ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к способу производства формуемого прессованием изделия, а также к прессовому устройству.
УРОВЕНЬ ТЕХНИКИ
[0002] Патент Японии № 5079655 (Патентный документ 1) и опубликованная заявка на патент Японии (JP-A) № 2012-51005 (Патентный документ 2), например, раскрывают способы для производства формуемых прессованием изделий с подковообразным профилем поперечного сечения (профилем желоба).
[0003] В этих способах производства формуемого прессованием изделия металлическая листовая заготовка удерживают пуансонной плитой (также упоминаемой далее как внутренняя плита), выступающей из пуансона, и матричной плитой (также упоминаемой далее как матричная плита), выступающей из дна матрицы. Матрица проталкивается в направлении к пуансону в этом состоянии для того, чтобы сформовать формуемое прессованием изделие. Тем самым подавляется возникновение пружинения в формуемом прессованием изделии.
[0004] В этих способах производства формуемого прессованием изделия пуансонная плита выступает из пуансона при проталкивании матрицы в направлении к пуансону для того, чтобы сформовать боковые стенки. Соответственно, слабые части (линейные избыточные части) возникают в металлической листовой заготовке между заплечиками пуансонной плиты и заплечиками пуансона. Эти слабые части (линейные избыточные части) немного искривляются в направлении к лицевой поверхности металлической листовой заготовки.
[0005] Матричная плита и матрица затем дополнительно проталкиваются в направлении к пуансону для того, чтобы сформовать верхнюю пластину формуемого прессованием изделия. Когда это выполняется, те части металлической листовой заготовки, которые были согнуты заплечиками пуансона, проталкиваются к основанию боковых стенок и становятся боковыми стенками. Следовательно, первый момент в направлении внутренней части формуемого прессованием изделия возникает у основания каждой боковой стенки формуемого прессованием изделия после расформовки (см. стрелку на Фиг. 5(b) в Патентном документе 2).
[0006] Слабые части (линейные избыточные части) в конечном счете расплющиваются между пуансоном и матрицей. Однако перед этим расплющиванием каждая слабая часть (линейная избыточная часть) деформируется путем небольшого изгиба так, чтобы выступать в направлении лицевой поверхности металлической листовой заготовки. Следовательно, второй момент в направлении внутренней части формуемого прессованием изделия возникает в обеих концевых частях в направлении ширины верхней пластины формуемого прессованием изделия после расформовки (см. стрелку на Фиг. 5(b) в Патентном документе 2).
[0007] Третий момент, направленный наружу от формуемого прессованием изделия, возникает в реберных частях формуемого прессованием изделия после расформовки (см. стрелку на Фиг. 5(b) в Патентном документе 2). Однако этот третий момент уравновешивается первым и вторым моментами, позволяя подавлять пружинение формуемого прессованием изделия.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0008] Однако в вышеупомянутых способах производства формуемого прессованием изделия первый и второй моменты возрастают по мере того, как величина выступа пуансонной плиты из пуансона увеличивается. В ответ на это также увеличивается величина смещения боковых стенок к внутренней части (величина пружинения). Следовательно, размеры боковых стенок в направлении ширины слишком ощутимо изменяются в ответ на величину выступа пуансонной плиты из пуансона.
[0009] Следовательно, диапазон величин выступа пуансонной плиты, в котором размеры боковых стенок в направлении ширины могут оставаться в рамках заданного допуска, является сравнительно узким. Это требует точной регулировки величины выступа пуансонной плиты при прессовании. Таким образом в способе производства формуемого прессованием изделия желательно иметь возможность формовать его так, чтобы размеры боковых стенок находились в пределах допуска, даже когда диапазон величин выступа пуансонной плиты увеличивается.
[0010] С учетом вышеупомянутых обстоятельств задачей настоящего изобретения является предложить способ производства формуемого прессованием изделия и прессовое устройство, способные обеспечивать размерную точность формуемого прессованием изделия даже с увеличенным диапазоном величин выступа внутренней плиты из пуансона.
РЕШЕНИЕ ПРОБЛЕМЫ
[0011] Для того, чтобы решить вышеупомянутую проблему, способ производства формуемого прессованием изделия использует прессовое устройство, которое включает в себя пуансон, оборудованный внутренней плитой в верхней части пуансона, и матрицу, оборудованную матричной плитой, расположенной напротив внутренней плиты, для производства из металлической листовой заготовки формуемого прессованием изделия, включающего в себя верхнюю пластину, пару реберных частей, расположенных на обеих сторонах в направлении ширины верхней пластины, а также пару боковых стенок, продолжающихся от реберных частей к одной стороне в направлении толщины верхней пластины. Способ производства формуемого прессованием изделия включает в себя: первый этап выдвигания внутренней плиты от пуансона к матрице и расположения металлической листовой заготовки на внутренней плите таким образом, чтобы одна сторона в направлении толщины металлической листовой заготовки находилась на стороне внутренней плиты, а также выдвигания матричной плиты от матрицы к пуансону и расположения матричной плиты в положении, отделенном от внутренней плиты заданным расстоянием, которое больше чем толщина металлической листовой заготовки; второй этап перемещения матрицы к пуансону относительно матричной плиты, внутренней плиты и пуансона, формирования боковых стенок с использованием матрицы и пуансона и объединения матричной плиты с матрицей; и третий этап перемещения матрицы и матричной плиты, которые были объединены, а также внутренней плиты к пуансону для того, чтобы сформировать верхнюю пластину.
[0012] В соответствии со способом производства формуемого прессованием изделия для решения вышеупомянутой проблемы, для производства формуемого прессованием изделия используется металлическая листовая заготовка. Формуемое прессованием изделие включает в себя верхнюю пластину, пару реберных частей, расположенных на обеих сторонах в направлении ширины верхней пластины, а также пару боковых стенок, продолжающихся от реберных частей к одной стороне в направлении толщины верхней пластины.
[0013] Затем на первом этапе внутренняя плита выдвигается от пуансона к матрице, и металлическая листовая заготовка располагается на внутренней плите таким образом, чтобы одна сторона в направлении толщины металлической листовой заготовки находилась со стороны внутренней плиты. Кроме того, матричная плита выдвигается от матрицы к пуансону и эта матричная плита располагается так, чтобы она отстояла от внутренней плиты на заданное расстояние, большее, чем толщина металлической листовой заготовки.
[0014] На втором этапе матрица перемещается к пуансону относительно матричной плиты, внутренней плиты и пуансона, боковые стенки формируются в металлической листовой заготовке с использованием матрицы и пуансона, и матричная плита и матрица объединяются вместе. Кроме того, на третьем этапе матрица и матричная плита, которые были объединены вместе, а также внутренняя плита перемещаются к пуансону для того, чтобы сформировать верхнюю пластину в металлической листовой заготовке. Тем самым формируется формуемое прессованием изделие.
[0015] Таким образом в способе производства формуемого прессованием изделия по настоящему изобретению матричная плита располагается отдельно от внутренней плиты на заданном расстоянии, большем, чем толщина металлической листовой заготовки. Затем матрица в этом состоянии перемещается к пуансону относительно матричной плиты, внутренней плиты и пуансона, и боковые стенки формируются в металлической листовой заготовке. Таким образом, возникновение упомянутого выше второго момента в формуемом прессованием изделии после формовки может быть подавлено.
[0016] А именно, когда матрица перемещается к пуансону на втором этапе, и металлическая листовая заготовка проталкивается обоими заплечиками матрицы (краями полости матрицы), матричная плита располагается на заданном расстоянии от внутренней плиты. Это позволяет создать изгиб в части металлической листовой заготовки между матричной плитой и внутренней плитой, и позволяет регулировать изгиб в направлении к матричной плите.
[0017] Таким образом, например, задание этого заданного расстояния таким образом, чтобы часть металлической листовой заготовки между матричной плитой и внутренней плитой изгибалась внутри диапазона ее эластичности, позволяет подавлять пластическую деформацию в искривленный профиль этой части металлической листовой заготовки, соответствующей упомянутым выше слабым частям. Это позволяет подавлять возникновение упомянутого выше второго момента в формуемом прессованием изделии после расформовки.
[0018] А именно, это позволяет моментам, возникающим в формуемом прессованием изделии, быть в основном первым моментом в концевых частях у основания боковых стенок в направлении внутренней части формуемого прессованием изделия, и третьим моментом в реберных частях в направлении наружу формуемого прессованием изделия. Другими словами, влияние второго момента на величину смещения боковых стенок в направлении ширины подавляется, позволяя регулировать величину смещения боковых стенок в направлении ширины путем использования главным образом одного первого момента.
[0019] Это позволяет подавлять слишком ощутимые изменения отверстия боковых стенок формуемого прессованием изделия (угол на заплечиках (на реберных частях 10В)) в ответ на величину выступа внутренней плиты из пуансона, позволяя увеличить диапазон величин выступа внутренней плиты из пуансона. В результате это позволяет подавить явление, в котором величина смещения боковых стенок к внутренней части формуемого прессованием изделия становится чрезмерно большой по мере увеличения величины выступа внутренней плиты. Таким образом, формуемое прессованием изделие, которое сохраняет размерную точность боковых стенок в пределах допуска, может формоваться даже для увеличенного диапазона величины выступа внутренней плиты из пуансона. А именно, управление величиной выступа внутренней плиты из пуансона в прессовом устройстве становится более легким.
[0020] Способ производства формуемого прессованием изделия по настоящему изобретению позволяет гарантировать размерную точность формуемого прессованием изделия даже для увеличенного диапазона величины выступа внутренней плиты из пуансона.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0021] Фиг. 1A представляет собой поперечное сечение на виде спереди прессового устройства, иллюстрирующее первый этап способа производства формуемого прессованием изделия в соответствии с первым примерным вариантом осуществления.
Фиг. 1B представляет собой блок-схему контроллера, который управляет приведением в действие перемещающего устройства и прессового устройства плиты, проиллюстрированных на Фиг. 1A.
Фиг. 2A представляет собой поперечное сечение на виде спереди прессового устройства, иллюстрирующее второй этап способа производства формуемого прессованием изделия в соответствии с первым примерным вариантом осуществления.
Фиг. 2B представляет собой поперечное сечение на виде спереди прессового устройства, иллюстрирующее состояние, в котором матрица была перемещена к пуансону из состояния, проиллюстрированного на Фиг. 2A, и матрица и матричная плита были объединены вместе.
Фиг. 3A представляет собой поперечное сечение на виде спереди прессового устройства, иллюстрирующее состояние, в котором матрица и матричная плита перемещаются дальше к пуансону из состояния, проиллюстрированного на Фиг. 2B.
Фиг. 3B представляет собой поперечное сечение на виде спереди прессового устройства, иллюстрирующее состояние, в котором матрица и матричная плита достигли нижней мертвой точки из состояния, проиллюстрированного на Фиг. 3A.
Фиг. 4 представляет собой поперечное сечение на виде спереди, иллюстрирующее формуемое прессованием изделие, сформованное с использованием прессового устройства, показанного на Фиг. 1A.
Фиг. 5 представляет собой поперечное сечение на виде спереди, иллюстрирующее предварительно обработанную металлическую листовую заготовку.
Фиг. 6A представляет собой поперечное сечение на виде спереди прессового устройства, иллюстрирующее первый этап предварительной обработки, выполняемый при предварительной обработке металлической листовой заготовки.
Фиг. 6B представляет собой поперечное сечение на виде спереди прессового устройства, иллюстрирующее второй этап предварительной обработки, выполняемый при предварительной обработке металлической листовой заготовки.
Фиг. 7 представляет собой поперечное сечение, иллюстрирующее близость заплечика пуансона в последней части второго этапа способа производства формуемого прессованием изделия сравнительного примера.
Фиг. 8 представляет собой поперечное сечение для объяснения моментов, возникающих возле реберной части формуемого прессованием изделия.
Фиг. 9 представляет собой увеличенное поперечное сечение окрестности заплечика пуансона, проиллюстрированного на Фиг. 2A.
Фиг. 10 представляет собой график, иллюстрирующий соотношение между величиной выступа внутренней плиты из пуансона и величиной отклонения боковой стенки от конструктивного размера.
Фиг. 11 представляет собой поперечное сечение на виде спереди, иллюстрирующее размерные соотношения в формуемом прессованием изделии, используемые для того, чтобы получить результаты моделирования, проиллюстрированные на графике, показанном на Фиг. 10.
Фиг. 12 представляет собой поперечное сечение на виде спереди, иллюстрирующее состояние на первом этапе способа производства формуемого прессованием изделия в соответствии со вторым примерным вариантом осуществления.
Фиг. 13А представляет собой поперечное сечение на виде спереди, иллюстрирующее состояние на втором этапе способа производства формуемого прессованием изделия в соответствии со вторым примерным вариантом осуществления.
Фиг. 13B представляет собой поперечное сечение на виде спереди прессового устройства, иллюстрирующее состояние, в котором матрица была перемещена к пуансону из состояния, проиллюстрированного на Фиг. 13A, и матрица и матричная плита были объединены вместе.
Фиг. 14A представляет собой поперечное сечение на виде спереди прессового устройства, иллюстрирующее состояние, в котором матрица и матричная плита перемещаются дальше к пуансону из состояния, проиллюстрированного на Фиг. 13B.
Фиг. 14B представляет собой поперечное сечение на виде спереди прессового устройства, иллюстрирующее состояние, в котором матрица и матричная плита достигли нижней мертвой точки из состояния, проиллюстрированного на Фиг. 14A.
Фиг. 15 представляет собой поперечное сечение на виде спереди, иллюстрирующее один пример модифицированного примера прессового устройства, проиллюстрированного на Фиг. 1A.
Фиг. 16 представляет собой увеличенное поперечное сечение, иллюстрирующее один пример, в котором стопор был дополнительно предусмотрен в прессовом устройстве, проиллюстрированном на Фиг. 1A.
Фиг. 17 представляет собой поперечное сечение на виде спереди, иллюстрирующее прессовое устройство, в котором стопор, проиллюстрированный на Фиг. 16, является подвижным относительно внутренней плиты.
Фиг. 18 представляет собой поперечное сечение, иллюстрирующее прессовое устройство, показанное на Фиг. 17, в состоянии, в котором матрица и матричная плита достигли нижней мертвой точки.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0022] Первый примерный вариант осуществления
Далее следует объяснение способа производства формуемого прессованием изделия в соответствии с первым примерным вариантом осуществления со ссылкой на Фиг. 1-11. В этом способе производства формуемого прессованием изделия металлическая листовая заготовка 20 формуется в формуемое прессованием изделие 10, являющееся окончательно сформованным изделием. Металлическая листовая заготовка 20, используемая на первом примерном варианте осуществления, является предварительно обработанной.
[0023] Сначала будет дано объяснение конфигурации формуемого прессованием изделия 10, а затем объяснение предварительной обработки металлической листовой заготовки 20 и способа производства формуемого прессованием изделия. Следует отметить, что на чертежах эквивалентные элементы и т.п. обозначены одними и теми же ссылочными цифрами, и в последующем описании объяснение уже описанных эквивалентных элементов будет опускаться.
[0024] Формуемое прессованием изделие 10
Далее следует объяснение конфигурации формуемого прессованием изделия 10 со ссылкой на Фиг. 4. Следует отметить, что на Фиг. 4 стрелка W указывает направление ширины формуемого прессованием изделия 10, стрелка A указывает верхнюю сторону формуемого прессованием изделия 10, а стрелка B указывает нижнюю сторону формуемого прессованием изделия 10. Стрелка A и стрелка B указывают направление прессования.
[0025] Формуемое прессованием изделие 10 изготавливается, например, из высокопрочной листовой стали, имеющей предел прочности 440 МПа или больше. Пружинение становится более очевидным при увеличении предела прочности. Формуемое прессованием изделие 10 используется, например, в качестве элемента каркаса кузова автомобиля, имеющего по существу удлиненную форму. Формуемое прессованием изделие 10 формуется с профилем, имеющим по существу вид шляпы на виде спереди, если смотреть в направлении длины.
[0026] В частности, формуемое прессованием изделие 10 включает в себя верхнюю пластину 10A, продолжающуюся в направлении ширины формуемого прессованием изделия 10, и пару реберных частей 10В, смежных с верхней пластиной 10A на обоих концах в направлении ширины верхней пластины 10A и дугообразно искривленных так, что они являются выпуклыми в сторону лицевой поверхности. Формуемое прессованием изделие 10 дополнительно включает в себя пару боковых стенок 10C, продолжающихся от соответствующих реберных частей 10В к стороне задней поверхности, являющейся одной стороной в направлении толщины верхней пластины 10A, и пару реберных частей 10В, смежных с передними концами (нижними концами) пары боковых стенок 10C и искривленных в форме дуги, выпуклой к стороне задней поверхности. Формуемое прессованием изделие 10 дополнительно включает в себя пару фланцев 10E, продолжающихся от пары реберных частей 10В к обеим сторонам в направлении ширины верхней пластины 10A (сторонам лицевой поверхности боковых стенок 10C).
[0027] Следует отметить, что в последующем объяснении сторона задней поверхности формуемого прессованием изделия 10, являющаяся одной стороной в направлении толщины его пластины, упоминается как внутренняя часть формуемого прессованием изделия 10, а сторона лицевой поверхности формуемого прессованием изделия 10, являющаяся другой стороной в направлении толщины его пластины, упоминается как внешняя часть формуемого прессованием изделия 10. Как было описано выше, пара реберных частей 10В формирует границы между верхней пластиной 10A и боковыми стенками 10C, и образует изогнутые части, выпуклые к внешней части формуемого прессованием изделия 10 на виде спереди.
[0028] Предварительная обработка листовой металлической заготовки 20
Далее следует объяснение предварительной обработки металлической листовой заготовки 20. Следует отметить, что в последующем объяснении металлическая листовая заготовка до предварительной обработки обозначается ссылочной цифрой 20, а металлическая листовая заготовка после предварительной обработки обозначается ссылочной цифрой 22, чтобы различать металлическую листовую заготовку до предварительной обработки и металлическую листовую заготовку после предварительной обработки. Металлическая листовая заготовка после предварительной обработки упоминается также как промежуточное формованное изделие 22.
[0029] Сначала будет дано объяснение конфигурации промежуточного формованного изделия 22 после предварительной обработки со ссылкой на Фиг. 5. Следует отметить, что на Фиг. 5 стрелка W указывает направление ширины промежуточного формованного изделия 22, стрелка A указывает верхнюю сторону промежуточного формованного изделия 22, а стрелка B указывает нижнюю сторону промежуточного формованного изделия 22. Направление ширины промежуточного формованного изделия 22 совпадает с направлением ширины формуемого прессованием изделия 10, а направление вверх-вниз промежуточного формованного изделия 22 совпадает с направлением вверх-вниз формуемого прессованием изделия 10.
[0030] Как проиллюстрировано на этом чертеже, промежуточное формованное изделие 22 предварительно формуется с частями, соответствующими реберным частям 10В и фланцам 10E формуемого прессованием изделия 10 соответственно. А именно, промежуточное формованное изделие 22 формуется по существу с подковообразным профилем, открывающимся к верхней стороне на поперечном сечении, если смотреть спереди. В частности, промежуточное формованное изделие 22 включает в себя тело 22A, образующее промежуточную часть в направлении ширины промежуточного формованного изделия 22, реберной части 22D, смежные с обоими концами в направлении ширины тела 22A и соответствующие реберным частям 10В, а также фланцы 22E, которые соответствуют фланцам 10E.
[0031] Фиг. 6A и Фиг. 6B представляют собой диаграммы, иллюстрирующие прессовое устройство 30, используемое для предварительной обработки. Прессовое устройство 30 выполняет предварительную обработку металлической листовой заготовки 20. Следует отметить, что на Фиг. 6A и Фиг. 6B стрелка W указывает направление ширины прессового устройства 30, стрелка A указывает верхнюю сторону прессового устройства 30, а стрелка B указывает нижнюю сторону прессового устройства 30. Направление ширины прессового устройства 30 совпадает с направлением ширины промежуточного формованного изделия 22, а направление вверх-вниз прессового устройства 30 совпадает с направлением вверх-вниз промежуточного формованного изделия 22.
[0032] Прессовое устройство 30 включает в себя пуансон 32, образующий верхнюю секцию прессового устройства 30, и матрицу 34, образующую нижнюю секцию прессового устройства 30. Матрица 34 включает в себя плиту 36, расположенную в центральной части в направлении ширины матрицы 34.
[0033] Пуансон 32 включает в себя формующие поверхности, соответствующие профилю лицевой поверхности тела 22A, реберным частям 22D и фланцам 22E промежуточного формованного изделия 22. Перемещающее устройство 38 соединяется с пуансоном 32. Перемещающее устройство 38, в качестве примера, может конфигурироваться гидравлическим устройством, электрическим устройством и т.п. Пуансон 32 перемещается перемещающим устройством 38 в направлении вверх-вниз устройства (в направлении прессования), а именно в направлении приближения к матрице 34 и в направлении удаления от матрицы 34.
[0034] Матрица 34 включает в себя формующие поверхности, соответствующие профилю задней поверхности реберных частей 22D и фланцев 22E промежуточного формованного изделия 22. Центральная часть в направлении ширины матрицы 34 формируется с углублением 34A, которое вмещает плиту 36. Углубление 34A открывается к верхней стороне устройства, являющейся стороной пуансона 32.
[0035] Плита 36 располагается с нижней стороны пуансона 32, а верхняя поверхность плиты 36 является ортогональной к направлению вверх-вниз устройства. Плита 36 соединяется с матрицей 34 посредством прессового устройства 39 плиты. Прессовое устройство 39 плиты может конфигурироваться, например, газовой подушкой, гидравлическим устройством, пружинами или электрическим устройством. Плита 36 таким образом перемещается в направлении вверх-вниз устройства (в направлении прессования) относительно матрицы 34 прессовым устройством 39 плиты. В нижней мертвой точке плиты 36, в которой плита 36 находится ближе всего к матрице 34, плита 36 помещается в углублении 34A матрицы 34 (см. Фиг. 6B).
[0036] Далее приводится объяснение этапа предварительной обработки прессовым устройством 30 металлической листовой заготовки 20. При этой предварительной обработке, как проиллюстрировано на Фиг. 6A, плита 36 удерживается прессовым устройством 39 плиты в таком состоянии, чтобы она выступала к верхней стороне устройства относительно матрицы 34 (в таком состоянии, в котором верхняя поверхность плиты 36 выступает из полости матрицы), и металлическая листовая заготовка 20 устанавливается на плите 36. Пуансон 32 перемещается перемещающим устройством 38 к нижней стороне устройства так, чтобы он приближался к плите 36, так что центральная часть в направлении ширины металлической листовой заготовки 20 прижимается и удерживается пуансоном 32 и плитой 36.
[0037] Затем в том состоянии, в котором металлическая листовая заготовка 20 прижимается и удерживается пуансоном 32 и плитой 36, перемещающее устройство 38 перемещает пуансон 32 к нижней стороне устройства относительно матрицы 34. Плита 36 также проталкивается пуансоном 32 и перемещается к нижней стороне устройства относительно матрицы 34, в то время как металлическая листовая заготовка 20 остается прижатой и удерживаемой пуансоном 32 и плитой 36. Как проиллюстрировано на Фиг. 6B, когда пуансон 32 и плита 36 достигают нижней мертвой точки, металлическая листовая заготовка 20 прижимается и удерживается заплечиками пуансона 32 и углами (нижними углами) полости матрицы 34. Таким образом формируются пара реберных частей 22D и фланцы 22E промежуточного формованного изделия 22. Металлическая листовая заготовка 20 предварительно обрабатывается вышеописанным образом так, чтобы она была сформована в промежуточное формованное изделие 22.
[0038] Способ производства формуемого прессованием изделия 10
Далее будет дано объяснение способа производства формуемого прессованием изделия 10. В этом способе производства формуемого прессованием изделия 10 прессовое устройство 40 используется для формования предварительно обработанного промежуточного формованного изделия 22 в формуемое прессованием изделие 10. Сначала будет дано объяснение прессового устройства 40 со ссылкой на Фиг. 1-3.
[0039] На Фиг. 1-3 стрелка W указывает направление ширины прессового устройства 40, стрелка A указывает верхнюю сторону прессового устройства 40, а стрелка B указывает нижнюю сторону прессового устройства 40. Направление ширины прессового устройства 40 совпадает с направлениями ширины формуемого прессованием изделия 10 и промежуточного формованного изделия 22, а направление вверх-вниз устройства (направление прессования) прессового устройства 40 совпадает с направлениями вверх-вниз формуемого прессованием изделия 10 и промежуточного формованного изделия 22.
[0040] Прессовое устройство 40 включает в себя матрицу 42, образующую верхнюю секцию прессового устройства 40, и пуансон 46, образующий нижнюю секцию прессового устройства 40. Матрица 42 и пуансон 46 располагаются напротив друг друга вдоль направления вверх-вниз устройства.
[0041] Углубление 42A формируется в центральной части в направлении ширины матрицы 42, как пример полости матрицы, открывающейся к нижней стороне устройства. Дно 42D матрицы формируется внутри углубления 42A на верхней стороне устройства напротив верхней части 46C пуансона 46. Вмещающую часть 42B плиты, служащая примером вмещающей части матричной плиты, формируется в дне 42D матрицы. Вмещающую часть 42B плиты имеет вогнутое поперечное сечение, открывающееся к нижней стороне устройства. Вмещающую часть 42B плиты вмещает в себя матричную плиту 44, описываемую позже. Внутренняя периферийная поверхность углубления 42A, за исключением вмещающей части 42B плиты, является формующей поверхностью, соответствующей лицевым сторонам обеих боковых частей в направлении ширины верхней пластины 10A, реберных частей 10В, боковых стенок 10C и реберных частей 10В формуемого прессованием изделия 10.
[0042] Нижние углы 42E формируются с обеих сторон дна 42D матрицы так, чтобы они соответствовали заплечикам 46D (описываемым позже) пуансона 46. Соответствующие друг другу часть пуансона и часть матрицы означают, что эта часть пуансона и эта часть матрицы находятся напротив друг друга в нижней мертвой точке формовки. Нижние углы 42E являются формующими поверхностями, соответствующими реберным частям 10B формуемого прессованием изделия 10. Нижние углы 42E предпочтительно имеют форму контура, инвертированную относительно формы заплечиков 46D пуансона 46. Поверхность 42F стенки полости матрицы, соответствующая поверхности 46E стенки пуансона 46, простирается от каждого из нижних углов 42E.
[0043] Дно 42D матрицы 42 формируется с наклонными поверхностями 42C, служащими в качестве примера наклонных поверхностей матрицы, которые выступают из каждого из нижних углов 42E в направлении к пуансону 46 при движении к вмещающей части 42B плиты. Соответствующие наклонные поверхности 42C являются смежными с вмещающей частью 42B плиты на обеих сторонах в направлении ширины.
[0044] Кроме того, матрица 42 соединена с перемещающим устройством 50. Перемещающее устройство 50 может конфигурироваться, например, гидравлическим устройством или электрическим устройством. Контроллер 56 (см. Фиг. 1B) соединен с перемещающим устройством 50. Контроллер 56 приводит в действие перемещающее устройство 50 таким образом, что матрица 42 перемещается перемещающим устройством 50 в направлении вверх-вниз устройства. Матрица 42 соответственно перемещается относительно пуансона 46 в направлениях приближения и удаления от пуансона 46. Кроме того, оба заплечика 42G матрицы 42 упираются в промежуточное формованное изделие 22 по мере того, как матрица 42 приближается к пуансону 46.
[0045] Матричная плита 44 предусматривается в центральной части в направлении ширины матрицы 42. Матричная плита 44 имеет по существу прямоугольный профиль поперечного сечения, если смотреть спереди. Матричная плита 44 включает в себя нижнюю поверхность 44A, служащую в качестве примера противоположной внутренней плите поверхности, которая находится напротив верхней поверхности 48A внутренней плиты 48. В тех случаях, в которых контурный профиль формируется на верхней пластине формуемого прессованием изделия, контуры, соответствующие профилю формуемого прессованием изделия, предусматриваются на нижней поверхности 44A.
[0046] Матричная плита 44 соединяется с матрицей 42 посредством прессового устройства 52 плиты, служащего примером второго соединительного устройства. Прессовое устройство 52 плиты может конфигурироваться, например, гидравлическим устройством или электрическим устройством. Прессовое устройство 52 плиты соединяется с контроллером 56 (см. Фиг. 1B). Контроллер 56 приводит в действие прессовое устройство 52 плиты. Прессовое устройство 52 плиты перемещает матричную плиту 44 в направлении вверх-вниз устройства относительно матрицы 42 для того, чтобы переместить матричную плиту 44 в направление прессования. Контроллер 56 тем самым использует прессовое устройство 52 плиты для модификации расстояния в направлении прессования между матричной плитой 44 и матрицей 42.
[0047] Контроллер 56 управляет положением матричной плиты 44 относительно матрицы 42. Контроллер 56 тем самым управляет относительным положением матричной плиты 44 относительно внутренней плиты 48, описываемой позже. Матричная плита 44 размещается внутри вмещающей части 42B плиты (см. Фиг. 2B) в таком состоянии, в котором матричная плита 44 находится ближе всего к матрице 42. В этом состоянии матричной плиты 44 внутри вмещающей части 42B плиты нижняя поверхность 44A матричной плиты 44 располагается на верхней стороне поверхности отверстия вмещающей части 42B плиты, а нижняя поверхность 44A не выступает из вмещающей части 42B плиты к нижней стороне устройства (то есть является вдавленной).
[0048] Пуансон 46 располагается с нижней стороны матрицы 42 и матричной плиты 44, и находится напротив матрицы 42 и матричной плиты 44 в направлении вверх-вниз устройства. Пуансон 46 формируется с выпуклым профилем, выступающим в направлении верхней стороны устройства на поперечном сечении, если смотреть спереди. Внешняя поверхность пуансона 46 конфигурирует формующую поверхность, которая соответствует задним поверхностям обеих боковых частей в направлении ширины верхней пластины 10A, реберным частям 10B, боковым стенкам 10C, реберным частям 10В и фланцам 10E формуемого прессованием изделия 10.
[0049] Пуансон 46 включает в себя верхнюю часть 46C, которая формирует верхнюю поверхность пуансона 46, пересекающую направление прессования. Верхняя часть 46C формируется с вмещающей частью 46B плиты, служащей примером вмещающей части внутренней плиты. Обе стороны верхней части 46C формируются с заплечиками 46D, служащими примером заплечиков пуансона. Поверхности 46E стенок пуансона простираются от соответствующих заплечиков 46D.
[0050] Верхняя часть 46C пуансона 46 формируется с наклонными поверхностями 46A, служащими примером наклонных поверхностей пуансона, которые являются более вдавленными при движении от заплечиков 46D к вмещающей части 46B плиты. Наклонные поверхности 46A находятся напротив наклонных поверхностей 42C матрицы 42 в направлении вверх-вниз устройства. А именно, соответствующие наклонные поверхности 46A являются параллельными соответствующим наклонным поверхностям 42C, и наклонены к нижней стороне устройства при движении от заплечиков 46D к центральной стороне в направлении ширины пуансона 46.
[0051] Вмещающая часть 46B имеет вогнутое поперечное сечение, открывающееся к верхней стороне устройства. Вмещающая часть 46B плиты вмещает в себя внутреннюю плиту 48, описываемую позже. Наклонные поверхности 46A являются смежными с вмещающей частью 46B плиты с обеих сторон.
[0052] Внутренняя плита 48 обеспечивается в центральной части в направлении ширины верхней части 46C пуансона 46. Внутренняя плита 48 имеет по существу прямоугольный профиль поперечного сечения, если смотреть спереди. Внутренняя плита 48 соединяется с пуансоном 46 посредством прессового устройства 54 плиты, служащего примером первого соединительного устройства. Прессовое устройство 54 плиты может конфигурироваться, например, гидравлическим устройством, электрическим устройством и т.п.
[0053] Прессовое устройство 54 плиты соединяется с контроллером 56 (см. Фиг. 1B). Контроллер 56 приводит в действие прессовое устройство 54 плиты таким образом, что прессовое устройство 54 плиты перемещает внутреннюю плиту 48 в направлении вверх-вниз устройства относительно пуансона 46. Контроллер 56 тем самым изменяет расстояние в направлении прессования между внутренней плитой 48 и пуансоном 46 с использованием прессового устройства 54 плиты.
[0054] А именно, контроллер 56 управляет положением внутренней плиты 48 относительно пуансона 46. В том состоянии, в котором внутренняя плита 48 находится ближе всего к пуансону 46, внутренняя плита 48 помещается внутри вмещающей части 46B плиты (см. Фиг. 3B).
[0055] Внутренняя плита 48 располагается напротив матричной плиты 44 в направлении вверх-вниз устройства. Внутренняя плита 48 включает в себя верхнюю поверхность 48A, служащую примером верхней поверхности внутренней плиты. Верхняя поверхность 48A является параллельной нижней поверхности 44A матричной плиты 44. Аналогично нижней поверхности 44A, контурный профиль, соответствующий профилю формуемого прессованием изделия, также предусматривается на верхней поверхности 48A в тех случаях, в которых верхняя пластина формуемого прессованием изделия имеет контурный профиль. Ширина внутренней плиты 48 соответствует ширине матричной плиты 44. В том состоянии, в котором внутренняя плита 48 помещается внутри вмещающей части 46B плиты, верхняя поверхность 48A внутренней плиты 48 находится в той же самой плоскости, что и поверхность отверстия вмещающей части 46B плиты (см. Фиг. 3B). Соответственно, в том состоянии, в котором внутренняя плита 48 помещается внутри вмещающей части 46B плиты, верхняя часть 46C пуансона 46, включая внутреннюю плиту 48, конфигурирует вогнутый профиль, вдавленный в направлении к нижней стороне устройства.
[0056] Величина, на которую вдавливается верхняя часть 46C пуансона 46, представляет вертикальный размер в направлении вверх-вниз устройства от заплечиков 46D пуансона 46 до верхней поверхности 48A внутренней плиты 48. Эта величина вдавливания устанавливается сообразно обстоятельствам таким образом, что верхняя пластина 10A формуемого прессованием изделия 10 принимает плоский профиль (форму плоской пластины) при расформовке формуемого прессованием изделия 10 из прессового устройства 40. А именно, величина вдавливания верхней части 46C пуансона 46 устанавливается сообразно обстоятельствам с использованием, например, моделирования в соответствии с пределом прочности, толщиной и т.п. металлической листовой заготовки, используемой для формуемого прессованием изделия 10.
[0057] Как проиллюстрировано на Фиг. 1A и Фиг. 9, в этапах с первого по третий способа производства формуемого прессованием изделия, описываемых позже, контроллер 56 приводит в действие прессовые устройства 52, 54 плиты так, чтобы матричная плита 44 удерживалась на заданном расстоянии H1 от верхней стороны внутренней плиты 48. Это заданное расстояние H1 является большим, чем толщина пластины промежуточного формованного изделия 22, так что между промежуточным формованным изделием 22 и нижней поверхностью 44A матричной плиты 44 создается зазор. Это заданное расстояние H1 будет описано позже. Ссылочная цифра 48C используется для того, чтобы указать заплечики 48C внутренней плиты 48.
[0058] Далее будет дано объяснение способа производства формуемого прессованием изделия 10. Способ производства формуемого прессованием изделия 10 включает в себя этапы с первого по третий, описываемые ниже.
[0059] Как проиллюстрировано на Фиг. 1A и Фиг. 1B, на первом этапе контроллер 56 приводит в действие прессовое устройство 54 плиты, и внутренняя плита 48 удерживается прессовым устройством 54 плиты в выступающем из вмещающей части 46B плиты к верхней стороне устройства состоянии. Внутренняя плита 48 выступает из заплечиков 46D пуансона 46 на величину выступа H2. В этом состоянии задняя поверхность промежуточного формованного изделия 22 устанавливается на верхней поверхности 48A внутренней плиты 48. Контроллер 56 затем приводит в действие прессовое устройство 52 плиты таким образом, что матричная плита 44 перемещается прессовым устройством 52 плиты из вмещающей части 42B плиты к нижней стороне устройства, так что матричная плита 44 располагается сверху промежуточного формованного изделия 22. Когда это выполняется, матричная плита 44 удерживается в состоянии, отделенном от внутренней плиты 48 на заданное расстояние H1. Таким образом создается зазор между промежуточным формованным изделием 22 и нижней поверхностью 44A матричной плиты 44.
[0060] На втором этапе контроллер 56 приводит в действие перемещающее устройство 50 и прессовое устройство 52 плиты для того, чтобы переместить матрицу 42 из состояния, проиллюстрированного на Фиг. 1A, к нижней стороне устройства (стороне пуансона 46) относительно матричной плиты 44, внутренней плиты 48 и пуансона 46 (см. Фиг. 2A). Когда это выполняется, поддерживается заданное расстояние H1 между матричной плитой 44 и внутренней плитой 48, и матрица 42 перемещается к нижней стороне устройства при поддержании относительного взаимного расположения между матричной плитой 44 и внутренней плитой 48 в направлении вверх-вниз устройства. Пуансон 46 таким образом проталкивается внутрь углубления (полости матрицы) 42A матрицы 42, формуя тем самым боковые стенки 10C формуемого прессованием изделия 10.
[0061] Промежуточное формованное изделие 22 затем проталкивается к нижней стороне устройства обоими заплечиками 42G матрицы 42. Когда это выполняется, центральная часть в направлении ширины промежуточного формованного изделия 22, в положении между местами, примыкающими к
обоим заплечикам 42G матрицы 42, изгибаются в виде кривой линии, выпуклой в направлении к верхней стороне устройства. Эта выпуклая изогнутая часть конфигурирует изогнутую часть 24 (см. Фиг. 2A).
[0062] Когда это выполняется, задняя поверхность изогнутой части 24 упирается в заплечики 48C внутренней плиты 48 и в оба заплечика 46D пуансона 46, а лицевая поверхность изогнутой части 24 упирается в нижнюю поверхность 44A матричной плиты 44.
[0063] В следующем объяснении, как проиллюстрировано на Фиг. 9, часть изогнутой части 24 между обоими заплечиками 48C внутренней плиты 48 конфигурирует первую изогнутую часть 24A. Части, которые упираются в заплечики 48C внутренней плиты 48, конфигурируют вторые изогнутые части 24B, а части между заплечиками 48C внутренней плиты 48 и пуансоном 46 конфигурируют третьи изогнутые части 24C.
[0064] Следует отметить, что в представленном примерном варианте осуществления заданное расстояние H1 устанавливается так, чтобы подавить пластическую деформацию третьих изогнутых частей 24C изогнутой части 24 на втором этапе. Более конкретно, заданное расстояние H1 устанавливается равным максимальному размеру, при котором первая изогнутая часть 24A способна изгибаться в пределах своего диапазона эластичности.
[0065] В смежной технологии, на втором этапе, матричная плита 44 не отделяется от промежуточного формованного изделия 22. В таких случаях промежуточное формованное изделие 22 прижимается и удерживается матричной плитой 44 и внутренней плитой 48. Пуансон 46 затем проталкивается внутрь углубления 42A матрицы 42 в этом состоянии для того, чтобы сформовать боковые стенки 10C формуемого прессованием изделия 10. Когда это происходит, изгиб первой изогнутой части 24A в направлении к верхней стороне устройства не разрешается. В результате изгиб концентрируется только на вторых изогнутых частях 24B и третьих изогнутых частях 24C. Таким образом существует возможность того, что третьи изогнутые части 24C могут согнуться в направлении к нижней стороне устройства вокруг вторых изогнутых частей 24B и пластично деформироваться в слегка искривленное состояние так, что они станут выпуклыми на стороне лицевой поверхности промежуточного формованного изделия 22.
[0066] В отличие от этого, в представленном примерном варианте осуществления матричная плита 44 отделяется от промежуточного формованного изделия 22, и изгиб первой изогнутой части 24A в направлении к верхней стороне устройства разрешается. Поскольку вся изогнутая часть 24 изгибается в первой изогнутой части 24A, вторых изогнутых частях 24B и третьих изогнутых частях 24C, изгиб третьих изогнутых частей 24C уменьшается по сравнению с описанным выше случаем. Кроме того, заданное расстояние H1 устанавливается равным максимальному размеру, при котором первая изогнутая часть 24A способна изгибаться в пределах своего диапазона эластичности. Это позволяет дополнительно уменьшить изгиб третьих изогнутых частей 24C и тем самым подавить пластическую деформацию третьих изогнутых частей 24C.
[0067] Заданное расстояние H1 устанавливается сообразно обстоятельствам с использованием моделирования и т.п. на основе предела прочности и толщины металлической листовой заготовки 20, соответствующих ширин внутренней плиты 48 и пуансона 46, а также величины выступа H2 внутренней плиты 48 из заплечиков 46D пуансона 46.
[0068] Кроме того, как проиллюстрировано на Фиг. 2B, на втором этапе матрица 42 перемещается к нижней стороне устройства до тех пор, пока матричная плита 44 не разместится внутри вмещающей части 42B плиты, и матрица 42 и матричная плита 44 затем объединяются вместе. Матричная плита 44 таким образом находится в состоянии, в котором она не может перемещаться в направлении вверх устройства относительно матрицы 42. В настоящем описании объединение вместе матричной плиты и матрицы относится к помещению матричной плиты 44 в такое состояние, в котором матричная плита не может перемещаться в направлении вверх устройства относительно матрицы 42.
[0069] Когда матричная плита и матрица объединены вместе, нижняя поверхность 44A матричной плиты 44 вмещается во вмещающей части 42B плиты и не выступает из вмещающей части 42B плиты к нижней стороне устройства. Изогнутая часть 24 промежуточного формованного изделия 22 зажимается между нижними концевыми частями 42H, формируемыми в направлении ширины внутри концевых частей наклонных поверхностей 42C матрицы 42, и внутренней плитой 48.
[0070] На третьем этапе контроллер 56 приводит в действие перемещающее устройство 50 для того, чтобы переместить матрицу 42 и матричную плиту 44, которые были объединены вместе, еще дальше к нижней стороне устройства и протолкнуть матрицу 42 и матричную плиту 44 к пуансону 46. Когда это выполняется, контроллер 56 приводит в действие прессовое устройство плиты 54, перемещая внутреннюю плиту 48 к нижней стороне устройства вместе с матрицей 42 и матричной плитой 44 при поддержании относительного взаимного расположения между матричной плитой 44 и внутренней плитой 48 в направлении вверх-вниз устройства. Соответственно, большая часть внутренней плиты 48 размещается внутри вмещающей части 46B плиты (см. Фиг. 3A). Когда это выполняется, внутренняя плита 48 размещается внутри вмещающей части 46B плиты таким образом, что изогнутая часть 24 промежуточного формованного изделия 22 приобретает плоский профиль (форму плоской пластины). Изогнутая часть 24, которая была изогнута так, чтобы быть выпуклой в направлении к верхней стороне устройства, тем самым возвращается к плоскому профилю (к форме плоской пластины) матрицей 42 и внутренней плитой 48.
[0071] Контроллер 56 затем приводит в действие перемещающее устройство 50, и матрица 42 и матричная плита 44, которые были объединены вместе, перемещаются перемещающим устройством 50 еще дальше к нижней стороне устройства из состояния, проиллюстрированного на Фиг. 3A, для того, чтобы достичь нижней мертвой точки. Когда это выполняется, контроллер 56 приводит в действие прессовое устройство плиты 54 для того, чтобы переместить внутреннюю плиту 48 к нижней стороне устройства вместе с матрицей 42 и матричной плитой 44 при поддержании относительного взаимного расположения между матричной плитой 44 и внутренней плитой 48 в направлении вверх-вниз устройства, так что вся внутренняя плита 48 размещается внутри вмещающей части 46B плиты (см. Фиг. 3B).
[0072] Соответственно, промежуточное формованное изделие 22 прижимается и удерживается матрицей 42 и пуансоном 46 так, чтобы деформировать часть промежуточного формованного изделия 22, соответствующую верхней пластине 10A, чтобы она стала выпуклой в направлении к задней поверхности промежуточного формованного изделия 22 (к внутренней части формуемого прессованием изделия 10). В частности, изогнутая часть 24 прижимается и удерживается наклонными поверхностями 42C матрицы 42 и наклонными поверхностями 46A пуансона 46, тем самым отгибая назад вторые изогнутые части 24B изогнутой части 24. Формуемое прессованием изделие 10 затем расформовывается из прессового устройства 40, чтобы получить формуемое прессованием изделие 10, снабженное плоской верхней пластиной 10A.
[0073] Далее приводится объяснение работы и выгодных эффектов представленного примерного варианта осуществления со сравнением со способом производства сравнительного примера, описанного в предшествующем уровне техники. Сначала будет дано объяснение способа производства формуемого прессованием изделия сравнительного примера. В способе производства формуемого прессованием изделия сравнительного примера промежуточное формованное изделие 22 используется для того, чтобы сформовать формуемое прессованием изделие 10, аналогично представленному примерному варианту осуществления.
[0074] Фиг. 7 представляет собой увеличенную диаграмму окрестности заплечика 46D пуансона 46 в прессовом устройстве сравнительного примера. Следует отметить, что на Фиг. 7 те части прессового устройства сравнительного примера, которые сконфигурированы аналогично представленному примерному варианту осуществления, обозначены теми же самыми ссылочными цифрами. Кроме того, те части в прессовом устройстве сравнительного примера, которые эквивалентны наклонным поверхностям 42C матрицы 42 и наклонным поверхностям 46A пуансона 46, являются ортогональными к направлению вверх-вниз устройства.
[0075] В отличие от первого этапа представленного примерного варианта осуществления, когда матричная плита 44 перемещена к нижней стороне устройства прессовым устройством 52 плиты на первом этапе сравнительного примера, промежуточное формованное изделие 22 прижимается и удерживается матричной плитой 44 и внутренней плитой 48. А именно, на первом этапе сравнительного примера нет никакого зазора между промежуточным формованным изделием 22 и матричной плитой 44.
[0076] На втором этапе сравнительного примера в этом состоянии части, соответствующие боковым стенкам 10C формуемого прессованием изделия 10, формуются путем проталкивания матрицы 42 к пуансону 46. Когда это выполняется, внутренняя плита 48 выступает в направлении к матрице 42 относительно пуансона 46. Соответственно части промежуточного формованного изделия 22 от заплечиков 48C внутренней плиты 48 до заплечиков 46D пуансона 46 (далее упоминаемые как слабые части 26) изгибаются так, что они становятся наклонными к нижней стороне устройства при движении в направлении ширины наружу прессового устройства. В частности, слабые части 26 пластично деформируются в немного искривленное состояние так, что они становятся выпуклыми в направлении к лицевой поверхности промежуточного формованного изделия 22.
[0077] Длина L1 вдоль каждой слабой части 26 является более длинной, чем длина L2 между внутренней плитой 48 и соответствующим заплечиком 46D пуансона 46 в направлении ширины. Соответственно, когда матрица 42 и матричная плита 44 перемещаются из состояния, показанного на Фиг. 7, к нижней мертвой точке, слабые части 26 прижимаются и удерживаются матрицей 42 и матричной плитой 44, а также пуансоном 46. Часть, изогнутая каждым заплечиком 46D пуансона 46 (часть а на Фиг. 7) выталкивается в направлении к нижней стороне устройства так, чтобы она стала частью боковой стенки 10C. Часть каждой слабой части 26 со стороны внутренней плиты 48 (часть b на Фиг. 7) выдавливается так, чтобы она стала частью верхней пластины 10A.
[0078] А именно, как проиллюстрировано на Фиг. 8, в формуемом прессованием изделии 10 сравнительного примера части а образуют концевые части основания боковых стенок 10C, а части b образуют две боковые части в направлении ширины верхней пластины 10A. Части а, которые были вытолкнуты к сторонам боковой стенки 10C, сгибаются заплечиками 46D пуансона 46 в дугообразные профили, выпуклые в направлении наружу формуемого прессованием изделия 10, а затем сгибаются обратно как боковые стенки 10C. Следовательно, после расформовки формуемого прессованием изделия 10 части а формуемого прессованием изделия 10 пытаются возвратиться в состояние дугообразных профилей. Первый момент (см. стрелку M1 на Фиг. 8) в направлении к внутренней части формуемого прессованием изделия 10 соответственно возникает на каждой из частей а формуемого прессованием изделия 10.
[0079] Части b слабых частей 26 деформируются в слегка искривленное состояние так, чтобы они были выпуклыми в направлении наружу формуемого прессованием изделия 10 (к стороне лицевой поверхности промежуточного формованного изделия 22), а затем им придается форма плоской пластины в качестве верхней пластины 10A (сгибаются назад). Следовательно, после расформовки формуемого прессованием изделия 10 части b формуемого прессованием изделия 10 пытаются возвратиться в искривленное состояние. Второй момент (см. стрелку M2 на Фиг. 8) в направлении к внутренней части формуемого прессованием изделия 10 соответственно возникает в каждой из частей b формуемого прессованием изделия 10.
[0080] Части формуемого прессованием изделия 10 между каждой частью a и соответствующей частью b, а именно реберные части 10B формуемого прессованием изделия 10, сгибаются заплечиками 46D пуансона 46 в дугообразные профили, выпуклые в направлении наружу формуемого прессованием изделия 10. После расформовки формуемого прессованием изделия 10 реберные части 10B пытаются возвратиться к их исходному состоянию. Третий момент (см. стрелку M3 на Фиг. 8) в направлении наружу формуемого прессованием изделия 10 соответственно возникает в реберных частях 10В формуемого прессованием изделия 10.
[0081] Как было описано выше, пружинение формуемого прессованием изделия 10 подавляется в сравнительном примере благодаря взаимоуничтожению (балансировке) между первым и вторым моментами, возникающими в частях a и частях b формуемого прессованием изделия 10, а также третьим моментом, возникающим в реберных частях 10В формуемого прессованием изделия 10. Однако в способе производства сравнительного примера чем больше величина выступа H2 внутренней плиты 48 из пуансона 46, тем больше величина изгиба слабых частей 26 и больше величина искривления слабых частей 26, необходимая для того, чтобы они стали выпуклыми в направлении к лицевой поверхности промежуточного формованного изделия 22. Чем больше величина выступа H2 внутренней плиты 48 из пуансона 46, тем больше первый момент, возникающий в частях а формуемого прессованием изделия 10, и второй момент, образующийся в частях b формуемого прессованием изделия 10. Величина смещения боковых стенок 10C к внутренней части формуемого прессованием изделия 10 соответственно становится больше. Другими словами, по мере того, как первый и второй моменты увеличиваются, размеры боковых стенок 10C в направлении ширины слишком ощутимо изменяются в ответ на величину выступа H2 внутренней плиты 48 из пуансона 46. В результате это делает узким диапазон (разность между верхним пределом и нижним пределом) для величины выступа H2 внутренней плиты 48 из пуансона 46, в котором боковые стенки 10C удерживаются внутри допуска конструктивного размера после формовки.
[0082] В отличие от этого, как было описано выше, представленный примерный вариант осуществления отличается от сравнительного примера тем, что на первом этапе матричная плита 44 удерживается в положении с верхней стороны промежуточного формованного изделия 22 и внутренней плиты 48 таким образом, что матричная плита 44 отделяется от внутренней плиты 48 заданным расстоянием H1.
[0083] Кроме того, это заданное расстояние H1 между матричной плитой 44 и внутренней плитой 48 сохраняется на втором этапе. Матрица 42 затем перемещается к нижней стороне устройства при сохранении относительного взаимного расположения между матричной плитой 44 и внутренней плитой 48 в направлении вверх-вниз устройства. Соответственно, как проиллюстрировано на Фиг. 9, первая изогнутая часть 24A изогнутой части 24 промежуточного формованного изделия 22 изгибается так, что она становится выпуклой к верхней стороне устройства, а верхний конец первой изогнутой части 24A упирается в нижнюю поверхность 44A матричной плиты 44.
[0084] Однако заданное расстояние H1 устанавливается таким образом, что первая изогнутая часть 24A изгибается внутри ее диапазона эластичности. Соответственно, деформация третьих изогнутых частей 24C может быть подавлена внутри области пластической деформации, как и в сравнительном примере.
[0085] В том случае, когда в отличие от представленного примерного варианта осуществления промежуточное формованное изделие 22 должно быть прижато и удерживаться матричной плитой 44 и внутренней плитой 48 аналогично сравнительному примеру, изгиб первой изогнутой части 24A изогнутой части 24 к верхней стороне устройства не допускается на втором этапе. Это означает, что аналогично сравнительному примеру третьи изогнутые части 24C изогнутой части 24 пластично деформировались бы в слегка искривленное состояние так, чтобы они стали выпуклыми в направлении к лицевой поверхности промежуточного формованного изделия 22. В отличие от этого, представленный примерный вариант осуществления отличается от сравнительного примера тем, что матричная плита 44 отделяется от промежуточного формованного изделия 22. Соответственно изгиб первой изогнутой части 24A в направлении к верхней стороне устройства разрешается, и изгиб третьих изогнутых частей 24C является более малым, чем в тех случаях, в которых промежуточное формованное изделие 22 прижимается и удерживается матричной плитой 44 и внутренней плитой 48. Кроме того, заданное расстояние H1 устанавливается равным максимальному размеру, при котором первая изогнутая часть 24A способна изгибаться в пределах своего диапазона эластичности. Изгиб третьих изогнутых частей 24C таким образом дополнительно уменьшается, позволяя подавить пластическую деформацию третьих изогнутых частей 24C. Соответственно, возникновение второго момента в направлении к внутренней части формуемого прессованием изделия 10 в частях b может быть подавлено в формуемом прессованием изделии 10 после расформовки.
[0086] Соответственно, в основном, первый момент в направлении к внутренней части формуемого прессованием изделия 10, возникающий в частях a, и третий момент в направлении наружу формуемого прессованием изделия 10, возникающий в реберных частях 10В, взаимоуничтожают друг друга (балансируют друг друга), позволяя подавить пружинение формуемого прессованием изделия 10. А именно, влияние второго момента на величину смещения боковых стенок 10C в направлении ширины может быть подавлено, что позволяет регулировать величину смещения боковых стенок 10C в направлении ширины в основном одним только первым моментом.
[0087] Это тем самым позволяет подавить слишком ощутимое изменение размеров боковых стенок 10C в направлении ширины в ответ на изменения величины выступа H2 внутренней плиты 48 из пуансона 46. Соответственно, диапазон (разность между верхним пределом и нижним пределом) величины выступа H2 внутренней плиты 48 из пуансона 46, который удерживает боковые стенки 10C после формовки внутри допуска конструктивного размера, может быть увеличен.
[0088] Как было описано выше, формуемое прессованием изделие 10 может формоваться при поддержании размерной точности боковых стенок 10C внутри допуска даже с увеличенным диапазоном величины выступа H2 внутренней плиты 48 из пуансона 46. А именно, величиной выступа H2 становится легче управлять.
[0089] Далее дается объяснение этого со ссылкой на график, проиллюстрированный на Фиг. 10. Этот график иллюстрирует результаты моделирования для случая, когда формуемое прессованием изделие 10, проиллюстрированное на Фиг. 11, формуется с использованием соответствующих способов производства сравнительного примера и представленного примерного варианта осуществления. Этот график иллюстрирует соотношение между величиной выступа H2 внутренней плиты 48 из пуансона 46 и положением передней концевой части одной из боковых стенок 10C в направлении ширины формуемого прессованием изделия 10.
[0090] Сначала будет дано объяснение каждого из размеров формуемого прессованием изделия 10, проиллюстрированного на Фиг. 11. Ширина формуемого прессованием изделия 10 со стороны верхней пластины 10A устанавливается в этом формуемом прессованием изделии равной 10-90 мм, а высота формуемого прессованием изделия 10, а именно размер в направлении вверх-вниз от лицевой поверхности верхней пластины 10A до лицевых поверхностей фланцев 10E, устанавливается равной 60 мм. Угол, образуемый верхней пластиной 10A и боковыми стенками 10C формуемого прессованием изделия 10, устанавливается равным 100°. Кроме того, формуемое прессованием изделие 10 делается из высокопрочной листовой стали с толщиной 1,4 мм и пределом прочности 1180 МПа.
[0091] На графике, проиллюстрированном на Фиг. 10, горизонтальная ось показывает величину выступа H2 (мм) внутренней плиты 48 из заплечиков 46D пуансона 46, а вертикальная ось показывает положение передней концевой части одной боковой стенки 10C формуемого прессованием изделия 10.
[0092] Следует отметить, что вертикальная ось показывает величину отклонения (величину вариации) (мм) в направлении ширины боковой стенки 10C относительно конструктивного размера боковой стенки 10C. А именно, положительная область на вертикальной оси означает, что боковая стенка 10C располагается в направлении ширины наружу от конструктивного размера (положения) после расформовки, а отрицательная область на вертикальной оси означает, что боковая стенка 10C располагается в направлении ширины внутрь от конструктивного размера (положения) после расформовки.
[0093] Кроме того, на этом графике пунктирный диапазон указывает область допуска конструктивного размера одной боковой стенки 10C. А именно, в представленном примерном варианте осуществления допуск относительно конструктивного размера одной боковой стенки 10C устанавливается равным ±0,5 мм. Кроме того, точки на графике, показанные белыми кружочками, означают данные для сравнительного примера, а точки, показанные черными квадратиками, означают данные для представленного примерного варианта осуществления. Кроме того, в представленном примерном варианте осуществления, проиллюстрированном на Фиг. 10, заданное расстояние H1 устанавливается равным 2,4 мм. А именно, размер зазора между промежуточным формованным изделием 22 и матричной плитой 44 в направлении вверх-вниз на первом этапе устанавливается равным 1,0 мм.
[0094] Как видно из этого графика, в формуемом прессованием изделии 10 сравнительного примера, чем больше величина выступа H2 внутренней плиты 48 из заплечиков 46D пуансона 46, тем больше величина смещения боковой стенки 10C в направлении ширины внутрь формуемого прессованием изделия 10. Другими словами, для сравнительного примера наклон линии, соединяющей точки данных, является отрицательным. Когда абсолютная величина наклона линии, соединяющей точки данных, является большой, диапазон величины выступа H2, в котором боковые стенки 10C будут находиться в пределах допуска конструктивного размера, становится более узким. В сравнительном примере для того, чтобы сформовать боковую стенку 10C внутри допуска конструктивного размера, величина выступа H2 должна быть установлена равной приблизительно 1,9-2,5 мм, задавая допустимый диапазон вариации величины выступа H2 для производственных целей приблизительно 0,6 мм. А именно, для того, чтобы произвести формуемое прессованием изделие 10, положение внутренней плиты 48 относительно пуансона 46 в прессовом устройстве 40 должно регулироваться внутри допустимого диапазона вариации величины выступа H2 (внутри диапазона в 0,6 мм).
[0095] В отличие от этого, в представленном примерном варианте осуществления, как проиллюстрировано графиком на Фиг. 10, абсолютная величина наклона линии, соединяющей точки данных, не так велика, как в сравнительном примере. Кроме того, в представленном примерном варианте осуществления величина выступа H2 для формования боковой стенки 10C внутри допуска конструктивного размера составляет приблизительно 0,5-2,0 мм. Допустимый диапазон вариации величины выступа H2 для производственных целей таким образом может быть увеличен приблизительно до 1,5 мм. Соответственно, способ производства формуемого прессованием изделия представленного примерного варианта осуществления позволяет увеличить диапазон (разность между верхним пределом и нижним пределом) величины выступа H2 внутренней плиты 48 из пуансона 46, который удерживает боковую стенку 10C внутри допуска конструктивного размера в направлении ширины после формовки. Кроме того, в прессовом устройстве 40 производительность по формуемому прессованием изделию 10 может быть улучшена благодаря увеличению диапазона регулирования внутренней плиты 48.
[0096] Кроме того, в представленном примерном варианте осуществления верхняя часть 46C пуансона 46 в прессовом устройстве 40 формируется с наклонными поверхностями 46A, которые являются более вдавленными при движении от заплечиков 46D пуансона 46 к центральной стороне в направлении ширины пуансона 46. Нижняя поверхность матрицы 42 формируется с наклонными поверхностями 42C, которые располагаются напротив наклонных поверхностей 46A, и которые проходят параллельно наклонным поверхностям 46A.
[0097] Это позволяет промежуточному формованному изделию 22 быть прижатым и удерживаемым матрицей 42 и пуансоном 46 таким образом, что на третьем этапе часть промежуточного формованного изделия 22, соответствующая верхней пластине 10A, искривляется так, чтобы она стала выпуклой в направлении к задней поверхности промежуточного формованного изделия 22 (внутрь формуемого прессованием изделия 10). Это эффективно позволяет верхней пластине 10A формуемого прессованием изделия 10 приобрести форму плоской пластины.
[0098] Далее это будет объяснено подробно. На втором этапе сравнительного примера и представленного примерного варианта осуществления вторые изогнутые части 24B изогнутой части 24 упираются в заплечики 48C внутренней плиты 48, и вторые изогнутые части 24B изгибаются так, чтобы они стали выпуклыми в направлении к верхней стороне устройства. Соответственно, существует вероятность необратимого изгиба, выпуклого в направлении к лицевой поверхности промежуточного формованного изделия 22, возникающего на вторых изогнутых частях 24B на втором этапе.
[0099] Однако в представленном примерном варианте осуществления наклонные поверхности 46A формуются к верхней части 46C пуансона 46, а наклонные поверхности 42C формуются к нижней поверхности матрицы 42. Соответственно, даже предполагая, что необратимый изгиб должен был произойти во вторых изогнутых частях 24B изогнутой части 24, такой необратимый изгиб вторых изогнутых частей 24B может быть изогнут обратно на третьем этапе. Это эффективно позволяет верхней пластине 10A формуемого прессованием изделия 10 приобрести форму плоской пластины.
[0100] Кроме того, в представленном примерном варианте осуществления от первого этапа до завершения третьего этапа матричная плита 44 сохраняется в состоянии, отделенном от внутренней плиты 48 заданным расстоянием H1. А именно, относительное взаимное расположение между матричной плитой 44 и внутренней плитой 48 сохраняется от первого этапа до завершения третьего этапа, и на третьем этапе нижняя поверхность 44A матричной плиты 44 располагается внутри вмещающей части 42B плиты. Это тем самым позволяет подавить выступ нижней поверхности 44A матричной плиты 44 из вмещающей части 42B плиты к нижней стороне устройства благодаря размерной вариации и т.п. в матрице 42 и матричной плите 44. Это тем самым позволяет частям промежуточного формованного изделия 22, соответствующим обеим сторонам в направлении ширины верхней пластины 10A быть прижатыми и хорошо удерживаемыми матрицей 42 и пуансоном 46 на третьем этапе.
[0101] Второй примерный вариант осуществления
Далее следует объяснение способа производства формуемого прессованием изделия второго примерного варианта осуществления со ссылкой на Фиг. 12-14. На втором примерном варианте осуществления формуемое прессованием изделие 10 формуется с использованием прессового устройства 60, которое отличается от прессового устройства 40 первого примерного варианта осуществления. Прессовое устройство 60, используемое на втором примерном варианте осуществления, подобно по конфигурации прессовому устройству 40 первого примерного варианта осуществления, за исключением матрицы 62 и матричной плиты 44, помещающейся в матрице 62. Это будет подробно описано ниже. Следует отметить, что те части прессового устройства 60, которые сконфигурированы аналогично прессовому устройству 40, обозначены теми же самыми ссылочными цифрами.
[0102] А именно, отличие от первого примерного варианта осуществления заключается в том, что в матрице 62 и матричной плите 44 прессового устройства 60 ширина DPH матричной плиты 44 меньше, чем на первом примерном варианте осуществления, и ширина DSH вмещающей части 42B плиты матрицы 62, которая вмещает в себя матричную плиту 44, также меньше, чем на первом примерном варианте осуществления.
[0103] Кроме того, нижняя поверхность (поверхность, находящаяся напротив верхней части 46C пуансона 46) углубления (полости матрицы) 42A матрицы 62 снабжена парой формующих верхнюю пластину поверхностей 64 между наклонными поверхностями 42C и вмещающей частью 42B плиты. Формующие верхнюю пластину поверхности 64 простираются от концов наклонных поверхностей 42C в направлении ширины к центральной стороне в направлении ширины матрицы 62. Кроме того, формующие верхнюю пластину поверхности 64 располагаются напротив внутренней плиты 48 в направлении вверх-вниз устройства и являются параллельными к верхней поверхности 48A внутренней плиты 48.
[0104] На втором примерном варианте осуществления формуемое прессованием изделие 10 также формуется при прохождении этапов от первого к третьему этапу, аналогично первому примерному варианту осуществления. А именно, как проиллюстрировано на Фиг. 12, на первом этапе задняя поверхность промежуточного формованного изделия 22 устанавливается на верхней поверхности 48A внутренней плиты 48 в таком состоянии, в котором внутренняя плита 48 выступает из вмещающей части 46B плиты к верхней стороне устройства. Прессовое устройство 52 плиты затем используется для того, чтобы переместить матричную плиту 44 из вмещающей части 42B плиты к нижней стороне устройства, и матричная плита 44 удерживается в состоянии, отделенном от внутренней плиты 48 заданным расстоянием H1.
[0105] На втором этапе из состояния, проиллюстрированного на Фиг. 12, матрица 62 перемещается перемещающим устройством 50 относительно матричной плиты 44, внутренней плиты 48 и пуансона 46 к нижней стороне устройства, являющейся стороной пуансона 46, при поддержании относительного взаимного расположения между матричной плитой 44 и внутренней плитой 48 в направлении вверх-вниз устройства. Пуансон 46 таким образом проталкивается внутрь углубления (полости матрицы) 42A матрицы 62, формуя части промежуточного формованного изделия 22, соответствующие боковым стенкам 10C (см. Фиг. 13A).
[0106] Затем перемещающее устройство 50 перемещает матрицу 62 еще дальше к нижней стороне устройства относительно матричной плиты 44, внутренней плиты 48 и пуансона 46, и объединяет матрицу 62 и матричную плиту 44 вместе. А именно, как проиллюстрировано на Фиг. 13B, матричная плита 44 размещается внутри вмещающей части 42B плиты. Затем, на втором примерном варианте осуществления, в последней части второго этапа, когда матрица 62 и матричная плита 44 объединены вместе, промежуточное формованное изделие 22 прижимается и удерживается верхними формующими поверхностями пластины 64 матрицы 62 и внутренней плитой 48.
[0107] На третьем этапе матрица 62 и матричная плита 44, которые были объединены вместе, перемещаются перемещающим устройством 50 еще дальше к нижней стороне устройства так, чтобы протолкнуть их еще дальше к пуансону 46. Когда это выполняется, относительное взаимное расположение между матричной плитой 44 и внутренней плитой 48 в направлении вверх-вниз устройства, а также прижатие и удерживание верхней пластины 20A формующими верхнюю пластину поверхностями 64 матрицы 62 и внутренней плитой 48 поддерживаются прижимными устройствами 52, 54 плиты. При поддержании этого состояния внутренняя плита 48 затем перемещается к нижней стороне устройства вместе с матрицей 62 и матричной плитой 44 таким образом, чтобы она поместилась в вмещающей части 46B плиты (см. Фиг. 14A). А именно, внутренняя плита 48 размещается в вмещающей части 46B плиты таким образом, что часть промежуточного формованного изделия 22, соответствующая верхней пластине 10A формуемого прессованием изделия 10, становится плоской.
[0108] Кроме того, из состояния, проиллюстрированного на Фиг. 14A, матрица 62 и матричная плита 44, которые были объединены вместе, перемещаются еще дальше к нижней стороне устройства перемещающим устройством 50 так, чтобы протолкнуть их еще дальше к пуансону 46. Промежуточное формованное изделие 22 тем самым прижимается и удерживается матрицей 62 и пуансоном 46 (см. Фиг. 14B) так, что часть промежуточного формованного изделия 22, соответствующая верхней пластине 10A, деформируется так, чтобы она стала выпуклой в направлении к задней поверхности промежуточного формованного изделия 22 (внутрь формуемого прессованием изделия 10). В результате после расформовки верхняя пластина 10A формуемого прессованием изделия 10 принимает плоскую форму. Благодаря вышеописанному второй примерный вариант осуществления также может подавлять возникновение второго момента в формуемом прессованием изделии 10, обеспечивая тем самым работу и выгодные эффекты, аналогичные первому примерному варианту осуществления.
[0109] Кроме того, на втором примерном варианте осуществления, в последней части второго этапа, когда матрица 62 и матричная плита 44 объединены вместе, промежуточное формованное изделие 22 может прижиматься и удерживаться верхними формующими поверхностями пластины 64 матрицы 62 и внутренней плитой 48. Это тем самым способствует выравниванию верхней пластины 10A формуемого прессованием изделия 10 после формовки.
[0110] Следует отметить, что на первом примерном варианте осуществления и втором примерном варианте осуществления формуемое прессованием изделие 10 формуется с профилем в виде шляпы. Однако формуемое прессованием изделие 10 может быть сформовано с подковообразным профилем (с поперечным сечением желоба), открытым к нижней стороне. А именно, способы производства формуемого прессованием изделия первого примерного варианта осуществления и второго примерного варианта осуществления могут быть применены даже к вариантам осуществления, в которых пара реберных частей 10В и фланцы 10E отсутствуют в формуемом прессованием изделии 10. Кроме того, в таких случаях металлическая листовая заготовка 20 сразу прессуется прессовым устройством 40, 60 без предварительной обработки металлической листовой заготовки 20. Кроме того, способы производства формуемого прессованием изделия первого примерного варианта осуществления и второго примерного варианта осуществления могут также быть применены даже в таких вариантах осуществления, в которых отсутствует одно из реберных частей 10В и фланцев 10E формуемого прессованием изделия 10.
[0111] Кроме того, хотя на первом примерном варианте осуществления и втором примерном варианте осуществления верхняя пластина 10A и боковые стенки 10C формуемого прессованием изделия 10 формуются плоскими, верхняя пластина 10A и боковые стенки 10C формуемого прессованием изделия 10 могут быть сформованы со ступенчатыми профилями и т.п. Кроме того, формуемое прессованием изделие 10 может быть слегка искривлено таким образом, что на виде сверху промежуточная часть в направлении длины формуемого прессованием изделия 10 является выпуклой к одной стороне или к другой стороне в направлении ширины. Кроме того, формуемое прессованием изделие 10 может быть слегка искривлено таким образом, что на виде сбоку промежуточная часть в направлении длины формуемого прессованием изделия 10 является выпуклой к верхней стороне или к нижней стороне.
[0112] Кроме того, с точки зрения подавления возникновения второго момента, как было описано выше, желательно, чтобы заданное расстояние H1 устанавливалось в формуемом прессованием изделии 10 так, чтобы первая изогнутая часть 24A изогнутой части 24 промежуточного формованного изделия 22 изгибалась внутри ее диапазона эластичности. Однако, как было описано выше, первая изогнутая часть 24A изогнутой части 24 может изгибаться внутри области пластической деформации, лежащей внутри диапазона позиционной погрешности для матричной плиты 44, внутренней плиты 48 и т.п. в направлении вверх-вниз устройства. В таких случаях изогнутая часть 24 может быть согнута обратно к внутренней части формуемого прессованием изделия 10 на третьем этапе, описанном выше.
[0113] Это также позволяет делать верхнюю пластину 10A формуемого прессованием изделия 10 так, чтобы она была плоской после расформовки. Кроме того, степень плоскостности и т.п. верхней пластины 10A формуемого прессованием изделия 10 после расформовки может оставаться в рамках допуска, и возникновение второго момента может быть эффективно подавлено. В таких случаях нижняя поверхность 44A матричной плиты 44 может быть снабжена выпуклым профилем, выступающим к стороне внутренней плиты 48 (к нижней стороне устройства), а верхняя поверхность 48A внутренней плиты 48 может быть сформирована с вогнутым профилем, открытым к стороне матричной плиты 44 (к верхней стороне устройства) и соответствующим этому выпуклому профилю.
[0114] Кроме того, хотя на первом примерном варианте осуществления и втором примерном варианте осуществления пара наклонных поверхностей 42C формируется в матрице 42 (62), и пара наклонных поверхностей 46A формируется в верхней части 46C пуансона 46, наклонные поверхности 42C и наклонные поверхности 46A могут быть опущены. А именно, поверхность дна углубления 42A матрицы 42 (62) может конфигурироваться с плоским профилем, и поверхность верхней части 46C пуансона 46 может конфигурироваться с плоским профилем, который не является вдавленным.
[0115] Кроме того, на первом примерном варианте осуществления и втором примерном варианте осуществления, когда матричная плита 44 и матрица 42 (62) объединены вместе (а именно в последней части второго этапа), нижняя поверхность 44A матричной плиты 44 размещается в вмещающей части 42B плиты. Альтернативно, когда матричная плита 44 и матрица 42 (62) объединены вместе (а именно в последней части второго этапа), нижняя поверхность 44A матричной плиты 44 может лежать в той же самой плоскости, что и открытая поверхность вмещающей части 42B плиты. А именно, конфигурация может быть сделана такой, чтобы вертикальный размер матричной плиты 44 был меньше или равен вертикальному размеру вмещающей части 42B плиты.
[0116] В тех случаях, в которых матричная плита 44 и вмещающую часть 42B плиты имеют один и тот же вертикальный размер, для первого примерного варианта осуществления в последней части второго этапа поверхность дна вмещающей части 42B плиты матрицы 42 и верхняя поверхность матричной плиты 44 находятся в контакте друг с другом (при достижении нижнего предела). В тех случаях, в которых вертикальный размер матричной плиты 44 меньше вертикального размера вмещающей части 42B плиты, контроллер 56 управляет прессовым устройством 52 плиты так, чтобы поместить нижнюю поверхность 44A матричной плиты 44 в той же самой плоскости, что и открытая поверхность вмещающей части 42B плиты.
[0117] Затем на третьем этапе матрица 42 и матричная плита 44, которые были объединены вместе (чьи относительные положения зафиксированы), могут перемещаться перемещающим устройством 50 к нижней стороне устройства так, что промежуточное формованное изделие 22 прижимается и удерживается внутренней плитой 48 и матричной плитой 44. Затем, как проиллюстрировано на Фиг. 15, в последней части третьего этапа в том состоянии, в котором промежуточное формованное изделие 22 прижимается и удерживается внутренней плитой 48 и матричной плитой 44, внутренняя плита 48 движется вместе с матрицей 42 и матричной плитой 44 к нижней стороне устройства относительно пуансона 46. А именно, матрица 42 и матричная плита 44, а также внутренняя плита 48 перемещаются к нижней стороне устройства из состояния, проиллюстрированного на Фиг. 15. Вся часть промежуточного формованного изделия 22, соответствующая верхней пластине 10A, тем самым может прижиматься и удерживаться матрицей 42 и матричной плитой 44, а также пуансоном 46 и внутренней плитой 48, позволяя еще лучше осуществлять выравнивание верхней пластины 10A.
[0118] Кроме того, на первом примерном варианте осуществления и втором примерном варианте осуществления контроллер 56 приводит в действие прижимные устройства 52, 54 плиты таким образом, что матричная плита 44 сохраняется в состоянии, отделенном от внутренней плиты 48 заданным расстоянием H1, от первого этапа до завершения третьего этапа. Альтернативно прессовое устройство 52 плиты может приводиться в действие контроллером 56 в последней части третьего этапа так, чтобы переместить матричную плиту 44 к нижней стороне устройства таким образом, чтобы промежуточное формованное изделие 22 прижималось и удерживалось внутренней плитой 48 и матричной плитой 44. В таких случаях в последней части третьего этапа вся часть промежуточного формованного изделия 22, соответствующая верхней пластине 10A, может прижиматься и удерживаться матрицей 42 и матричной плитой 44, а также пуансоном 46 и внутренней плитой 48, позволяя еще лучше осуществлять выравнивание верхней пластины 10A.
[0119] Кроме того, на первом примерном варианте осуществления и втором примерном варианте осуществления контроллер 56 приводит в действие прижимные устройства 52, 54 плиты для того, чтобы сохранить матричную плиту 44 в состоянии, отделенном от внутренней плиты 48 заданным расстоянием H1, от первого этапа до завершения третьего этапа. Альтернативно матричная плита 44 или внутренняя плита 48 могут быть снабжены стопором для поддержания разделенного состояния матричной плиты 44 относительно внутренней плиты 48.
[0120] Например, как проиллюстрировано на Фиг. 16, стопор 49 предусматривается так, чтобы он выступал в направлении прессования из верхней поверхности 48A внутренней плиты 48. В таких случаях отверстие 28, через которое может проходить стопор 49, формируется в промежуточном формованном изделии 22 или в металлической листовой заготовке 20. Высота выступа стопора 49 из верхней поверхности 48A внутренней плиты 48 устанавливается равной заданному расстоянию H1. Как проиллюстрировано на Фиг. 3B, например, заданное расстояние H1 устанавливается так, чтобы оно было больше чем зазор между поверхностями 46E стенок пуансона и поверхностями стенки 42F полости матрицы в состоянии, в котором матрица 42 достигла нижней мертвой точки формовки, и относительное положение матрицы 42 и пуансона 46 достигло нижней мертвой точки формовки.
[0121] Это тем самым позволяет поддерживать матричную плиту 44 в состоянии, отделенном от внутренней плиты 48 заданным расстоянием H1, благодаря тому, что нижняя поверхность 44A матричной плиты 44 упирается в переднюю концевую часть стопора 49. Кроме того, заданное расстояние H1 между матричной плитой 44 и внутренней плитой 48 может поддерживаться механически от первого этапа до завершения третьего этапа. Следует отметить, что в дополнение к гидравлическим устройствам, электрическим устройствам и т.п., прижимные устройства 52, 54 плиты могут также конфигурироваться пружинами, газовыми подушками и т.п.
[0122] Кроме того, в примере, проиллюстрированном на Фиг. 16, стопор 49 предусматривается так, чтобы он был неспособен к перемещению относительно одной из матричной плиты 44 или внутренней плиты 48. Однако стопор 49 может предусматриваться так, чтобы он был способен перемещаться относительно одной из матричной плиты 44 или внутренней плиты 48. Далее приводится объяснение этого для одного примера, в котором используется прессовое устройство 40, проиллюстрированное на Фиг. 15, и предусматривается стопор 49, способный к перемещению относительно внутренней плиты 48.
[0123] В этом примере, как проиллюстрировано на Фиг. 17, углубление 48B, которое вмещает в себя стопор 49, формируется на верхней поверхности 48A внутренней плиты 48. Стопор 49 помещается внутри углубления 48B так, чтобы он мог двигаться в направлении вверх-вниз устройства. Смещающий механизм 58, служащий примером механизма выдвижения/втягивания, который выдвигается и втягивается в направлении прессования, предусматривается между поверхностью дна углубления 48B и стопором 49. Смещающий механизм 58 может конфигурироваться, например, пружиной, гидравлическим цилиндром и т.п.
[0124] Смещающий механизм 58 прикладывает к стопору 49 смещающую силу в направлении к верхней стороне устройства. Стопор 49 выступает в направлении прессования из верхней поверхности 48A внутренней плиты 48 за счет смещающей силы смещающего механизма 58. Как проиллюстрировано на Фиг. 17, положение стопора 49 в том состоянии, в котором стопор 49 выступает из верхней поверхности 48A внутренней плиты 48, является исходным положением.
[0125] Следует отметить, что хотя это и не показано на чертежах, ограничивающая часть формируется на внутренней плите 48 так, чтобы ограничивать перемещение стопора 49 к верхней стороне устройства относительно внутренней плиты 48 в исходном положении. Кроме того, в исходном положении смещающая сила в направлении верхней стороны устройства от смещающего механизма 58 действует на стопор 49 таким образом, чтобы высота выступа стопора 49 из верхней поверхности 48A внутренней плиты 48 была равна заданному расстоянию H1.
[0126] Кроме того, следующее соотношение (Уравнение 1) удовлетворяется между силой приведения в действие перемещающего устройства 50 (F1), смещающей силой в направлении прессования смещающего механизма 58, служащего примером механизма выдвижения/втягивания (сила удержания: F2), силой прижатия внутренней плиты 48 благодаря прессовому устройству 54 плиты (сила удержания: F3), и силой прижатия матричной плиты 44 благодаря прессовому устройству 52 плиты (сила удержания: F4):
F1 > F2 > F3 > F4 (Уравнение 1)
Отверстие 28, через которое проходит стопор 49, формируется в промежуточном формованном изделии 22 или в металлической листовой заготовке 20.
[0127] Кроме того, как проиллюстрировано на Фиг. 17, на первом этапе промежуточное формованное изделие 22 устанавливается на верхней поверхности 48A внутренней плиты 48 путем прохождения стопора 49 внутрь отверстия 28 в промежуточном формованном изделии 22. Контроллер 56 затем приводит в действие прессовое устройство 52 плиты для того, чтобы переместить матричную плиту 44 к нижней стороне устройства из вмещающей части 42B плиты и упереть матричную плиту 44 в переднюю концевую часть стопора 49. Когда это выполняется, благодаря соотношению Уравнения 1 внутренняя плита 48 может быть сохранена в состоянии, выступающем из пуансона 46 в направлении к верхней стороне устройства за счет силы прижатия прессового устройства 54 плиты. Матричная плита 44 отделяется к верхней стороне внутренней плиты 48 на заданное расстояние H1 благодаря смещающей силе смещающего механизма 58.
[0128] Хотя это и не показано на чертежах, на втором этапе перемещающее устройство 50 перемещает матрицу 42 в направлении к нижней стороне устройства. Когда это выполняется, стопор 49 поддерживается в исходном положении смещающей силой смещающего механизма 58. А именно, матрица 42 и матричная плита 44 объединяются вместе, в то время как матричная плита 44 все еще сохраняется в состоянии, отделенном от внутренней плиты 48 заданным расстоянием H1. Следует отметить, что на втором этапе, когда перемещающее устройство 50 перемещает матрицу 42 к нижней стороне устройства, промежуточное формованное изделие 22 изгибается, чтобы сформировать боковые стенки 10C. Когда это выполняется, хотя сила приведения в действие перемещающего устройства 50 больше, чем сила прижатия на внутренней плите 48 от прессового устройства 54 плиты, выступающее состояние внутренней плиты 48 из пуансона 46 может быть сохранено.
[0129] Кроме того, на третьем этапе матрица 42 и матричная плита 44, которые были объединены вместе, перемещаются еще дальше к нижней стороне устройства перемещающим устройством 50, и внутренняя плита 48 вмещается во вмещающей части 46B плиты. Когда это выполняется, благодаря тому, что удовлетворяется вышеприведенное Уравнение 1, внутренняя плита 48 движется вместе с матрицей 42 и матричной плитой 44 к нижней стороне устройства, в то время как стопор 49 все еще сохраняется в исходном положении. Другими словами, внутренняя плита 48 движется вместе с матрицей 42 и матричной плитой 44 к нижней стороне устройства, в то время как заданное расстояние H1 между матричной плитой 44 и внутренней плитой 48 все еще сохраняется стопором 49, чтобы тем самым поместить всю внутреннюю плиту 48 внутрь вмещающей части 46B плиты.
[0130] В конце третьего этапа матрица 42 и матричная плита 44, которые были объединены вместе, перемещаются еще дальше к нижней стороне устройства перемещающим устройством 50 для того, чтобы достичь нижней мертвой точки. Когда это выполняется, благодаря тому, что удовлетворяется вышеприведенное Уравнение 1, стопор 49 перемещается к нижней стороне устройства относительно внутренней плиты 48 против смещающей силы смещающего механизма 58. А именно, стопор 49 перемещается к нижней стороне устройства относительно внутренней плиты 48, и матрица 42 и матричная плита 44, которые были объединены вместе, также перемещаются к нижней стороне устройства относительно внутренней плиты 48.
[0131] Затем, как проиллюстрировано на Фиг. 18, в тот момент времени, когда матрица 42 и матричная плита 44 достигли нижней мертвой точки, большая часть (за исключением передней концевой части) стопора 49 помещается в углублении 48B. Таким образом, за счет перемещения стопора 49 относительно внутренней плиты 48 вся часть промежуточного формованного изделия 22, соответствующая верхней пластине 10A, может быть прижата и удержана матрицей 42 и матричной плитой 44, а также пуансоном 46 и внутренней плитой 48. Аналогично примеру, проиллюстрированному на Фиг. 15, это тем самым позволяет дополнительно улучшить выравнивание верхней пластины 10A.
[0132] Следует отметить, что вместо описанного выше Уравнения 1, соотношение следующего Уравнения 2 может быть установлено для силы приведения в действие перемещающего устройства 50 (F11), силы прижатия внутренней плиты 48 благодаря прессовому устройству 54 плиты (сила удержания: F12), смещающей силы смещающего механизма 58, служащего примером механизма выдвижения/втягивания (F13), а также силы прижатия матричной плиты 44 благодаря прессовому устройству 52 плиты (сила удержания: F14):
F11 > F12 > F13 > F14 Уравнение 2
[0133] В таких случаях, хотя это и не показано на чертежах, на третьем этапе, когда матрица 42 и матричная плита 44, которые были объединены вместе, перемещаются перемещающим устройством 50 к нижней стороне устройства, благодаря тому, что удовлетворяется соотношение вышеупомянутого Уравнения 2, стопор 49 перемещается из исходного положения к нижней стороне устройства относительно внутренней плиты 48 против смещающей силы смещающего механизма 58. А именно, стопор 49 перемещается к нижней стороне устройства относительно внутренней плиты 48, и матрица 42 и матричная плита 44, которые были объединены вместе, также перемещаются к нижней стороне устройства относительно внутренней плиты 48. Промежуточное формованное изделие 22 таким образом прижимается и удерживается матричной плитой 44 и внутренней плитой 48.
[0134] Затем, когда матрица 42 и матричная плита 44 перемещаются из этого состояния перемещающим устройством 50 к нижней стороне устройства, благодаря тому, что удовлетворяется соотношение вышеупомянутого Уравнения 2, внутренняя плита 48 перемещается вместе с матрицей 42 и матричной плитой 44 к нижней стороне устройства. Другими словами, внутренняя плита 48 движется вместе с матрицей 42 и матричной плитой 44 к нижней стороне устройства, в то время как промежуточное формованное изделие 22 все еще прижимается и удерживается матричной плитой 44 и внутренней плитой 48. Затем, в последней части третьего этапа, вся внутренняя плита 48 вмещается во вмещающей части 46B плиты. Это тем самым позволяет всей части промежуточного формованного изделия 22, соответствующей верхней пластине 10A, быть прижатой и удерживаемой матрицей 42 и матричной плитой 44, а также пуансоном 46 и внутренней плитой 48. Соответственно, такие случаи также позволяет дополнительно улучшить выравнивание верхней пластины 10A, аналогично примеру, проиллюстрированному на Фиг. 15.
[0135] Хотя в примере, проиллюстрированном на Фиг. 16 и Фиг. 17, стопор 49 предусматривается на верхней поверхности 48A внутренней плиты 48, положение стопора 49 может быть модифицировано сообразно обстоятельствам. Например, относительно формуемого прессованием изделия 10 стопор 49 может быть установлен так, чтобы он был расположен с внешней стороны в направлении длины формуемого прессованием изделия 10.
[0136] Кроме того, стопор 49, который также используется в качестве штифта для позиционирования промежуточного формованного изделия 22 относительно внутренней плиты 48, может быть предусмотрен на верхней поверхности 48A внутренней плиты 48, как в примере, проиллюстрированном на Фиг. 16 и Фиг. 17. Это тем самым позволяет предотвратить позиционное смещение промежуточного формованного изделия 22 во время формовки.
[0137] Далее приводится объяснение ссылочных позиций.
[0138] 10 - формуемое прессованием изделие
10A - верхняя пластина
10B - ребро
10C - боковая стенка
10D - ребро
10E - фланец
20 - металлическая листовая заготовка
22 - промежуточное формованное изделие
40 - прессовое устройство
42 - матрица
42C - наклонная поверхность (наклонная поверхность матрицы)
44 - матричная плита
46 - пуансон
46A - наклонная поверхность (наклонная поверхность пуансона)
48 - внутренняя плита
49 - стопор
50 - перемещающее устройство
52 - прижимное устройство плиты (второе соединительное устройство)
54 - прижимное устройство плиты (первое соединительное устройство)
56 - контроллер
58 - смещающий механизм
60 - прессовое устройство
62 - матрица
Дополнение
Следующие аспекты могут быть обобщены из настоящего описания.
А именно, способ производства формуемого прессованием изделия в соответствии с первым аспектом настоящего изобретения является способом производства формуемого прессованием изделия, включающего в себя боковые стенки, продолжающиеся от пары реберных частей, расположенных на обеих сторонах в направлении ширины верхней пластины, до одной стороны в направлении толщины верхней пластины. Способ производства формуемого прессованием изделия включает в себя: первый этап выдвигания внутренней плиты, предусмотренной в верхней части пуансона, от пуансона к матрице и расположения металлической листовой заготовки на внутренней плите, а также выдвигания матричной плиты, предусмотренной в матрице, от матрицы к пуансону и расположения матричной плиты в положении, отделенном от внутренней плиты заданным расстоянием, которое больше, чем толщина металлической листовой заготовки; второй этап перемещения матрицы к пуансону относительно матричной плиты, внутренней плиты и пуансона, формирования боковых стенок с использованием матрицы и пуансона, и объединения матричной плиты с матрицей; а также третий этап перемещения матрицы и матричной плиты, которые были объединены, и внутренней плиты к пуансону для того, чтобы сформировать верхнюю пластину.
Способ производства формуемого прессованием изделия согласно второму аспекту представляет собой первый аспект, в котором относительное взаимное расположение внутренней плиты и матричной плиты сохраняют от первого этапа до завершения третьего этапа.
Способ производства формуемого прессованием изделия согласно третьему аспекту представляет собой второй аспект, в котором стопор предусмотрен в одной из внутренней плиты или матричной плиты таким образом, что стопор выступает на заданное расстояние к стороне другой внутренней плиты или матричной плиты.
Способ производства формуемого прессованием изделия согласно четвертому аспекту представляет собой первый аспект, в котором: в последней части второго этапа матричная плита и матрица, которые были объединены, перемещают к пуансону, и металлическая листовая заготовка удерживают внутренней плитой и матричной плитой; и на третьем этапе матрицу и матричную плиту, а также внутреннюю плиту перемещают к пуансону в таком состоянии, в котором металлическая листовая заготовка удерживается внутренней плитой и матричной плитой.
Способ производства формуемого прессованием изделия согласно пятому аспекту представляет собой первый аспект, в котором: стопор предусмотрен в одной из внутренней плиты или матричной плиты таким образом, что стопор выступает на заданное расстояние к стороне другой внутренней плиты или матричной плиты, и этот стопор выполнен с возможностью перемещения к стороне внутренней плиты или матричной плиты; относительное взаимное расположение внутренней плиты и матричной плиты сохраняют от первого этапа до последней части третьего этапа стопором, упирающимся в другую из внутренней плиты или матричной плиты; и в последней части третьего этапа стопор перемещается к стороне внутренней плиты или матричной плиты таким образом, что матричная плита и матрица, которые были объединены, перемещаются к стороне пуансона относительно внутренней плиты, и металлическая листовая заготовка удерживаются матричной плитой и внутренней плитой.
Способ производства формуемого прессованием изделия согласно шестому аспекту представляет собой любой из аспектов с первого по пятый, в котором: наклонную поверхность пуансона формируют в верхней части пуансона так, чтобы она становилась все более вдавленной при движении от заплечика пуансона к центральной стороне в направлении ширины пуансона; наклонная поверхность матрицы, которая соответствует наклонной поверхности пуансона, формируется в поверхности матрицы, находящейся напротив верхней части пуансона; и в последней части третьего этапа металлическую листовую заготовка удерживают наклонной поверхностью пуансона и наклонной поверхностью матрицы.
Прессовое устройство согласно седьмому аспекту представляет собой прессовое устройство, которое производит формуемое прессованием изделие из металлической листовой заготовки, включающее в себя боковые стенки, продолжающиеся от пары реберных частей, находящихся на обеих сторонах в направлении ширины верхней пластины, до одной стороны в направлении толщины верхней пластины. Это прессовое устройство включает в себя: пуансон, который включает в себя внутреннюю плиту в верхней части пуансона; матрицу, которая включает в себя матричную плиту, расположенную напротив внутренней плиты; первое соединительное устройство, которое соединяет внутреннюю плиту с пуансоном и обеспечивает относительное перемещение в направлении между матрицей и пуансоном; второе соединительное устройство, которое соединяет матричную плиту с матрицей и обеспечивает относительное перемещение в направлении между матрицей и пуансоном; а также контроллер, который приводит в действие первое соединительное устройство и второе соединительное устройство, формирует боковые стенки с помощью матрицы и пуансона и сохраняет матричную плиту в положении, отделенном от внутренней плиты заданным расстоянием, которое больше, чем толщина металлической листовой заготовки.
Прессовое устройство согласно восьмому аспекту представляет собой прессовое устройство, которое производит формуемое прессованием изделие из металлической листовой заготовки, включающее в себя боковые стенки, продолжающиеся от пары реберных частей, находящихся на обеих сторонах в направлении ширины верхней пластины, до одной стороны в направлении толщины верхней пластины. Это прессовое устройство включает в себя: пуансон, который включает в себя внутреннюю плиту в верхней части пуансона; матрицу, которая включает в себя матричную плиту, расположенную напротив внутренней плиты; первое соединительное устройство, которое соединяет внутреннюю плиту с пуансоном и обеспечивает относительное перемещение в направлении между матрицей и пуансоном; второе соединительное устройство, которое соединяет матричную плиту с матрицей и обеспечивает относительное перемещение в направлении между матрицей и пуансоном; а также стопор, который предусмотрен в одной из внутренней плиты или матричной плиты, и который выступает на заданное расстояние к стороне другой внутренней плиты или матричной плиты.
Прессовое устройство согласно девятому аспекту представляет собой прессовое устройство, которое производит формуемое прессованием изделие из металлической листовой заготовки, включающее в себя боковые стенки, продолжающиеся от пары реберных частей, находящихся на обеих сторонах в направлении ширины верхней пластины, к одной стороне в направлении толщины верхней пластины. Это прессовое устройство включает в себя: пуансон, который включает в себя внутреннюю плиту в верхней части пуансона; матрицу, которая включает в себя матричную плиту, расположенную напротив внутренней плиты; первое соединительное устройство, которое соединяет внутреннюю плиту с пуансоном и обеспечивает относительное перемещение в направлении между матрицей и пуансоном; второе соединительное устройство, которое соединяет матричную плиту с матрицей и обеспечивает относительное перемещение в направлении между матрицей и пуансоном; перемещающее устройство, которое при приведении в действие перемещает матрицу к пуансону; стопор, который предусмотрен в одной из внутренней плиты или матричной плиты, выступает на заданное расстояние к стороне другой внутренней плиты или матричной плиты и выполнен с возможностью перемещения к стороне внутренней плиты или матричной плиты; а также смещающий механизм, который прикладывает смещающую силу к стопору в направлении другой внутренней плиты или матричной плиты в таком состоянии, в котором стопор выступает к стороне другой внутренней плиты или матричной плиты. Сила приведения в действие перемещающего устройства, смещающая сила смещающего механизма, сила удержания первого соединительного устройства и сила удержания второго соединительного устройства удовлетворяют либо соотношению: сила приведения в действие перемещающего устройства > смещающая сила смещающего механизма > сила удержания первого соединительного устройства > сила удержания второго соединительного устройства; либо соотношению: сила приведения в действие перемещающего устройства > сила удержания первого соединительного устройства > смещающая сила смещающего механизма > сила удержания второго соединительного устройства.
Прессовое устройство согласно десятому аспекту представляет собой любой из аспектов с седьмого по девятый, в котором: наклонная поверхность пуансона сформирована в верхней части пуансона так, чтобы она становилась более вдавленной при движении от заплечика пуансона к центральной стороне в направлении ширины пуансона; и наклонная поверхность матрицы, которая соответствует наклонной поверхности пуансона, формируется в той поверхности матрицы, которая находится напротив верхней части пуансона.
Прессовое устройство согласно одиннадцатому аспекту включает в себя: пуансон, который включает в себя верхнюю часть, пересекающую направление прессования, вмещающую часть внутренней плиты, сформированную в верхней части, заплечики пуансона, предусмотренные с обеих сторон верхней части, и поверхности стенки пуансона, продолжающиеся от соответствующих заплечиков пуансона; внутреннюю плиту, которая включает в себя верхнюю поверхность внутренней плиты, пересекающую направление прессования, которая вмещается во вмещающей части внутренней плиты и выполнена с возможностью перемещения в направлении прессования; первое соединительное устройство, которое соединяет внутреннюю плиту и пуансон вместе и которое изменяет расстояние в направлении прессования между внутренней плитой и пуансоном; матрицу, которая включает в себя дно матрицы, располагающееся напротив верхней части, вмещающую часть матричной плиты, сформированную в дне матрицы, углы дна, предусмотренные с обеих сторон дна матрицы так, чтобы они соответствовали заплечикам пуансона, и поверхности стенки полости матрицы, продолжающиеся от каждого из углов дна так, чтобы они соответствовали поверхностям стенки пуансона; матричную плиту, которая включает в себя находящуюся напротив верхней поверхности внутренней плиты, которая вмещается во вмещающей части матричной плиты и которая выполнена с возможностью перемещения в направлении прессования; второе соединительное устройство, которое соединяет матричную плиту и матрицу вместе и которое изменяет расстояние в направлении прессования между матричной плитой и матрицей; и контроллер, который управляет первым соединительным устройством для модификации расстояния между внутренней плитой и пуансоном, а также вторым соединительным устройством для модификации расстояния между матричной плитой и матрицей.
Прессовое устройство согласно двенадцатому аспекту включает в себя: пуансон, который включает в себя верхнюю часть, пересекающую направление прессования, вмещающую часть внутренней плиты, сформированную в верхней части, заплечики пуансона, предусмотренные с обеих сторон верхней части, и поверхности стенки пуансона, продолжающиеся от соответствующих заплечиков пуансона; внутреннюю плиту, которая включает в себя верхнюю поверхность внутренней плиты, пересекающую направление прессования, которая вмещается во вмещающей части внутренней плиты и выполнена с возможностью перемещения в направлении прессования; первое соединительное устройство, которое соединяет внутреннюю плиту и пуансон вместе и которое изменяет расстояние в направлении прессования между внутренней плитой и пуансоном; матрицу, которая включает в себя дно матрицы, располагающееся напротив верхней части, вмещающую часть матричной плиты, сформированную в дне матрицы, углы дна, предусмотренные с обеих сторон дна матрицы так, чтобы они соответствовали заплечикам пуансона, и поверхности стенки полости матрицы, продолжающиеся от каждого из углов дна так, чтобы они соответствовали поверхностям стенки пуансона; матричную плиту, которая включает в себя поверхность, находящуюся напротив верхней поверхности внутренней плиты, которая вмещается во вмещающей части матричной плиты и которая выполнена с возможностью перемещения в направлении прессования; второе соединительное устройство, которое соединяет матричную плиту и матрицу вместе и которое изменяет расстояние в направлении прессования между матричной плитой и матрицей; и стопор, который предусматривается в верхней поверхности внутренней плиты или в поверхности, находящейся напротив внутренней плиты, и который выступает в направлении прессования.
Прессовое устройство согласно тринадцатому аспекту включает в себя: пуансон, который включает в себя верхнюю часть, пересекающую направление прессования, вмещающую часть внутренней плиты, сформированную в верхней части, заплечики пуансона, предусмотренные с обеих сторон верхней части, и поверхности стенки пуансона, продолжающиеся от соответствующих заплечиков пуансона; внутреннюю плиту, которая включает в себя верхнюю поверхность внутренней плиты, пересекающую направление прессования, которая вмещается во вмещающей части внутренней плиты и выполнена с возможностью перемещения в направлении прессования; первое соединительное устройство, которое соединяет внутреннюю плиту и пуансон вместе и которое изменяет расстояние в направлении прессования между внутренней плитой и пуансоном; матрицу, которая включает в себя дно матрицы, располагающееся напротив верхней части, вмещающую часть матричной плиты, сформированную в дне матрицы, углы дна, предусмотренные с обеих сторон дна матрицы так, чтобы они соответствовали заплечикам пуансона, и поверхности стенки полости матрицы, продолжающиеся от каждого из углов дна так, чтобы они соответствовали поверхностям стенки пуансона; матричную плиту, которая включает в себя поверхность, находящуюся напротив верхней поверхности внутренней плиты, которая вмещается во вмещающей части матричной плиты и которая выполнена с возможностью перемещения в направлении прессования; второе соединительное устройство, которое соединяет матричную плиту и матрицу вместе и которое изменяет расстояние в направлении прессования между матричной плитой и матрицей; перемещающее устройство, которое перемещает матрицу к пуансону; а также стопор, выступающий в направлении прессования, который предусматривается в верхней поверхности внутренней плиты или в поверхности, находящейся напротив внутренней плиты, посредством механизма выдвижения/втягивания, который выдвигает и втягивает его в направлении прессования. Сила приведения в действие перемещающего устройства, сила удержания в направлении прессования механизма выдвижения/втягивания, сила удержания первого соединительного устройства и сила удержания второго соединительного устройства удовлетворяют либо соотношению: сила приведения в действие перемещающего устройства > сила удержания в направлении прессования механизма выдвижения/втягивания > сила удержания первого соединительного устройства > сила удержания второго соединительного устройства; либо соотношению: сила приведения в действие перемещающего устройства > сила удержания первого соединительного устройства > сила удержания в направлении прессования механизма выдвижения/втягивания > сила удержания второго соединительного устройства.
Прессовое устройство согласно четырнадцатому аспекту представляет собой двенадцатый или тринадцатый аспект, в котором высота выступа стопора в направлении прессования больше, чем зазор между поверхностями стенки пуансона и поверхностями стенки полости матрицы, когда матрица и пуансон находятся в нижней мертвой точке формовки.
Прессовое устройство согласно пятнадцатому аспекту представляет собой любой из аспектов с одиннадцатого по четырнадцатый, дополнительно содержащий наклонные поверхности пуансона, предусмотренные в верхней части пуансона так, чтобы они становились более вдавленными при движении от каждого из заплечиков пуансона к вмещающей части внутренней плиты.
Прессовое устройство согласно шестнадцатому аспекту представляет собой любой из аспектов с одиннадцатого по пятнадцатый, дополнительно содержащий наклонные поверхности матрицы, предусмотренные в дне матрицы так, чтобы они все больше выступали при движении от каждого из углов дна к вмещающей части матричной плиты.
Прессовое устройство согласно семнадцатому аспекту представляет собой любой из аспектов с одиннадцатого по шестнадцатый, в котором углы дна имеют форму, обратную форме заплечиков пуансона.
Полное раскрытие японской патентной заявки № 2016-009530, поданной 21 января 2016 г., включено в настоящий документ посредством ссылки.
Все публикации, патентные заявки и технические стандарты, упомянутые в данном описании, включены сюда путем ссылки в той же самой степени, как если бы отдельная публикация, патентная заявка или технический стандарт были конкретно и отдельно указаны, как включенные сюда путем ссылки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕССОВАНИЕМ ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНОГО ЭЛЕМЕНТА ДЛЯ КУЗОВА АВТОМОБИЛЯ | 2014 |
|
RU2628441C1 |
| СПОСОБ ШТАМПОВКИ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ШТАМПОВКИ (ВАРИАНТЫ) | 2007 |
|
RU2395360C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМОВАННОГО ИЗДЕЛИЯ | 2017 |
|
RU2741432C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОГО ИЗДЕЛИЯ, ПРЕСС И ЛИНИЯ ПРЕССОВАНИЯ | 2016 |
|
RU2698002C1 |
| Пресс-форма для изостатического прессования изделий из порошков | 1977 |
|
SU669562A1 |
| ШТАМПОВАННОЕ ИЗДЕЛИЕ | 2016 |
|
RU2689827C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2044638C1 |
| ПУАНСОН ДЛЯ ГИБОЧНОГО ПРЕССОВАНИЯ | 2015 |
|
RU2650468C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ГОРЯЧИХ ПЛАСТИФИЦИРОВАННЫХ ПОРОШКОВ | 1989 |
|
RU2082555C1 |
| Пресс-форма для прессования изделий из порошковых корундомуллитовых смесей с профильными углублениями на боковых поверхностях | 2020 |
|
RU2761899C1 |
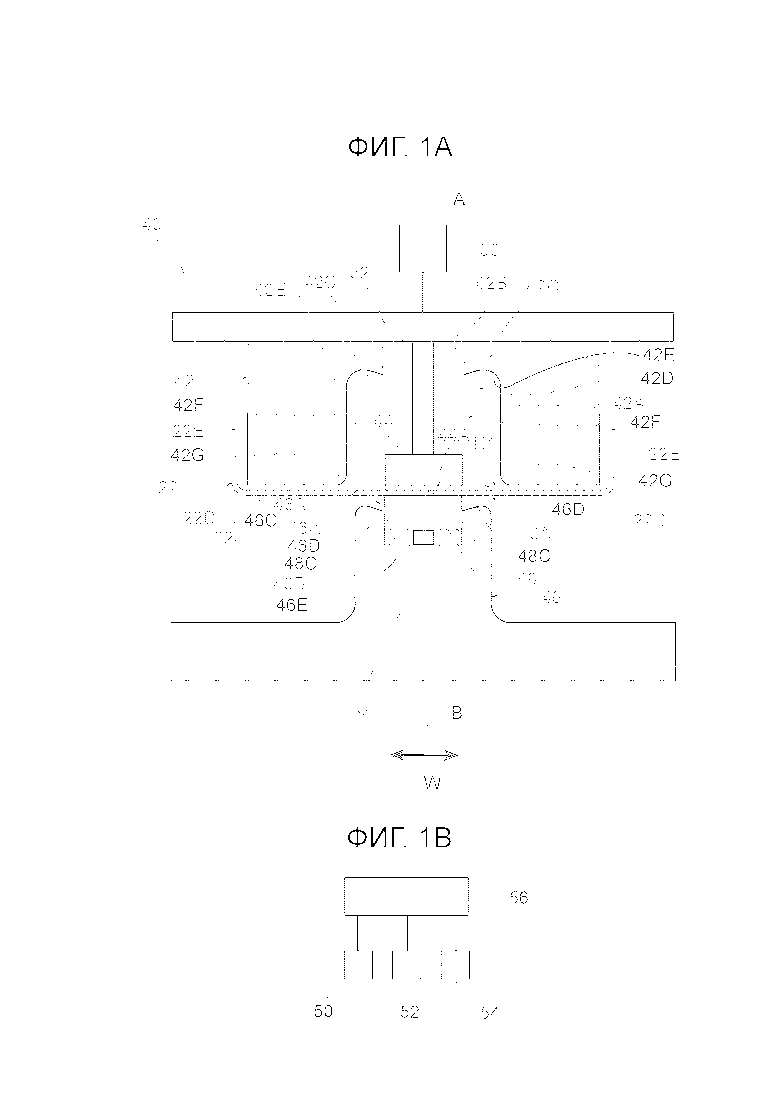
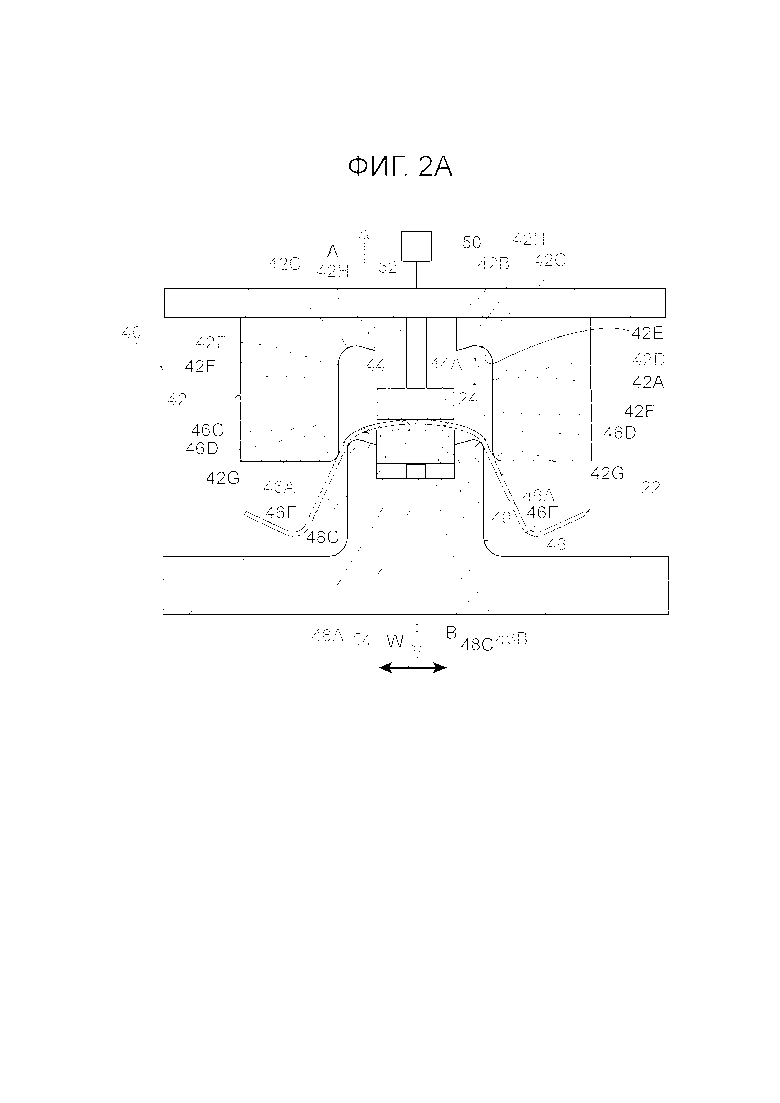
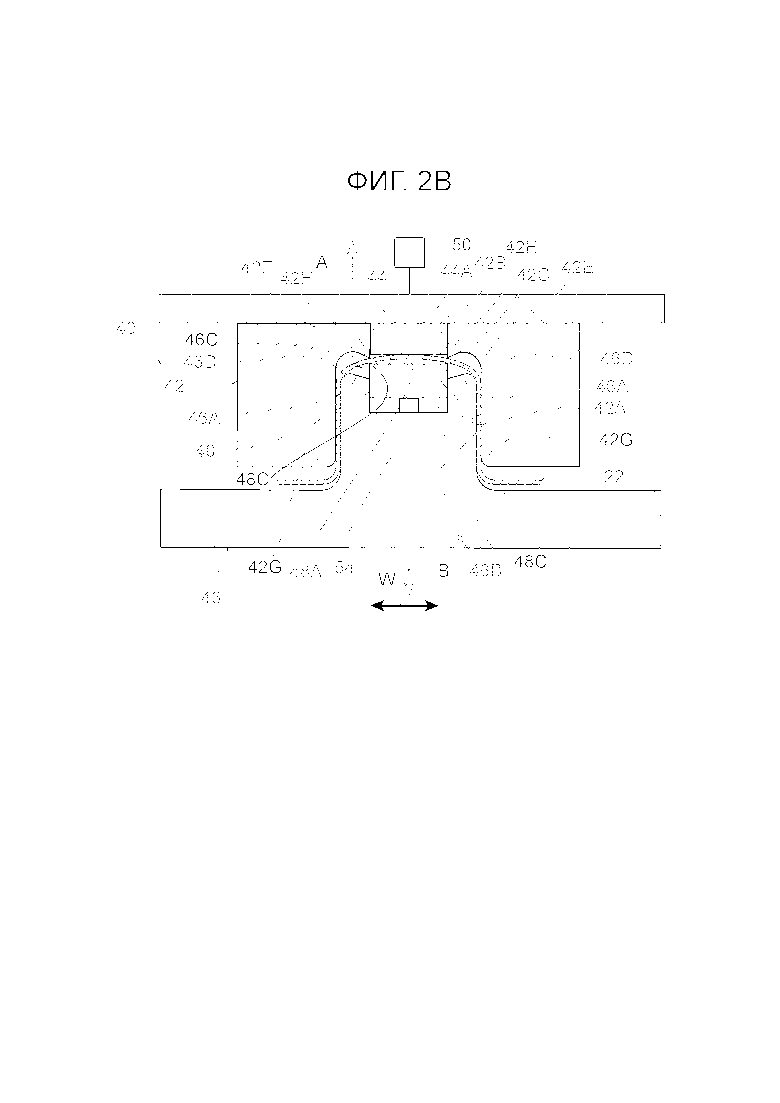
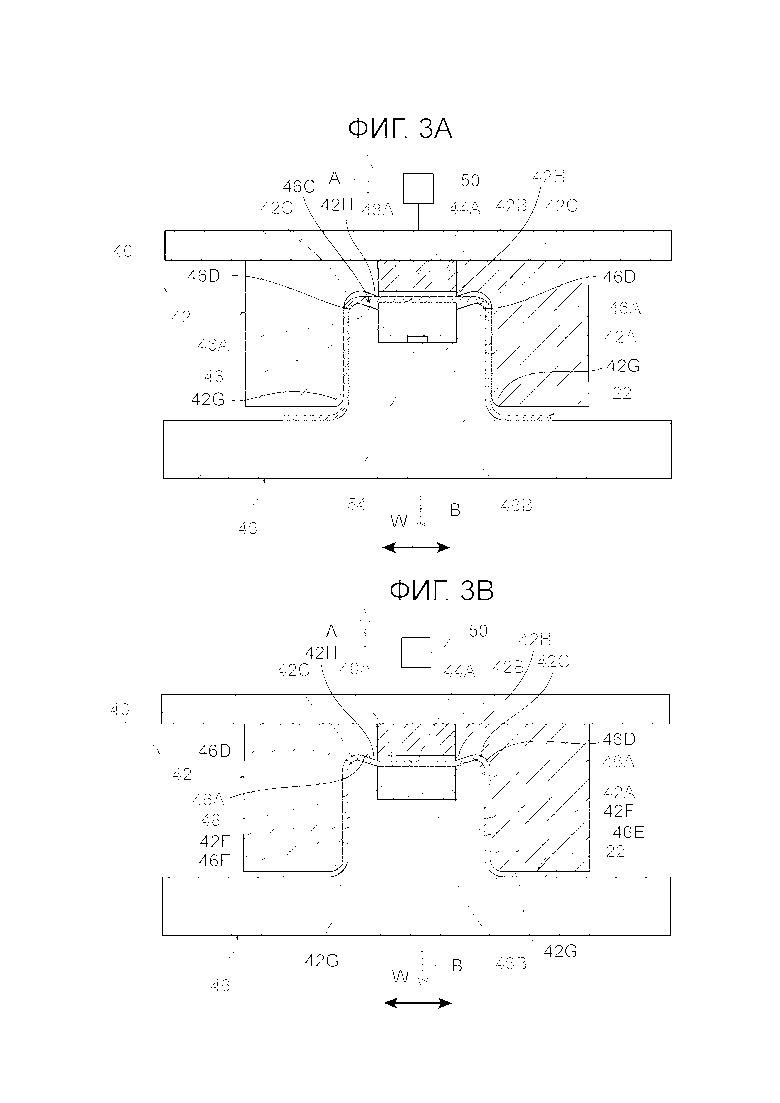
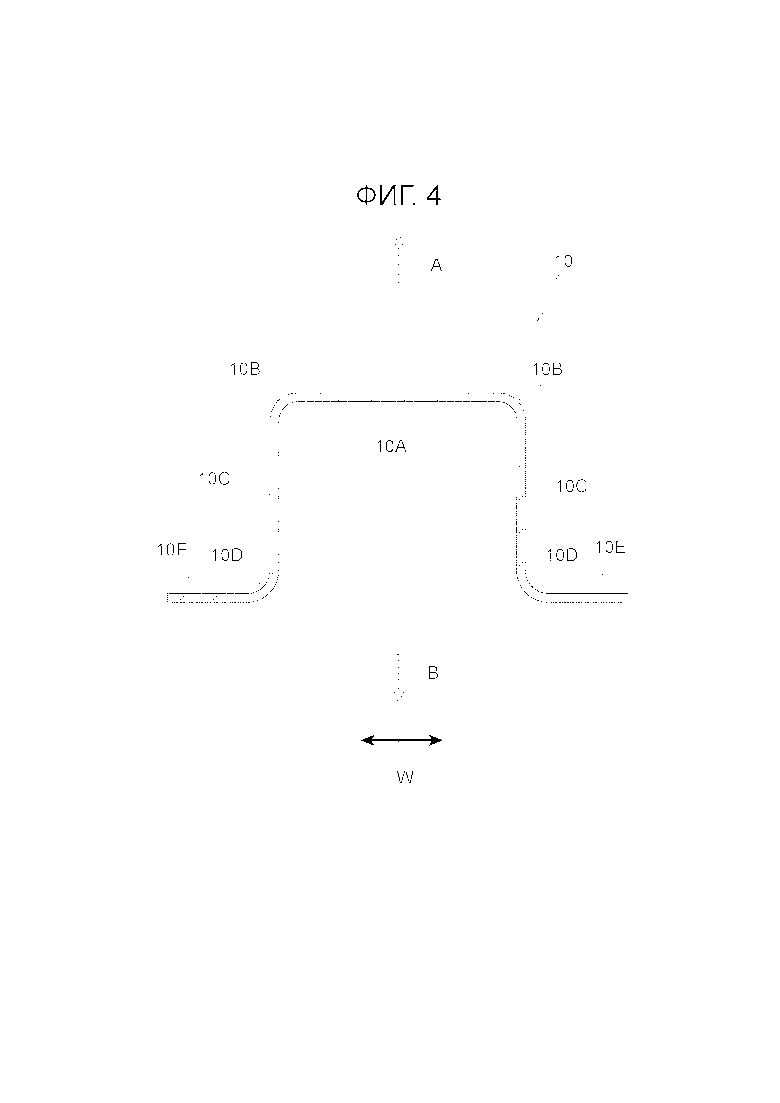
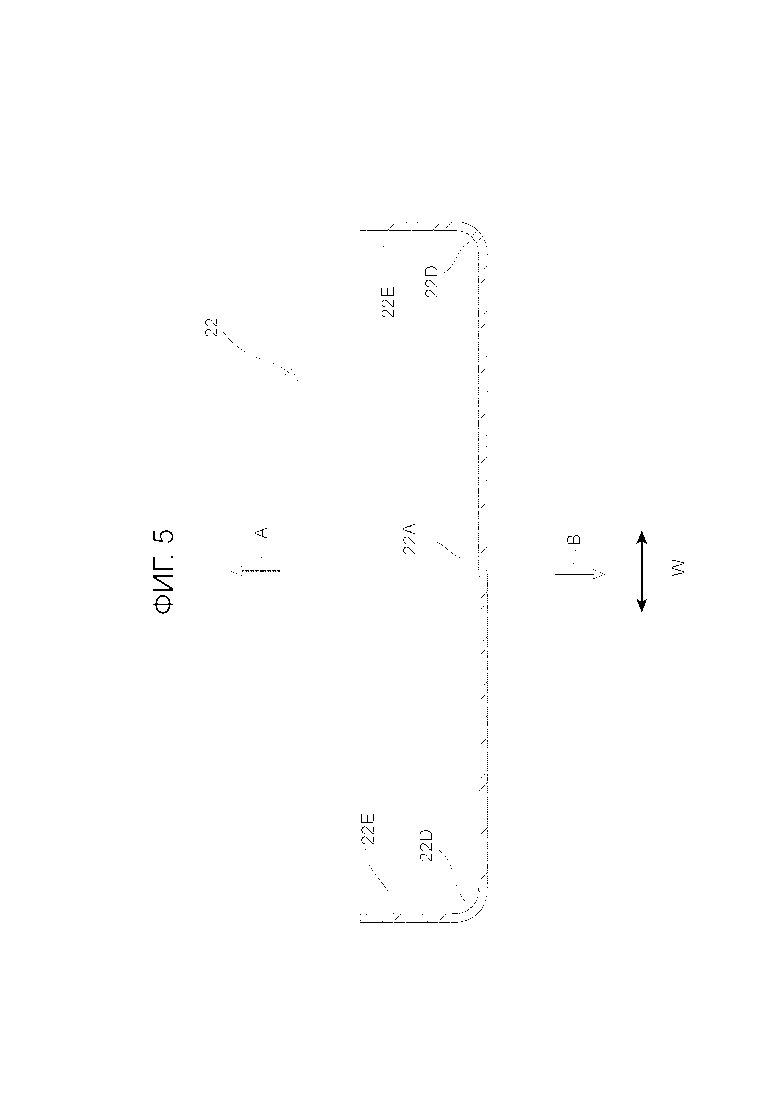
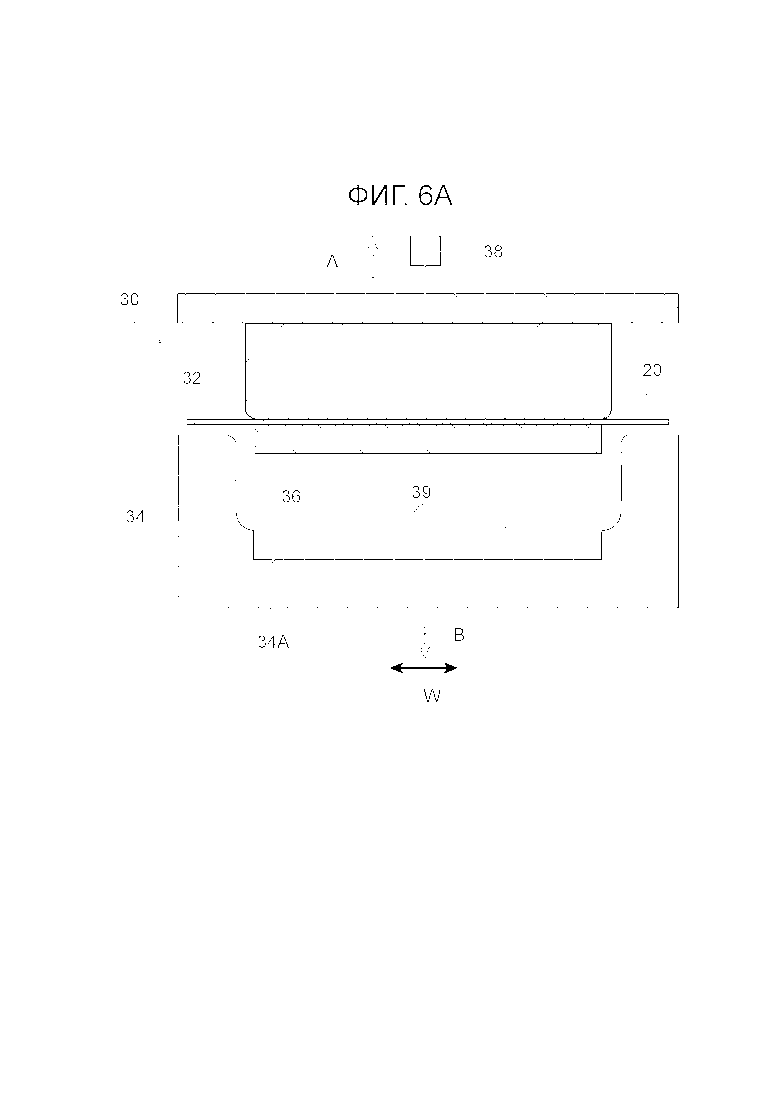
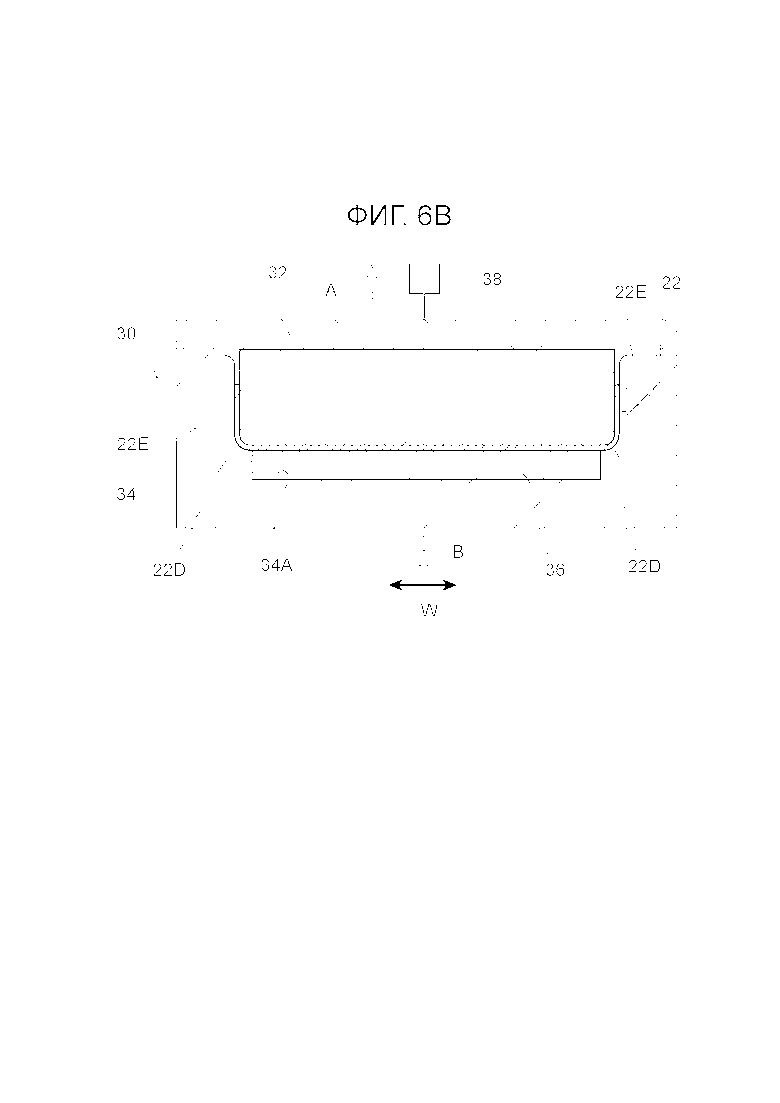
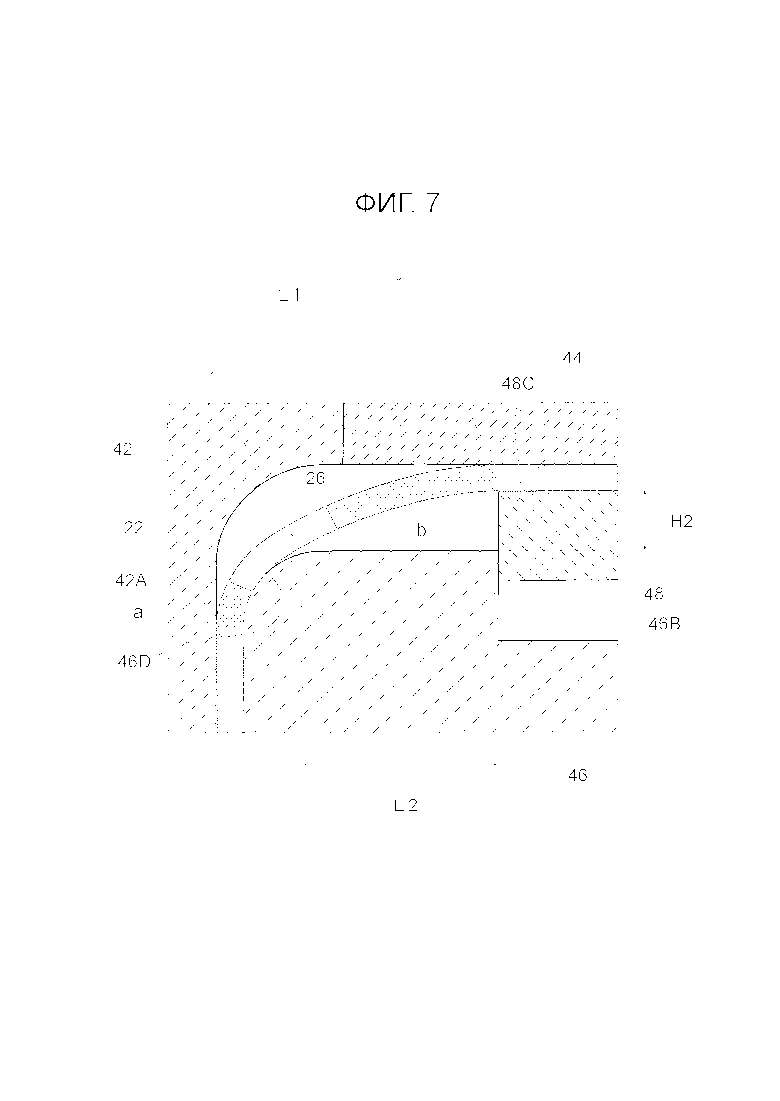


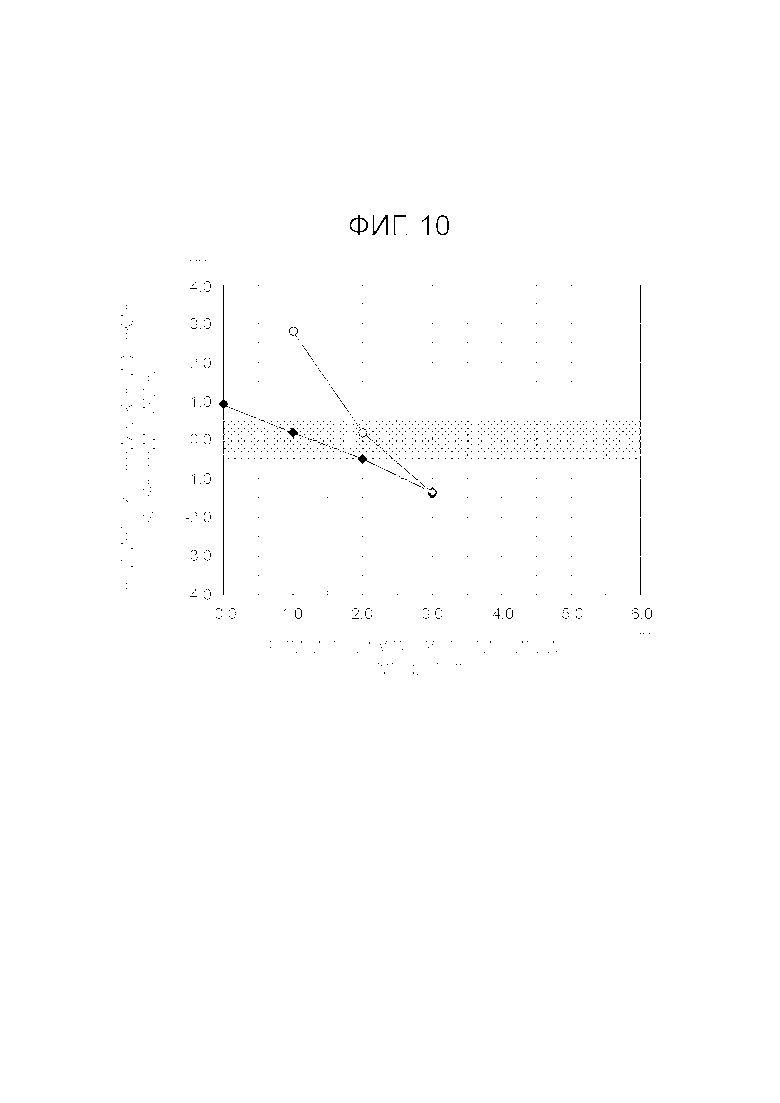
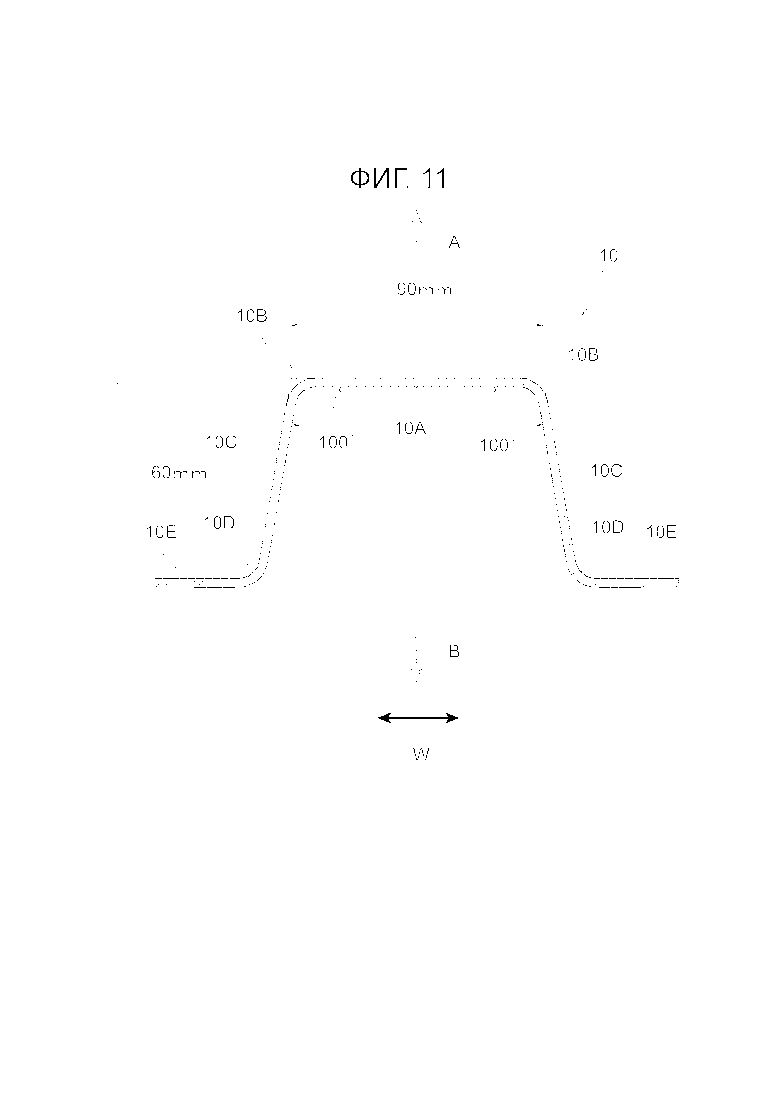
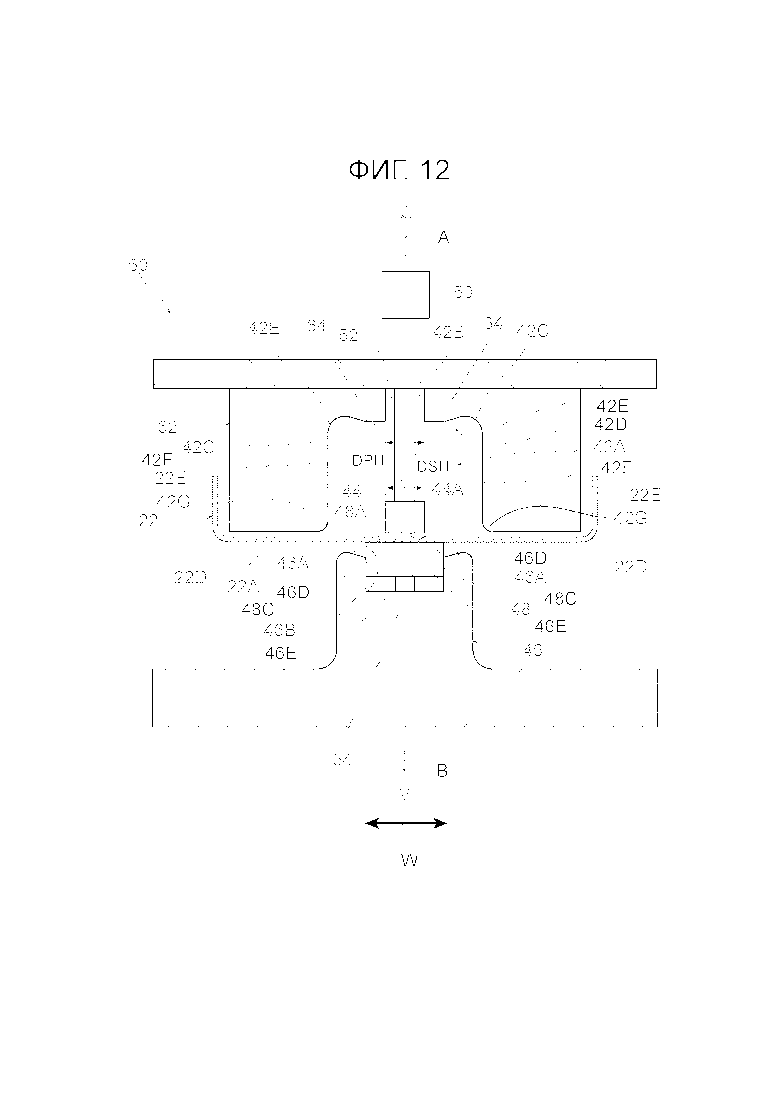
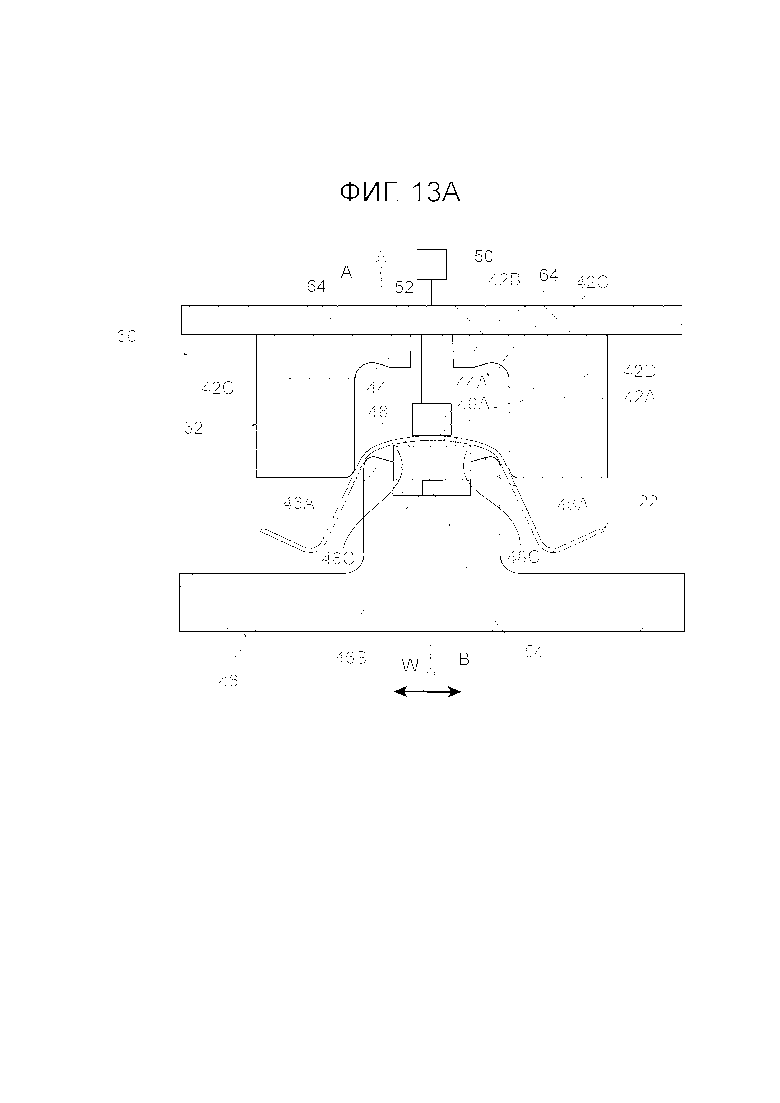
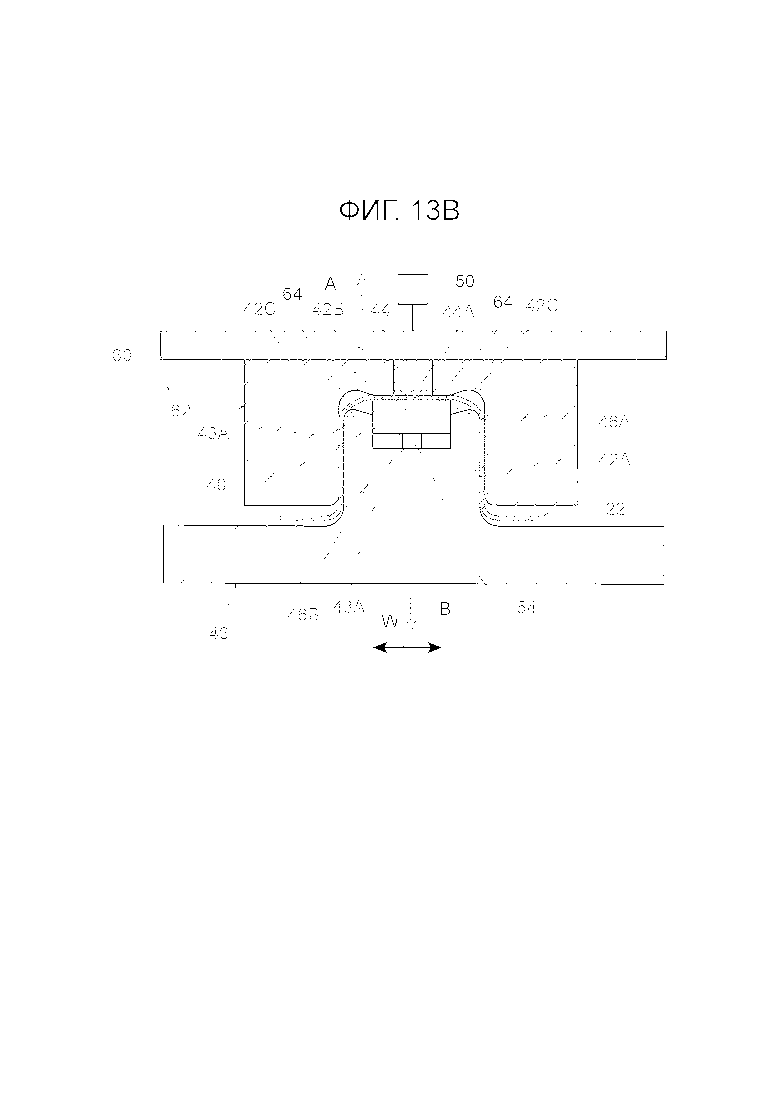
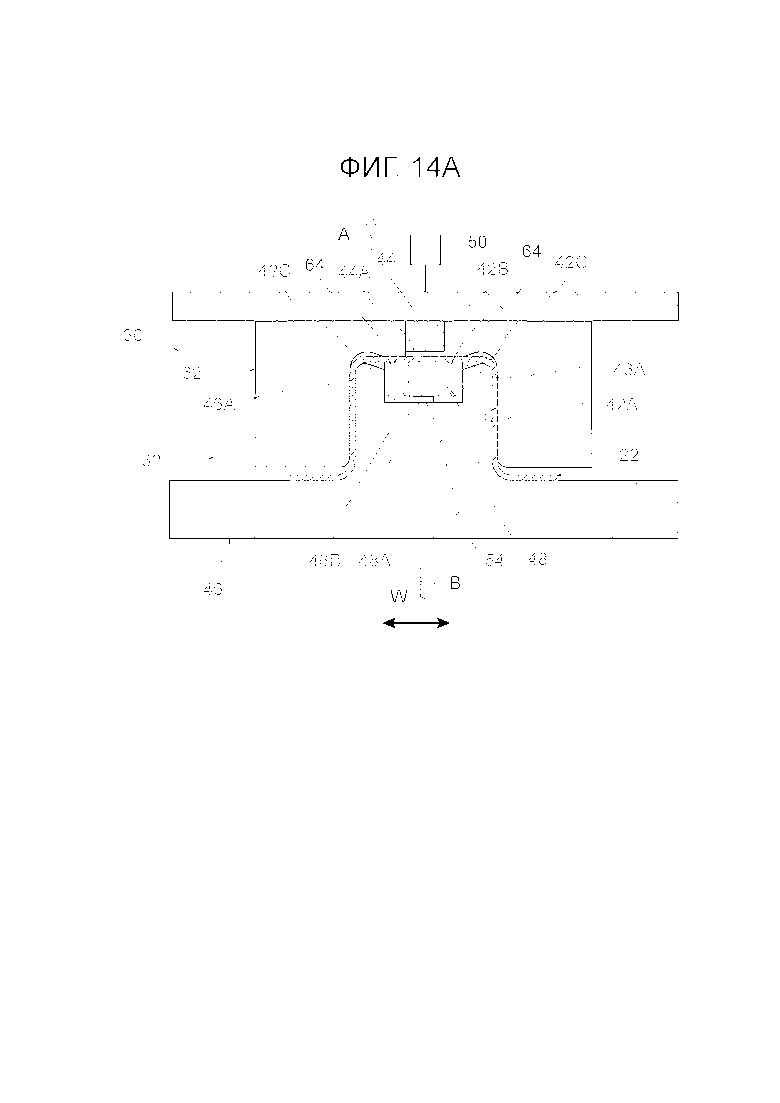
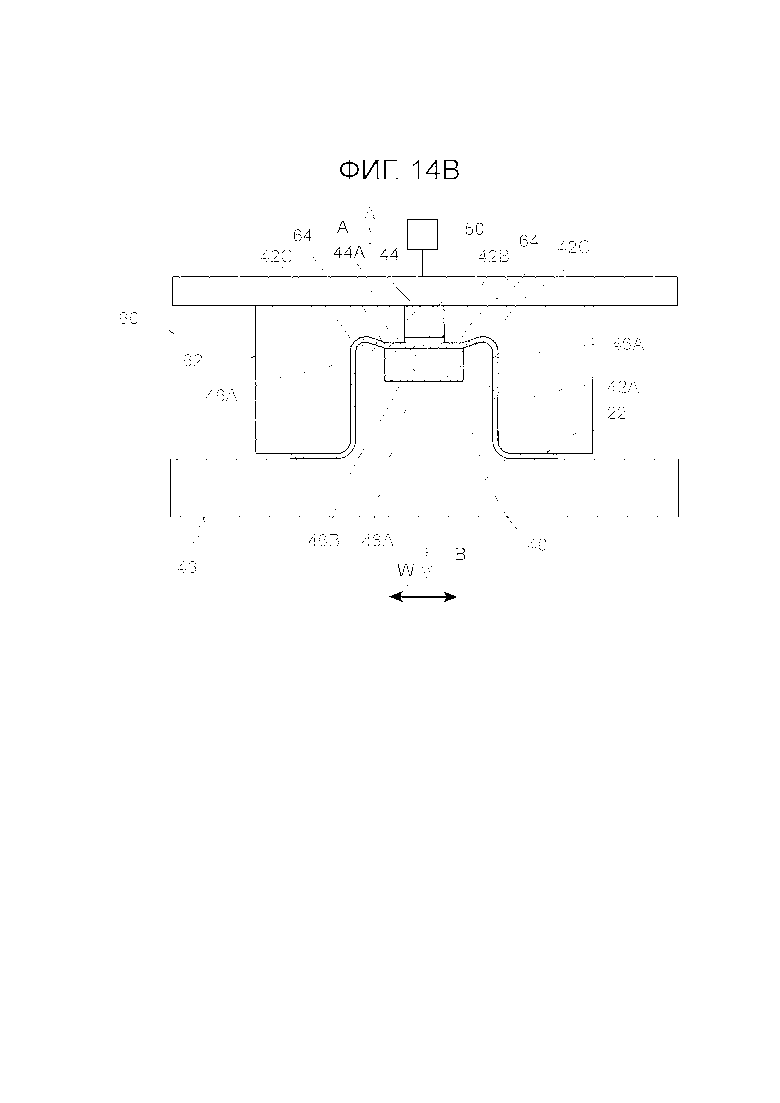
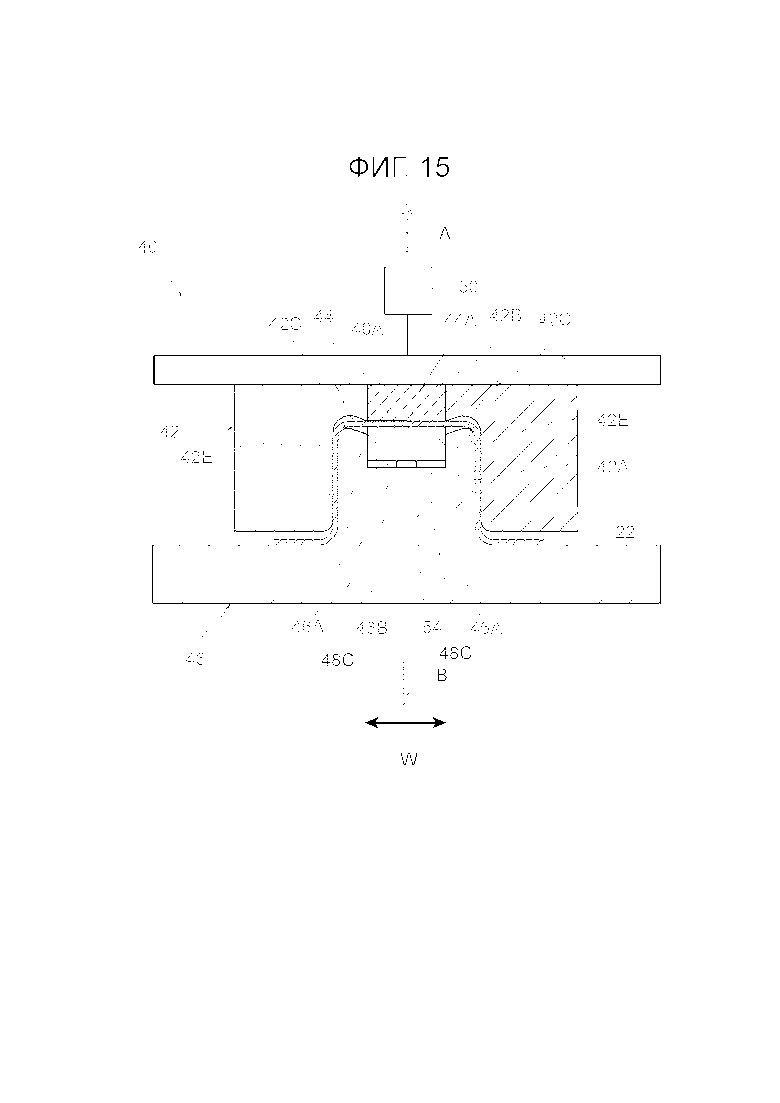
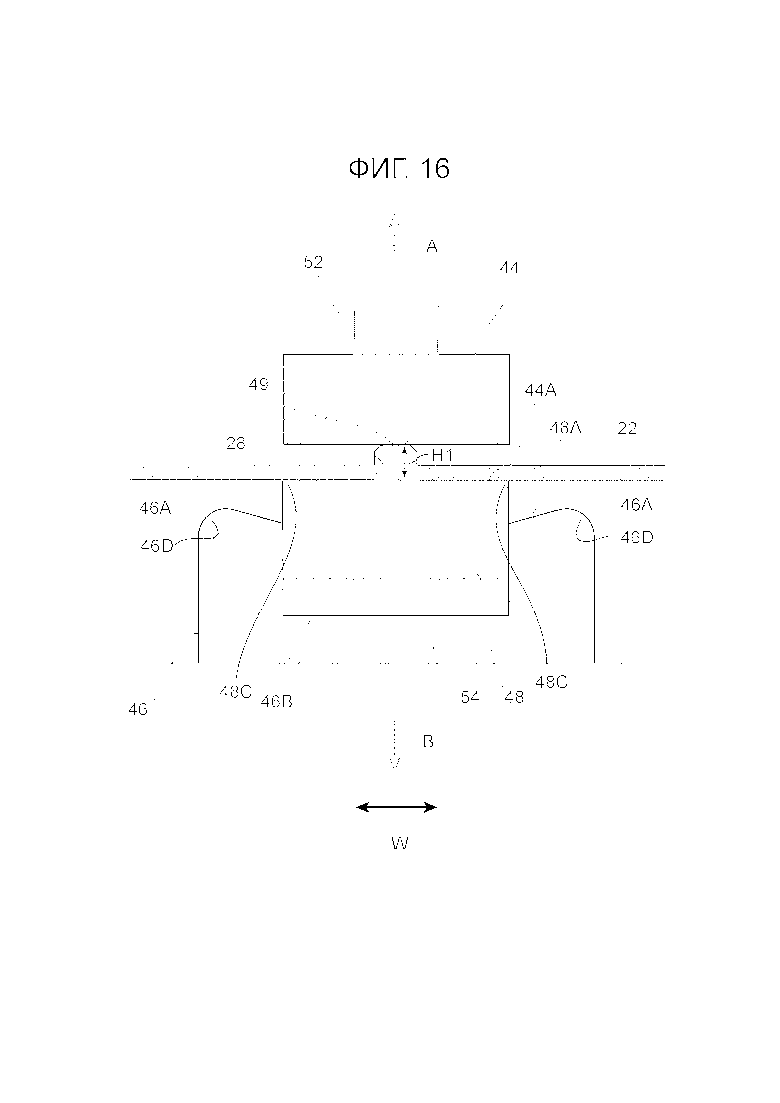
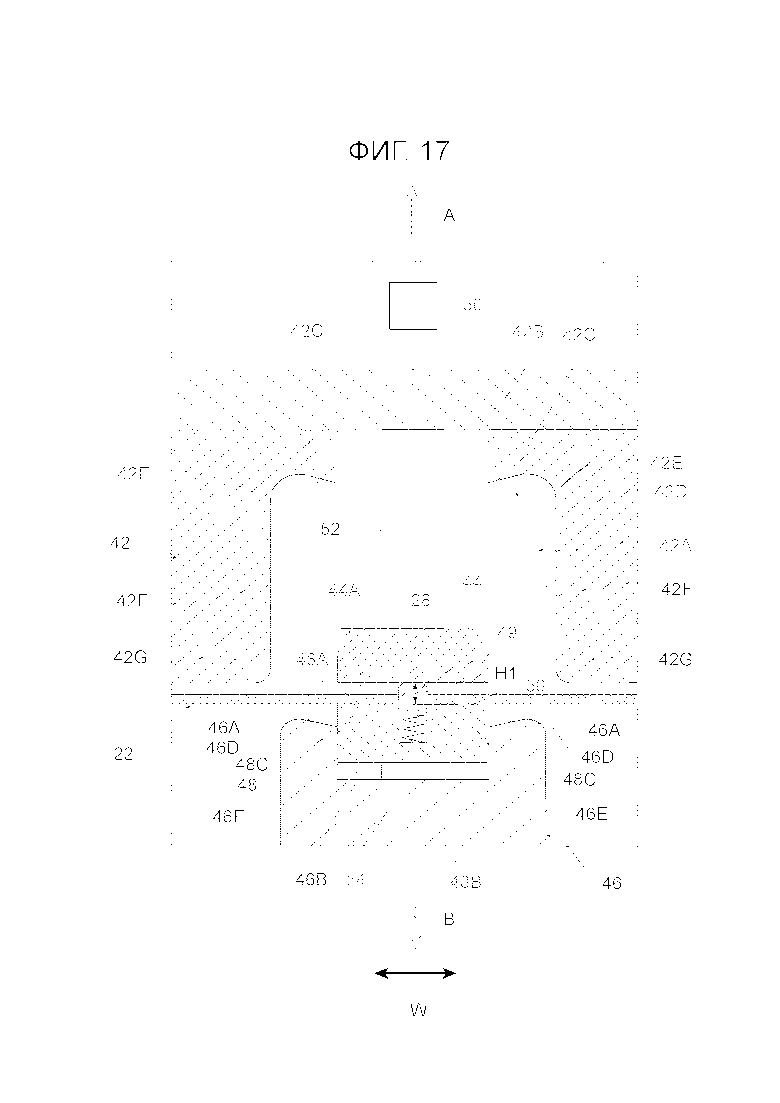
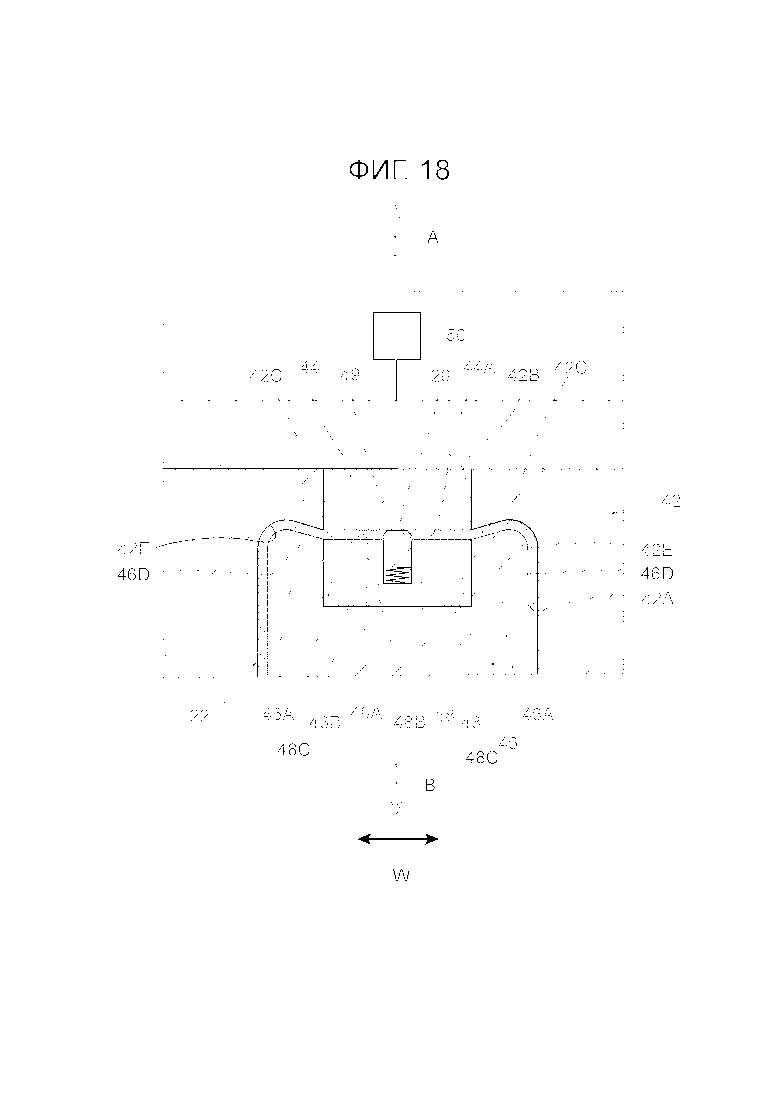
Изобретение относится к области машиностроения. Способ производства формуемого прессованием изделия включает первый этап выдвигания внутренней плиты, от пуансона к матрице. Располагают металлическую листовую заготовку на внутренней плите. Выдвигают матричную плиту от матрицы к пуансону. Располагают матричную плиту в положении, отделенном от внутренней плиты заданным расстоянием, которое больше, чем толщина металлической листовой заготовки. На втором этапе перемещают матрицу к пуансону относительно матричной плиты, внутренней плиты и пуансона. Формируют боковые стенки с использованием матрицы и пуансона. Объединяют матричную плиту с матрицей. На третьем этапе перемещают объединенные матрицу и матричную плиту и внутреннюю плиту к пуансону относительно пуансона для формирования верхней пластины изделия. Изобретение также включает прессовое устройство для изготовления изделия удлиненной формы шляпообразного поперечного сечения. Техническим результатом изобретения является обеспечение размерной точности формуемого прессованием изделия. 6 н. и 15 з.п. ф-лы, 22 ил.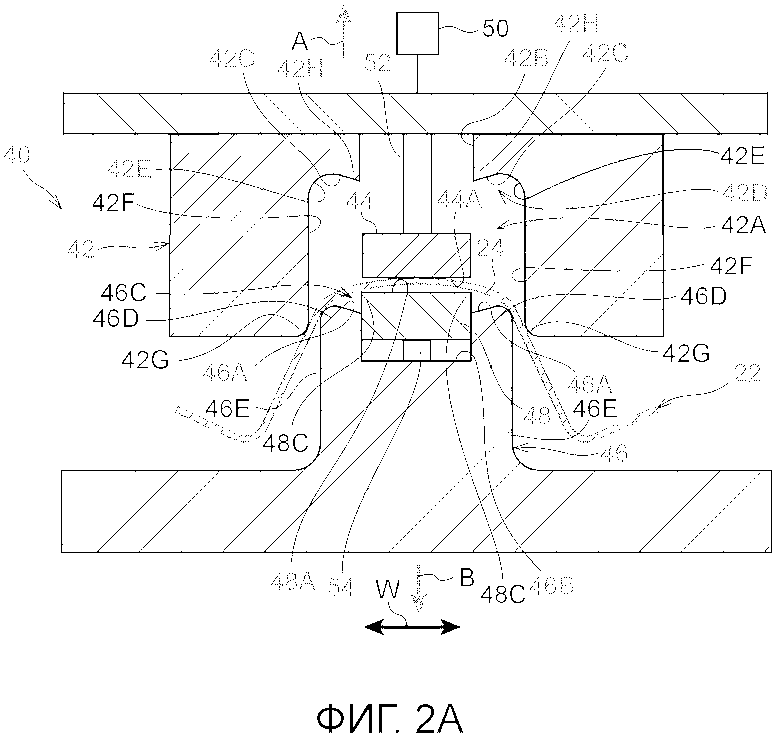
1. Способ изготовления прессованием изделия удлиненной формы шляпообразного поперечного сечения из предварительно обработанной металлической листовой заготовки,
имеющей верхнюю пластину, пару реберных частей, расположенных на обеих сторонах верхней пластины по ширине в направлении к одной стороне, и боковые стенки, продолжающиеся от пары реберных частей, к одной стороне в направлении толщины верхней пластины,
включающий использование прессового устройства, содержащего пуансон с внутренней плитой, предусмотренной в его верхней части, и матрицу с матричной плитой,
при этом на первом этапе выдвигают от пуансона к матрице внутреннюю плиту и располагают на ней предварительно обработанную металлическую листовую заготовку,
выдвигают от матрицы к пуансону матричную плиту в положение, отдаленное от внутренней плиты на заданное расстояние, превышающее толщину металлической листовой заготовки,
на втором этапе перемещают матрицу к пуансону относительно матричной плиты, внутренней плиты и пуансона и получают боковые стенки заготовки посредством объединенных матричной плиты и матрицы, и
на третьем этапе перемещают объединенные матрицу и матричную плиту и внутреннюю плиту к пуансону относительно пуансона для формирования верхней пластины изделия.
2. Способ по п. 1, в котором относительное взаимное расположение внутренней плиты и матричной плиты сохраняют от первого этапа до завершения третьего этапа.
3. Способ по п. 2, в котором используют стопор, предусмотренный в одной из внутренней плиты или матричной плиты и выступающий на заданное расстояние относительно внутренней плиты или матричной плиты.
4. Способ по п. 1, в котором
в конце второго этапа объединенные матричную плиту и матрицу перемещают к пуансону, при этом указанную металлическую листовую заготовку удерживают внутренней плитой и матричной плитой, и
на третьем этапе матрицу, матричную плиту и внутреннюю плиту перемещают к пуансону в состоянии, в котором указанную металлическую листовую заготовку удерживают внутренней плитой и матричной плитой.
5. Способ по п. 1, в котором используют
стопор, предусмотренный во внутренней плите или матричной плите, который имеет возможность выступания на заданное расстояние относительно внутренней плиты или матричной плиты и относительного перемещения к внутренней плите или матричной плите,
при этом сохраняют относительное взаимное расположение внутренней плиты и матричной плиты от первого этапа до конца третьего этапа посредством упомянутого стопора, упирающегося во внутреннюю плиту или в матричную плиту, и
в конце третьего этапа стопор перемещают к внутренней плите или к матричной плите с обеспечением перемещения объединенных матричной плиты и матрицы к пуансону относительно внутренней плиты, и удержания металлической листовой заготовки матричной плитой и внутренней плитой.
6. Способ по любому из пп. 1-5, в котором
используют пуансон, имеющий по ширине в верхней части наклонную поверхность, вдавленную от заплечиков к центру,
и матрицу, имеющую со стороны верхней части пуансона наклонную поверхность, соответствующую упомянутой наклонной поверхности пуансона,
при этом в конце третьего этапа металлическую листовую заготовку удерживают наклонной поверхностью пуансона и наклонной поверхностью матрицы.
7. Прессовое устройство для изготовления изделия удлиненной формы шляпообразного поперечного сечения из предварительно обработанной металлической листовой заготовки, имеющей верхнюю пластину, пару реберных частей, расположенных на обеих сторонах верхней пластины по ширине в направлении к одной стороне, и боковые стенки, продолжающиеся от пары реберных частей, к одной стороне в направлении толщины верхней пластины, содержащее пуансон с расположенной в его верхней части внутренней плитой, матрицу с расположенной в ней напротив внутренней плиты матричной плитой,
первое соединительное устройство для соединения внутренней плиты с пуансоном с обеспечением относительного перемещения в направлении между матрицей и пуансоном,
второе соединительное устройство для соединения матричной плиты с матрицей с обеспечением относительного перемещения в направлении между матрицей и пуансоном, и
контроллер для приведения в действие первого и второго соединительных устройств при формировании боковых стенок заготовки матрицей и пуансоном, и поддержания матричной плиты в положении, отдаленном от внутренней плиты на заданное расстояние, превышающее толщину металлической листовой заготовки.
8. Прессовое устройство для изготовления изделия удлиненной формы шляпообразного поперечного сечения из предварительно обработанной металлической листовой заготовки, имеющей верхнюю пластину, пару реберных частей, расположенных на обеих сторонах верхней пластины по ширине в направлении к одной стороне, и боковые стенки, продолжающиеся от пары реберных частей, к одной стороне в направлении толщины верхней пластины,
содержащее
пуансон с расположенной в его верхней части внутренней плитой,
матрицу с расположенной в ней напротив внутренней плиты матричной плитой,
первое соединительное устройство для соединения внутренней плиты с пуансоном с обеспечением относительного перемещения в направлении между матрицей и пуансоном,
второе соединительное устройство для соединения матричной плиты с матрицей с обеспечением относительного перемещения в направлении между матрицей и пуансоном, и
стопор, предусмотренный во внутренней плите или в матричной плите и выполненный с возможностью выступания на заданное расстояние к внутренней плите или к матричной плите.
9. Прессовое устройство для изготовления изделия удлиненной формы шляпообразного поперечного сечения из предварительно обработанной металлической листовой заготовки, имеющей верхнюю пластину, пару реберных частей, расположенных на обеих сторонах верхней пластины по ширине в направлении к одной стороне, и боковые стенки, продолжающиеся от пары реберных частей, к одной стороне в направлении толщины верхней пластины,
содержащее
пуансон с расположенной в его верхней части внутренней плитой, матрицу с расположенной в ней напротив внутренней плиты матричной плитой,
первое соединительное устройство для соединения внутренней плиты с пуансоном с обеспечением относительного перемещения в направлении между матрицей и пуансоном,
второе соединительное устройство для соединения матричной плиты с матрицей с обеспечением относительного перемещения в направлении между матрицей и пуансоном,
перемещающее устройство для перемещения матрицы к пуансону,
стопор, предусмотренный во внутренней плите или в матричной плите и выполненный с возможностью выступания на заданное расстояние к внутренней плите или к матричной плите и относительного перемещения к внутренней плите или к матричной плите,
смещающий механизм для приложения смещающей силы к стопору в направлении к внутренней плите или матричной плите,
при этом перемещающее устройство, смещающий механизм, первое соединительное устройство и второе соединительное устройство выполнены с обеспечением условия, при котором
сила приведения в действие перемещающего устройства > смещающей силы смещающего механизма > силы удержания первого соединительного устройства > силы удержания второго соединительного устройства, или
сила приведения в действие перемещающего устройства > силы удержания первого соединительного устройства > смещающей силы смещающего механизма > силы удержания второго соединительного устройства.
10. Прессовое устройство по п. 7, в котором
пуансон в верхней части по ширине выполнен с наклонной поверхностью, вдавленной от заплечиков к центру, а матрица со стороны верхней части пуансона выполнена с наклонной поверхностью, соответствующей наклонной поверхности пуансона.
11. Прессовое устройство по п. 8, в котором
пуансон в верхней части по ширине выполнен с наклонной поверхностью, вдавленной от заплечиков к центру, а матрица со стороны верхней части пуансона выполнена с наклонной поверхностью, соответствующей наклонной поверхности пуансона.
12. Прессовое устройство по п. 9, в котором
пуансон в верхней части по ширине выполнен с наклонной поверхностью, вдавленной от заплечиков к центру, а матрица со стороны верхней части пуансона выполнена с наклонной поверхностью, соответствующей наклонной поверхности пуансона.
13. Прессовое устройство для изготовления изделия удлиненной формы шляпообразного поперечного сечения из предварительно обработанной металлической листовой заготовки, имеющей верхнюю пластину, пару реберных частей, расположенных на обеих сторонах верхней пластины по ширине в направлении к одной стороне, и боковые стенки, продолжающиеся от пары реберных частей, к одной стороне в направлении толщины верхней пластины,
содержащее
пуансон, выполненный с возможностью пересечения своей верхней частью направления прессования и имеющий размещенную в его верхней части внутреннюю плиту, предусмотренные с обеих сторон верхней части заплечики, а также поверхности стенки, продолжающиеся от соответствующих заплечиков пуансона,
при этом внутренняя плита выполнена с возможностью пересечения своей верхней поверхностью направления прессования и перемещения в направлении прессования,
первое соединительное устройство для соединения внутренней плиты и пуансона вместе и изменения расстояния в направлении прессования между внутренней плитой и пуансоном,
матрицу, выполненную с находящимся напротив ее верхней части дном, которое с обеих сторон имеет углы, соответствующие заплечикам пуансона, поверхности стенки полости матрицы продолжаются от каждого из углов дна и соответствуют поверхностям стенки пуансона,
матричную плиту с расположенной напротив верхней поверхности внутренней плиты поверхностью, вмещаемую во вмещающую часть матричной плиты, и выполненную с возможностью перемещения в направлении прессования,
второе соединительное устройство для соединения матричной плиты и матрицы вместе и изменения расстояния в направлении прессования между матричной плитой и матрицей, и
стопор, предусмотренный в верхней поверхности внутренней плиты или в поверхности, находящейся напротив внутренней плиты и выступающий в направлении прессования.
14. Прессовое устройство для изготовления изделия удлиненной формы шляпообразного поперечного сечения из предварительно обработанной металлической листовой заготовки, имеющей верхнюю пластину, пару реберных частей, расположенных на обеих сторонах верхней пластины по ширине в направлении к одной стороне, и боковые стенки, продолжающиеся от пары реберных частей, к одной стороне в направлении толщины верхней пластины, содержащее
пуансон, выполненный с возможностью пересечения своей верхней частью направления прессования и имеющий размещенную в верхней части внутреннюю плиту, предусмотренные с обеих сторон верхней части заплечики, и поверхности стенки, продолжающиеся от соответствующих заплечиков пуансона,
внутреннюю плиту, имеющую верхнюю поверхность, вмещаемую во вмещающую часть внутренней плиты и выполненную с возможностью пересечения своей верхней поверхностью направления прессования и перемещения в направлении прессования,
первое соединительное устройство для соединения внутренней плиты и пуансона вместе и изменения расстояния в направлении прессования между внутренней плитой и пуансоном,
матрицу, выполненную с находящимся напротив ее верхней части дном, вмещающей частью матричной плиты, сформированной в дне матрицы, причем дно с обеих сторон имеет углы, соответствующие заплечикам пуансона, с поверхностями стенки полости матрицы, продолжающимися от каждого из углов дна и соответствующими поверхностям стенки пуансона,
матричную плиту, имеющую поверхность, находящуюся напротив верхней поверхности внутренней плиты, вмещаемую во вмещающую часть матричной плиты и выполненную с возможностью перемещения в направлении прессования,
второе соединительное устройство для соединения матричной плиты и матрицы вместе и изменения расстояния в направлении прессования между матричной плитой и матрицей и
перемещающее устройство для перемещения матрицы к пуансону, и стопор, предусмотренный в верхней поверхности внутренней плиты или в поверхности, находящейся напротив внутренней плиты, и выполненный с возможностью выступания в направлении прессования,
механизм выдвижения/втягивания для выдвижения и втягивания стопора в направлении прессования, при этом перемещающее устройство, механизм выдвижения/втягивания, первое соединительное устройство и второе соединительное устройство выполнены с обеспечением условия, при котором сила приведения в действие перемещающего устройства > силы удержания в направлении прессования механизма выдвижения/втягивания > силы удержания первого соединительного устройства > силы удержания второго соединительного устройства, или сила приведения в действие перемещающего устройства > силы удержания первого соединительного устройства > силы удержания в направлении прессования механизма выдвижения/втягивания > силы удержания второго соединительного устройства.
15. Прессовое устройство по п. 13, в котором высота выступа стопора в направлении прессования превышает зазор между поверхностями стенки пуансона и поверхностями стенки полости матрицы при нахождении матрицы и пуансона в нижней мертвой точке прессования.
16. Прессовое устройство по п. 14, в котором высота выступа стопора в направлении прессования превышает зазор между поверхностями стенки пуансона и поверхностями стенки полости матрицы при нахождении матрицы и пуансона в нижней мертвой точке прессования.
17. Прессовое устройство по п. 13, в котором пуансон выполнен с наклонными поверхностями, предусмотренными в верхней части вдавленными от каждого из заплечиков пуансона к вмещающей части внутренней плиты.
18. Прессовое устройство по п. 14, в котором пуансон выполнен с наклонными поверхностями, предусмотренными в верхней части вдавленными от каждого из заплечиков пуансона к вмещающей части внутренней плиты.
19. Прессовое устройство по п. 13, в котором матрица выполнена с предусмотренными в дне наклонными поверхностями, выступающими от каждого из углов дна к вмещающей части матричной плиты.
20. Прессовое устройство по п. 14, в котором матрица выполнена с предусмотренными в дне наклонными поверхностями, выступающими от каждого из углов дна к вмещающей части матричной плиты.
21. Прессовое устройство по п. 14, в котором углы дна матрицы имеют форму, обратную форме заплечиков пуансона.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Зонд, служащий для извлечения проб наблюдения за свильностью оптических, технических и всякого рода иных стекол во время варки | 1926 |
|
SU12124A1 |
| Способ вытяжки изделий и штамп для его осуществления | 1984 |
|
SU1329868A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1992 |
|
RU2057606C1 |

