ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к отформованному прессованием изделию, обладающему высокой жесткостью и прочностью, которое пригодно для использования, например, в качестве усиливающего элемента кузова транспортного средства, и также относится к способу изготовления отформованного прессованием изделия и устройству для изготовления отформованного прессованием изделия, используемому для изготовления отформованного прессованием изделия.
[УРОВЕНЬ ТЕХНИКИ]
[0002] Кузов транспортного средства имеет конструкцию, в которой множество формованных панелей соединены в форму коробки, например, посредством контактной точечной сварки, в то время как кромки формованных панелей перекрываются друг с другом. Усиливающий элемент или упрочняющий элемент (далее в материалах настоящей заявки, в целом упоминаемый как «усиливающий элемент») соединяется с коробчатой конструкцией, например, посредством контактной точечной сварки. В качестве таких усиливающих элементов кузова транспортного средства могут выступать усиление бампера, брус боковины платформы кузова, поясная линия и поперечный элемент и боковой элемент.
[0003] Каждый из этих усиливающих элементов образован, например, в виде отформованного прессованием элемента, который по существу имеет поперечное сечение в форме шляпы или в форме желоба и включает пластину перекрытия, две линии ребер, соединенных с пластиной перекрытия, и два фланца, соединенных с двумя линиями ребер. Концевая часть, открытая в направлении протяженности линии ребра такого усиливающего элемента, сгибается внутрь или наружу с образованием фланца в концевой части. Когда фланец перекрывается с другим элементом, и фланец и другой элемент соединяются друг с другом, например, посредством контактной точечной сварки, сборка усиливающего элемента кузова транспортного средства завершается. В зависимости от толщины листа материала, дуговая сварка может использоваться вместо точечной сварки.
[0004] Здесь, в данном описании, область, в которой угол, образованный двумя поверхностями, соответственно соединенными с обоими концами линии ребра, составляет меньше 180°, будет указываться ссылкой как внутренняя область, а фланец, полученный посредством сгибания концевой части усиливающего элемента в направлении внутренней области, будет указываться ссылкой как внутренний фланец. Кроме того, область, в которой угол, образованный двумя поверхностями, соответственно соединенными с обоими концами линии ребра, составляет больше 180°, будет указываться ссылкой как наружная область, а фланец, полученный посредством сгибания концевой части усиливающего элемента в направлении наружной области, будет указываться ссылкой как наружный фланец.
[0005] Когда внутренний фланец образуют в концевой части усиливающего элемента, фланец ребра, расположенный на линии протяженности линии ребра, формуют в виде фланца посредством сжимания, и, следовательно, на фланце ребра образуются складки. По этой причине, когда такой внутренний фланец перекрывается с другим элементом, и внутренний фланец и другой элемент соединяются друг с другом посредством точечной сварки, из-за складок между внутренним фланцем и другим элементом формируется зазор, и, следовательно, существует вероятность возникновения проблем при сборке. Таким образом, когда используется усиливающий элемент, содержащий внутренний фланец, образованный в концевой части, возникает необходимость сваривать усиливающий элемент с другим элементом посредством использования внутреннего фланца в качестве соединительной кромки, в то же время избегая образования складок, например, посредством образования выемки во фланце ребра.
[0006] Тем не менее, когда выемка формируется во внутреннем фланце ребра, с тем чтобы фланец не являлся непрерывным, эффективность усиливающего элемента кузова транспортного средства, связанного с жесткостью при кручении, или эффективность переноса нагрузки существенно ухудшаются. Таким образом, чтобы обеспечить требуемую эффективность для усиливающего элемента посредством связывания усиливающего элемента с другим элементом через внутренний фланец, необходимо формовать сжимающийся фланец, в то же время подавляя образование складок во фланце ребра, без образования выемки во внутреннем фланце.
[0007] Кроме того, в данном описании, «выемка, образованная во фланце», обозначает состояние, в котором выемка формируется во всем фланце в направлении ширины, с тем чтобы фланец не являлся непрерывным. Дополнительно, ширина фланца используется для обозначения высоты фланца. Таким образом, когда ширина фланца частично уменьшается, так что часть фланца остается, выемка во фланце не формируется.
[0008] До настоящего времени, была предложена методика подавления образования складок во время процесса сжимания фланца. Например, патентный документ 1 раскрывает методику образования неравномерной формы, поглощающей разницу в длине между частью переднего конца и частью основания при сжимании фланца, в панели крыши, содержащей отверстие для люка. Дополнительно, патентный документ 2 раскрывает методику предотвращения образования складок посредством предоставления особого вытяжного бортика при сжимании фланца во время процесса вытяжки прямоугольной трубки. Кроме того, патентный документ 3 раскрывает методику подавления образования складок посредством выполнения процесса формования, в то же время прилагая давление к сжимаемому фланцу, используя кулачковую конструкцию.
[0009] Дополнительно, патентный документ 4 раскрывает способ формования листового элемента, в котором часть, соответствующая фланцу, продолжающаяся в направлении, пересекающем направление сгибающей нагрузки, формируется в части, которая должна использоваться в качестве согнутой части, и часть, соответствующая фланцу, вытягивается во фланец, с тем чтобы иметь требуемую форму. Такой способ формования листового элемента используется для подавления разрывов, вызываемых складками во фланце.
[0010] Патентный документ 5 раскрывает способ, в котором сгибают плоский металлический элемент, вертикальные части обеих боковых частей сгибаются наружу, а обе наклонные боковые части сильно сжимаются посредством обрабатывающего валика прижимающей поверхности боковой поверхности приемной матрицы, с тем чтобы быть поочередно поднятыми. Такой способ обработки используется для уменьшения возмущения или складок вертикальной части.
[ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ]
[ПАТЕНТНЫЕ ДОКУМЕНТЫ]
[0011]
[Патентный документ 1] JP 2554768B
[Патентный документ 2] JP 2560416B
[Патентный документ 3] JP H4-118118A
[Патентный документ 4] JP S59-144530A
[Патентный документ 5] JP H1-104420A
[РАСКРЫТИЕ ИЗОБРЕТЕНИЯ]
[ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ]
[0012] Методики, раскрытые в патентных документах 1 и 2, используются для поглощения дополнительной линейной длины, вызывающей образование складок и излишнее уплотнение из-за излишней части, образованной заранее. Таким образом, на излишней части сложно выполнять точечную сварку, и излишняя часть мешает точечной сварке другой части. В таком случае, сложно выполнить методики, раскрытые в патентных документах 1 и 2.
[0013] Дополнительно, методика, раскрытая в патентном документе 3, может подавлять образование складок на фланце с большим радиусом кривизны, имеющим, например, радиус кривизны в 2100 мм и обладающим такими характеристиками, что степень сжимания фланца и сила реакции для кулачковой конструкции являются небольшими. Тем не менее, сложно подавлять образование складок на фланце с маленьким радиусом кривизны, имеющим, например, радиус кривизны в 5 мм и обладающим такими характеристиками, что степень сжимания фланца и сила реакции для кулачковой конструкции являются большими. В частности, когда используется высокопрочный стальной лист, имеющий высокую прочность на разрыв при растяжении, образуются излишние складки, и, следовательно, сила реакции со стороны фланца возрастает. По этой причине, кулачковая конструкция, раскрытая в патентных документах 3, не может подавлять образование складок.
[0014] Дополнительно, методика, раскрытая в патентном документе 4, используется для подавления образования складок посредством процесса вытягивания. Таким образом, толщина листа полученного фланца уменьшается. В результате, существует вероятность ухудшения жесткости усиливающего элемента или прочности фланца.
[0015] Кроме того, методика, раскрытая в патентных документах 5, используется для образования вертикальной части посредством последовательного сильного сжимания обрабатывающих валиков. Здесь, в качестве цели рассматривается изделие, в котором радиус кривизны изогнутой части плоского листового элемента является сравнительно большим. Следовательно, сложно подавлять образование складок, например, на фланце с маленьким радиусом кривизны, имеющим радиус кривизны 5 мм.
[0016] Таким образом, в элементе, по существу имеющем поперечное сечение в форме шляпы или желоба, сложно сформировать внутренний фланец без образования выемки в концевой части, открытой в направлении протяженности ребра, с точки зрения пригодности для формования прессованием. В частности, вышеупомянутые патентные документы с 1 по 5 не пригодны при рассмотрении образования фланца в высокопрочном стальном листе, имеющем прочность на разрыв при растяжении в 340 МПа или более. По этой причине, пока отсутствует пример, в котором отформованное прессованием изделие, образованное из высокопрочного стального листа и включающее непрерывный внутренний фланец без выемки во фланце ребра, используется в качестве усиливающего элемента кузова транспортного средства.
[0017] В отформованном прессованием изделии, содержащем наружный фланец, поперечное сечение в форме шляпы или в форме желоба не может быть увеличено до наивысшей степени поперечного сечения конструкции за счет области наружного фланца. Другими словами, когда отформованное прессованием изделие может быть соединено с другим элементом с помощью внутреннего фланца вместо наружного фланца, поперечное сечение отформованного прессованием изделия может быть увеличено до наивысшей степени поперечного сечения конструкции за счет области, в которой не обеспечивается наружный фланец. По этой причине, возможно улучшить прочность соединения между усиливающим элементом кузова транспортного средства и другим элементом, или жесткость к изгибу, или жесткость при кручении кузова транспортного средства. Таким образом, требуется произвести отформованное прессованием изделие, образованное из высокопрочного стального листа и включающее внутренний непрерывный фланец.
[0018] Цель изобретения состоит в предоставлении отформованного прессованием изделия, включающего внутренний непрерывный фланец без выемки, способного улучшить эффективность, связанную с прочностью соединения между усиливающим элементом кузова транспортного средства и другим элементом или с жесткостью кузова транспортного средства, без образования выемки во фланце ребра, с тем чтобы предотвратить дефект, образуемый во время процесса формования прессованием. Кроме того, другая цель изобретения состоит в предоставлении способа изготовления отформованного прессованием изделия и устройства для изготовления отформованного прессованием изделия.
[СРЕДСТВО ДЛЯ РЕШЕНИЯ ПРОБЛЕМ]
[0019] Чтобы решить вышеупомянутые проблемы, согласно аспекту настоящего изобретения предложено отформованное прессованием изделие из металлического листа, которое образовано из стального листа, имеющего прочность на разрыв при растяжении 340 МПа или более, и включает ребро, продолжающееся в заданном направлении, и первую и вторую части поверхности, соответственно продолжающиеся от обоих концов от линии ребра, образованной ребром, отформованное прессованием изделие, включающее: внутренний непрерывный фланец по меньшей мере в одной концевой части в заданном направлении. Внутренний непрерывный фланец получен непрерывным формованием фланца ребра, образованного внутри в концевой части ребра, первого фланца, образованного внутри по меньшей мере в части области концевой части первой части поверхности, и второго фланца, образованного внутри по меньшей мере в части области концевой части второй части поверхности. Относительно толщины листа кромки фланца ребра, фланец ребра имеет распределение толщины листа, в котором толщина листа части каждой из областей с обеих сторон центральной вдоль окружности области равна или больше, чем толщина листа центральной области.
[0020] Фланец ребра может иметь максимальную толщину листа в трех положениях центральной области и областях с обеих сторон, и толщина листа положений областей с обеих сторон, имеющих максимальную толщину листа, может быть больше, чем толщина листа положения центральной области, имеющего максимальную толщину листа.
[0021] Ширина фланца по меньшей мере части фланца ребра может быть меньше, чем ширина фланца каждого из первого фланца и второго фланца.
[0022] Ширина фланца (Lf) фланца ребра и радиус кривизны (rf) ребра могут удовлетворять уравнению (1) ниже:
0,2×rf≤Lf≤rf (1).
[0023] Поперечное сечение отформованного прессованием изделия, если смотреть в заданном направлении, может по существу являться открытым поперечным сечением в форме шляпы или в форме желоба или замкнутым поперечным сечением.
[0024] Отформованное прессованием изделие может являться усиливающим элементом кузова транспортного средства.
[0025] Чтобы решить вышеупомянутые проблемы, согласно другому аспекту настоящего изобретения, предложен способ изготовления отформованного прессованием изделия для обрабатываемого изделия, образованного из стального листа, имеющего прочность на разрыв при растяжении 340 МПа или более и включающего ребро, продолжающееся в заданном направлении, и первую и вторую части поверхности, соответственно продолжающиеся от обоих концов от линии ребра, образованной ребром, фланец, образованный по меньшей мере в одной концевой части обрабатываемого изделия в заданном направлении, способ изготовления отформованного прессованием изделия, включающий: этап установки, состоящий в поддержке области за исключением концевой части обрабатываемого изделия, со стороны внутренней области обрабатываемого изделия; и этап сгибания, состоящий в использовании гибочного инструмента, имеющего выступающую часть, приведении выступающей части в контакт с заданным положением ребра в концевой части обрабатываемого изделия из наружной области обрабатываемого изделия, и, затем, относительном перемещении гибочного инструмента в направлении толщины листа заданного положения в направлении внутренней области с образованием фланца.
[0026] На этапе сгибания, фланец может быть образован таким образом, что выступающая часть гибочного инструмента сжимает заданное положение ребра в концевой части в соответствии с перемещением гибочного инструмента, с тем чтобы сгибать заданное положение в направлении толщины листа, и, затем, часть, отличная от выступающей части гибочного инструмента, последовательно сжимает другую часть, за исключением заданного положения в концевой части, с тем чтобы сгибать другую часть в направлении толщины листа.
[0027] Заданное положение может являться областью, по существу имеющей ширину толщины листа и включающей центральную вдоль окружности часть и обе стороны центральной вдоль окружности части ребра. Выступающая часть может сжимать заданное положение в направлении толщины листа центральной части.
[0028] Чтобы решить вышеупомянутые проблемы, согласно еще одному аспекту настоящего изобретения, предложено устройство для изготовления отформованного прессованием изделия, включающее : инструмент для поддержания обрабатываемого изделия, который поддерживает обрабатываемое изделие, включающее ребро, продолжающееся в заданном направлении, и первую и вторую части поверхности, соответственно продолжающиеся от обоих концов линии ребра, образованной ребром, из внутренней области обрабатываемого изделия; и гибочный инструмент, который выполняет относительное перемещение в направлении внутренней области обрабатываемого изделия, в то же время контактируя с концевой частью обрабатываемого изделия в заданном направлении, с тем чтобы сгибать концевую часть в направлении внутренней области. Гибочный инструмент включает выступающую часть, которая контактирует с заданным положением в концевой части ребра и сжимает заданное положение в направлении толщины листа заданного положения в соответствии с перемещением.
[0029] Если смотреть на гибочный инструмент в заданном направлении, ширина выступающей части может снижаться в направлении передней концевой части и передняя концевая часть может формировать изгиб.
[0030] Высота (h) выступающей части и радиус кривизны (rf) ребра могут удовлетворять уравнению (2) ниже:
0,5×rf≤h≤3,0×rf (2).
[ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ]
[0031] Согласно изобретению возможно подавлять образование складок во внутреннем непрерывном фланце без образования выемки во фланце ребра, чтобы предотвратить дефект, образуемый во время процесса формования прессованием в отформованном прессованием изделии, образованном из высокопрочного стального листа. Таким образом, когда отформованное прессованием изделие используют в качестве усиливающего элемента кузова транспортного средства, возможно улучшить эффективность, связанную с прочностью соединения между усиливающим и другим элементом или с жесткостью кузова транспортного средства.
[КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ]
[0032] [Фиг. 1] Фиг. 1 - вид в перспективе, схематически иллюстрирующий отформованное прессованием изделие, имеющее поперечное сечение в форме шляпы, согласно первому варианту осуществления изобретения.
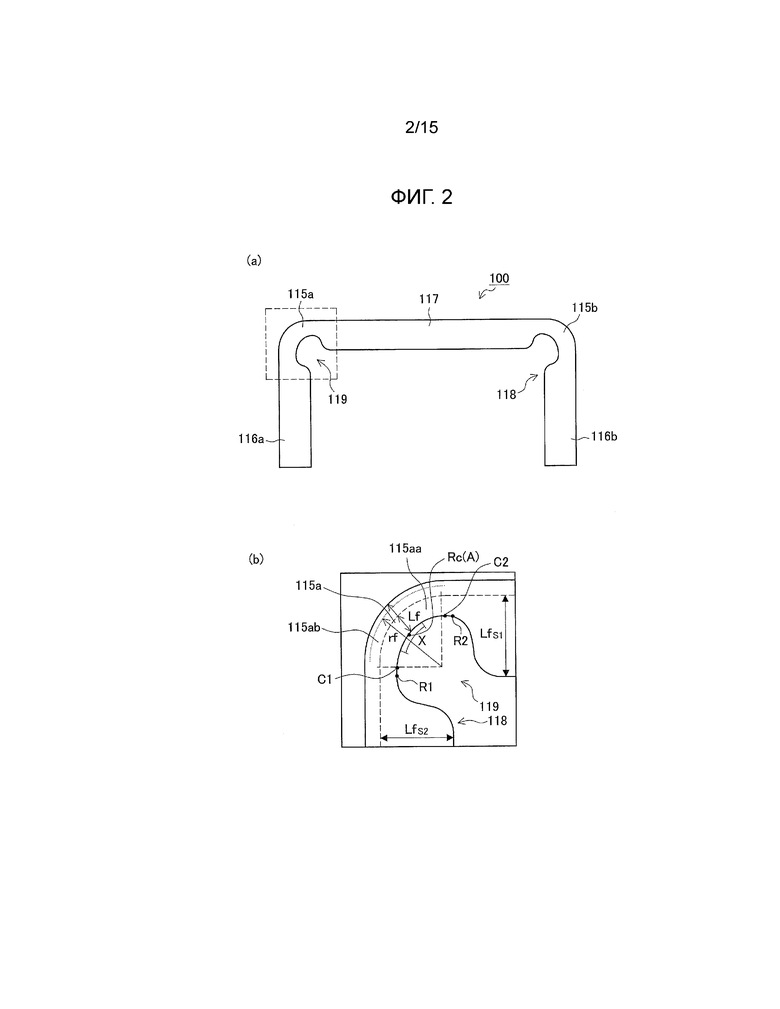
[Фиг. 2] Фиг. 2(а) - пояснительное изображение, схематически иллюстрирующее форму внутреннего непрерывного фланца, а фиг. 2(b) - пояснительное изображение, иллюстрирующее фланец ребра, если смотреть с передней стороны.
[Фиг. 3] Фиг. 3 - пояснительное изображение, иллюстрирующее примеры форм поперечного сечения отформованных прессованием изделий согласно тому же варианту осуществления.
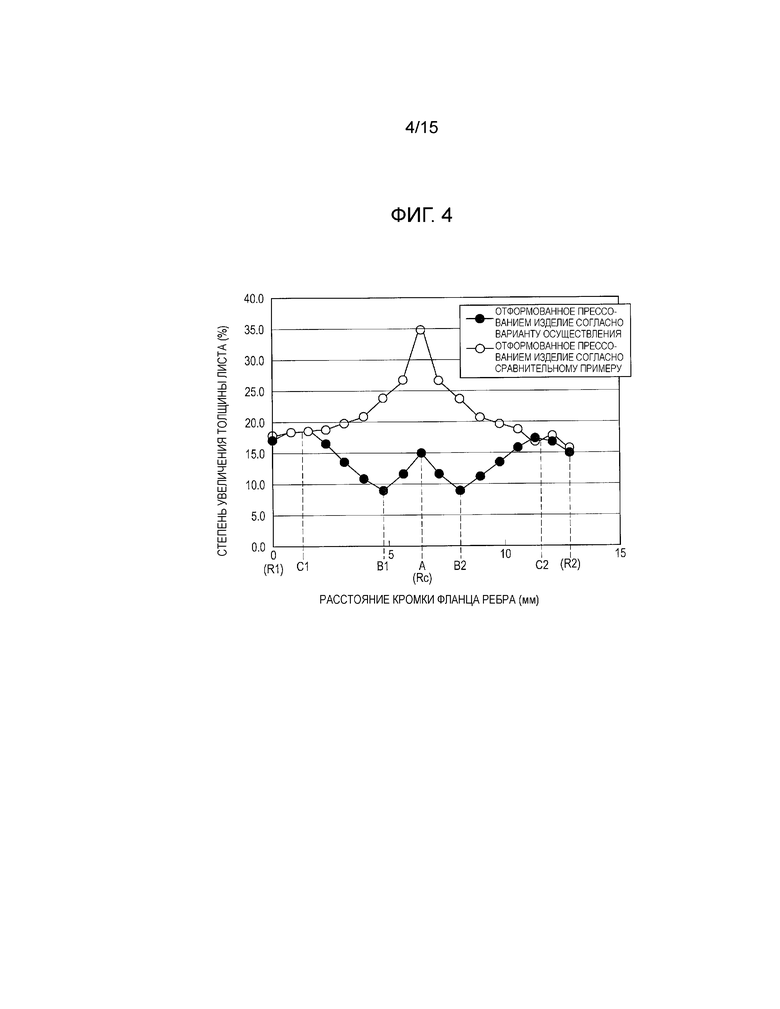
[Фиг. 4] Фиг. 4 - график, иллюстрирующий пример распределения толщины листа фланца ребра.
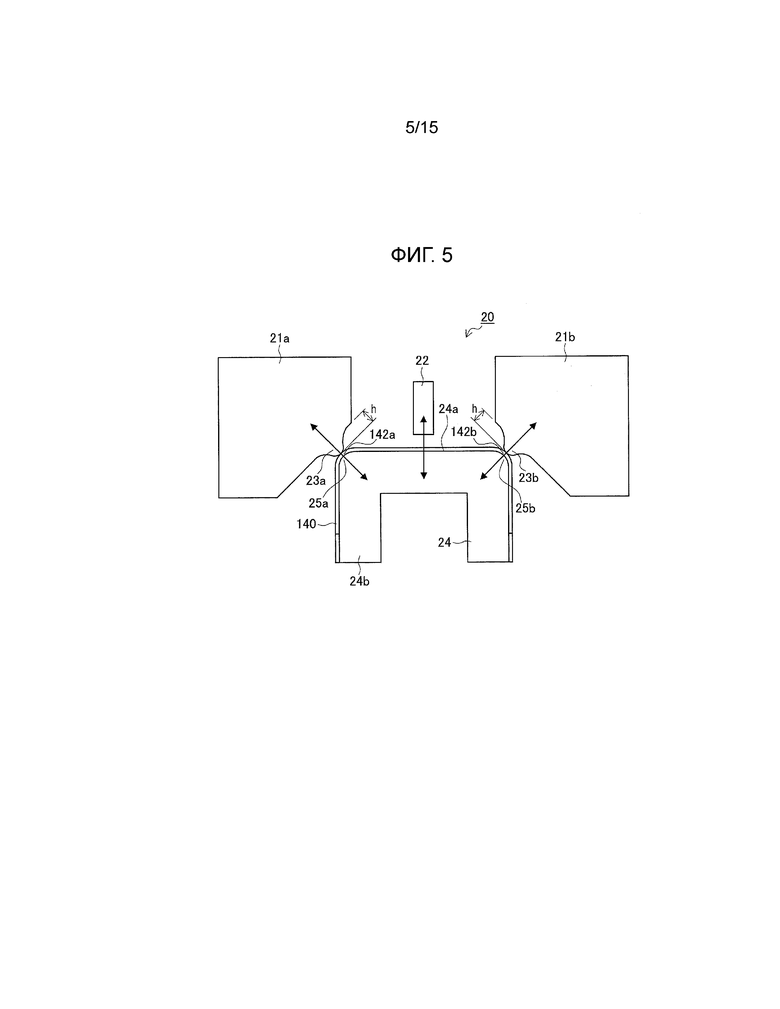
[Фиг. 5] Фиг. 5 - схематическое изображение, иллюстрирующее пример полной конфигурации устройства для изготовления отформованного прессованием изделия для процесса сгибания.
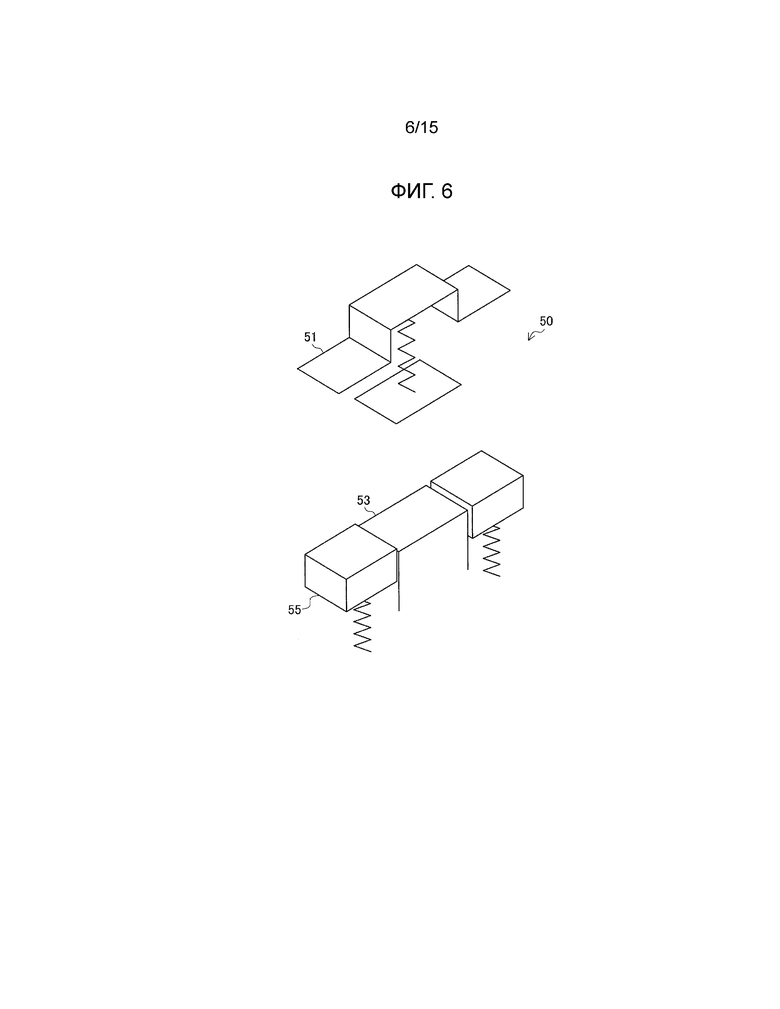
[Фиг. 6] Фиг. 6 - пояснительное изображение, схематически иллюстрирующее пример вытяжного устройства.
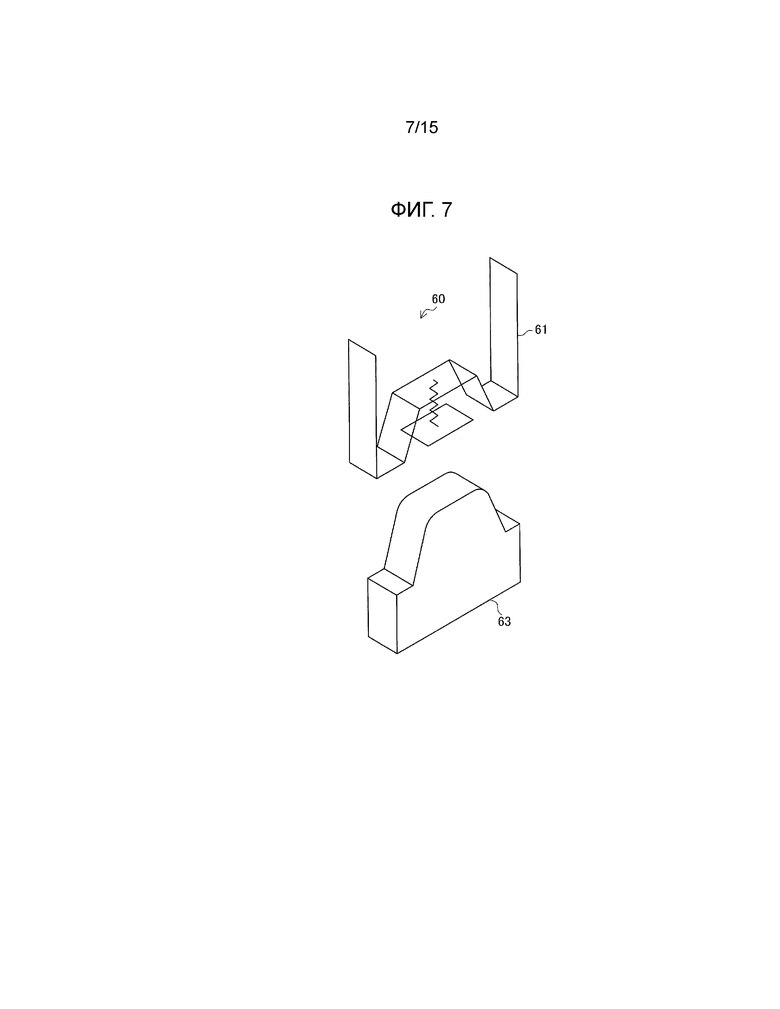
[Фиг. 7] Фиг. 7 - пояснительное изображение, схематически иллюстрирующее пример гибочного устройства.
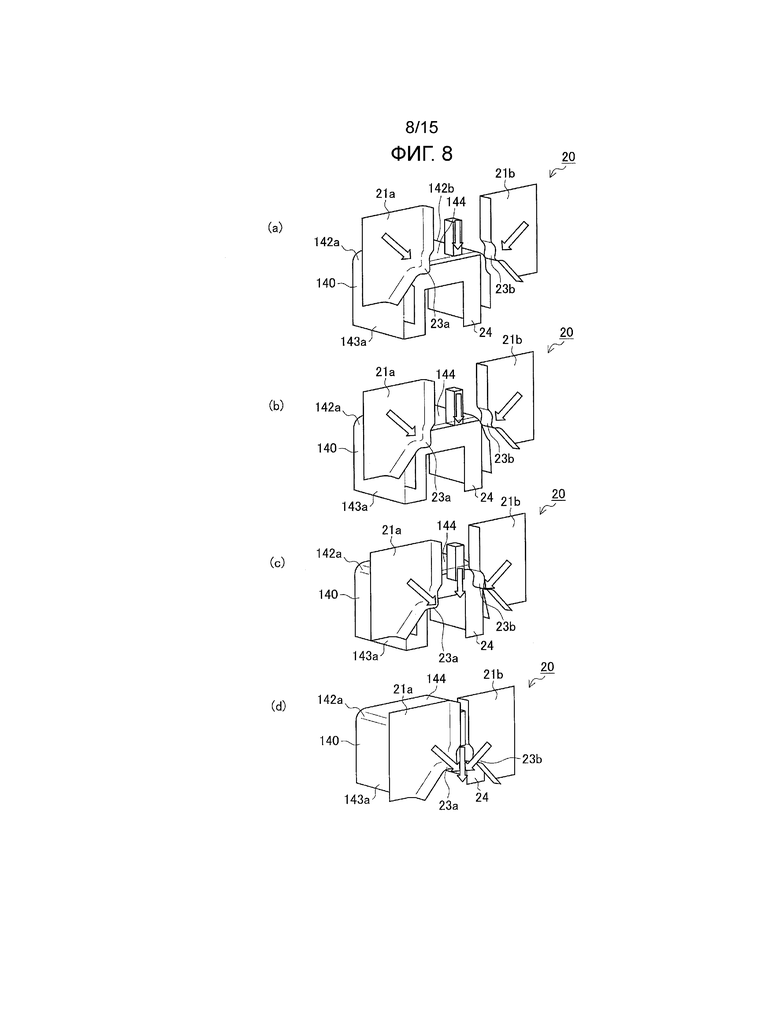
[Фиг. 8] Фиг. 8(а) - изображение, иллюстрирующее состояние, в котором обрабатываемое изделие прикреплено к инструменту для поддержания обрабатываемого изделия, фиг. 8(b) - изображение, иллюстрирующее состояние, в котором начинается процесс сгибания, фиг. 8(с) иллюстрирует состояние, в котором выполняется процесс сгибания, а фиг. 8(d) - изображение, иллюстрирующее состояние, в котором процесс сгибания заканчивается.
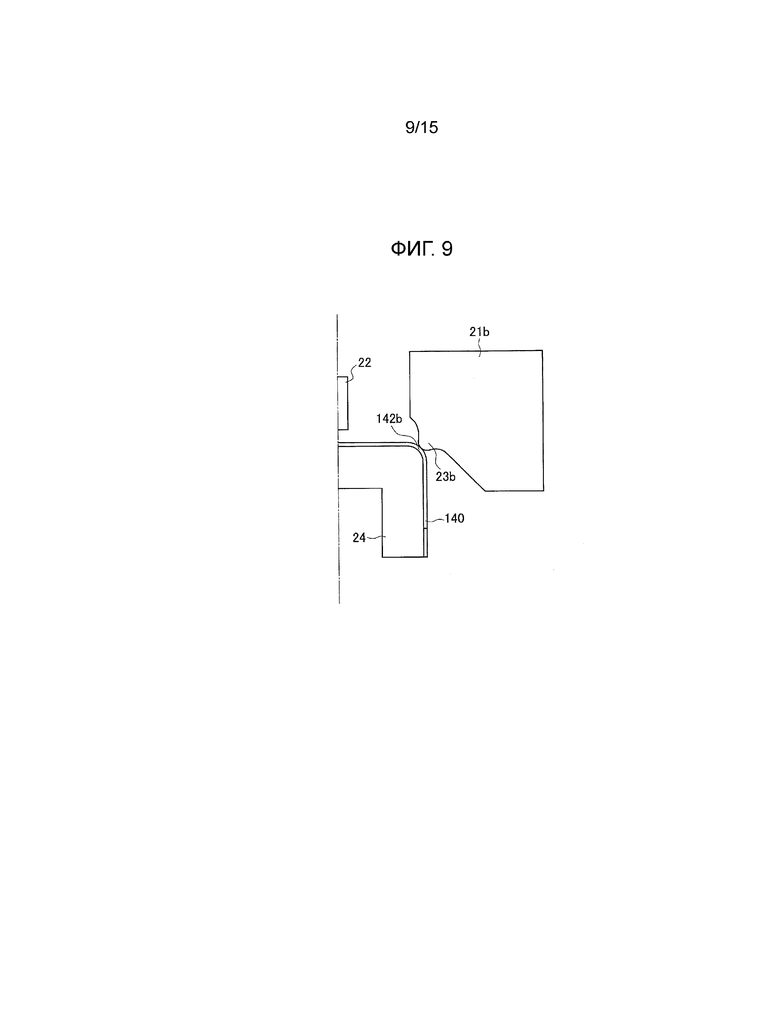
[Фиг. 9] Фиг. 9 - пояснительное изображение, иллюстрирующее состояние, в котором выступающая часть, обеспеченная на поверхности гибочного инструмента, контактирует с концевой частью ребра.
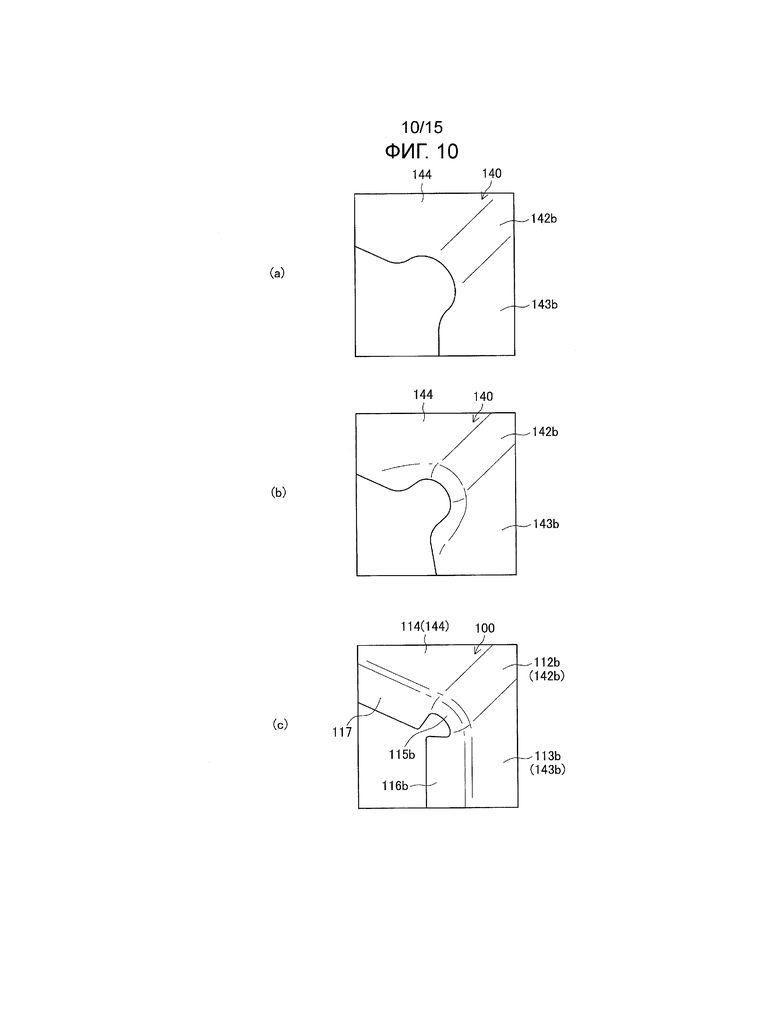
[Фиг. 10] Фиг. 10(a) - вид в перспективе, иллюстрирующий концевую часть обрабатываемого изделия, которое должно быть согнуто, фиг. 10(b) - вид в перспективе, иллюстрирующий концевую часть обрабатываемого изделия, ребро которого сгибают, а фиг. 10(c) - вид в перспективе, иллюстрирующий концевую часть обрабатываемого изделия, когда процесс сгибания заканчивается.
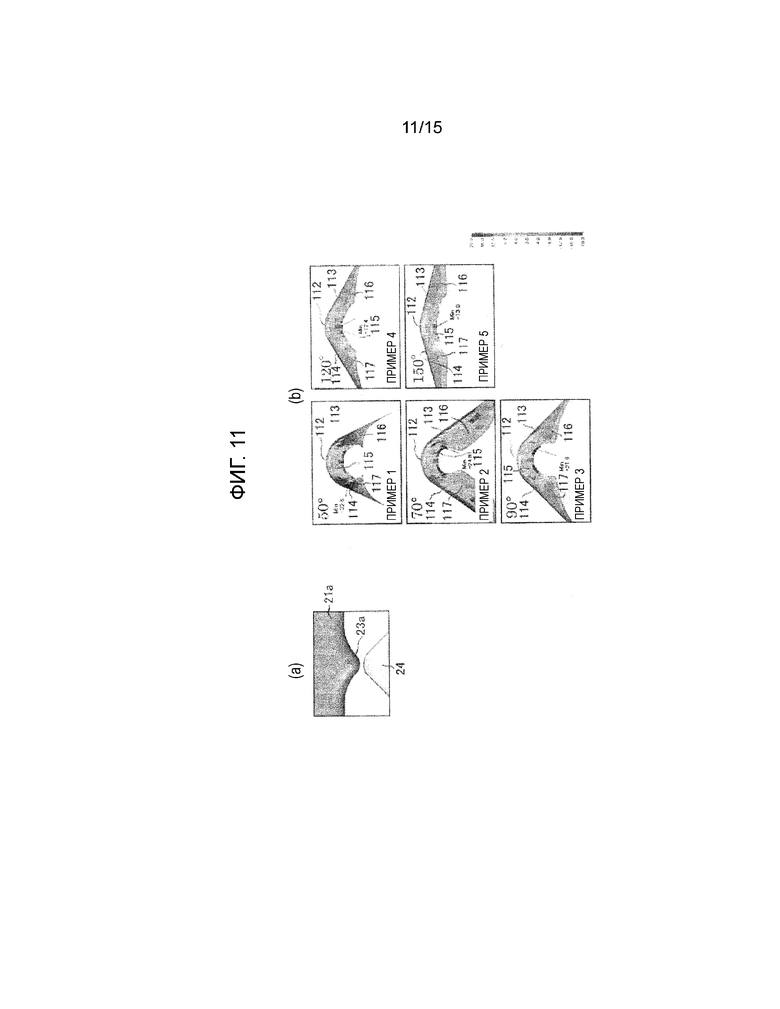
[Фиг. 11] Фиг. 11(a) - изображение, схематически иллюстрирующее форму гибочного инструмента с выступающей частью, а фиг. 11(b) - пояснительное изображение, иллюстрирующее состояние деформации фланца вблизи фланца ребра.
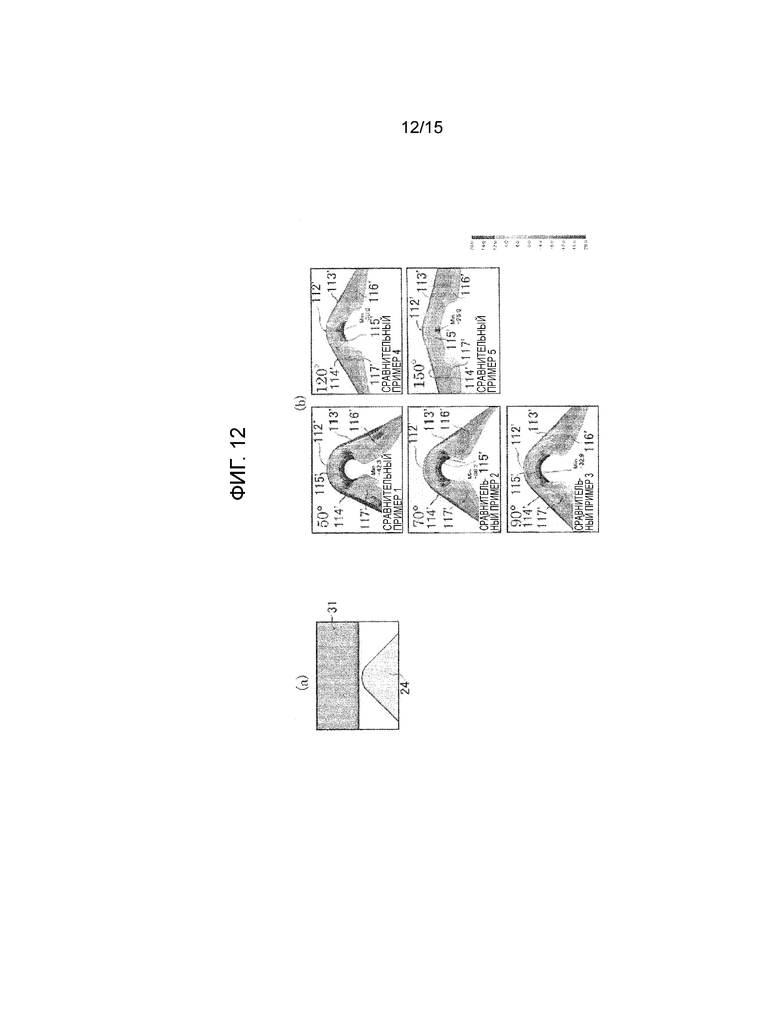
[Фиг. 12] Фиг. 12(a) - изображение, схематически иллюстрирующее форму прямого гибочного инструмента без выступающей части, а фиг. 12(b) - пояснительное изображение, иллюстрирующее состояние деформации фланца вблизи фланца ребра.
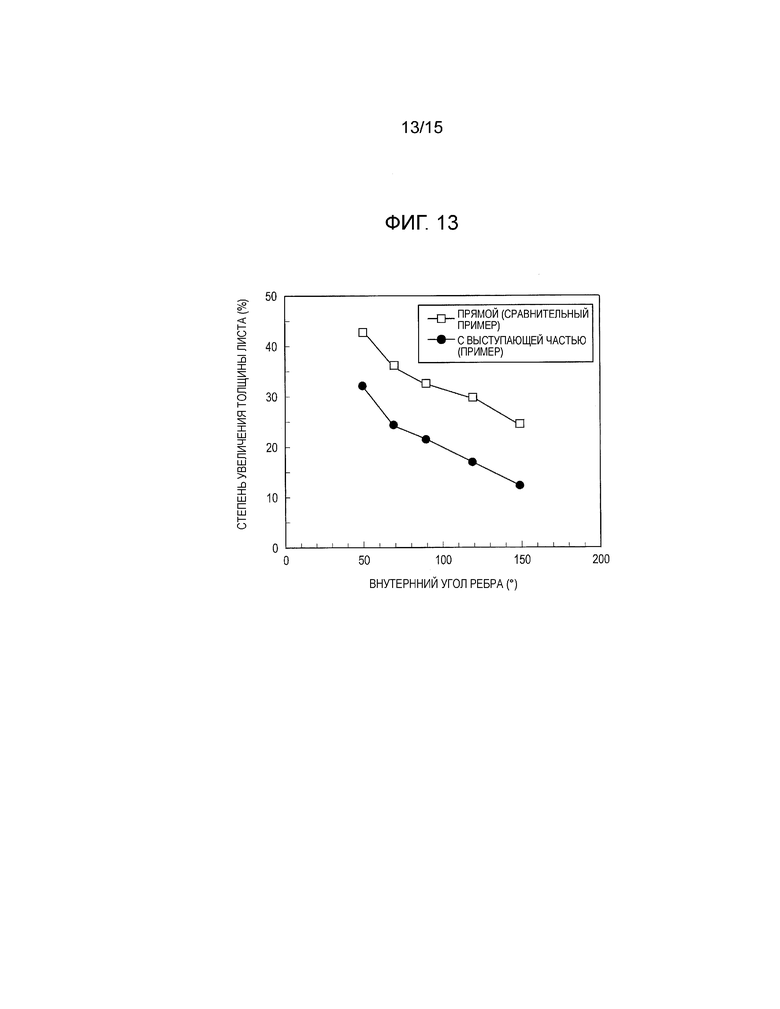
[Фиг. 13] Фиг. 13 - график, иллюстрирующий степень увеличения толщины листа фланца ребра в соответствии с процессом сгибания.
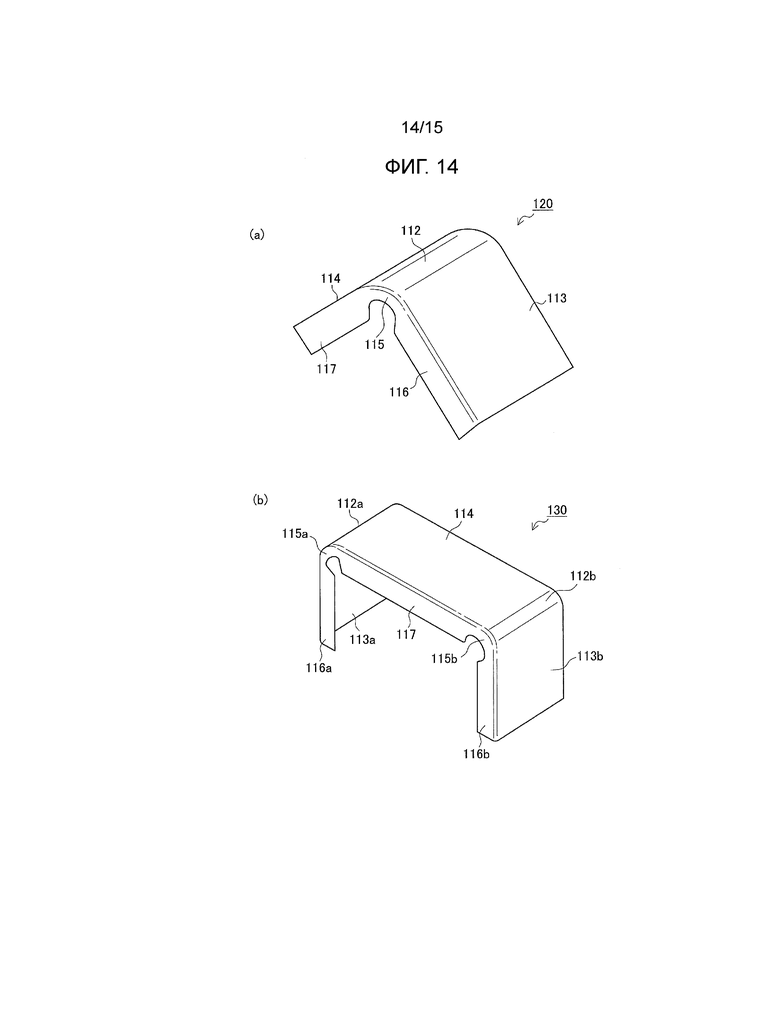
[Фиг. 14] Фиг. 14(a) и 14(b) - внешние виды, иллюстрирующие форму отформованного прессованием изделия, содержащего внутренний непрерывный фланец.
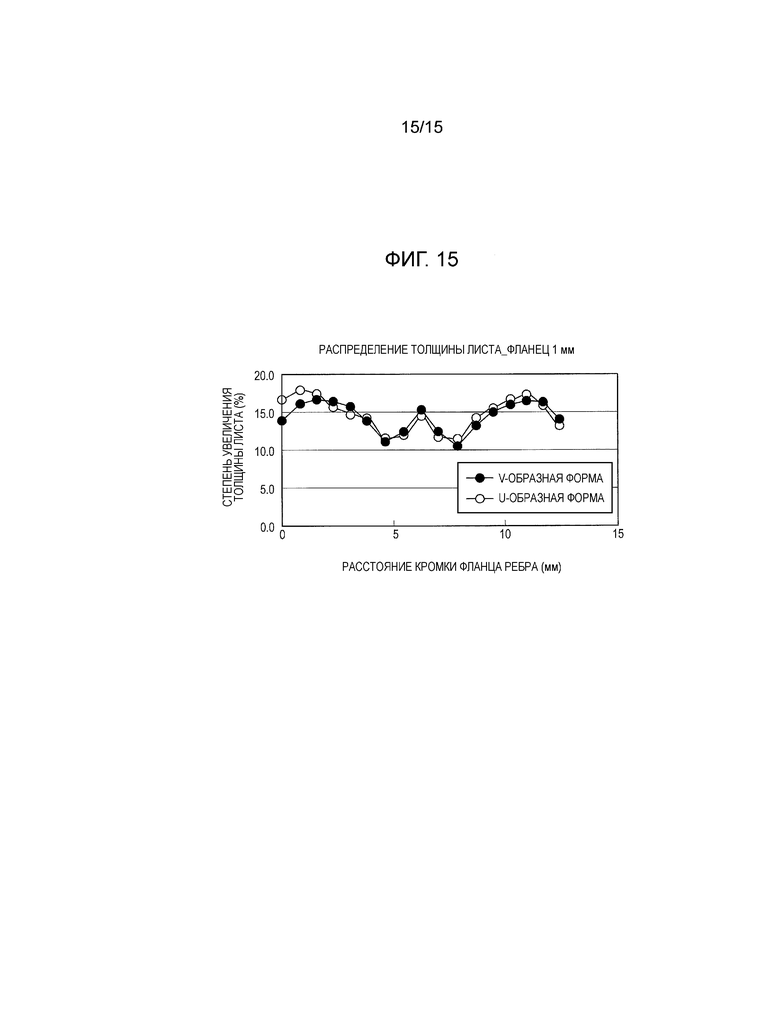
[Фиг. 15] Фиг. 15 - график, иллюстрирующий распределение толщины листа фланца ребра.
[ВАРИАНТ(Ы) ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ]
[0033] Далее в материалах настоящей заявки, со ссылкой на прилагаемые чертежи будут подробно описаны предпочтительные варианты осуществления настоящего изобретения. Стоит отметить, что, в данной спецификации и на прилагаемых чертежах, структурные элементы, которые имеют по существу одинаковые функции и конструкцию, обозначены одинаковыми номерами ссылок, и их повторное описание опускается.
[0034] <1. ПЕРВЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ>
Сначала будет описано отформованное прессованием изделие согласно первому варианту осуществления настоящего изобретения.
[0035] (1-1. ПОЛНАЯ КОНФИГУРАЦИЯ)
Фиг. 1 - вид в перспективе, схематически иллюстрирующий отформованное прессованием изделие 100 согласно варианту осуществления. Фиг. 2(a) - пояснительное изображение, схематически иллюстрирующее форму внутреннего непрерывного фланца 118 отформованного прессованием изделия 100. Фиг. 2(b) - вид (вид спереди фланца 115a ребра) если смотреть в направлении A на фиг. 1, и является увеличенным видом области, окруженной пунктирной линией на фиг. 2(a).
[0036] Отформованное прессованием изделие 100 согласно варианту осуществления является отформованным прессованием изделием из металлического листа, которое образовано из высокопрочного стального листа, имеющего прочность на разрыв при растяжении 340 МПа или более, и включает ребра 112a и 112b, которые тянутся в заданном направлении, и первые части 113a и 113b поверхности и вторую часть 114 поверхности, которые, соответственно, тянутся от обоих концов от линий ребер, образованных ребрами 112a и 112b.
[0037] Такое отформованное прессованием изделие 100 включает, по меньшей мере в одной концевой части в заданном направлении, внутренний непрерывный фланец 118, полученный непрерывным формованием фланцев 115a и 115b ребер, которые образованы в концевых частях ребер 112a и 112b, с тем чтобы быть направленными внутрь, первых фланцев 116a и 116b, которые образованы по меньшей мере в части области концевых частей первых частей 113a и 113b поверхности, с тем чтобы быть направленными внутрь, и второго фланца 117, который образован по меньшей мере в части области концевой части второй части 114 поверхности, с тем чтобы быть направленным внутрь.
[0038] Что касается толщины листа кромок фланцев 115a и 115b ребер отформованного прессованием изделия 100, фланцы 115a и 115b ребер имеют распределение толщины, в котором части областей с обеих сторон от центральной области в направлении вдоль окружности имеют толщину листа, равную или большую, чем толщина листа центральной области. Например, как проиллюстрировано на фиг. 2(b), центральная область кромки фланца 115a ребра в направлении вдоль окружности определена, как область X, включающая центральную часть Rc в качестве промежуточной точки положений R1 и R2, в которых толщина листа начинает возрастать от обоих концов кромки фланца 115a ребра в направлении вдоль окружности. Такая центральная область X может быть установлена в качестве центральной области X, когда область от положения R1 до положения R2 в кромке фланца 115a ребра делится на три части в направлении вдоль окружности.
[0039] Отформованное прессованием изделие согласно варианту осуществления является формованным изделием, полученным посредством формования прессованием стального листа. Такое отформованное прессованием изделие может использоваться, например, в качестве усиливающего элемента кузова транспортного средства, такого как усиление бампера, брус боковины платформы кузова, поясная линия и поперечный элемент. Отформованное прессованием изделие, предназначенное для такого применения, может быть получено посредством формования прессованием высокопрочного стального листа, имеющего прочность на разрыв при растяжении в 340 МПа или более, желательно, 590 МПа или более. Прочность на разрыв при растяжении является величиной, измеряемой посредством испытания на разрыв при растяжении на основании JIS (промышленные стандарты Японии) Z 2241. Кроме того, толщина листа заготовки, образованной стальным листом, может, например, находиться в диапазоне от 0,8 до 2,0 мм.
[0040] В данном варианте осуществления, продольное направление отформованного прессованием изделия 100 или заготовки соответствует направлению протяженности ребер 112a и 112b отформованного прессованием изделия 100, но направление протяженности ребер 112a и 112b не ограничено продольным направлением отформованного прессованием изделия 100. Дополнительно, в варианте осуществления, заданное направление, в котором тянутся ребра 112a и 112b, не ограничено направлением, которое представлено в виде прямой линии. Направление, которое представлено в виде изогнутой формы (кривой), отличной от прямой линии, характерной для многих усиливающих элементов кузова транспортного средства, также включено в заданное направление. Когда заданное направление представлено в виде кривой, заданное направление включает, например, направление, которое изогнуто в левом и правом направлении, или в верхнем и нижнем направлении усиливающего элемента, или в направлении, полученном посредством комбинации этих направлений. Дополнительно, вся длина заданного направления включает, например, все виды длин от длины около 1000 мм бампера или бокового элемента до длины около 100 мм кубической поперечной перегородки.
[0041] Фиг. 3 - пояснительное изображение, иллюстрирующее пример формы поперечного сечения отформованного прессованием изделия 100 в поперечном сечении, перпендикулярном продольному направлению отформованного прессованием изделия 100. Форма поперечного сечения отформованного прессованием изделия 100 согласно варианту осуществления может являться поперечным сечением в форме шляпы, проиллюстрированным на фиг. 3(A), или поперечным сечением в форме желоба, проиллюстрированным на фиг. 3(B), но изобретение этим не ограничено. Как проиллюстрировано на фиг. 3(C) или 3(D), форма поперечного сечения отформованного прессованием изделия 100 включает форму поперечного сечения, в которой выпуклая форма 100b или вогнутая форма (не показана) обеспечена на поверхности 100a стенки в поперечном сечении в форме шляпы или в форме желоба.
[0042] Дополнительно, форма поперечного сечения отформованного прессованием изделия 100 также включает, например, по существу прямоугольную замкнутую форму поперечного сечения, отличную от открытых форм поперечного сечения, проиллюстрированных на фиг. с 3(A) по 3(D). Кроме того, отформованное прессованием изделие 100 не ограничено этими формами поперечного сечения. Например, может использоваться отформованное прессованием изделие, имеющее форму поперечного сечения, включающую ребро, и первую часть поверхности и вторую часть поверхности, соответственно продолжающиеся от обоих концов линии ребра, образованной ребром, и называемого V-образным поперечным сечением. Отформованное прессованием изделие 100, проиллюстрированное на фиг. 1, является отформованным прессованием изделием 100, имеющим поперечное сечение в форме шляпы. Далее в материалах настоящей заявки, в качестве примера будет описано отформованное прессованием изделие 100, имеющее поперечное сечение в форме шляпы.
[0043] Как проиллюстрировано на фиг. 1, отформованное прессованием изделие 100 включает ребра 112a и 112b, первые части 113a и 113b поверхности и вторую часть 114 поверхности. Оба ребра 112a и 112b образованы с тем, чтобы тянуться в продольном направлении отформованного прессованием изделия 100. Одна первая часть 113a поверхности соединена с ребром 112a и образована с тем, чтобы тянуться в первом направлении, пересекающем продольное направление отформованного прессованием изделия 100. Другая первая часть 113b поверхности соединена с ребром 112b и образована с тем, чтобы тянуться в первом направлении, пересекающем продольное направление отформованного прессованием изделия 100. Первое направление, как направление протяженности одной первой части 113a поверхности, и первое направление, как направление протяженности другой первой части 113b поверхности, могут отличаться друг от друга.
[0044] Вторая часть 114 поверхности соединена с ребрами 112a и 112b и образована с тем, чтобы пересекать продольное направление отформованного прессованием изделия 100 и тянуться во втором направлении, отличном от первого направления. Вторая часть 114 поверхности образована между ребрами 112a и 112b. Таким образом, отформованное прессованием изделие 100 по существу имеет открытое поперечное сечение в форме шляпы, включающее ребра 112a и 112b, которые тянутся в продольном направлении отформованного прессованием изделия 100, и включающие первые части 113a и 113b поверхности и вторую часть 114 поверхности, которые являются непрерывными с ребрами 112a и 112b.
[0045] (1-2. ВНУТРЕННИЙ НЕПРЕРЫВНЫЙ ФЛАНЕЦ)
Отформованное прессованием изделие 100 включает фланцы 115a и 115b ребер, первые фланцы 116a и 116b и второй фланец 117, обеспеченный по меньшей мере в одной наружной концевой части 100A в продольном направлении. Фланцы 115a и 115b ребер образованы в наружной концевой части 100A в продольном направлении ребер 112a и 112b. Первые фланцы 116a и 116b образованы по меньшей мере в части области наружной концевой части 100A в продольном направлении первых частей 113a и 113b поверхности. Кроме того, второй фланец 117 образован по меньшей мере в части области наружной концевой части 100A в продольном направлении второй части 114 поверхности. В варианте осуществления, первые фланцы 116a и 116b и второй фланец 117 образованы по всей области наружной концевой части 100A каждой из первых частей 113a и 113b поверхности и второй части 114 поверхности.
[0046] Фланцы 115a и 115b ребер, первые фланцы 116a и 116b и второй фланец 117 образованы непрерывно в виде внутреннего фланца. Фланцы 115a и 115b ребер, первые фланцы 116a и 116b и второй фланец 117 составляют внутренний непрерывный фланец 118. Так как фланец, обеспеченный в концевой части отформованного прессованием изделия 100, образован в виде внутреннего непрерывного фланца 118, например, поперечное сечение усиливающего элемента кузова транспортного средства может быть увеличено до наивысшей степени поперечного сечения конструкции. Таким образом, возможно дополнительно улучшить прочность соединения между усиливающим элементом и другим элементом жесткости кузова транспортного средства.
[0047] Отформованное прессованием изделие 100 согласно варианту осуществления включает внутренний непрерывный фланец 118, обеспеченный в продольной наружной концевой части 100A, с тем чтобы являться непрерывным по всей длине первых частей 113a и 113b поверхности, ребер 112a и 112b и второй части 114 поверхности. Здесь, первые фланцы 116a и 116b и второй фланец 117 могут являться непрерывными с фланцами 115a и 115b, и внутренний непрерывный фланец 118 не обязательно является непрерывным по всей длине. Например, первые фланцы 116a и 116b или второй фланец 117 могут быть образованы в части области наружной концевой части 100A первых частей 113a и 113b поверхности или второй части 114 поверхности. Когда второй фланец 117 образован не во всей области второй части 114 поверхности, формируется два раздельных внутренних непрерывных фланца 118.
[0048] Когда отформованное прессованием изделие 100 используется в качестве усиливающего элемента кузова транспортного средства, отформованное прессованием изделие 100 и другой элемент могут перекрываться друг с другом, с внутренним непрерывным фланцем 118, расположенным между ними. Затем, отформованное прессованием изделие 100 и другой элемент соединяются друг с другом, например, посредством точечной сварки внутреннего непрерывного фланца 118.
[0049] Кроме того, когда процесс точечной сварки выполняется на отформованном прессованием изделии 100, например, процесс сварки может выполняться, как описано ниже. Сначала, отформованное прессованием изделие 100 приводят в примыкание с боковой поверхностью другого элемента и, затем, внутренний непрерывный фланец 118 сваривают посредством С-образных клещей для точечной сварки. После этого приваривают замыкающую пластину, в то время как она примыкает к фланцам, обеспеченным в концевых частях первых частей 113a и 113b поверхности отформованного прессованием изделия 100 в направлении, пересекающем направление протяженности ребер 112a и 112b. Соответственно, часть проема отформованного прессованием изделия 100 в форме шляпы закрывается, и сборка отформованного прессованием изделия 100 завершается. То же самое применяется для приваривания замыкающей пластины к другому элементу. Когда отформованное прессованием изделие 100 не может быть закреплено посредством клещей для точечной сварки, может использоваться другой способ сварки, такой как односторонняя сварка, сварка вольфрамовым углеродом в газовой среде, лазерная сварка и склеивание.
[0050] (1-3. ФЛАНЕЦ РЕБРА)
В отформованном прессованием изделии 100 согласно варианту осуществления, желательно, чтобы ширина Lf и радиус кривизны rf каждого из фланцев 115a и 115b ребер удовлетворяли уравнению (1) ниже.
0,2×rf≤Lf≤rf (1)
[0051] Когда ширина Lf каждого из фланцев 115a и 115b ребер равна или меньше, чем радиус кривизны rf, пригодность для формования прессованием внутреннего непрерывного фланца 118 становится удовлетворительной, в то время как образование складок подавляется. Кроме того, когда ширина Lf каждого из фланцев 115a и 115b ребер равна или больше, чем 0,2 радиуса кривизны rf, возможно обеспечить жесткость фланцев 115a и 115b ребер и обеспечить прочность отформованного прессованием изделия 100, пригодную для усиливающего элемента кузова транспортного средства.
[0052] Когда ширина Lf и радиус кривизны rf каждого из фланцев 115a и 115b ребер удовлетворяет уравнению (1) выше, ширина фланца каждого из фланцев 115a и 115b ребер может быть выбрана, чтобы являться небольшой, с тем чтобы фланцы ребер не достигали внутренних поверхностей ребер 112a и 112b. То есть, ширина Lf каждого из фланцев 115a и 115b ребер может быть меньше, чем ширины Lfs1 и Lfs2 каждого из первых фланцев 116a и 116b или второго фланца 117. В частности, когда используется обрабатываемое изделие, образованное из высокопрочного стального листа или стального листа большой толщины, желательно уменьшать ширину Lf фланца каждого из фланцев 115a и 115b ребер.
[0053] В отформованном прессованием изделии 100 согласно варианту осуществления, вогнутая часть 119 обеспечена в каждом из фланцев 115a и 115b ребер. Соответственно, ширина Lf каждого из фланцев 115a и 115b ребер меньше, чем ширины Lfs1 и Lfs2 каждого из первых фланцев 116a и 116b и второго фланца 117 в области, соответствующей вершине каждой из линий ребер, образованных ребрами 112a и 112b. Кроме того, ширина фланца обозначает плоскую часть, за исключением изогнутой части, образованной в части основания, в которой фланец образован выступающим перпендикулярно из ребра, первой части поверхности или второй части поверхности.
[0054] Например, во фланце 115a ребра, как проиллюстрировано на фиг. 2(b), ширина Lf фланца 115a ребра обозначает ширину Lf плоской части 115aa, за исключением изогнутой части 115ab, образованной с тем, чтобы являться непрерывной с ребром 112a в продольной наружной концевой части 100A. Так как ширина Lf каждого из фланцев 115a и 115b ребер меньше, чем ширины первых фланцев 116a и 116b и второго фланца 117, величина дополнительного удлинения переднего конца фланца каждого из фланцев 115a и 115b ребер является небольшой, и, следовательно, образование складок снижается.
[0055] (1-4. РАСПРЕДЕЛЕНИЕ ТОЛЩИНЫ ЛИСТА)
Теперь будет описано распределение толщины листа фланцев 115a и 115b ребер отформованного прессованием изделия 100 согласно варианту осуществления. Фиг. 4 - график, иллюстрирующий пример распределения толщины листа для концевой части фланца 115a ребра в направлении ширины. Вертикальная ось обозначает степень увеличения толщины листа (%). Степень увеличения толщины листа обозначает степень увеличения толщины листа концевой части фланца в направлении ширины на основании толщины листа заготовки, которая должна подвергаться прессованию.
[0056] Кроме того, горизонтальная ось обозначает расстояние (мм) кромки фланца 115a ребра. «Расстояние кромки фланца» обозначает положение в направлении вдоль окружности от положения, в котором толщина листа кромки фланца 115a ребра начинает возрастать вдоль линии ребра, служащего в качестве начальной точки 0, до положения, в котором толщина листа прекращает возрастать. В частности, как проиллюстрировано на фиг. 2(b), расстояние обозначает положение в направлении вдоль окружности от положения R1 начала увеличения толщины листа до положения R2 окончания увеличения толщины листа в концевой части фланца 115a ребра в направлении ширины. В примере по фиг. 2(b), положение R1 начала увеличения толщины листа расположено рядом с первой частью 113a поверхности, а положение R2 окончания увеличения толщины листа расположено рядом со второй частью 114 поверхности. Тем не менее, положение R1 начала увеличения толщины листа и положение R2 окончания увеличения толщины листа могут располагаться в противоположных положениях. Промежуточная точка между положением R1 начала увеличения толщины листа и положением R2 окончания увеличения толщины листа обозначает центральную вдоль окружности часть Rc кромки фланца 115a ребра в направлении ширины.
[0057] Как проиллюстрировано на фиг. 4, фланец 115a ребра отформованного прессованием изделия 100 согласно варианту осуществления включает положения C1 и C2, которые обеспечены с обеих сторон от центральной области, включающей центральную вдоль окружности часть Rc, при этом толщина листа кромки положений С1 и С2 больше, чем толщина листа кромки центральной части Rc. В частности, распределение толщины листа, проиллюстрированное на фиг. 4, включает положение A, которое расположено в центральной вдоль окружности части Rc, в котором толщина листа максимальна, положения В1 и В2, которые расположены с обеих сторон от положения A, в которых толщина листа минимальна, и положения C1 и С2, которые расположены снаружи от положений В1 и В2, в которых толщина листа является максимальной. То есть, толщина листа является максимальной в трех положениях фланца 115a ребра в направлении вдоль окружности. Толщина листа в каждом из положений С1 и С2 с обеих сторон, между которыми расположена центральная область, больше, чем толщина листа в в центральной вдоль окружности части Rc (А).
[0058] Так как фланцы 115а и 115b ребер имеют такое распределение толщины, складки, образуемые фланцами 115а и 115b ребер, распределяются. Соответственно, возможно ослабить проблему, состоящую в том, что изогнутые складки интенсивно образуются в центральной вдоль окружности области каждого из фланцев 115а и 115b ребер. Таким образом, когда отформованное прессованием изделие 100 и другой элемент соединяются друг с другом посредством точечной сварки через внутренний непрерывный фланец 118, зазору нелегко сформироваться между каждым из фланцев 115а и 115b ребер и другим элементом. В результате, прочность соединения может быть улучшена.
[0059] Дополнительно, желательно, чтобы соотношение между максимальным значением положения A, имеющего максимальную толщину листа в центральной вдоль окружности области, и максимальным значением каждого из положений С1 и С2, обеспеченных с обеих сторон от центральной области, с тем чтобы иметь максимальную толщину листа, по существу находилось в диапазоне от 1,0 до 1,5. Такое соотношение можно поменять посредством радиуса кривизны rf каждого из ребер 112a и 112b или прочности и коэффициента деформационного упрочнения металлического листа (например, высокопрочного стального листа, имеющего прочность на разрыв при растяжении 340 МПа или более), используемого в качестве заготовки отформованного прессованием изделия 100.
[0060] Так как вышеописанное соотношение находится в диапазоне от 1,0 до 1,5, степень складок, образуемых во фланцах 115а и 115b ребер, снижается. Таким образом, зазору нелегко сформироваться, когда отформованное прессованием изделие 100 соединяют с другим элементом посредством точечной сварки через фланцы 115а и 115b ребер, и, следовательно, ухудшение в прочности соединения может быть ослаблено.
[0061] Как описано выше, отформованное прессованием изделие 100 согласно варианту осуществления может быть соединено с другим элементом через внутренний непрерывный фланец 118 вместо наружного фланца. Таким образом, поперечное сечение в форме шляпы или поперечное сечение в форме желоба может быть увеличено до наивысшей степени поперечного сечения конструкции за счет области, в которой не обеспечивается наружный фланец. Дополнительно, в отформованном прессованием изделии 100 согласно варианту осуществления, образование складок во внутреннем непрерывном фланце 118 подавляется без образование выемок во фланцах 115a и 115b ребер. Таким образом, когда отформованное прессованием изделие 100 используется, например, в качестве усиливающего элемента кузова транспортного средства, возможно улучшить прочность соединения между отформованным прессованием изделием 100 и другим элементом, и улучшить эффективность, связанную с жесткостью или эффективностью переноса нагрузки усиливающего элемента.
[0062] <2. ВТОРОЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ>
Далее будет описан пример способа изготовления отформованного прессованием изделия 100 согласно второму варианту осуществления изобретения вместе с примером конфигурации устройства для изготовления отформованного прессованием изделия 100. Способ и устройство для изготовления отформованного прессованием изделия 100 согласно варианту осуществления используются для изготовления, например, отформованного прессованием изделия 100 согласно первому варианту осуществления. Далее в материалах настоящей заявки, будет описано устройство (далее также указываемое ссылкой как «устройство для формования прессованием») для изготовления отформованного прессованием изделия 100 согласно варианту осуществления, а затем будет описан способ изготовления отформованного прессованием изделия 100, используя устройство для формования прессованием.
[0063] (2-1. УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕССОВАНИЕМ)
Фиг. 5 - изображение, схематически иллюстрирующее полную конфигурацию примера устройства 20 для формования прессованием согласно варианту осуществления. Как показано на фиг. 5, устройство 20 для формования прессованием включает инструмент 24 для поддержания обрабатываемого изделия и первый, второй и третий гибочные инструменты 21a, 21b и 22. Инструмент 24 для поддержания обрабатываемого изделия используется для закрепления и поддержки изделия 140, имеющего U-образное поперечное сечение. Наружная поверхность инструмента 24 для поддержания обрабатываемого изделия имеет форму, соответствующую форме внутренней поверхности изделия 140, которое должно поддерживаться. Инструмент 24 для поддержания обрабатываемого изделия поддерживает обрабатываемое изделие 140 со стороны внутренней области, в то время как концевая часть, формирующая фланец обрабатываемого изделия 140, выступает наружу.
[0064] Чтобы сформировать внутренний фланец в концевой части обрабатываемого изделия 140, первый, второй и третий гибочные инструменты 21a, 21b и 22 используются, чтобы вдавливать концевую часть из наружной области во внутреннюю область обрабатываемого изделия 140, с тем чтобы обрабатываемое изделие сгибалось внутрь. Каждый из первого, второго и третьего гибочных инструментов 21a, 21b и 22 образован, например, посредством гибочной балки.
[0065] Первый, второй и третий гибочные инструменты 21a, 21b и 22 перемещаются вперед и назад относительно инструмента 24 для поддержания обрабатываемого изделия, с тем чтобы не контактировать с инструментом 24 для поддержания обрабатываемого изделия. Такое перемещение вперед и назад реализовано, например, посредством кулачковой конструкции (не проиллюстрирована). Когда первый, второй и третий гибочные инструменты 21a, 21b и 22 совершают относительное перемещение вперед, по меньшей мере часть гибочных инструментов направлены к боковой поверхности 24b в части, заставляющей концевую часть обрабатываемого изделия 140 выступать наружу на боковой поверхности инструмента 24 для поддержания обрабатываемого изделия. В соответствии с таким перемещением вперед, первый, второй и третий гибочные инструменты 21a, 21b и 22 сгибают концевую часть обрабатываемого изделия 140 наружу.
[0066] Кроме того, когда первый, второй и третий гибочные инструменты 21a, 21b и 22 выполняют относительное перемещение назад, гибочные инструменты перемещаются назад в положение, не направленное к боковой поверхности 24b. В таком положении перемещения назад, первый, второй и третий гибочные инструменты 21a, 21b и 22 располагаются с тем, чтобы не находиться на линии протяженности в продольном направлении обрабатываемого изделия 140. В устройстве 20 для формования прессованием согласно варианту осуществления, боковая поверхность 24b инструмента для поддержания обрабатываемого изделия образована на одной плоской поверхности, а первый, второй и третий гибочные инструменты 21a, 21b и 22 обеспечиваются с тем, чтобы быть относительно подвижными внутри плоскости, параллельной боковой поверхности 24b.
[0067] Первый и второй гибочные инструменты 21a и 21b обеспечены с тем, чтобы соответствовать плечам 25a и 25b, поддерживающим ребра 142a и 142b обрабатываемого изделия 140 в инструменте 24 для поддержания обрабатываемого изделия. Первый и второй гибочные инструменты 21a и 21b перемещаются вперед и назад в направлении, в котором плечи 25a и 25b делятся на две части в направлении вдоль окружности, то есть, направлении в котором линии ребер, образованные ребрами 142a и 142b обрабатываемого изделия 140 делятся на две части.
[0068] Дополнительно, третий гибочный инструмент 22 обеспечен по существу в центре между первым гибочным инструментом 21a и вторым гибочным инструментом 21b. Такой третий гибочный инструмент 22 перемещается вперед и назад в направлении, перпендикулярном опорной поверхности 24a инструмента 24 для поддержания обрабатываемого изделия, поддерживающего вторую часть 144 поверхности обрабатываемого изделия 140. Как описано выше, первый, второй и третий гибочные инструменты 21a, 21b и 22 используются, чтобы сжимать концевую часть обрабатываемого изделия 140, выступающую из инструмента 24 для поддержания обрабатываемого изделия, и не контактировать с инструментом 24 для поддержания обрабатываемого изделия.
[0069] В состоянии, в котором первый, второй и третий гибочные инструменты 21a, 21b и 22 перемещаются относительно вперед, с тем чтобы быть направленными к боковой поверхности 24b инструмента 24 для поддержания обрабатываемого изделия, желательно, чтобы расстояние x зазора между каждым из первого, второго и третьего гибочных инструментов 21a, 21b и 22 и инструментом 24 для поддержания обрабатываемого изделия удовлетворяло уравнению (3) ниже.
1,00×t≤x≤1,40×t (3)
t: толщина листа (мм) заготовки
x: расстояние (мм) зазора.
[0070] Так как расстояние x зазора удовлетворяет уравнению (3) выше, возможно предотвратить ситуацию, в которой толщина листа внутреннего непрерывного фланца 118 становится меньше, чем толщина листа перед процессом формования прессованием. Дополнительно, так как расстояние x зазора удовлетворяет уравнению (3) выше, возможно сдерживать увеличение толщины листа, вызывающее образование складок во фланцах 115a и 115b ребер.
[0071] Здесь, первый и второй гибочные инструменты 21а и 21b включают выступающие части 23а и 23b, обеспеченные на поверхностях в направлении перемещения вперед. Такие выступающие части 23а и 23b сжимают концевые части ребер 142а и 142b в концевой части обрабатываемого изделия 140, выступающие из инструмента 24 поддержки обрабатываемой детали в направлении толщины листа. Концевая часть обрабатываемого изделия 140, выступающая из инструмента 24 поддержки обрабатываемой детали, является частью, сгибаемой во внутренний непрерывный фланец 118. Дополнительно, концевые части выступающих ребер 142а и 142b являются частями, образованными во фланцах 115a и 115b ребер.
[0072] Первый и второй гибочные инструменты 21а и 21b расположены с тем, чтобы выступающие части 23а и 23b контактировали с частью концевых частей ребер 142a и 142b из наружной области, когда начинается процесс сгибания. Впоследствии, первый и второй гибочные инструменты 21а и 21b выполняют относительное перемещение вперед в направлении внутренней области в направлении толщины листа частей, контактирующих с выступающими частями 23a и 23b. В концевых частях ребер 142а и 142b, части, контактирующие с выступающими частями 23а и 23b, сжимаются в направлении толщины листа контактных частей. Между тем, другие части концевых частей ребер 142а и 142b сжимаются в направлении, пересекающем направления толщины листа соответствующих частей.
[0073] Таким образом, когда концевые части ребер 142а и 142b сжимаются посредством первого и второго гибочных инструментов 21a и 21b с помощью выступающих частей 23a и 23b, формируется разница в степени деформации между частью, сжимаемой выступающими частями 23a и 23b, и другой частью. Таким образом, область деформации, получаемая, когда фланцы 115a и 115b ребер образуются в концевых частях ребер 142а и 142b, меняется с области деформации сжатия на область деформации сдвига. То есть, предполагается, что состояние деформации фланцев 115a и 115b ребер меняется с области деформации сжатия (отношение деформации β (s2/s1)<-1: увеличенная толщина листа) на область деформации сдвига (отношение деформации β (s2/s1)≈-1: однородная толщина листа). Таким образом, возможно сдерживать увеличение толщины листа, вызывающее образование складок в концевых частях ребер 142а и 142b.
[0074] В это время, когда высота h каждой из выступающих частей 23а и 23b является слишком маленькой, область деформации сдвига, образуемая в концевых частях ребер 142а и 142b, выступающих из инструмента 24 поддержки обрабатываемой детали во время процесса сгибания, выполняемого посредством первого и второго гибочных инструментов 21a и 21b, не является достаточной. В результате, возникает ситуация, в которой эффект сдерживания увеличения толщины листа снижается. Между тем, когда высота h каждой из выступающих частей 23а и 23b является слишком большой, имеется вероятность повреждения выступающих частей 23a и 23b. Таким образом, желательно, чтобы высота h каждой из выступающих частей 23а и 23b удовлетворяла уравнению (2) ниже. Дополнительно, символ rf в уравнении (2) ниже обозначает радиус кривизны каждого из ребер 112a и 112b.
0,5×rf≤h≤3,0×rf (2)
[0075] В варианте осуществления, в области деформации сдвига, образуемой во время процесса сгибания, выполняемого посредством первого и второго гибочных инструментов 21a и 21b, отношение деформации β (s2/s1) частей максимальной деформации фланцев 115а и 115b ребер удовлетворяет уравнению -1,5<(s2/s1)<0,9. Другими словами, выступающие части 23а и 23b могут обеспечивать область деформации сдвига, в которой отношение деформации β (s2/s1) частей максимальной деформации фланцев 115а и 115b ребер удовлетворяет уравнению -1,5<(s2/s1)<0,9.
[0076] Кроме того, устройство 20 для формования прессованием может обеспечиваться, например, в виде вытяжного устройства, которое вытягивает заготовку с тем, чтобы сформировать обрабатываемое изделие 140, включающее ребра 142а и 142b, и первые части 143а и 143b поверхности, и вторую часть 144 поверхности, непрерывные с ребрами 142а и 142b. Например, устройство 20 для формования прессованием согласно варианту осуществления может обеспечиваться в виде существующего вытяжного устройства 50, включающего матрицу 51, пуансон 53 и держатель 55 заготовки, проиллюстрированного в примере по фиг. 6. В качестве альтернативы, устройство 20 для формования прессованием согласно варианту осуществления может обеспечиваться в виде существующего гибочного устройства 60, включающего матрицу 61 и пуансон 63, проиллюстрированного в примере по фиг. 7.
[0077] В этом случае, устройство 20 для формования прессованием обеспечивается таким образом, что первый, второй и третий гибочные инструменты 21a, 21b и 22 располагаются рядом с боковой поверхностью матрицы 51 или 61, и гибочные инструменты 21a, 21b и 22 установлены, чтобы быть подвижными относительно пуансона 53 или 63. В соответствии с таким устройством 20 для формования прессованием, так как пуансон служит в качестве инструмента 24 для поддержания обрабатываемого изделия, нет необходимости использовать специализированный инструмент 24 для поддержания обрабатываемого изделия. Таким образом, возможно снизить стоимость изготовления и количество этапов изготовления отформованного прессованием изделия 100 по сравнению со случаем, в котором используется специализированный инструмент 24 для поддержания обрабатываемого изделия.
[0078] Дополнительно, отформованное прессованием изделие 20 согласно варианту осуществления обеспечивается в виде гибочного устройства для сгибания обрабатываемого изделия 140 с помощью двух ребер 142а и 142b. Такое устройство 20 для формования прессованием включает первое и второе гибочные инструменты 21а и 21b, которые сгибают концевые части ребер 142a и 142b, и третий гибочный инструмент 22, который сгибает концевую часть второй части 144 поверхности обрабатываемого изделия 140. Здесь, устройство 20 для формования прессованием не ограничено таким примером.
[0079] Например, третий гибочный инструмент 22, который сгибает концевую часть второй части 144 поверхности, может быть опущен, когда ширина второй части 144 поверхности является небольшой. Дополнительно, например, когда сгибается обрабатываемое изделие, имеющее V-образное поперечное сечение с одним ребром, устройство для формования прессованием может не включать третий гибочный инструмент 22. В этом случае, чтобы сжать концевую часть ребра, с тем чтобы концевая часть была согнута внутрь, устройство для формования прессованием может включать только первый гибочный инструмент 21a с выступающей частью 23a.
[0080] (2-2. СПОСОБ ИЗГОТОВЛЕНИЯ ОТФОРМОВАННОГО ПРЕССОВАНИЕМ ИЗДЕЛИЯ)
Далее будет описан способ изготовления отформованного прессованием изделия 100 посредством сгибания концевой части обрабатываемого изделия 140, имеющего U-образное поперечное сечение, используя устройство 20 для формования прессованием согласно варианту осуществления.
[0078] Фиг. 8 - пояснительное изображение, схематически иллюстрирующее состояние, в котором отформованное прессованием изделие 100 получают из обрабатываемого изделия 140 посредством способа изготовления отформованного прессованием изделия 100 согласно варианту осуществления. Фиг. 8(a) иллюстрирует состояние, в котором обрабатываемое изделие 140 прикреплено к инструменту 24 для поддержания обрабатываемого изделия, а фиг. 8(b) иллюстрирует состояние, в котором процесс сгибания обрабатываемого изделия 140 начинается. Дополнительно, фиг. 8(c) иллюстрирует состояние, в котором обрабатываемое изделие 140 сгибается, а фиг. 8(d) иллюстрирует состояние, в котором процесс сгибания обрабатываемого изделия 140 заканчивается.
[0082] Кроме того, фиг. 9 - пояснительное изображение, иллюстрирующее состояние, в котором выступающие части 23a и 23b, обеспеченные на поверхностях первого и второго гибочных инструментов 21а и 21b, контактируют с обрабатываемым изделием 140, и выступающие части 23a и 23b прижимают контактную часть обрабатываемого изделия 140 в направлении толщины листа. Кроме того, фиг. 10 - вид в перспективе, иллюстрирующий состояние, в котором концевую часть обрабатываемого изделия 140 деобразуют посредством способа изготовления отформованного прессованием изделия 100 согласно варианту осуществления. Фиг. 10(a) иллюстрирует концевую часть обрабатываемого изделия 140, которое должно быть согнуто, фиг. 10(b) иллюстрирует концевую часть обрабатываемого изделия 140, ребро которого сгибают, а фиг. 10(c) иллюстрирует концевую часть обрабатываемого изделия 140, когда процесс сгибания заканчивается.
[0083] Как проиллюстрировано на фиг. 8(a), обрабатываемое изделие 140 имеет U-образное поперечное сечение с ребрами 142а и 142b, продолжающимися в продольном направлении, и первыми частями 143а и 143b поверхности и второй частью 144 поверхности, непрерывными с обоими концами линий ребер, образованных ребрами 142а и 142b. В состоянии, в котором продольная концевая часть 140a такого обрабатываемого изделия 140 выступает из инструмента 24 для поддержания обрабатываемого изделия, обрабатываемое изделие 140 закреплено и поддерживается, в то же время будучи накрытым посредством инструмента 24 для поддержания обрабатываемого изделия. Выступающая концевая часть 140a является частью, которая должна сгибаться во внутренний непрерывный фланец 118. Как проиллюстрировано на фиг. 10(a), концевая часть обрабатываемого изделия 140 не согнута на этапе, на котором процесс сгибания еще не начался.
[0084] В это время, как проиллюстрировано на фиг. 8(a) и 9, первый и второй гибочные инструменты 21a и 21b расположены с тем, чтобы передние концы выступающих частей 23а и 23b, обеспеченные на соответствующих поверхностях первого и второго гибочных инструментов 21a и 21b, контактировали с концевыми частями ребер 142a и 142b обрабатываемого изделия 140. В варианте осуществления, выступающие части 23а и 23b контактируют с центральной частью, разделяющей линию ребра на две части в концевых частях ребер 142a и 142b. Дополнительно, третий гибочный инструмент 22 расположен с тем, чтобы контактировать по существу с центральной частью концевой части второй части 144 поверхности, расположенной между двумя ребрами 142а и 142b.
[0085] Далее, как проиллюстрировано на фиг. 8(b), первый и второй гибочные инструменты 21a и 21b перемещаются из наружной области в направлении внутренней области обрабатываемого изделия 140 в наклонном направлении, наклоненном относительно вертикального направления, например, посредством кулачкового механизма (не проиллюстрирован). Соответственно, передние концы выступающих частей 23а и 23b прижимают центральные вдоль окружности части концевых частей ребер 142а и 142b в направлении толщины листа. То есть, как обозначено белой стрелкой на фиг. 8(b), первый и второй гибочные инструменты 21a и 21b перемещаются в наклонном направлении, по существу разделяющем линии ребер концевых частей ребер 142а и 142b на две части.
[0086] Соответственно, центральные вдоль окружности области концевых частей ребер 142a и 142b начинают деформироваться раньше, чем другие области. В то же время, третий гибочный инструмент 22 подобным образом перемещается в продольном направлении посредством кулачкового механизма (не проиллюстрирован), и передний конец третьего гибочного инструмента 22 контактирует с центральной частью концевой части второй части 144 поверхности. В это время, желательно, чтобы выступающие части 23a и 23b первого и второго гибочных инструментов 21а и 21b сжимали, частично или полностью, область, по существу имеющую ширину толщины листа и включающую центральную вдоль окружности часть и обе стороны центральной вдоль окружности части каждой из концевых частей ребер 142a и 142b в направлении толщины листа соответствующей части.
[0087] С помощью такого процесса сгибания, положения, имеющие максимальную толщину листа и образованные в каждой из кромок фланцев 115a и 115b ребер в направлении ширины, могут легко равномерно распределяться в направлении вдоль окружности фланцев 115a и 115b ребер. Таким образом, образование складок во фланцах 115a и 115b ребер дополнительно подавляется. С такой точки зрения, более желательно сжимать и сгибать центральные вдоль окружности части ребер 142a и 142b в направлении толщины листа посредством выступающих частей 23а и 23b.
[0088] Далее, как проиллюстрировано на фиг. 8(c) и 8(d), первый, второй и третий гибочные инструменты 21a, 21b и 21с перемещаются в направлениях, обозначенных белыми стрелками, с тем чтобы сгибать концевые части обрабатываемого изделия 140. То есть, когда третий гибочный инструмент 22 перемещается, концевая часть второй части 144 поверхности сгибается внутрь в направлении толщины листа. Дополнительно, когда первый и второй гибочные инструменты 21а и 21b перемещаются, центральные вдоль окружности части концевых частей ребер 142а и 142b сгибаются в направлении толщины листа. Кроме того, в соответствии с перемещением первого и второго гибочных инструментов 21а и 21b, другие части, за исключением центральных вдоль окружности частей концевых частей ребер 142а и 142b, последовательно сжимаются в направлении от центральных частей, после сжимания центральных вдоль окружности частей. Соответственно, другие части, за исключением центральных частей ребер 142а и 142b, последовательно сгибаются в направлении, пересекающем направление толщины листа соответствующей части.
[0089] То есть, в способе изготовления отформованного прессованием изделия 100 согласно варианту осуществления, как проиллюстрировано на фиг. 10(b), концевая часть ребра 142 сгибается первой среди концевых частей обрабатываемого изделия 140. Впоследствии, как проиллюстрировано на фиг. 10(c), концевые части первой части 143b поверхности и второй части 144 поверхности поочередно сгибаются, с тем чтобы сформировать внутренний непрерывный фланец 118.
[0090] В способе изготовления отформованного прессованием изделия 100 согласно варианту осуществления, центральные вдоль окружности области концевых частей ребер 142а и 142b начинают деформироваться раньше, чем другие области, с тем чтобы степень деформации центральной области отличалась от степени деформации частей, отличных от центральной области. По этой причине, область деформации каждого из фланцев 115a и 115b ребер меняется с области деформации сжатия фланцев, имеющей большое увеличение толщины листа, на область деформации чистого сдвига, и, следовательно, увеличение толщины листа, легко вызывающее образование складок, подавляется. Таким образом, возможно получить отформованное прессованием изделие 100 с внутренним непрерывным фланцем 118, в котором каждый из фланцев 115а и 115b ребер не обеспечивается выемкой, и образование складок подавляется.
[0091] В вышеприведенном описании представлен пример, в котором выступающие части 23а и 23b сжимают центральные вдоль окружности части концевых частей ребер 142а и 142b обрабатываемого изделия 140 в направлении толщины листа, но вариант осуществления по существу не ограничен таким примером. До тех пор, пока центральные вдоль окружности области концевых частей ребер 142а и 142b гарантированы, положения, отличные от центральных частей, разделяющих линии ребер на две части, могут сжиматься в направлении толщины листа.
[0092] Согласно способу и устройству для изготовления отформованного прессованием изделия 100 согласно варианту осуществления, область деформации сдвига формируется в каждом из фланцев 115а и 115b ребер, образованных в концевых частях ребер 142а и 142b обрабатываемого изделия 140 во время процесса сгибания. Таким образом, возможно эффективно подавлять увеличение толщины листа фланцев 115а и 115b ребер, вызванное деформацией сжатия в соответствии с деформацией сгибания.
[0093] Кроме того, когда устройство 20 для формования прессованием обеспечивается посредством использования существующего вытяжного устройства или гибочного устройства, проиллюстрированных на фиг. 6 или 7, возможно сформовать обрабатываемое изделие 140 и внутренний непрерывный фланец 118 в соответствии с последовательностью процессов, указанной ниже. Например, сначала, обрабатываемое изделие 140 формуется посредством вытяжки или сгибания заготовки. Далее, в состоянии, в котором обрабатываемое изделие 140 не отделяется от устройства 20 для формования прессованием, продольная концевая часть заготовки 140 сгибается внутрь посредством первого, второго и третьего гибочных инструментов 21а, 21b и 22, расположенных рядом с боковой поверхностью матрицы 51 или 61, посредством использования пуансона 53 или 63 в качестве инструмента 24 для поддержания обрабатываемого изделия.
[0094] Таким образом, возможно получить отформованное прессованием изделие 100 с внутренним непрерывным фланцем 118 с помощью последовательности процессов. Таким образом, так как отформованное прессованием изделие 100 производится посредством использования одного устройства 20 для формования прессованием, возможно производить отформованное прессованием изделие 100 с небольшими затратами и небольшим количеством этапов.
[0095] Дополнительно, чтобы обработать (далее в материалах настоящей заявки, «подрезать») каждый из фланцев 115а и 115b ребер в заданную форму, когда вогнутая часть 119 формируется в каждом из фланцев 115а и 115b ребер, например, отформованное прессованием изделие 100 может быть произведено в соответствии со следующими процедурами.
[0096] (1) Формуют обрабатываемое изделие 140, имеющее заданную форму поперечного сечения, подрезают продольные концевые части ребер 142а и 142b обрабатываемого изделия 140, и, затем, концевые части обрабатываемого изделия 140 сгибают внутрь.
(2) Формуют и подрезают обрабатываемое изделие 140 из заготовки, с тем чтобы сформовать заготовку 140, продольные концевые части ребер 142а и 142b которой обработаны, чтобы иметь заданную форму, и, затем, концевые части обрабатываемого изделия 140 сгибают внутрь.
(3) Подрезают часть, формуемую во фланец ребра в заготовке, с тем чтобы обработать заготовку до заданной формы, затем, из заготовки формуют обрабатываемое изделие 140, и концевые части обрабатываемого изделия 140 сгибают внутрь.
[ПРИМЕРЫ]
[0097] Далее в материалах настоящей заявки, примеры изобретения будут описаны со ссылкой на результаты числового анализа, основанного на методе конечных элементов.
[0098] (ПРИМЕРЫ С 1 ПО 5 И СРАВНИТЕЛЬНЫЕ ПРИМЕРЫ СО 1 ПО 5)
Сначала, использовалось обрабатываемое изделие, имеющее V-образное поперечное сечение и образованное из высокопрочного стального листа с толщиной листа 1,6 мм и прочностью на разрыв при растяжении 980 МПа, а концевая часть обрабатываемого изделия сгибалась в соответствии с процедурой, проиллюстрированной на фиг. с 5 по 9, с тем чтобы произвести отформованное прессованием изделие, содержащее внутренний непрерывный фланец. Деформационное поведение каждого из фланцев ребер и смежных первого и второго фланцев во время изготовления отформованного прессованием изделия анализировалось посредством числового анализа.
[0099] Фиг. 11 - пояснительное изображение, иллюстрирующее пример изобретения, в котором процесс сгибания выполняется посредством первого гибочного инструмента 21a с помощью выступающей части 23a. Фиг. 11(a) – изображение, иллюстрирующее форму первого гибочного инструмента 21а. В первом гибочном инструменте 21a, высота h выступающей части 23a составляет 7 мм, а радиус кривизны переднего конца выступающей части 23a составляет 6 мм. Фиг. 11(b) - пояснительное изображение, иллюстрирующее состояние деформации фланца 115 ребра, первого фланца 116 и второго фланца 117 отформованного прессованием изделия в примерах с 1 по 5. В верхней левой стороне чертежа фиг. 11(b) проиллюстрирован V-образный угол (далее в материалах настоящей заявки, также упоминаемый как «внутренний угол ребра»), образованный первой частью 113 поверхности и второй частью 114 поверхности.
[0100] Фиг. 12 - пояснительное изображение, иллюстрирующее сравнительный пример, в котором процесс сгибания выполняется посредством прямого гибочного инструмента 31 без выступающей части. Фиг. 12(a) – пояснительное изображение, иллюстрирующее форму гибочного инструмента 31. Фиг. 12(b) - пояснительное изображение, иллюстрирующее состояние деформации фланца 115' ребра, первого фланца 116' и второго фланца 117' в сравнительных примерах с 1 по 5. В верхней левой стороне чертежа фиг. 12(b) проиллюстрирован V-образный внутренний угол ребра, образованный первой частью 113' поверхности и второй частью 114' поверхности.
[0101] В примере 1 и сравнительном примере 1, внутренний угол ребра отформованного прессованием изделия составляет 60°. В примере 2 и сравнительном примере 2, внутренний угол ребра отформованного прессованием изделия составляет 70°. В примере 3 и сравнительном примере 3, внутренний угол ребра отформованного прессованием изделия составляет 90°. В примере 4 и сравнительном примере 4, внутренний угол ребра отформованного прессованием изделия составляет 120°. В примере 5 и сравнительном примере 5, внутренний угол ребра отформованного прессованием изделия составляет 150°.
[0102] Фиг. 13 - график, в котором степени увеличения толщины листа кромок фланцев 115 и 115' ребра в направлении ширины, соответственно, сопоставлены с примером и сравнительным примером. Вертикальная ось обозначает максимальное значение степени увеличения толщины листа, а горизонтальная ось обозначает внутренний угол ребра. Степень увеличения толщины листа обозначает степень увеличения толщины листа после процесса сгибания на основании толщины листа (1,6 мм) заготовки.
[0103] Как проиллюстрировано на фиг. 11(b) и 12(b), в отформованных прессованием изделиях по примерам с 1 по 5, степень увеличения толщины листа фланца 115 ребра подавляется, с тем чтобы быть маленькой по сравнению с отформованным прессованием изделиями, имеющими такие же внутренние углы ребра, по сравнительным примерам с 1 по 5. Кроме того, как проиллюстрировано на графике фиг. 13, в отформованных прессованием изделиях по примерам с 1 по 5, степень увеличения толщины листа фланца 115 ребра существенно подавляется по сравнению с отформованным прессованием изделиями, имеющими такие же внутренние углы ребра, по сравнительным примерам с 1 по 5. Таким образом, согласно изобретению понятно, что может производиться отформованное прессованием изделие, содержащее внутренний непрерывный фланец 118 удовлетворительной формы, в то время как увеличение толщины листа фланца 115 ребра является небольшим, и разница в распределении толщины листа является небольшой.
[0104] (ПРИМЕРЫ 6 И 7)
Далее, в примере 6, использовалось обрабатываемое изделие, имеющее V-образное поперечное сечение и образованное из высокопрочного стального листа с толщиной листа 1,0 мм и прочностью на разрыв при растяжении 980 МПа, и отформованное прессованием изделие, содержащее внутренний непрерывный фланец, производилось в соответствии с процедурой, проиллюстрированной на фиг. с 5 по 9. Кроме того, в примере 7, использовалось обрабатываемое изделие, имеющее U-образное поперечное сечение и образованное из высокопрочного стального листа с толщиной листа 1,0 мм и прочностью на разрыв при растяжении 980 МПа, и отформованное прессованием изделие, содержащее внутренний непрерывный фланец, производилось в соответствии с процедурой, проиллюстрированной на фиг. с 5 по 9. Распределение толщины листа кромки фланца ребра в направлении ширины во время изготовления отформованного прессованием изделия анализировалось посредством числового анализа.
[0105] Фиг. 14(а) и 14(b) являются внешними видами, иллюстрирующими отформованные прессованием изделия 120 и 130, в которых внутренние непрерывные фланцы образованы посредством процесса сгибания. Фиг. 15 - график, иллюстрирующий распределение толщины листа в направлении ширины кромки внутреннего непрерывного фланца 118, образованного в концевой части в направлении протяженности ребра 112 отформованного прессованием изделия 120 или 130. В графике на фиг. 15, вертикальная ось обозначает степень увеличения толщины листа (%). Кроме того, горизонтальная ось обозначает расстояние (мм) кромки фланца 115 ребра.
[0106] Как проиллюстрировано на графике фиг. 15, в соответствии со способом изготовления отформованного прессованием изделия согласно изобретению, доказано, что степень увеличения толщины листа обеих сторон центральной части является более высокой, чем степень увеличения толщины листа центральной вдоль окружности части Rc в кромке внутреннего фланца 115 ребра. Кроме того, понятно, что степень увеличения толщины листа кромки внутреннего фланца 115 ребра является максимальной в трех положениях. Таким образом, способ изготовления отформованного прессованием изделия согласно изобретению может подавлять образование изогнутых складок в центральной вдоль окружности области фланца 115 ребра. Соответственно, когда отформованное прессованием изделие используется, например, в качестве усиливающего элемента кузова транспортного средства, возможно улучшить прочность соединения между отформованным прессованием изделием и другим элементом, и улучшить эффективность, связанную с жесткостью или эффективностью переноса нагрузки усиливающего элемента.
[ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ]
[0107] 20 устройство для формования прессованием
21a первый гибочный инструмент
21b второй гибочный инструмент
22 третий гибочный инструмент
23a, 23b выступающая часть
24 инструмент для поддержания обрабатываемого изделия
24a опорная поверхность
24b боковая поверхность
25a, 25b плечо
31 гибочный инструмент
50 вытяжное устройство
60 гибочное устройство
100, 120, 130 отформованное прессованием изделие
100A наружная концевая часть
112a, 112b ребро
113a, 113b первая часть поверхности
114 вторая часть поверхности
115, 115', 115a, 115b фланец ребра
115aa плоская часть
115ab изогнутая часть
116, 116', 116a, 116b первый фланец
117, 117' второй фланец
118 внутренний непрерывный фланец
119 вогнутая часть
140 обрабатываемое изделие
140a продольная концевая часть
142a, 142b ребро
143a, 143b первая часть поверхности
144 вторая часть поверхности


Изобретение относится к обработке металлов давлением и может быть использовано в качестве усиливающего элемента кузова транспортного средства. Отформованное прессованием изделие из стального листа, имеющего прочность на разрыв при растяжении 340 МПа или более, содержит ребро, продолжающееся в заданном направлении, и первую и вторую части поверхности, соответственно продолжающиеся от обоих концов от линии ребра, образованной ребром. Причем отформованное прессованием изделие содержит внутренний непрерывный фланец, который получают с помощью устройства непрерывным формованием фланца ребра внутри его концевой части, первый и второй фланцы. Причем фланец ребра имеет толщину части каждой из областей с обеих сторон центральной вдоль окружности области равна или больше, чем толщина листа центральной области. Уменьшается возможность складкообразования. 3 н. и 13 з.п. ф-лы, 15 ил.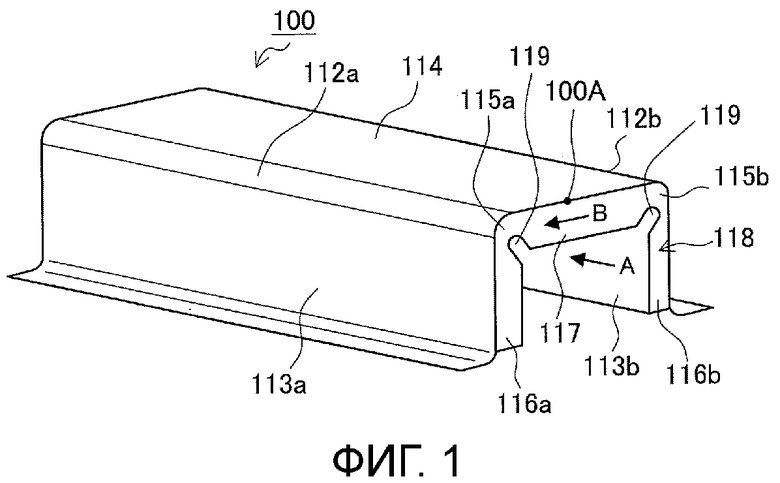
1. Отформованное прессованием изделие из стального листа, имеющего прочность на разрыв при растяжении 340 МПа или более, которое содержит ребра, продолжающиеся в заданном направлении, и первые и вторую части поверхности, соответственно переходящие от линии ребер во внутренний непрерывный фланец, расположенный по меньшей мере в одной концевой части изделия в заданном направлении и полученный сгибанием внутрь изделия концевых частей ребер, по меньшей мере, части областей концевых частей первых частей поверхности и, по меньшей мере, части области концевой части второй части поверхности, при этом упомянутый фланец в части каждого ребра выполнен изогнутым с радиусом кривизны, имеет центральную область и области, расположенные с ее обеих сторон, причем толщина кромок фланца в части каждого ребра каждой из областей, расположенных с обеих сторон центральной области, равна или превышает толщину листа центральной области.
2. Отформованное прессованием изделие по п. 1,
в котором толщина областей, расположенных с обеих сторон центральной области фланца, образованного каждым ребром, превышает толщину центральной области, имеющую максимальную толщину листа.
3. Отформованное прессованием изделие по п. 1,
в котором ширина по меньшей мере части фланца, образованного каждым ребром, не превышает ширину фланца, образованного каждой из первых и второй частей фланца.
4. Отформованное прессованием изделие по п. 2,
в котором ширина по меньшей мере части фланца, образованного каждым ребром, не превышает ширину фланца, образованного каждой из первых и второй частей поверхностей.
5. Отформованное прессованием изделие по любому из пп. 1-4,
в котором радиус rf кривизны и ширина Lf фланца, образованного каждым ребром, удовлетворяют уравнению 0,2×rf≤Lf≤rf.
6. Отформованное прессованием изделие по любому из пп. 1-4,
которое имеет по существу открытое поперечное сечение в форме шляпы или в форме желоба или замкнутое поперечное сечение.
7. Отформованное прессованием изделие по п. 5,
которое имеет по существу открытое поперечное сечение в форме шляпы или в форме желоба или замкнутое поперечное сечение.
8. Отформованное прессованием изделие по любому из пп. 1-4,
которое является усиливающим элементом кузова транспортного средства.
9. Отформованное прессованием изделие по п. 5,
которое является усиливающим элементом кузова транспортного средства.
10. Отформованное прессованием изделие по п. 6,
которое является усиливающим элементом кузова транспортного средства.
11. Способ изготовления отформованного прессованием изделия по п.1, включающий
этап установки, на котором обрабатываемое изделие U-образного сечения из стального листа, имеющего прочность на разрыв при растяжении 340 МПа или более, содержащее ребра, продолжающиеся в заданном направлении от обоих концов от линии ребер первые и вторую части поверхности, закрепляют на инструменте для поддержания с обеспечением поддерживания области обрабатываемого изделия и выступания из него его концевой части,
этап сгибания, на котором используют гибочный инструмент, имеющий выступающую часть, которую вводят в контакт с концевыми частями ребер обрабатываемого изделия в их заданном положении и затем перемещают гибочный инструмент в направлении внутренней области изделия и образуют внутренний фланец.
12. Способ по п. 11,
в котором на этапе сгибания выступающей частью гибочного инструмента сжимают концевые части ребер в заданном положении при перемещении гибочного инструмента и сгибают, а частью гибочного инструмента, отличной от выступающей части, последовательно сжимают другие части концевых частей ребер, за исключением части, соответствующей указанному заданному положению.
13. Способ по п. 11 или 12,
в котором заданным положением концевой части каждого ребра является область, по существу имеющая ширину, равную толщине листа, и включающая центральную часть и части, расположенные с обеих сторон центральной части,
при этом выступающей частью гибочного инструмента сжимают концевые части ребер в центральной части заданного положения.
14. Устройство для изготовления отформованного прессованием изделия по п.1, содержащее
инструмент для поддержания обрабатываемого изделия U-образного поперечного сечения из стального листа, имеющего прочность на разрыв при растяжении 340 МПа или более, содержащего ребра и продолжающиеся в заданном направлении от обоих концов от линии ребер первую и вторую части поверхности,
гибочный инструмент, выполненный с возможностью относительного перемещения в направлении внутренней области обрабатываемого изделия, контакта с его концевой частью в заданном направлении и сгибания концевой части в направлении внутренней области,
при этом гибочный инструмент содержит выступающую часть, выполненную с возможностью контакта с концевой частью каждого ребра в заданном положении и ее сжатия при его перемещении.
15. Устройство по п. 14,
в котором ширина выступающей части гибочного инструмента в заданном положении уменьшается в направлении передней концевой части гибочного инструмента, причем передняя концевая часть гибочного инструмента выполнена с возможностью формирования изгиба.
16. Устройство по п. 14 или 15,
в котором высота h выступающей части гибочного инструмента и радиус rf кривизны ребра обрабатываемого изделия удовлетворяют уравнению 0,5×rf≤h≤3,0×rf.
| Способ вытяжки изделий и штамп для его осуществления | 1984 |
|
SU1329868A1 |
| Штамп для вытяжки с подпором фланца заготовки | 1979 |
|
SU776712A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1992 |
|
RU2057606C1 |

