом элементе в Примере 1 вариация S составила около 0,1 во всех из первого, второго и третьего положений. То есть в трубчатом элементе в Примере 1 среднее значение вариации S в периферийном направлении составило около 0,1. Этот результат показал, что в трубчатом элементе в Примере 1 вариации твердости по Виккерсу были небольшими как в направлении толщины, так и в периферийном направлении. При этом в Сравнительных примерах 1 и 2 вариации S составили около 0,7 во всех из первого, второго и третьего положений. То есть в трубчатых элементах в Сравнительных примерах 1 и 2 средние значения вариаций S в периферийном направлении составили около 0,7.
[0168] Фиг.13 представляет собой график, иллюстрирующий зависимость между средним значением вариаций S в периферийном направлении и скоростью снижения прочности на одноосное сжатие. График, проиллюстрированный на Фиг.13, представляет собой график, полученный путем рассмотрения множества круглых труб, в каждой из которых среднее значение вариаций S в периферийном направлении является заданным значением, и моделирования результатов испытания на одноосное сжатие, проведенного на множестве круглых труб. Ось ординат графика, проиллюстрированного на Фиг.13, показывает скорость снижения прочности на одноосное сжатие относительно среднего значения вариаций S круглой трубы в периферийном направлении, равного нулю. В частности, моделирование испытания на одноосное сжатие было проведено на рассматриваемых круглых трубах, и результаты вычисления скорости снижения (%) прочностей на одноосное сжатие других круглых труб со ссылкой на прочность на одноосное сжатие в этой точке показаны на оси ординат графика, проиллюстрированного на Фиг.13.
[0169] В справочных целях Фиг.13 иллюстрирует двухточечные линии, которые показывают тенденции изменений скорости снижения прочности на одноосное сжатие. Как проиллюстрировано на Фиг.13, когда среднее значение вариаций S в периферийном направлении составляет 0,4 или более, скорость снижения прочности на одноосное сжатие значительно возросла. С другой стороны, когда среднее значение вариаций S в периферийном направлении составляет менее 0,4, скорость снижения прочности на одноосное сжатие была низкой. Результаты, проиллюстрированные на Фиг.13, показывают, что важно установить среднее значение вариаций S в периферийном направлении на значение менее 0,4.
[0170] Традиционное O-формование (O-формование в Сравнительных примерах 1 и 2), которое не включает сжатие металлического листа в периферийном направлении, приводит к большому обратному пружинению, что усложняет точное формирование щели. В отличие от этого, путем использования способа изготовления в соответствии с настоящим изобретением можно формировать ширину щели с высокой точностью. Кроме того, традиционное O-формование является простой гибкой, которая снижает упрочнение в центре толщины, что приводит к низкой усталостной прочности получаемого формованного изделия. В отличие от этого путем использования способа изготовления в соответствии с настоящим изобретением получают формованное металлическое изделие, имеющее высокую усталостную прочность. Кроме того, при использовании традиционного способа изготовления трубчатого элемента с щелью в некоторых случаях необходимо постепенно придавать металлическому листу трубчатую форму после гибки металлического листа или придавать металлическому листу трубчатую форму после вытягивания металлического листа. По сравнению с таким традиционным способом изготовления в соответствии с настоящим изобретением можно уменьшить количество этапов, что, следовательно, позволяет снизить издержки.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0171] Настоящее изобретение применимо к формованному металлическому изделию, которое включает в себя трубчатую часть с щелью, и к способу изготовления формованного металлического изделия. Кроме того, настоящее изобретение применимо к устройству для изготовления формованного изделия и к матричному узлу, используемому в устройстве.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
[0172]
1 формованное металлическое изделие
1a металлический лист
1b, 1c U-образная часть
1d цилиндрический участок
1e трубчатая часть
2 стыковочная часть
3 щель (зазор)
11 матрица
12 пуансон
20, 30 матричный узел
21, 31 верхняя матрица
21a первая верхняя матрица
21b вторая верхняя матрица
22, 32 нижняя матрица
22a первая нижняя матрица
22b вторая нижняя матрица
23, 33 выступающая часть
23а первая выступающая часть
23b вторая выступающая часть
31a, 32a корпусная часть
31b, 32b подвижная часть
E1, E2 концевая часть
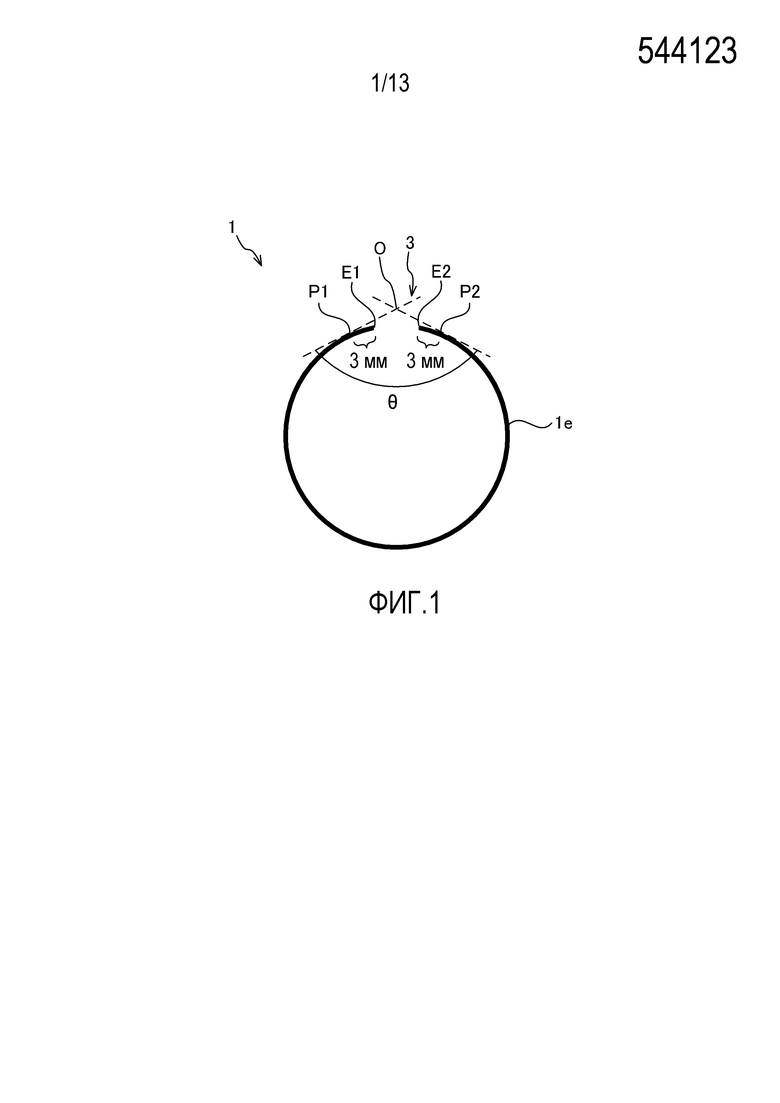
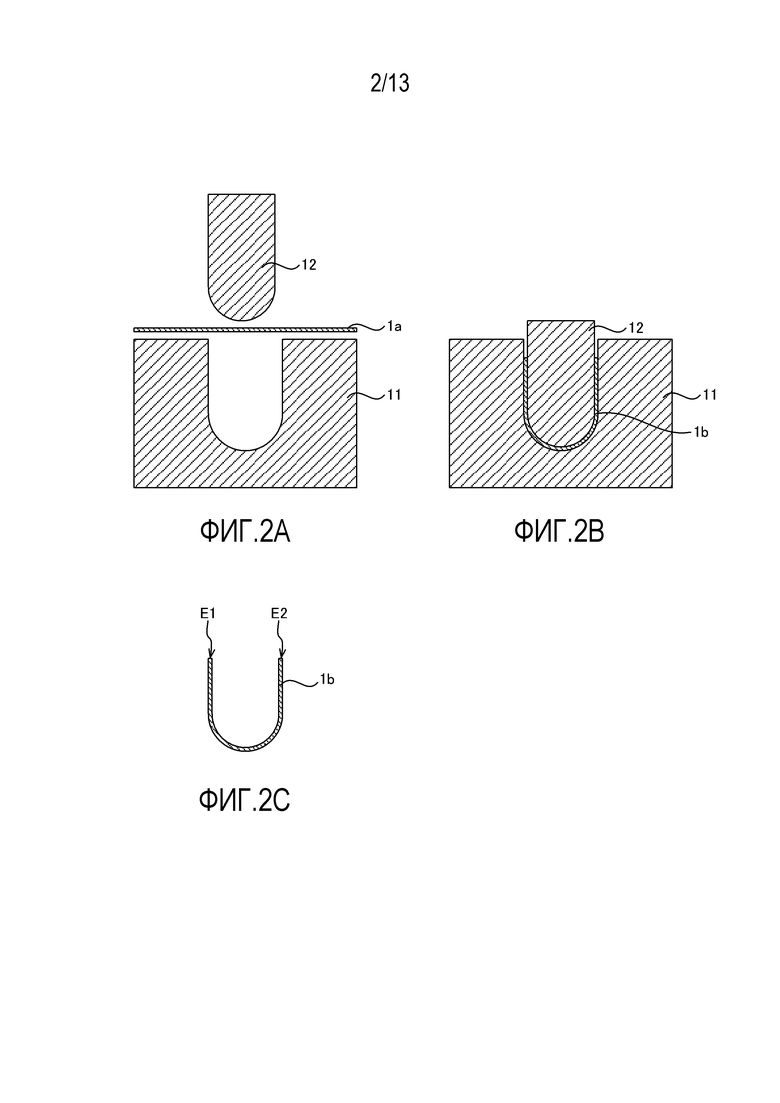
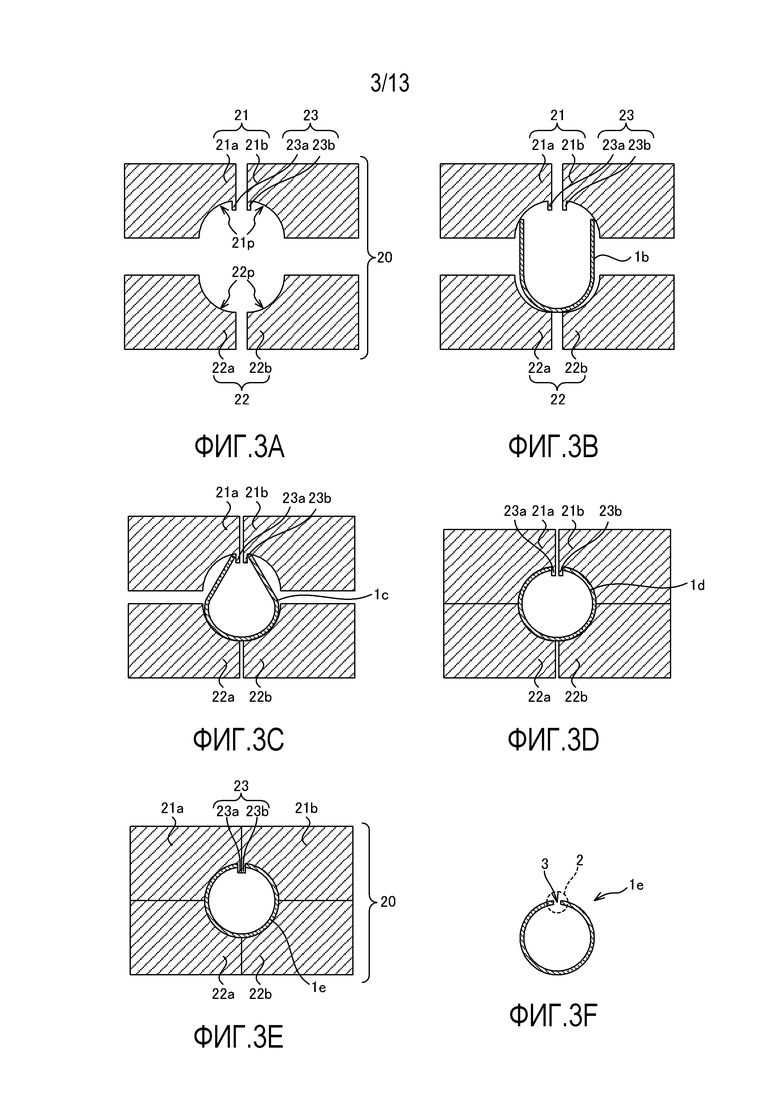
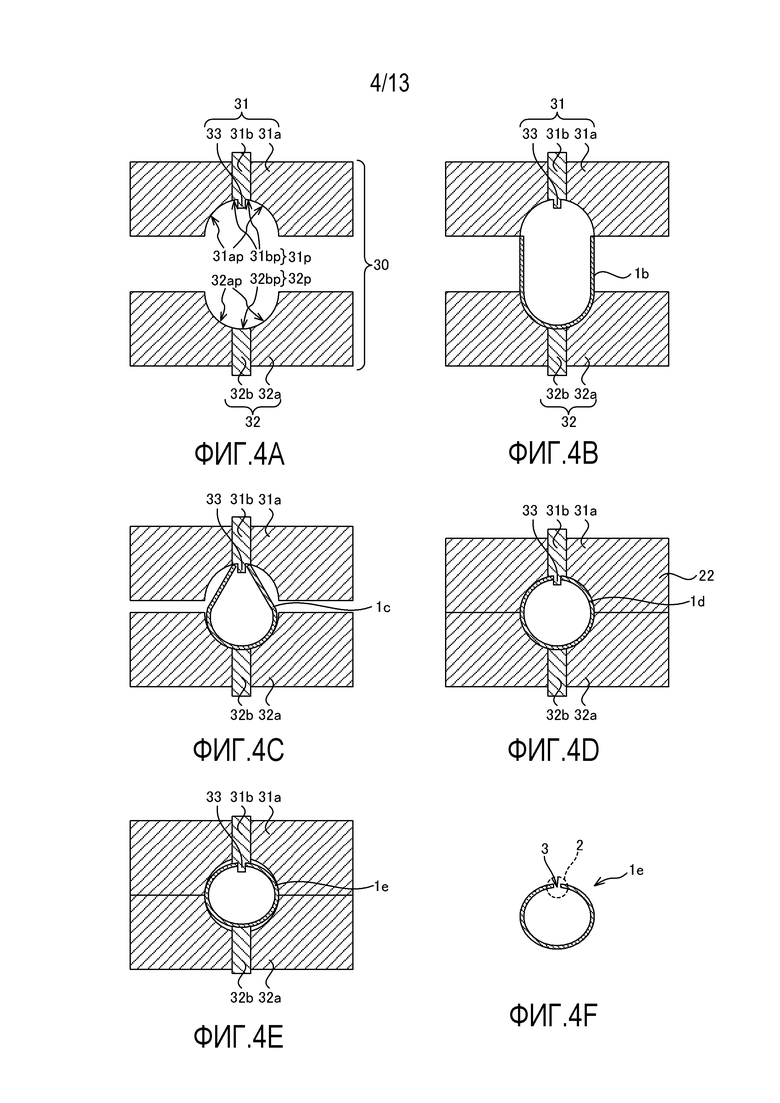
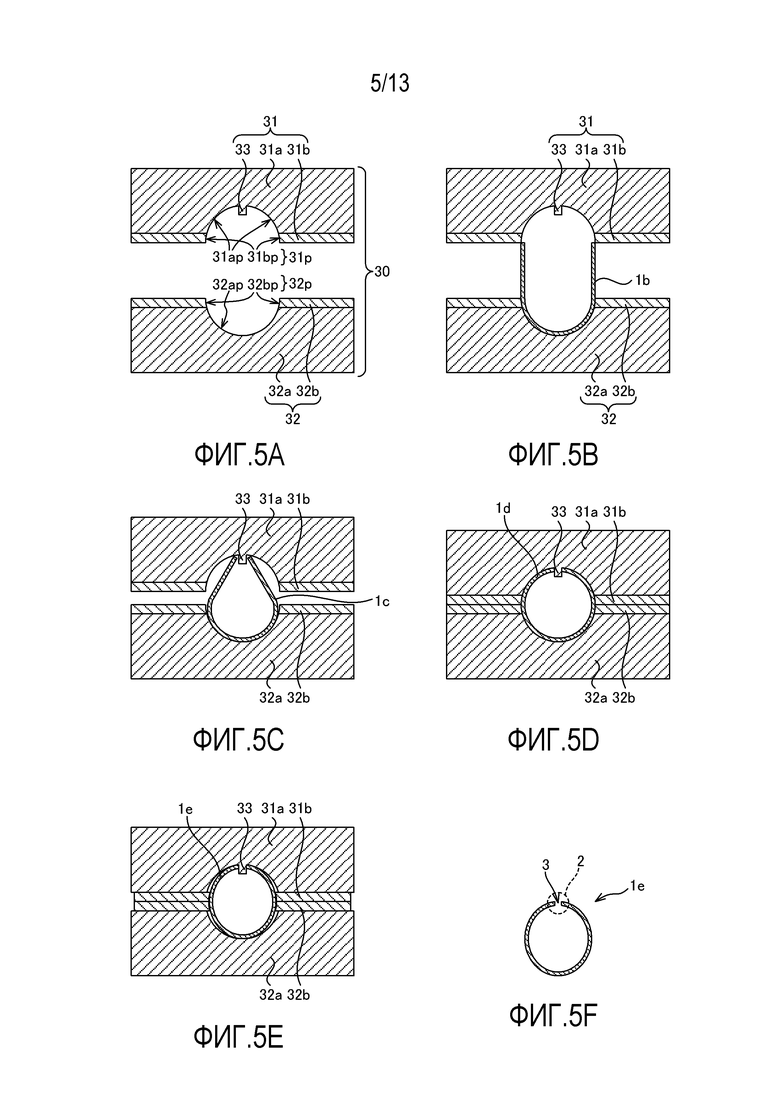
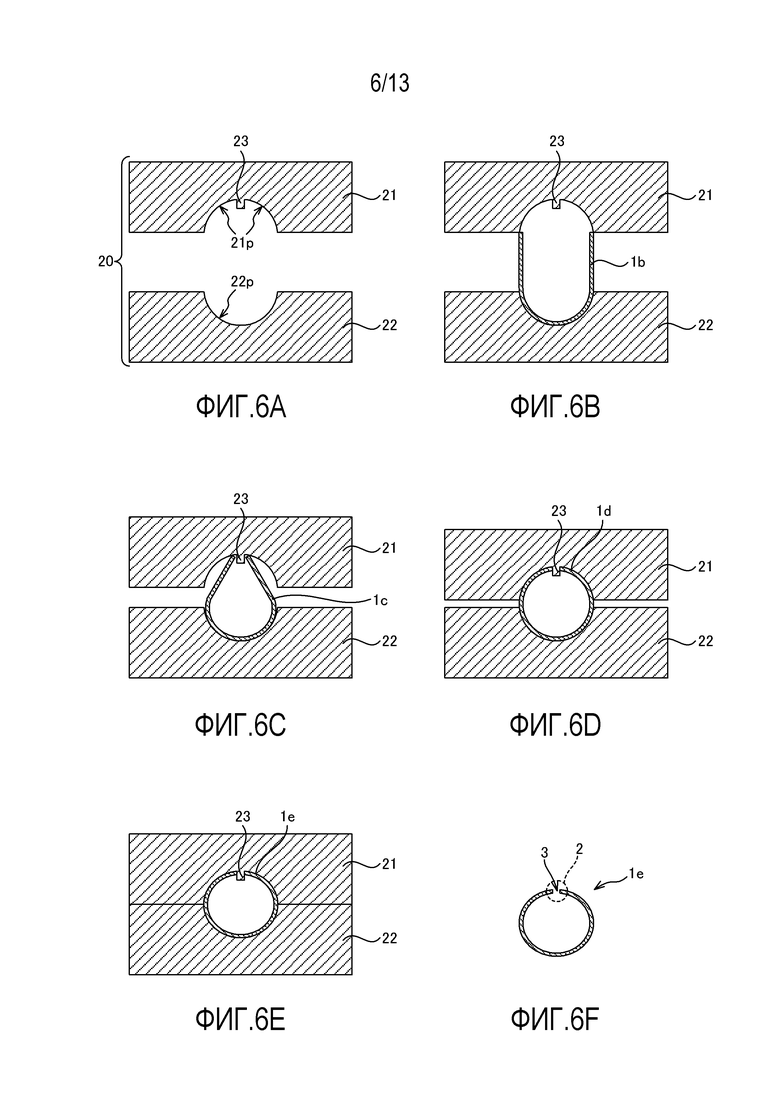
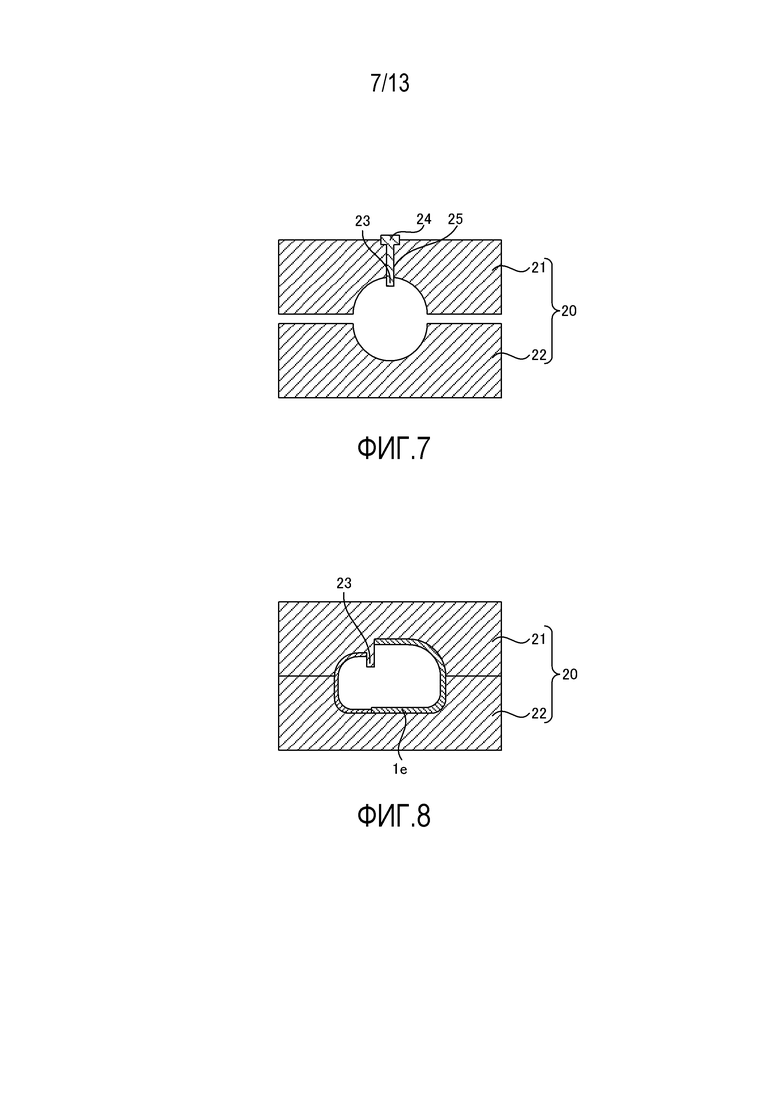
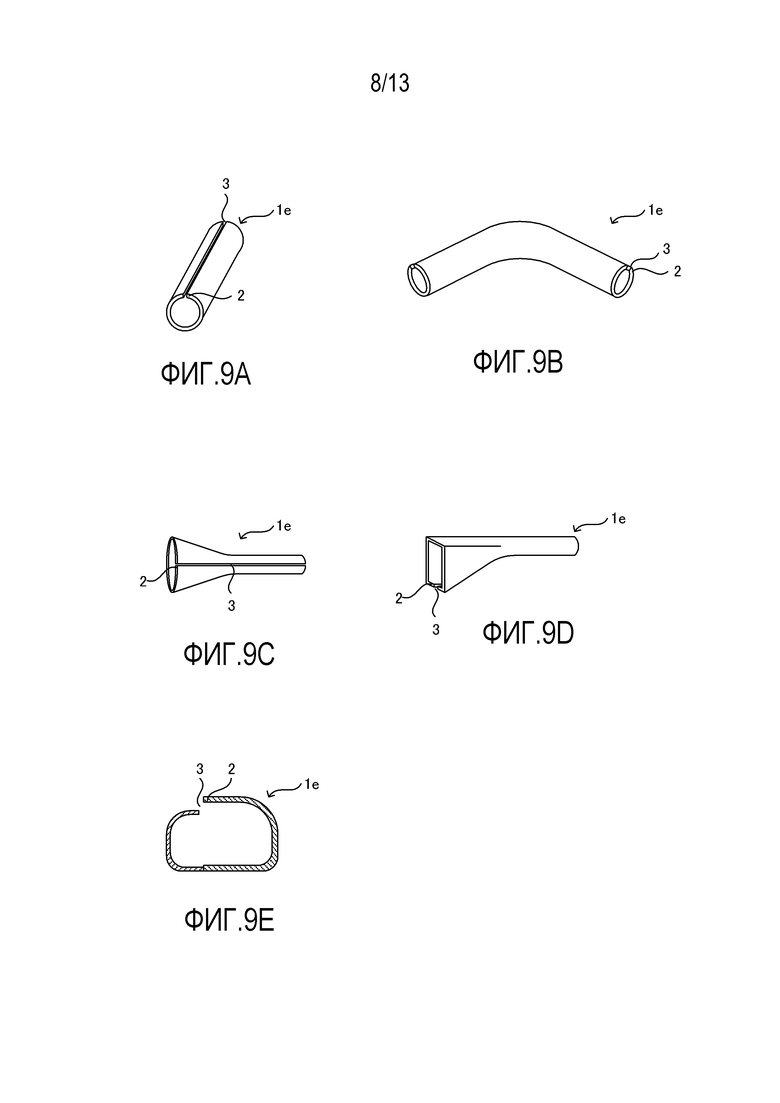
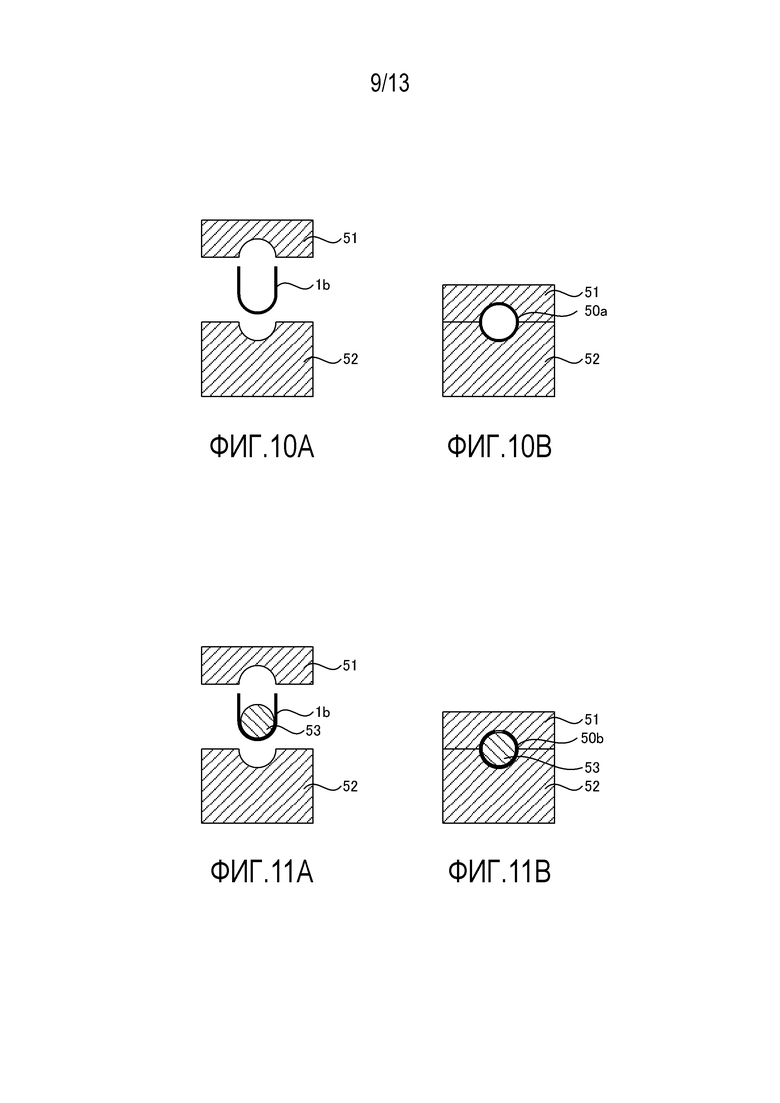
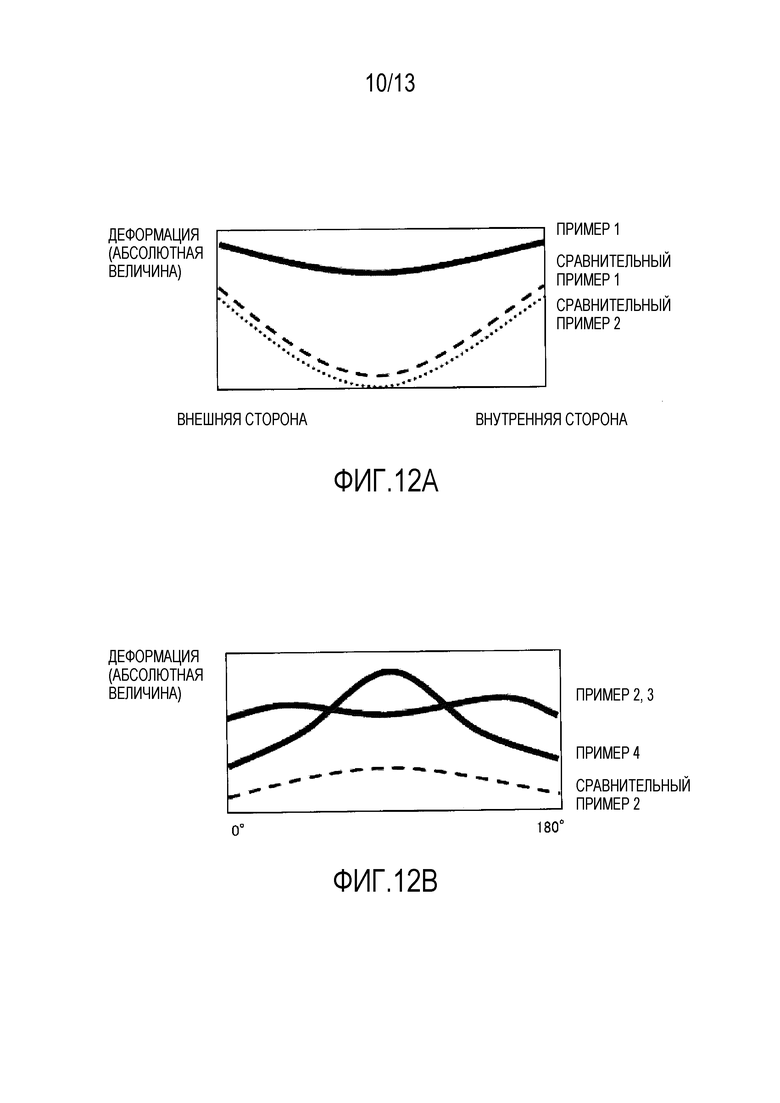
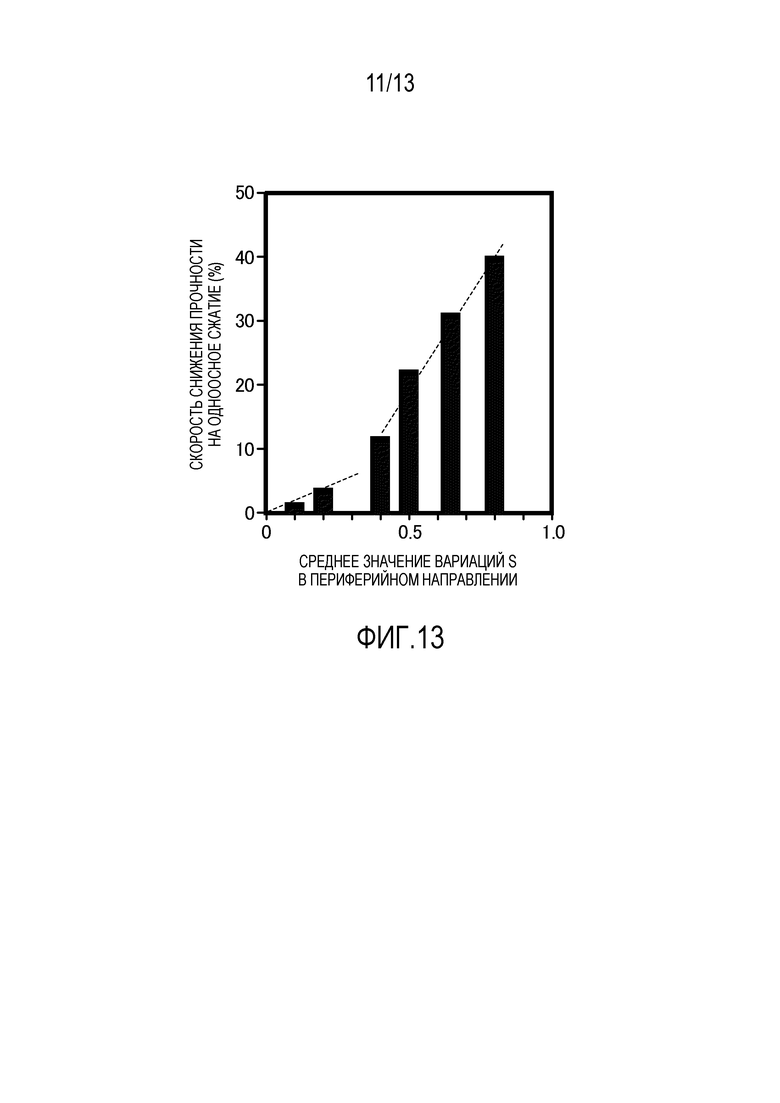
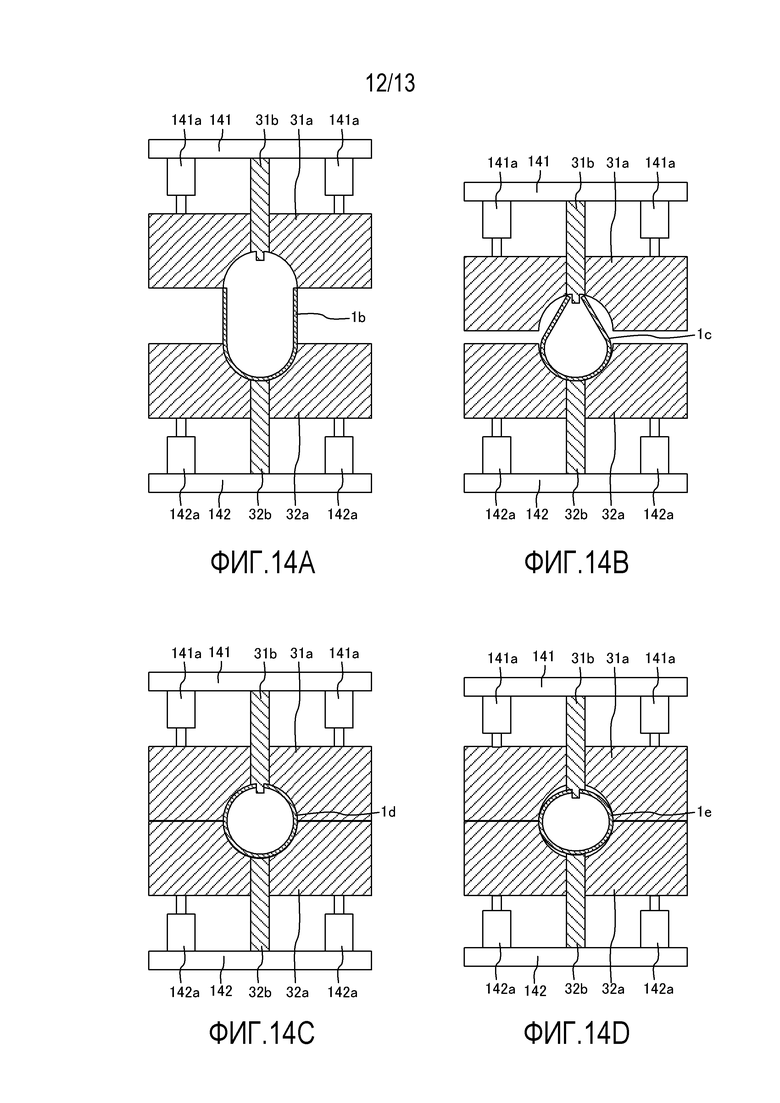

Изобретения заявленной группы относятся к обработке металлов давлением и могут быть использованы для изготовления формованного металлического изделия, имеющего трубчатую часть с щелью. На первом этапе из металлического листа формируют U-образную часть, имеющую U-образное поперечное сечение. На втором этапе деформируют U-образную часть с использованием матричного узла с выступающей частью в трубчатую часть с щелью. При этом уменьшают периферийную длину LH поперечного сечения трубчатой части. Улучшается форма изделия за счет регулирования ширины щели. 8 н. и 4 з.п. ф-лы, 15 ил.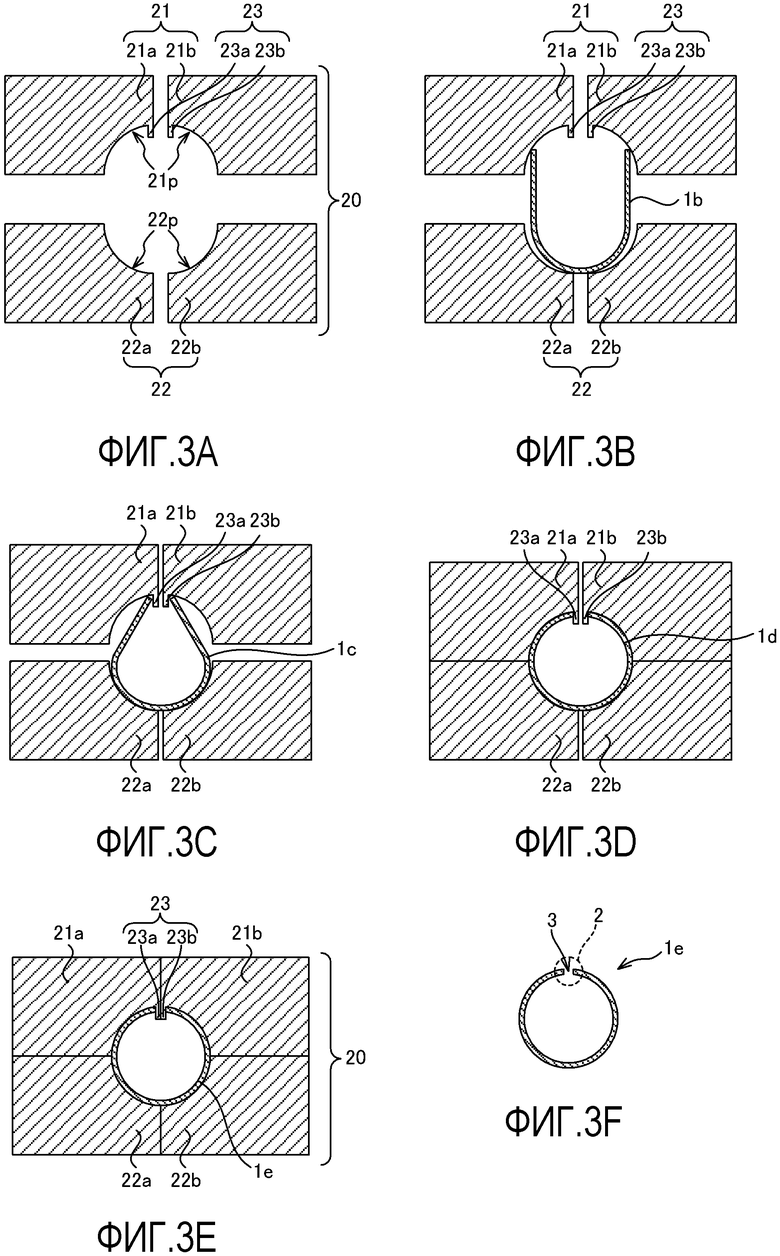
1. Способ изготовления формованного металлического изделия, которое включает в себя трубчатую часть с щелью, причем способ включает:
(i) этап, на котором формируют U-образную часть, имеющую U-образное поперечное сечение, путем деформирования металлического листа; и
(ii) этап, на котором формируют трубчатую часть с щелью путем деформирования U-образной части с использованием матричного узла, обеспеченного выступающей частью, таким образом, что две концевые части U-образной части зажимают выступающую часть, причем
этап (ii) включает в себя:
этап (ii-1), на котором формируют цилиндрический участок путем деформирования U-образной части с использованием матричного узла таким образом, что две концевые части U-образной части зажимают выступающую часть, причем цилиндрический участок должен стать трубчатой частью; и
этап (ii-2), на котором прижимают внешнюю периферийную поверхность цилиндрического участка, в то время как две концевые части зажимают выступающую часть, в результате чего периферийная длина LT поперечного сечения цилиндрического участка уменьшается, при этом
матричный узел включает в себя первую матрицу, включающую в себя выступающую часть, и включает в себя вторую матрицу,
первая и вторая матрицы включают в себя первую и вторую прижимные поверхности соответственно, причем первая и вторая прижимные поверхности выполнены с возможностью деформирования U-образной части для формирования цилиндрического участка,
причем первая матрица выполнена с возможностью разделения на первый элемент матрицы и второй элемент матрицы,
выступающая часть образована первой выступающей частью, включенной в первый элемент матрицы, и второй выступающей частью, включенной во второй элемент матрицы,
на этапе (ii-1) цилиндрический участок формируют путем деформирования U-образной части с использованием первой и второй матриц, в то время как первый и второй элементы матрицы разделены, и
на этапе (ii-2) внешнюю периферийную поверхность цилиндрического участка прижимают путем приближения первого и второго элементов матрицы друг к другу, в результате чего периферийная длина LT поперечного сечения цилиндрического участка уменьшается.
2. Способ изготовления по п. 1, в котором длина LU поперечного сечения U-образной части и периферийная длина LH поперечного сечения трубчатой части удовлетворяют выражению 0,2≤100×(LU-LH)/LU<1.
3. Способ изготовления по п. 1, в котором
матричный узел включает в себя прижимную поверхность, которая соответствует внешней периферийной поверхности трубчатой части, и
периферийная длина поперечного сечения прижимной поверхности меньше длины LU поперечного сечения U-образной части.
4. Способ изготовления формованного металлического изделия, которое включает в себя трубчатую часть с щелью, причем способ включает:
(i) этап, на котором формируют U-образную часть, имеющую U-образное поперечное сечение, путем деформирования металлического листа; и
(ii) этап, на котором формируют трубчатую часть с щелью путем деформирования U-образной части с использованием матричного узла, обеспеченного выступающей частью, таким образом, что две концевые части U-образной части зажимают выступающую часть, причем
этап (ii) включает в себя:
этап (ii-1), на котором формируют цилиндрический участок путем деформирования U-образной части с использованием матричного узла таким образом, что две концевые части U-образной части зажимают выступающую часть, причем цилиндрический участок должен стать трубчатой частью; и
этап (ii-2), на котором прижимают внешнюю периферийную поверхность цилиндрического участка, в то время как две концевые части зажимают выступающую часть, в результате чего периферийная длина LT поперечного сечения цилиндрического участка уменьшается, при этом
матричный узел включает в себя первую матрицу, включающую в себя выступающую часть, и включает в себя вторую матрицу,
первая и вторая матрицы включают в себя первую и вторую прижимные поверхности соответственно, причем первая и вторая прижимные поверхности выполнены с возможностью деформирования U-образной части для формирования цилиндрического участка,
по меньшей мере одна матрица, выбранная из первой матрицы и второй матрицы, включает в себя корпусную часть и подвижную часть, которая выполнена с возможностью перемещения относительно корпусной части,
на этапе (ii-1) цилиндрический участок формируют путем деформирования U-образной части с использованием матричного узла, в то время как прижимная поверхность подвижной части не выступает относительно прижимной поверхности корпусной части, и
на этапе (ii-2) внешнюю периферийную поверхность цилиндрического участка прижимают путем выдвижения прижимной поверхности подвижной части относительно прижимной поверхности корпусной части, в результате чего периферийная длина LT поперечного сечения цилиндрического участка уменьшается.
5. Формованное металлическое изделие, которое включает в себя трубчатую часть с щелью, изготовленное способом по любому из пп. 1-4, в котором
вариация S твердости по Виккерсу в направлении толщины поперечного сечения трубчатой части выражена следующим выражением:
S=(Bmax-Bmin)/Bmax,
где Bmin - минимальное значение твердости по Виккерсу в направлении толщины поперечного сечения, а Bmax - максимальное значение твердости по Виккерсу в направлении толщины поперечного сечения, а среднее значение вариаций S в периферийном направлении составляет менее 0,4.
6. Устройство для изготовления формованного металлического изделия, которое включает в себя трубчатую часть с щелью, причем устройство содержит:
матричный узел и механизм перемещения для перемещения матричного узла, причем
матричный узел включает в себя первую матрицу, включающую в себя выступающую часть для формирования щели, и включает в себя вторую матрицу,
первая и вторая матрицы включают в себя первую и вторую прижимные поверхности соответственно, причем первая и вторая прижимные поверхности выполнены с возможностью деформирования U-образной части, имеющей U-образное поперечное сечение, для формирования цилиндрического участка с зазором, который должен стать щелью,
причем первая матрица выполнена с возможностью разделения на первый элемент матрицы и второй элемент матрицы,
выступающая часть образована первой выступающей частью, включенной в первый элемент матрицы, и второй выступающей частью, включенной во второй элемент матрицы, и
матричный узел имеет конфигурацию для прижатия внешней периферийной поверхности цилиндрического участка так, что периферийная длина поперечного сечения цилиндрического участка становится меньше.
7. Устройство для изготовления формованного металлического изделия, которое включает в себя трубчатую часть с щелью, причем устройство содержит:
матричный узел и механизм перемещения для перемещения матричного узла, причем
матричный узел включает в себя первую матрицу, включающую в себя выступающую часть для формирования щели, и включает в себя вторую матрицу,
первая и вторая матрицы включают в себя первую и вторую прижимные поверхности соответственно, причем первая и вторая прижимные поверхности выполнены с возможностью деформирования U-образной части, имеющей U-образное поперечное сечение, для формирования цилиндрического участка с зазором, который должен стать щелью,
причем матричный узел имеет конфигурацию для прижатия внешней периферийной поверхности цилиндрического участка так, что периферийная длина поперечного сечения цилиндрического участка становится меньше,
по меньшей мере одна матрица, выбранная из первой матрицы и второй матрицы, выполнена с возможностью разделения на множество элементов матрицы, и
механизм перемещения включает в себя:
первый механизм перемещения для приближения первой матрицы и второй матрицы друг к другу, в то время как множество элементов матрицы разделены; и
второй механизм перемещения для приближения множества разделенных элементов матрицы друг к другу.
8. Устройство для изготовления формованного металлического изделия, которое включает в себя трубчатую часть с щелью, причем устройство содержит:
матричный узел и механизм перемещения для перемещения матричного узла, причем
матричный узел включает в себя первую матрицу, включающую в себя выступающую часть для формирования щели, и включает в себя вторую матрицу,
первая и вторая матрицы включают в себя первую и вторую прижимные поверхности соответственно, причем первая и вторая прижимные поверхности выполнены с возможностью деформирования U-образной части, имеющей U-образное поперечное сечение, для формирования цилиндрического участка с зазором, который должен стать щелью,
причем матричный узел имеет конфигурацию для прижатия внешней периферийной поверхности цилиндрического участка так, что периферийная длина поперечного сечения цилиндрического участка становится меньше,
по меньшей мере одна матрица, выбранная из первой матрицы и второй матрицы, включает в себя корпусную часть и подвижную часть, которая выполнена с возможностью перемещения относительно корпусной части, и
механизм перемещения включает в себя:
первый механизм перемещения для приближения первой матрицы и второй матрицы друг к другу, в то время как подвижная часть не выступает относительно первой и второй прижимных поверхностей; и
второй механизм перемещения для перемещения подвижной части так, что подвижная часть выступает относительно прижимной поверхности.
9. Матричный узел для изготовления формованного металлического изделия, которое включает в себя трубчатую часть с щелью, причем матричный узел содержит
первую матрицу, которая включает в себя выступающую часть для формирования щели, и вторую матрицу, причем
первая и вторая матрицы включают в себя первую и вторую прижимные поверхности соответственно, причем первая и вторая прижимные поверхности выполнены с возможностью деформирования U-образной части, имеющей U-образное поперечное сечение, для формирования цилиндрического участка с зазором, который должен стать щелью,
причем первая матрица выполнена с возможностью разделения на первый элемент матрицы и второй элемент матрицы,
выступающая часть образована первой выступающей частью, включенной в первый элемент матрицы, и второй выступающей частью, включенной во второй элемент матрицы, и
матричный узел включает в себя конфигурацию для прижатия внешней периферийной поверхности цилиндрического участка так, что периферийная длина поперечного сечения цилиндрического участка уменьшается.
10. Матричный узел по п. 9, в котором по меньшей мере одна матрица, выбранная из первой матрицы и второй матрицы, выполнена с возможностью разделения на множество элементов матрицы.
11. Матричный узел для изготовления формованного металлического изделия, которое включает в себя трубчатую часть с щелью, причем матричный узел содержит
первую матрицу, которая включает в себя выступающую часть для формирования щели, и вторую матрицу, причем
первая и вторая матрицы включают в себя первую и вторую прижимные поверхности соответственно, причем первая и вторая прижимные поверхности выполнены с возможностью деформирования U-образной части, имеющей U-образное поперечное сечение, для формирования цилиндрического участка с зазором, который должен стать щелью,
матричный узел включает в себя конфигурацию для прижатия внешней периферийной поверхности цилиндрического участка так, что периферийная длина поперечного сечения цилиндрического участка уменьшается,
по меньшей мере одна матрица, выбранная из первой матрицы и второй матрицы, включает в себя корпусную часть и подвижную часть, которая выполнена с возможностью перемещения относительно корпусной части, и
подвижная часть выполнена с возможностью прижатия внешней периферийной поверхности цилиндрического участка путем выдвижения прижимной поверхности подвижной части относительно прижимной поверхности корпусной части.
12. Матричный узел по любому из пп. 9-11, в котором выступающая часть выполнена с возможностью замены.
| DE 102009017571 A1, 11.11.2010 | |||
| EP 2857118 A1, 16.01.2014 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ И РАЗРЕЗНАЯ ШАЙБА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149721C1 |

