J
Изобретение относится к технологии изготовления витых магнитопроводов электрических машин и может быть использовано в электротехнической промьппленности.
Целью изобретения является повы шение качества изготавливаемого магнитопровода за счет снижения величины наклепа и получения точных геометрических параметров магнитопро- вода.
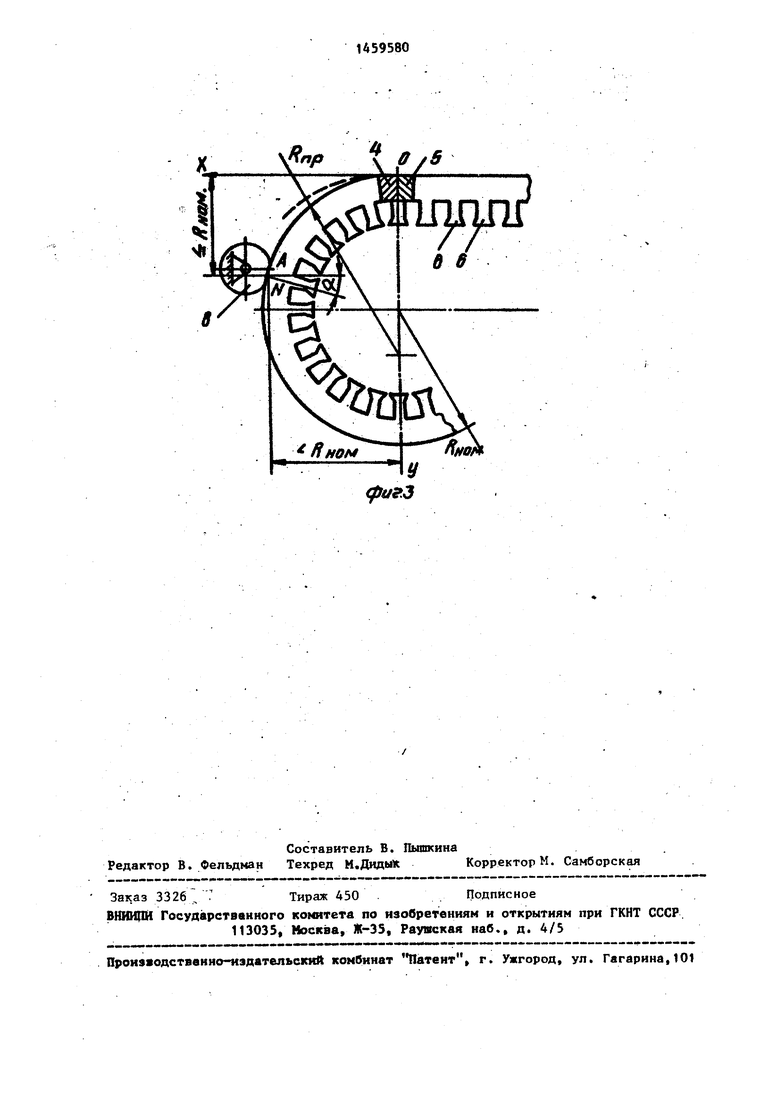
На фиг. 1 и 2 изображены способ и схема изготовления витого магнн- т«зпровода; на фиг. 3 изображена
схема предварительной дефррмацни ленты в конических валках.
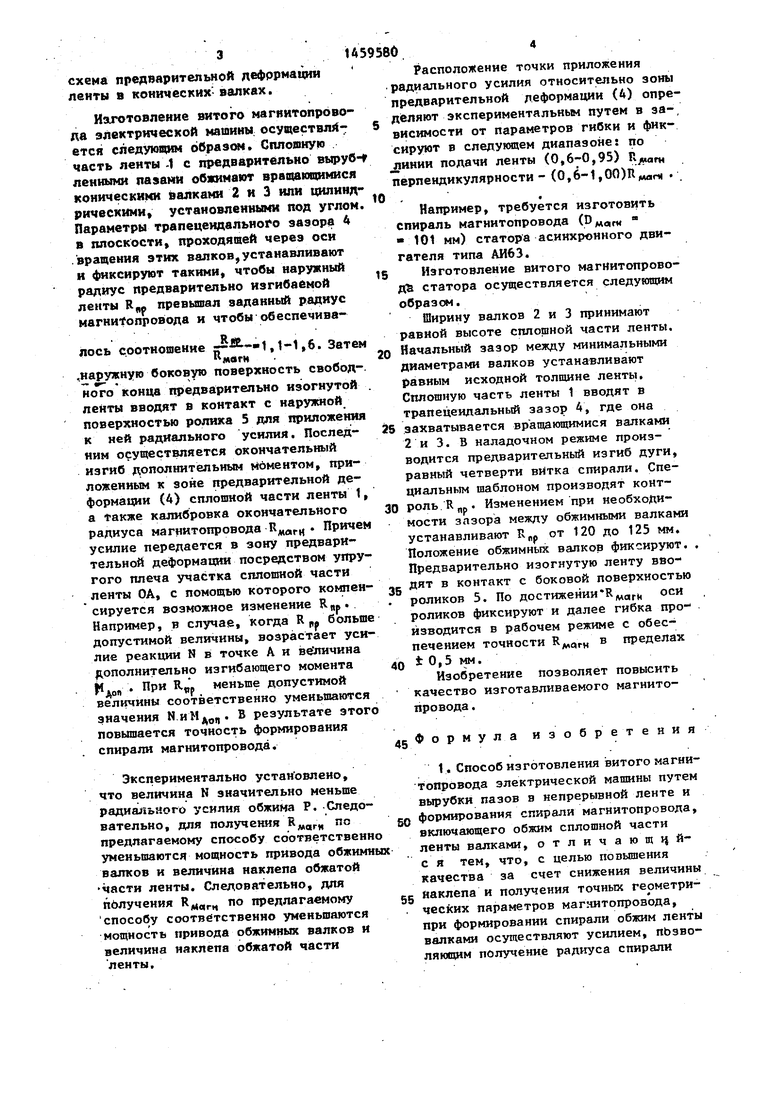
Иаготовлеиие витого магяитопрово- да электрической машивЫ: осуществлй- ется следующим образом. Сплошную часть яеиты -1 с предварительно вырубнг леииыми пааами обжимают вращающимися коническими валками 2 и 3 или цилиндрическими, установленными под углом. Параметры трапецеидального зазора в плоскости, проходящей через оси вращения этих валков,устанавливают и фиксируют такими, чтобы наружный радиус предварительно изгибаемой ленты R« превышал заданный радиус мaгниtoпpoвoдa и чтобы обеспечивалось соотношение й; ;- ,наружную боковую поверхность свобод-. ноТо конца предварительно изогнутой . ленты вводят в контакт с наружной, поверхностью ролика 5 для приложения к ней радиального усилия. Последним осуществляется окончательный изгиб дополнительным моментом, приложенным к зоне предварительной де- формации (А) сплошной части ленты 1, а taкжe калибровка окончательного радиуса магнитопровода Кжлги усилие передается в зону предварительной деформации посредством упругого плеча участка сплошной части ленты ОА, с помощью которого кошен- сируется возможное изменение В. др . Например, в случае, когда R „ больше допустимой величины, возрастает усилие реакции N в точке А и вейшчина пополнительно изгибающего момента М . При Я- меньше допустимой АО . .. .имоит.тя1а
1459580
Расположение точки приложения .радиального усилия относительно зоны предварительной деформации W опре- пеляют экспериментальным путем в за-, ® висимости от параметров гибки и фиксируют в следующем диапазоне: по линии подачи ленты (0,6-0,95) К,„,ги перпендикулярности - (0,6-1,00)
10
т « иргж ftp ,
ве Гичины соответственно уменьшаются значения результате зтого повышается точность формирования спирали магнитопровода.
Экспериментально установлено, что величина N значительно меньше радиШ1ьаого усилия обжима Р. Следовательно, для получения R,arn ° предлагаемому способу соответственно уменьшаются мощность привода обжимных валков и величина наклепа обжатой части ленты. Следовательно, для пблучения ° предлагаемому способу соответственно уменьшаются мощность привода обжимных валков и величина наклепа обжатой части ленты.
Например, требуется изготовить спираль магнитопровода ( 101 мм) статора асинхронного двигателя типа АИ63.
ts Изготовление витого магнитопровода статора осуществляется следуюшим
образом.
Ширину валков 2 и 3 принимают равной высоте сплошной части ленты. 20 Начальный зазор между минимальными диаметрами валков устанавливают равным исходной толщине ленты. Сплошную часть ленты 1 вводят в трапецеидальный зазор 4, где она 25 захватывается вращающимися валками 2 и 3. В наладочном режиме производится предварительный изгиб дуги, равный четверти витка спирали. Специальным шаблоном производят конт- 10 роль R„в. Изменением при необходимости зазора между обжимными валкам устанавливают й„р от 120 до 123 мм. Положение обжимньк валков фиксируют Предварительно изогнутую ленту вводят в контакт с боковой поверхность роликов 5. По достижении-R маги оси роликов фиксируют и далее гибка про изводится в рабочем режиме с обеспечением точности пределах
t 0,5 мм.
Изобретение позволяет повысить качество изготавливаемого магнитопровода .
35
40
45
Формула из
обретени
1. Способ изготовления витого магн топровода электрической машины пут вырубки пазов в непрерывной ленте формирования спирали магнитопровод включающего обжим сплошной части
ленты валками, отличаюшнй с я тем, что, с целью повышения
качества за счет снижения величи наклепа и получения точных герметр ® ческих параметров магяитопровода, при формировании спирали обжим ле валками осуществляют усилием, пЬз ляющим получение радиуса спирали
0
Например, требуется изготовить спираль магнитопровода ( 101 мм) статора асинхронного двигателя типа АИ63.
s Изготовление витого магнитопровода статора осуществляется следуюшим
образом.
Ширину валков 2 и 3 принимают равной высоте сплошной части ленты. 0 Начальный зазор между минимальными диаметрами валков устанавливают равным исходной толщине ленты. Сплошную часть ленты 1 вводят в трапецеидальный зазор 4, где она 25 захватывается вращающимися валками 2 и 3. В наладочном режиме производится предварительный изгиб дуги, равный четверти витка спирали. Специальным шаблоном производят конт- 10 роль R„в. Изменением при необходимости зазора между обжимными валками устанавливают й„р от 120 до 123 мм. Положение обжимньк валков фиксируют. Предварительно изогнутую ленту вводят в контакт с боковой поверхностью роликов 5. По достижении-R маги оси роликов фиксируют и далее гибка производится в рабочем режиме с обеспечением точности пределах
t 0,5 мм.
Изобретение позволяет повысить качество изготавливаемого магнитопровода .
35
40
45
Формула из
обретения
1. Способ изготовления витого магнитопровода электрической машины путем вырубки пазов в непрерывной ленте и формирования спирали магнитопровода, включающего обжим сплошной части
ленты валками, отличаюшнй- с я тем, что, с целью повышения
качества за счет снижения величины наклепа и получения точных герметри- ® ческих параметров магяитопровода, при формировании спирали обжим ленты валками осуществляют усилием, пЬзво- ляющим получение радиуса спирали
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1987 |
|
SU1554079A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1690098A2 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |
| Устройство для изготовления витых магнитопроводов | 1975 |
|
SU693511A1 |
| Устройство для изготовления витых магнитопроводов | 1984 |
|
SU1251235A1 |
| Способ изготовления витых магнитопроводов | 1982 |
|
SU1061219A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАСКРУЧИВАЮЩИХСЯ ВИТЫХ ИЗДЕЛИЙ | 2005 |
|
RU2306189C2 |
| Ярмо магнитопровода электрической машины | 1981 |
|
SU1078534A1 |
| Устройство для изготовления витых магнитопроводов | 1989 |
|
SU1758780A1 |

Изобретение относится к технологии изготовления витых магнито- проводов электрических машин и может быть использовано в электротехни- ческой промьппленности. Изобретение позволяет повысить качество изготавливаемых магнитопроводов за счет снижения величины наклепа и получения точных геометрических параметров магнитопривода. Способ осуществляется следукицим образом. Сплошную часть ленты прокатывают вращающимися коническими валками. Параметры трапеце- .идального зазора в плоскости, проходящей через оси вращения этих валков, устанавливают и фиксируют такими, чтобы наружный радиус предварительно прокатанной.ленты R,p превышал заданный радиус маг- нитопровода определенную величину, зависящую от параметров гибки и свойств изгибаемого материала. Затем наружную кромку ленты вво дят в контакт с боковой поверхностью ролика. Тем самым к наружной кромке ленты прикладывают радиальные усилия, обусловленные реакциями в точках контактов с роликами. При этом возникает допопгштельный изгибаюпшй момент Мддп f д ействующий на ленту в зоне ее выхода из конических валков. Причем радиальные усилия передаются посредством упругого плеча - участка ленты. При зтрм в случае колебания К„р соответственно изменяются усилия реакций в точке приложения радиального усилия и величина Мддд. 1 з.п. ф-лы, 3 ил. 3 4; ел CD СЛ 00
.f
/.
(ри.2
| Способ изготовления магнитопровода электрической машины | 1974 |
|
SU637029A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ОСАЖДЕНИЯ МЕТАЛЛОВ | 0 |
|
SU284555A1 |
| Приспособление для съемки жилетно-карманным фотографическим аппаратом со штатива | 1921 |
|
SU310A1 |
