Настоящее изобретение относится к способу для изготовления деталей посредством аддитивного производства, также называемого стереолитографией, и к станку для осуществления способа. Эти детали являются по существу необработанными деталями, сделанными из керамического материала, которые предназначены для обработки процессами очистки, удаления связующего и спекания, так чтобы получить обработанные керамические детали.
УРОВЕНЬ ТЕХНИКИ
Технология аддитивного производства для получения таких необработанных деталей обычно содержит следующие шаги:
– построение посредством системы автоматизированного проектирования компьютерной модели изготавливаемой детали, размеры которой больше, чем размеры изготавливаемой детали, так чтобы учесть усадку керамики во время спекания детали;
– формирование на жёсткой рабочей платформе первого слоя фотополимерной композиции, содержащей, например, по меньшей мере один керамический материал, по меньшей мере один фотополимерный мономер и/или олигомер, по меньшей мере один фотоинициатор и обычно по меньшей мере один пластификатор и/или по меньшей мере один диспергатор;
– отверждение упомянутого первого слоя облучением в соответствии с шаблоном, определенным в модели для упомянутого слоя, формируя первый настил;
– формирование на упомянутом первом настиле второго слоя фотоотверждаемой композиции;
– отверждение упомянутого второго слоя облучением в соответствии с шаблоном, определенным для упомянутого слоя, формируя второй настил;
– повторение шагов формирования слоя с последующим отверждением слоя, пока не будет получена необработанная деталь.
Облучение слоев выполняется лазерным сканированием свободной поверхности нанесенной фотополимерной композиции или светодиодной (LED) проекционной системой или иным источником света, в частности, УФ-типа.⋅
Настоящее изобретение относится в способам аддитивного производства, в которых фотополимерная композиция принимает форму пасты, состав которой является фотоотверждаемым, таким, как описан выше, и вязкость которого может варьироваться, в частности, от 1 Па⋅с до бесконечности для нулевой скорости сдвига.
При производстве посредством полужидкого процесса рабочая платформа служит опорой для различных слоев изготавливаемой детали, а также для определённого количества пасты, которая наносится каждый раз при формировании слоя. Каждый из слоев формируется путем опускания рабочей платформы и нанесения большого валика пасты для получения слоя с заданной толщиной пасты, который формируется на рабочей платформе для первого слоя или на предыдущем слое для других слоев многослойного объекта. В этот момент запас пасты хранится в контейнере, из которого автоматически извлекается заданное количество (порция) пасты на каждом слое посредством поршня, поршень поднимает это количество пасты через щель, так чтобы сформировать валик пасты вблизи края рабочей поверхности. Валик пасты затем распределяется путем разравнивания выравнивающей лопаткой, которая, помещенная позади него, заставляет его двигаться вперед, одновременно проходя по рабочей поверхности до её противоположного конца, так чтобы распределить валик пасты проходным движением, перпендикулярным краю выравнивающей лопатки.
Такая подача пасты на рабочую платформу имеет несколько недостатков:
– могут прилагаться сильные выравнивающие усилия во время фазы построения по слоям, так что детали ломаются или сдвигаются во время их изготовления, образуя дефекты;
– объём валика из пасты соответствует длине рабочей поверхности; другими словами, чем больше рабочая поверхность, тем необходимо большее количество пасты
это создаёт трудности:
– по ширине: система подачи пасты должна равномерно подавать пасту по всей ширине; такую равномерную подачу по ширине трудно реализовать на практике, потому что распределение зависит от ширины и от количества пасты; если количество подаваемой пасты слишком мало (поршень достаточно не поднимается), паста имеет тенденцию выходить в середине, и не очень много по бокам, из-за чего возникает необходимость в минимальном подъёме пасты, чтобы попытаться создать необходимую однородность, и возникает риск образования дополнительной пасты в середине рабочей поверхности;
– по длине: чем длиннее рабочая поверхность, тем больше выравнивающая лопатка должна толкать пасту, чтобы распределить ее; с другой стороны, это увеличивает риск образования менисков, и эти мениски образуют дефекты деталей, такие как отсутствие материала, разрыв и т. п., и, с другой стороны, чем больше объём толкаемого валика, тем больше напряжение создается в уже отвержденных нижних слоях;
– производимые детали могут изготавливаться только из одного керамического материала, потому что имеется только один запас пасты.
В итоге, современная система подачи пасты не всегда гарантирует однородность каждого распределяемого слоя, приводит к большим выравнивающим усилиям, которые могут повредить и даже разрушить создаваемые детали, ограничивает рабочую поверхность и по длине, и по ширине, ограничивает высоту создаваемых деталей и позволяет создание только из одной керамики одновременно.
Компания-заявитель исследовала новую систему подачи пасты, позволяющую устранить по меньшей мере один из этих недостатков.
С этой целью предложено, в соответствии с изобретением, чтобы паста больше не подавалась из валика пасты вдоль края рабочей поверхности, но чтобы паста подавалась на рабочую поверхность сверху рабочей поверхности, в частности, по меньшей мере из одного сопла, расположенного над рабочей поверхностью и подвижного, чтобы обеспечить равномерное нанесение на нее.
Например, предусмотрено сопло для нанесения полоски из пасты, при этом сопло движется назад и вперед по ширине рабочей поверхности (по оси Y) и прямо по длине рабочей поверхности (по оси X), так, что полоска пасты всегда размещается перед выравнивающей лопаткой в процессе работы, равномерная змейка из пасты образуется на рабочей поверхности, и эта змейка обеспечивает равномерное и непрерывное распределение пасты и не требует больших разравнивающих усилий, потому что каждый раз выравнивающая лопатка толкает только полезное количество пасты.
Таким образом, напряжение сдвига, связанное с распределяемой по большой длине пастой, сводится к минимуму, даже устраняется, и образование менисков значительно уменьшается.
Кроме того, такое нанесение пасты может выполняться в поперечном направлении по ширине рабочей платформы, намного большей, рабочие платформы, которые существуют на данный момент. Изобретение поэтому позволяет делать рабочие платформы более широкие, чем современные (максимум 300 мм), и теоретически с шириной без ограничений.
Аналогичным образом, так как количество пасты для одного слоя не полностью подается в начале, но по мере того и когда выравнивающая лопатка движется вперед, подается перед ней, вне зависимости от положения её продвижения, можно хорошо отрегулировать полезное количество, так чтобы избежать образования менисков и свести к минимуму, даже устранить, напряжения на уже отвержденных нижних слоях; в результате выравнивающая лопатка может работать на гораздо большей длине и быстрее из-за небольшого напряжения или его отсутствия.
Кроме того, тот факт, что каждый раз, когда формируется слой, подается только необходимое количество пасты, позволяет формировать слои из материалов, которые могут отличаться от одного слоя к другому. Поэтому можно формировать детали из многих материалов, например, керамические детали.
Прямо предусматривается, в рамках настоящего изобретение, что несколько сопел активируются за один проход, одновременно или нет, посредством программирования сопел как струйного принтера, чтобы получить несколько материалов на одном слое. Поэтому можно наносить разные материалы с разной шириной на один и тот же слой.
Кроме того, можно получать слои из фотополимерной композиции без керамического материала, другими словами, из композиции, содержащей по меньшей мере один фотоотверждаемый мономер и/или олигомер, по меньшей мере один фотоинициатор и, если необходимо, по меньшей мере одну добавку, такую как пластификатор или диспергатор. Такие слои могут быть опорными слоями, которые будут убраны, когда будут удалены связующие с детали, или могут быть слоями, образующими полости, необходимые при построении деталей, и эти слои будут убраны во время процесса удаления связующего.
В результате можно обеспечить, чтобы нанесение пасты перед лопаткой было программируемым, другими словами, активировалось и останавливалось по требованию, что позволяет обеспечить формирование нескольких деталей параллельно по ширине и/или длине рабочей платформы, нанесение пасты соплом(-ами) активируется только вокруг местоположения каждой детали, формируемой на рабочей платформе.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Предметом настоящего изобретения является способ для производства детали, в частности, необработанной детали, изготовленной из керамического материала, технологией аддитивного производства, в соответствии с которым слои фотополимерной пасты последовательно отверждаются в соответствии с шаблоном, заданным для каждого слоя, первый слой формируется на рабочей поверхности рабочей платформы, каждый слой перед отверждением в соответствии с заданным шаблоном, распределяется выравниванием, с помощью одной выравнивающей лопатки или параллельных выравнивающих лопаток, определённого количества пасты, подаваемой на упомянутую рабочую платформу, которая опускается после формирования каждого слоя, отличающийся тем, что при каждом формировании слоя количество пасты, необходимое для формирования упомянутого слоя, наносится на рабочую поверхность по меньшей мере из одного сопла, которое движется перед выравнивающей лопаткой, или, в случае параллельных выравнивающих лопаток, перед передней выравнивающей лопаткой.
Сопло или каждое сопло может двигаться в поперечном направлении вперед и назад, параллельно выравнивающей лопатке или выравнивающим лопаткам, в продольном направлении в соответствии с продвижением одной или более выравнивающей лопатки от края рабочей поверхности до противоположного края рабочей поверхности.
По меньшей мере один параметр, выбранный из интенсивности подачи из сопла или каждого сопла и поперечной и продольной скоростей продвижения сопла или каждого сопла, может быть отрегулирован в зависимости по меньшей мере от одного параметра, выбранного, в частности, из вязкости пасты и толщины слоя.
Распределение пасты одним соплом или каждым соплом может контролироваться в зависимости от формируемого слоя.
На сопло или каждое сопло можно подавать пасту посредством трубки для подачи пасты из контейнера для пасты, или на сопло или каждое сопло можно подавать пасту посредством картриджа с пастой, который образует верхнюю часть сопла или каждого сопла, и который содержит запас пасты, предпочтительно достаточный для формирования по меньшей мере одного слоя.
Паста может распределяться по меньшей мере из двух сопел, расположенных на одной прямой по оси, параллельной одной или более выравнивающей лопате, или по оси, перпендикулярной одной или более выравнивающей лопатке.
При распределении по меньшей мере одного из слоев пасты по меньшей мере для одной выравнивающей лопатки в рабочем положении, в дополнение к её выравнивающему продвижению, обеспечивается возможность совершать движение назад и вперед в её плоскости согласно так называемому колебательному движению.
Нанесение пасты может контролироваться непрерывно, формируя таким образом полоску пасты на рабочей поверхности, и/или прерывисто, формируя таким образом нанесение точками на рабочей поверхности.
Изобретение относится также к станку для производства деталей, в частности, необработанных деталей, изготовленных из керамического материала, технологией аддитивного производства, в соответствии с которой слои фотополимерной пасты последовательно отверждаются облучением в соответствии с шаблоном, заданным для каждого слоя, упомянутый станок содержит:
– раму, окружающую горизонтальную рабочую платформу, содержащую рабочую поверхность;
– портальную раму, снабжённую по меньшей мере одной выравнивающей лопаткой, портальная рама приспособлена для движения на раме над рабочей платформой, так что свободный край одной или более выравнивающих лопаток приспособлен для распределения путем выравнивания слоев пасты по рабочей поверхности, при этом упомянутые слои вертикально наслаиваются;
– средства облучения, обращенные к рабочей платформе, чтобы облучать каждый слой, когда он распределён, чтобы отверждать его по предварительно заданному шаблону перед распределением следующего слоя, который в свою очередь отверждается по заданному шаблону; и
– средства подачи определённого количества пасты на рабочую платформу на каждое формирование слоя, упомянутое количество предназначено для распределения путем выравнивания одной или более выравнивающей лопаткой, так чтобы сформировать связанный с ней слой;
отличающийся тем, что средства подачи определённого количества пасты на рабочую платформу состоят по меньшей мере из одного сопла-дозатора, способного двигаться перед выравнивающей лопаткой, или, в случае параллельных выравнивающих лопаток, перед передней выравнивающей лопаткой, сопло-дозатор или каждое сопло-дозатор приспособлено для распределения пасты в соответствии с предварительно заданной программой, соответствующей связанному с ней слою, так что одна или более выравнивающих лопаток способны распределять пасту, нанесенную однородным слоем при прохождении по ней.
На сопло или по меньшей мере одно сопло станка может подаваться паста по гибкой трубке, соединенной с контейнером для пасты, в частности, питающим резервуаром поршневого типа, или на сопло или по меньшей мере на одно из сопел может подаваться паста из картриджа для пасты, который образует верхнюю часть сопла или каждого сопла, который содержит запас пасты, предпочтительно достаточный, чтобы сформировать по меньшей мере один слой, и который может быть повторно заправлен из питающего резервуара, установленного на станке или не установленного на станке, или который может быть заменен, когда он опустошается, полным картриджем, при этом возможно, чтобы эта замена выполнялась механическим манипулятором.
Сопло или по меньшей мере одно из сопел может быть подвижно установлено посредством механического манипулятора или на держатель, который обеспечивает движение перед выравниванием.
Сопло или каждое сопло может быть установлено на портальную раму, приспособленную для движения на раме над рабочей платформой в соответствии с длиной платформы, упомянутая портальная рама является портальной рамой, снабжённой одной или более выравнивающих лопаток или является другой портальной рамой, движущейся независимо от таковой, сопло или каждое сопло далее подвижно устанавливается на поперечный рельс портальной рамы, который служит её опорой.
В частном варианте осуществления портальная рама является портальной рамой, снабжённой выравнивающими лопатками, в частности, содержащей две выравнивающие лопатки, одна работает, когда портальная рама движется в одном направлении, а другая – когда портальная рама движется в другом направлении, сопло или каждое сопло подвижно устанавливается на поперечный рельс упомянутой портальной рамы, сопло или каждое сопло расположено между обеими лопатками.
В частном варианте осуществления станок в соответствии с настоящим изобретением может содержать по меньшей мере два сопла, расположенные по оси продвижения портальной рамы или по поперечной оси.
Амплитуда одного или каждого сопла в портальной раме может быть больше, чем ширина рабочей платформы, так что каждое сопло приспособлено для нанесения пасты в каждой точке рабочей платформы.
Станок согласно настоящему изобретению может содержать средства регулировки по меньшей мере одного параметра, выбранного из интенсивности подачи из сопла или каждого сопла и поперечной и продольной скоростей продвижения сопла или каждого сопла, в зависимости по меньшей мере от одного параметра, выбранного, в частности, из вязкости пасты и толщины слоя.
Станок в соответствии с настоящим изобретением может содержать средства управления для нанесения пасты непрерывным образом, таким образом формируется полоска пасты на рабочей поверхности, и/или прерывистым образом, формируя таким образом нанесение пасты точками на рабочую поверхность.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшей иллюстрации предмета настоящего изобретения несколько частных вариантов осуществления выравнивающего устройства станка в соответствии с изобретением описываются далее в данном документе в качестве примера, который не ограничивает изобретение, со ссылкой на сопроводительные чертежи. На каждой из фигур стрелка указывает направление продвижения выравнивающего устройства.
На этом чертеже:
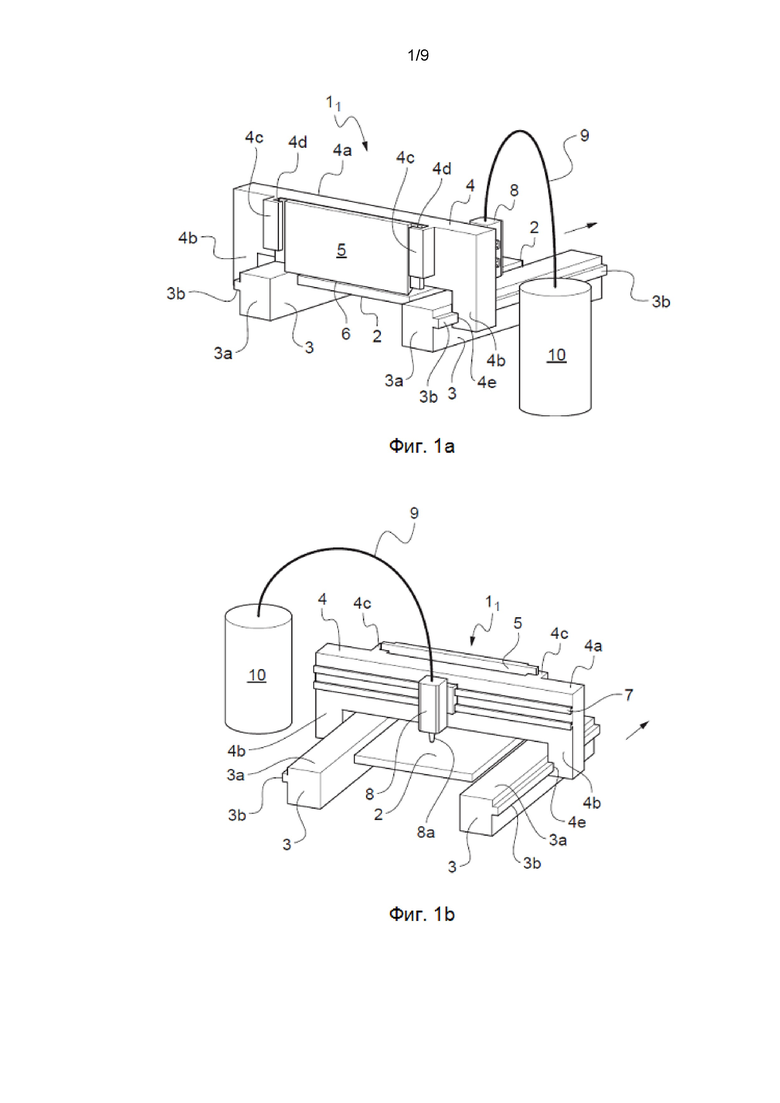
Фиг. 1а и 1b представляют схематичные виды в перспективе, соответственно показывающие обратную сторону и переднюю сторону выравнивающего устройства в соответствии с первым вариантом осуществления изобретения.
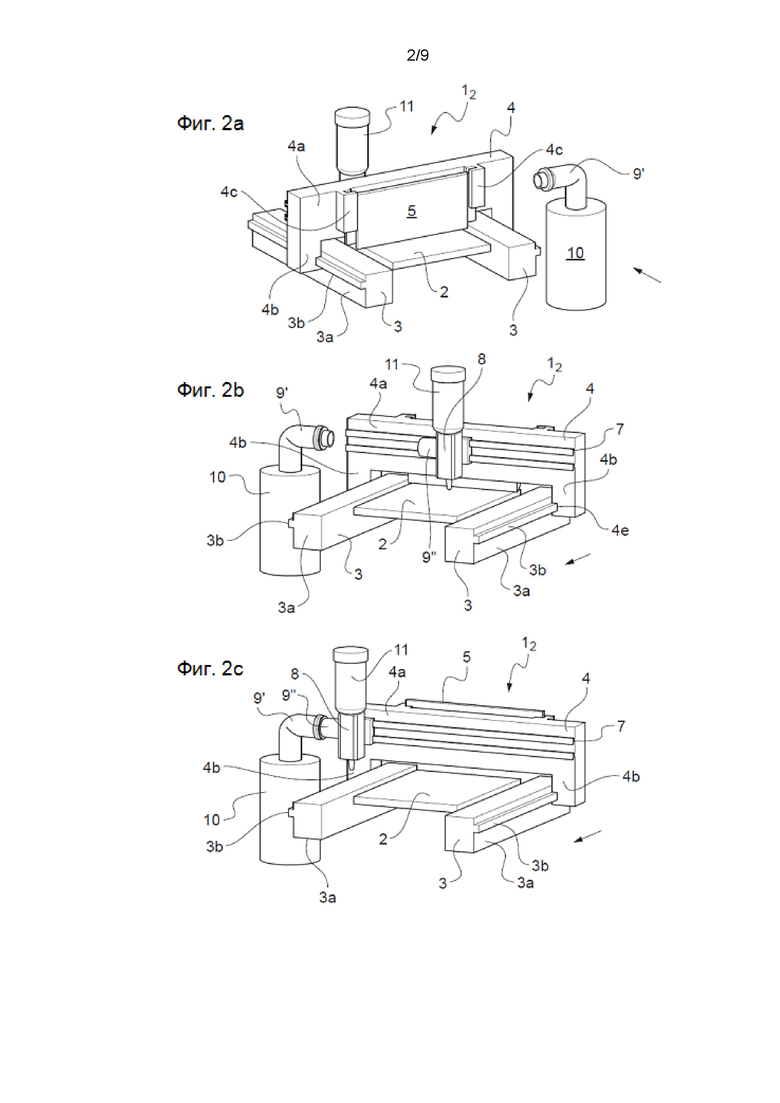
Фиг. 2а и 2b представляют схематичными виды в перспективе, соответственно показывающие обратную сторону и переднюю сторону выравнивающего устройства в соответствии со вторым вариантом осуществления изобретения; фиг. 2с является видом, аналогичным фиг. 2b, показывающим устройство в положении повторной заправки картриджа пасты.
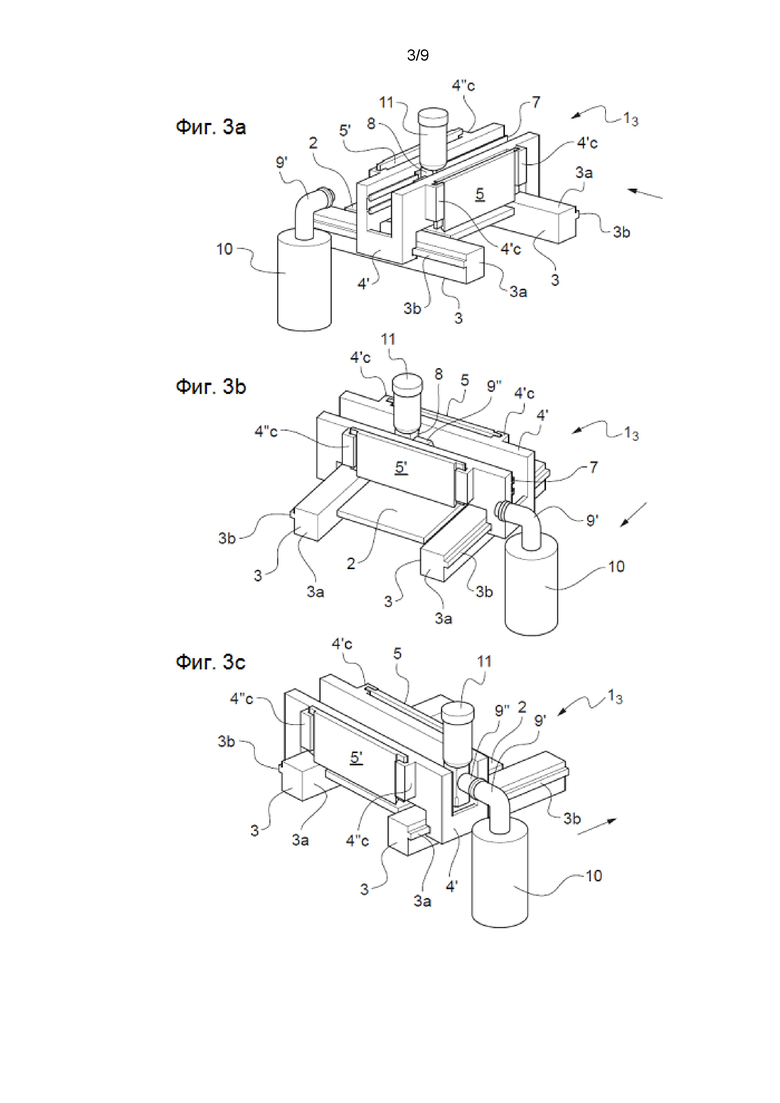
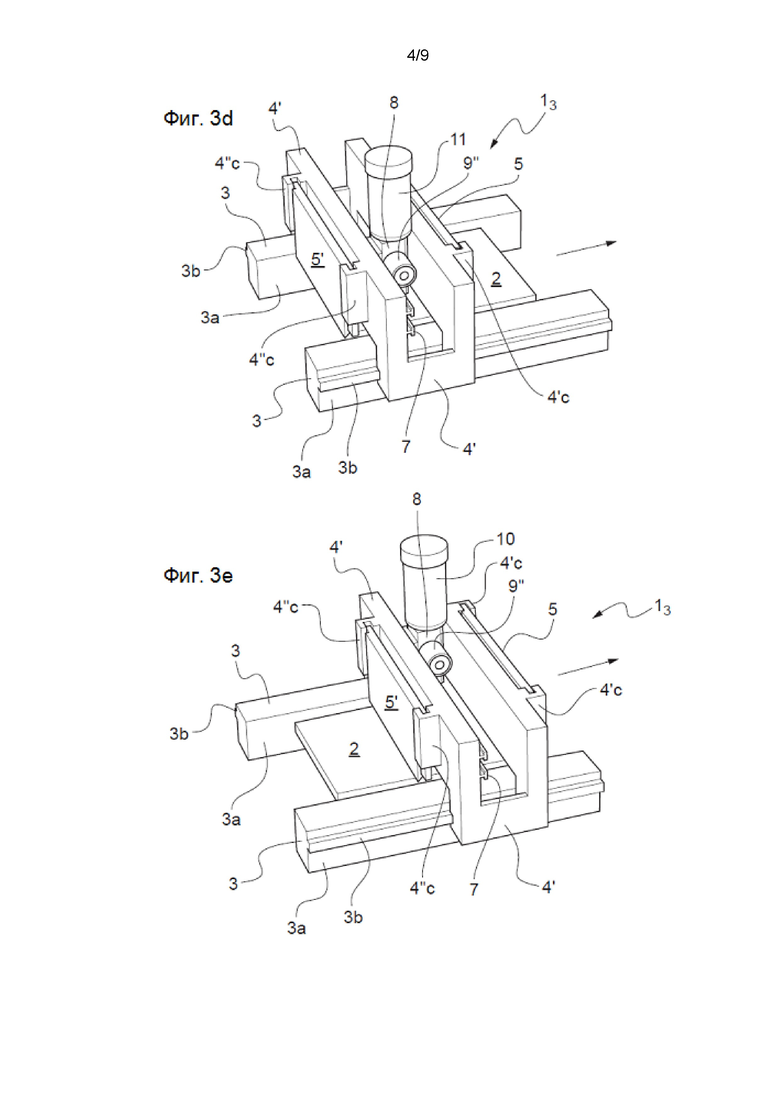
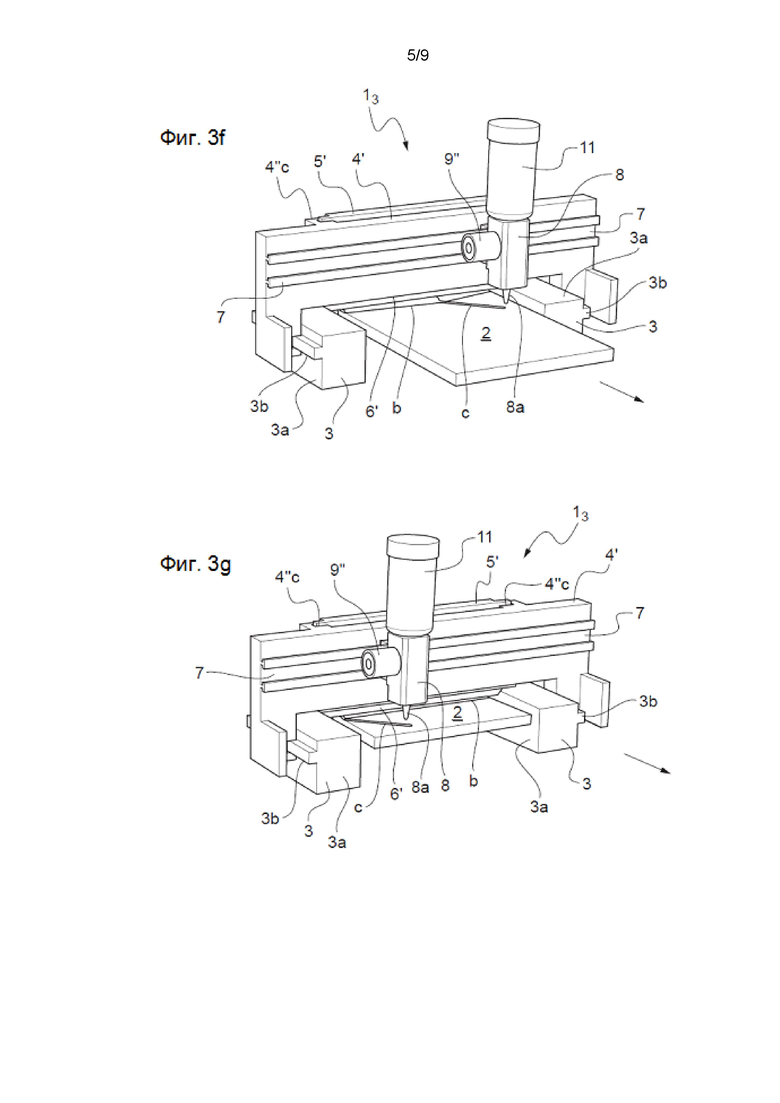
Фиг. 3а-3е показывают схематичные виды в перспективе выравнивающего устройства в соответствии с третьим вариантом осуществления изобретения в разных положениях/ориентациях, в соответствии с которыми имеются две выравнивающие лопатки, закрепленные на одной двойной портальной раме, одна работает в соответствии с первым направлением продвижения портальной рамы, а другая работает в соответствии с противоположным возвратным направлением упомянутой двойной портальной рамы; фиг. 3f-3g показывают это выравнивающее устройство, в котором двойная портальная рама представлена только частично, демонстрируя лишь одну из лопаток.
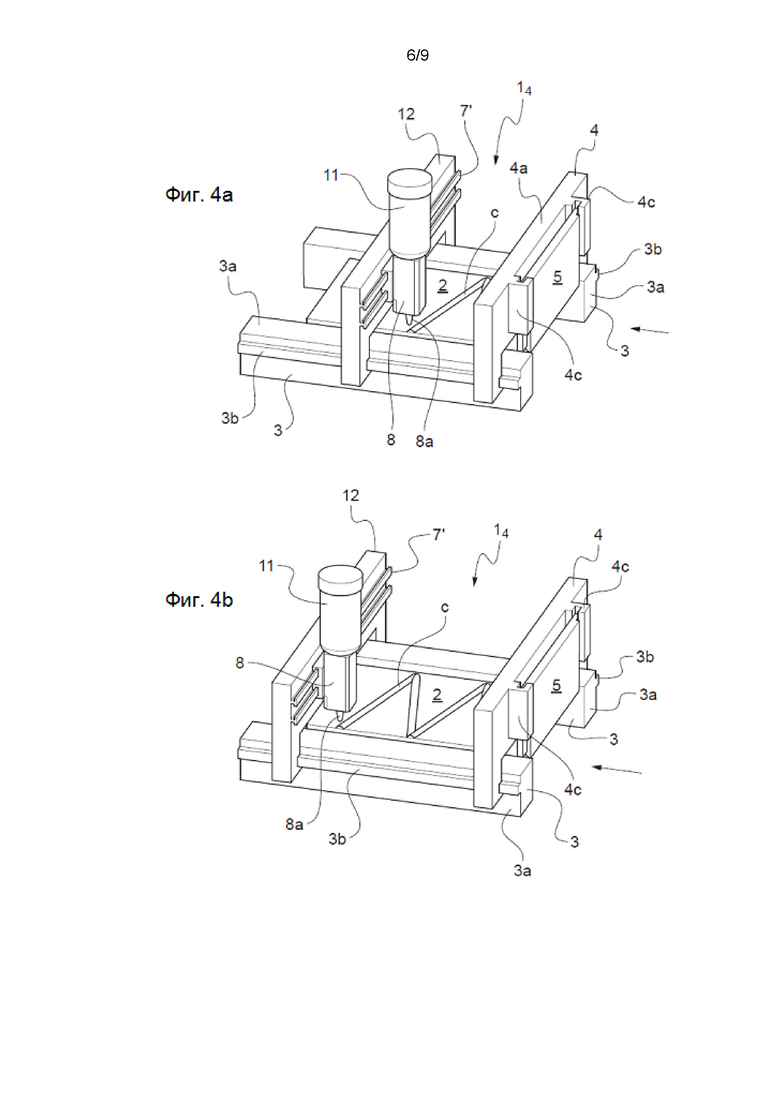
Фиг. 4а и 4b показывают два схематичных вида в перспективе двух разных положений выравнивающего устройства в соответствии с четвертым вариантом осуществления изобретения, в соответствии с которым выравнивающая лопатка закреплена на портальной раме, и сопло-дозатор для пасты закреплено на другой портальной раме, независимой от предыдущей.
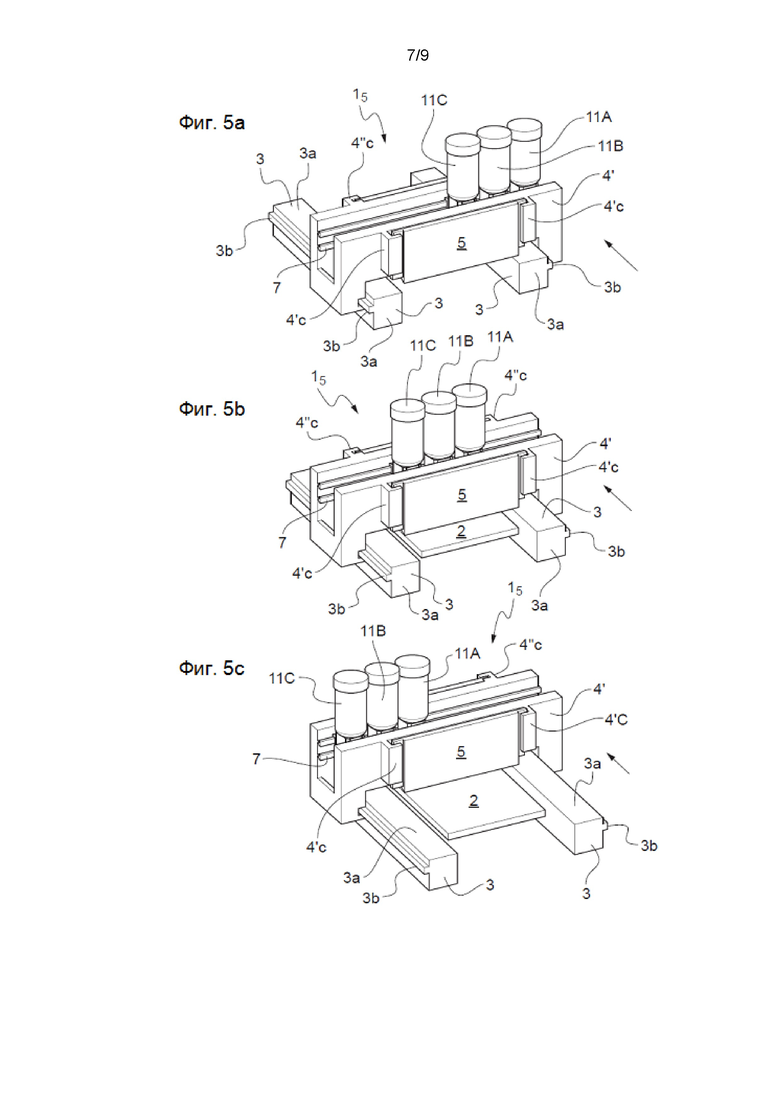
Фиг. 5а–5с представляют три схематичных вида в перспективе, показывающих сзади три различных положения выравнивающего устройства в соответствии с пятым вариантом осуществления настоящего изобретения, в соответствии с которым имеются три сопла-дозатора пасты, установленные на одной прямой параллельно двум выравнивающим лопаткам.
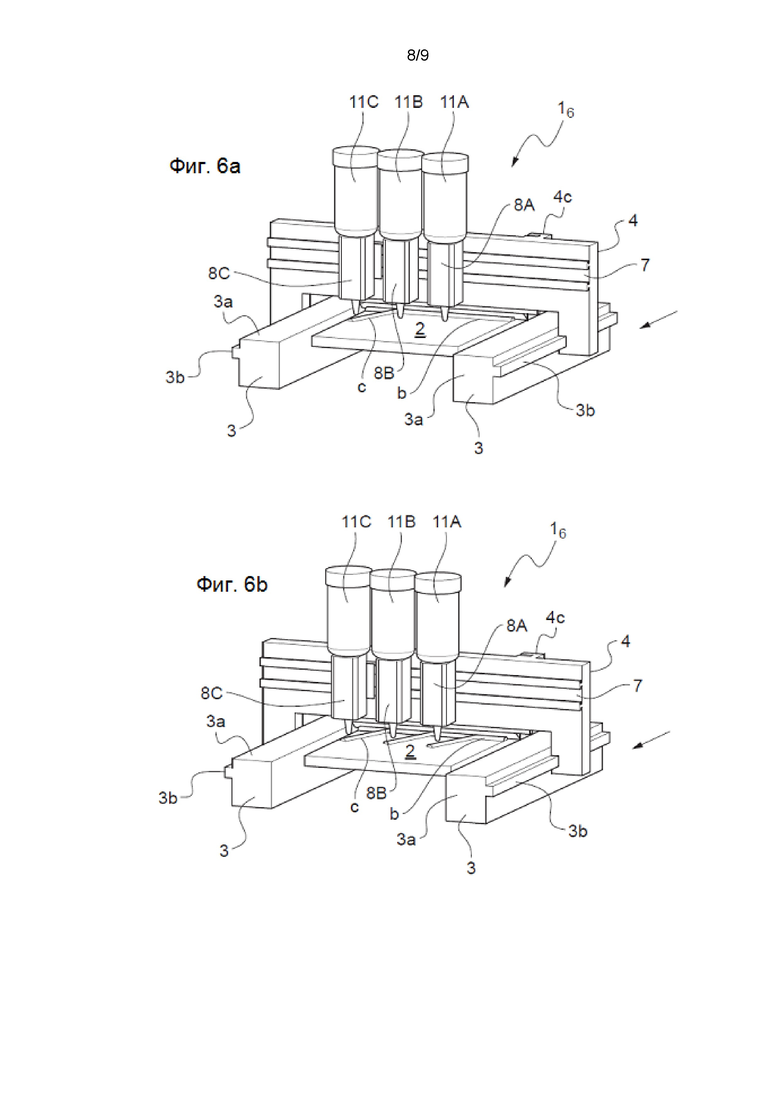
Фиг. 6а и 6b представляют два схематичных вида в перспективе двух разных положений выравнивающего устройства в соответствии с шестым вариантом осуществления настоящего изобретения, в соответствии с которым также имеются три сопла-дозатора пасты, установленные на одной прямой параллельно одной выравнивающей лопатке.
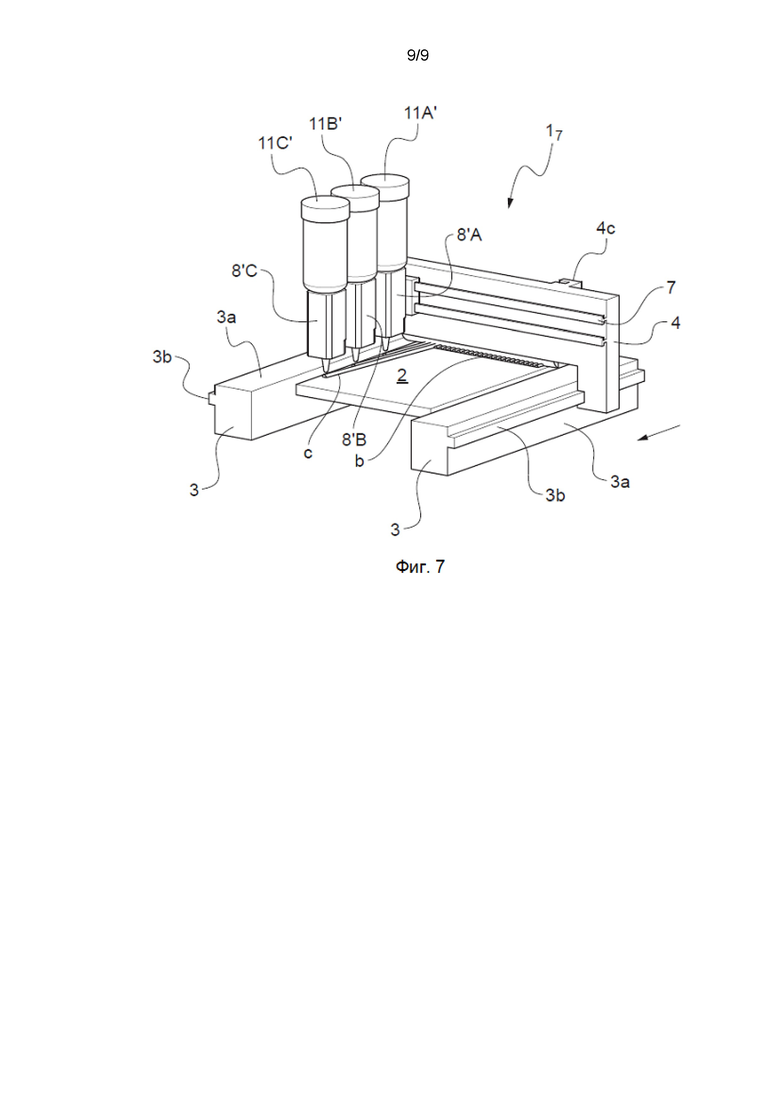
Фиг. 7 представляет вид в перспективе выравнивающего устройства в соответствии с седьмым вариантом осуществления настоящего изобретения, в соответствии с которым три сопла-дозатора пасты устанавливаются на одной прямой перпендикулярно выравнивающей лопатке.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Первый вариант осуществления, фигуры 1а и 1b
На фиг. 1а и 1b изображено выравнивающее устройство 1 для слоя пасты на рабочей поверхности горизонтальной рабочей платформы 2 станка для необработанных деталей, изготовленных из керамического материала технологией аддитивного производства. На фиг. 1а изображена обратная сторона выравнивающего устройства, а на фиг. 1b передняя сторона выравнивающего устройства.
Выравнивающее устройство 1 содержит установленную с возможностью скольжения на раме 3 станка портальную раму 4 с двигателем, который двигает её с помощью шарикового ходового винта или рейки. Держатель 5 лопатки, в котором размещена выравнивающая лопатка 6, неразъёмно собран с портальной рамой 4.
Рама 3 содержит два протяжённых блока 3a, размещенных по обеим сторонам рабочей платформы 2, каждый из этих блоков 3а имеет ребро 3b, которое проходит горизонтально по всей наружной боковой поверхности блока, и функция которого указывается ниже.
Портальная рама 4 состоит из блока, содержащего верхнюю часть 4а в форме вытянутого прямоугольного параллелепипеда, который расположен над рабочей платформой 2 и рамой 3 поперек блоков 3а, и который продолжается двумя нижними боковыми частями 4b.
Задняя поверхность верхней части 4а содержит два вертикальных выступа 4с, каждый имеет U-образное сечение, полка которого примыкает к упомянутой задней поверхности. Канавки 4d этих U-образных сечений расположены противоположно друг другу. Функция этих канавок 4d показана ниже.
Вблизи своего основания каждая боковая часть 4b содержит обращенную внутрь канавку 4e, в которой блок 3a, связанный с рамой 3, приспособлен скользить по его соответствующему ребру 3b.
Держатель 5 лопатки состоит из пластины, приспособленной, чтобы вертикально скользить её боковыми краями в канавках 4d связанных с ней вертикальных выступов 4с портальной рамы 4. Выравнивающая лопатка 6 закреплена на нижней части держателя 5 лопатки. Эта выравнивающая лопатка 6 изображена на фиг. 1.
В соответствии с изобретением и как видно на фиг. 1b, передняя поверхность верхней части 4а портальной рамы 4 содержит горизонтальный рельс 7, который проходит от вертикального края до другого края части 4а, и в котором с возможностью скольжения установлено сопло 8, выходной патрубок 8а которого вертикально ориентирован так, чтобы в каждый момент размещаться над рабочей платформой 2 перед выравнивающей лопаткой 6. В сопло 8 осуществляется непрерывная подача по гибкой трубке 9, соединённой с питающим резервуаром 10, например, питающим резервуаром поршневого типа.
Функционирование выравнивающего устройства 11 на фиг. 1а и 1b происходит следующим образом:
Как видно на фиг. 1а, выравнивающая лопатка 6 находится в положении выравнивания, держатель 5 лопатки был с возможностью скольжения опущен на рельсы 4d портальной рамы 4 и остановлен в таком положении, чтобы связанная с ним лопатка 6 могла при выравнивании занять в положение для формирования желаемой высоты слоя.
В положении на фиг. 1а сопло 8 находится в исходном положении. Для распределения слоя пасты из положения на фиг. 1а:
– сопло 8 соединяется с контейнером 10 гибкой трубкой 9;
– сопло 8 движется в процессе перехода на рельс 7 так, чтобы его выходной патрубок 8а шел над краем рабочей платформы 2;
– паста начинает распределяться при движении портальной рамы 4 вперед по стрелке (фиг. 1а); во время этого движения портальной рамы 4 подача из сопла 8 по гибкой трубке 9 контролируется одновременно как движение при переходе сопла 8 от вышеупомянутого поперечного края к другому, и затем при возврате и так далее в соответствии с движением назад-вперед. В то время как портальная рама 4 движется одновременно вперед, полоска пасты наносится зигзагообразно на рабочую платформу 2, и сразу же выравнивается выравнивающей лопаткой 6, пока слой не будет полностью сформирован.
Когда портальная рама 4 достигает конца хода, другими словами, когда слой пасты полностью нанесен, подача из сопла 8 останавливается, выравнивающая лопатка 6 поднимается путем поднятия держателя 5 лопатки, и портальная рама 4 возвращается в начальное положение (фиг. 1b). На фиг. 1b сопло 8 показано в промежуточном положении на рельсе 7; в этом случае оно будет возвращено в начальное положение для нанесения нового слоя (положение на фиг. 1а).
Второй вариант осуществления, фигуры 2а–2с
Как показано на фигурах 2а–2с выравнивающее устройство 12, которое отличается от выравнивающего устройства 11 тем, что на сопле 8 сверху находится запас пасты или дозаправка 11. Эта дозаправка 11 дозаправляется из резервуара 10, имеющего выходную трубку 9' в форме колена в показанном примере, которая приспособлена, чтобы соединяться короткой трубкой 9'', выступающей из сопла 8.
Действие выравнивающего устройства 12 на фигурах 2а–2с такое же, как и устройства 11 на фигурах 1а и 1b, за исключением того, что сопло 8 заправляется, когда происходит соединение между выходной трубкой 9' и короткой трубкой 9'' (фиг. 2с); после заправки короткая трубка 9'' и выходная трубка 9' отсоединяются друг от друга.
На фиг. 2с показано выравнивающее устройство 12 перед формированием слоя пасты в исходном положении, держатель 5 лопатки находится в поднятом состоянии. Сопло 8 находится в положении заправки пастой, количество пасты в нем достаточно, чтобы сформировать слой.
Начиная с положения, показанного на фиг. 2с, чтобы распределить слой пасты по рабочей платформе 2, держатель 5 лопатки опускается, чтобы поставить связанную с ним лопатку в положение выравнивания, и выходная трубка 9' отсоединяется от короткой трубки 9'', когда сопло 8 заправлено пастой.
Одновременные продвижения вперед портальной рамы 4 и движения назад и вперед сопла 8 по рельсу 7 (см. фиг. 2b, на которой портальная рама 4 видна спереди, и фигуру 2а, в которой портальная рама видна сзади) таким образом управляются.
Когда слой пасты наносится, держатель 5 лопатки поднимается, и портальная рама 4 возвращается в положение на фиг. 2с, и выполняется дозаправка сопла 8 при подготовке для нанесения пасты для следующего слоя.
Третий вариант осуществления, фигуры 3а–3g
Со ссылками на фигуры 3а-3g показано выравнивающее устройство 13, которое отличается от выравнивающего устройства 12 тем, что портальная рама 4 заменяется двойной портальной рамой 4'. Последняя состоит из двух портальных рам аналогичного портальной раме 4 типа, параллельных и собранных в одно своими нижними боковыми частями, чтобы двигаться как единый узел.
Поверхности верхних частей обеих портальных рам, составляющих двойную портальную раму 4', содержат, каждая, два выступа с U-образным сечением, обращенные друг к другу (соответственно два выступа 4'c и два выступа 4''c), в котором с возможностью скольжения установлены, так же как и в предыдущих вариантах осуществления, держатели 5 и 5' лопатки соответственно со связанными с ними выравнивающими лопатками (см. лопатку 6' на фигурах 3f и 3g).
В показанном примере только портальная рама двойной портальной рамы 4', содержащая держатель 5' лопатки, имеет на внутренней поверхности – той, которая повернута в направлении другой портальной рамы, – рельс 7, на который поперечно с возможностью скольжения установлено сопло 8, на верху которого находится его дозаправка 11. Таким образом, сопло 8 приспособлено, чтобы двигаться между обеими портальным рамами двойной портальной рамы 4'.
Таким образом, двойная портальная рама 4' двигается от одного конца рабочей платформы 2 к другому в прямом ходе, где только одна выравнивающая лопатка, связанная с держателем лопатки, активна, противоположный держатель лопатки поднимается, так что связанная с ним лопатка, поднятая, не должна работать, двойная портальная рама 4' затем двигается в возвратном ходе, для которого лопатки последовательно поднимаются и опускаются.
На фигурах 3f и 3g, а также на последующих фигурах, "b" относится к тонкому валику, а "с" относится к полоске пасты.
Действие выравнивающего устройства 13 может быть описано со ссылками на фигуры 3а–3е:
Фиг. 3а (вид сзади) и фиг. 3b (вид спереди) – формирование слоя 3
Лопатка, связанная с держателем 5 лопатки, опускается, а лопатка, связанная с держателем 5' лопатки, поднимается. Лопатка, связанная с держателем 5 лопатки, поэтому работает, портальная рама 4 двигается по указанной стрелке, при этом паста наносится соплом 8, которое двигается поперечно назад и вперед по рельсе 7.
Фиг. 3с
После формирования слоя происходит дозаправка, как в предыдущем варианте осуществления. Лопатка, связанная с держателем 5' лопатки, опускается, а лопатка, связанная с держателем 5 лопатки, поднимается. Лопатка, связанная с держателем 5' лопатки, поэтому работает, формируя следующий слой, портальная рама 4' готова двигаться в противоположном направлении.
Фигуры 3d и 3e: Формирование следующего слоя
Портальная рама 4' движется по указанной стрелке (фиг. 3d: начальное положение, фиг. 3е: конечное положение), при этом паста наносится соплом 8, которое движется поперечно назад и вперед по рельсе 7.
Четвёртый вариант осуществления, фигуры 4a и 4b
На фигурая 4a и 4b показано выравнивающее устройство 14, которое отличается от выравнивающего устройства 12 тем, что оно содержит на некотором расстоянии от портальной рамы 4 портальную раму 12, которая способна двигаться независимо от портальной рамы 4. Портальная рама 4 содержит держатель 5 лопатки и связанную с ним выравнивающую лопатку, но не имеет рельса 7. Портальная рама 12, у которой есть рельс, обозначенный 7', на которое сопло 8 с дозаправкой 11 поперечно установлено с возможностью скольжения.
Действие осуществляется так же, как и для устройств 11 и 12.
Как видно, при сравнении фигур 4а и 4b, что нанесение полоски пасты "с" соплом 8 может контролироваться независимо от выравнивающей лопатки.
Пятый вариант осуществления, фигуры 5a–5c4
На фигурах 5a–5c показано выравнивающее устройство 15, которое отличается от выравнивающего устройства 13 тем, что на рельсе 7 с возможностью скольжения установлены три сопла - дозаправки 11A, 11B, 11C из которых видны, - расположенные бок о бок.
Шестой вариант осуществления, фигуры 6a и 6b
На фигурах6a и 6b показано выравнивающее устройство 16, которое отличается от выравнивающего устройства 12 тем, что на рельсе 7 установлены бок о бок три сопла 8A, 8B, 8C, на верху которых находятся их дозаправки 11A, 11B, 11C соответственно, которые заменяемы вручную.
Седьмой вариант осуществления, фиг. 7
На фиг. 7 показано выравнивающее устройство 17, которое отличается от выравнивающего устройства 16 тем, что сопла 11A', 11B' и 11C' примыкают друг к другу в поперечном направлении к рельсу 7.
Устройства 15, 16 и 17 могут быть полезны, если желательно большое количество наносимой пасты, или если желательно менять тип пасты между слоями, в таком случае только одно сопло работает для нанесения одного слоя.
ФОРМУЛА ИЗОБРЕТЕНИЯ
1. Способ для производства детали, в частности, необработанной детали, изготовленной из керамического материала, технологией аддитивного производства, в соответствии с которым слои фотополимерной пасты последовательно отверждаются в соответствии с шаблоном, заданным для каждого слоя, первый слой формируется на рабочей поверхности рабочей платформы (2), каждый слой перед отверждением в соответствии с заданным шаблоном, распределяется выравниванием, с помощью одной выравнивающей лопатки (6) или параллельных выравнивающих лопаток, опредедённого количества пасты, подаваемой на упомянутую рабочую платформу (2), которая опускается после формирования каждого слоя, отличающийся тем, что при каждом формировании слоя количество пасты, необходимое для формирования упомянутого слоя, наносится на рабочую поверхность по меньшей мере из одного сопла (8), которое двигается перед выравнивающей лопаткой (6), или, в случае параллельных выравнивающих лопаток, перед передней выравнивающей лопаткой.
2. Способ по п. 1, отличающийся тем, что сопло (8) или каждое сопло движется в поперечном направлении назад и вперед, параллельно выравнивающей лопатке (6) или выравнивающим лопаткам, и в продольном направлении в соответствии с продвижением одной или более выравнивающих лопаток от края рабочей поверхности до противоположного края рабочей поверхности.
3. Способ по п. 2, отличающийся тем, что по меньшей мере один параметр, выбранный из интенсивности подачи из сопла (8) или каждого сопла и поперечной и продольной скоростей продвижения сопла (8) или каждого сопла, может быть отрегулирован в зависимости по меньшей мере от одного параметра, выбранного, в частности, из вязкости пасты и толщины слоя.
4. Способ по одному из пп. 1-3, отличающийся тем, что нанесение пасты одним соплом (8) или каждым соплом контролируется в зависимости от формируемого слоя.
5. Способ по одному из пп. 1-4, отличающийся тем, что на сопло (8) или каждое сопло подается паста посредством трубки (9) для подачи пасты из резервуара (10) для пасты.
6. Способ по одному из пп. 1-4, отличающийся тем, что на сопло (8) или каждое сопло подается паста посредством картриджа (11) с пастой, который образует верхнюю часть сопла или каждого сопла, и который содержит запас пасты, достаточный для формирования по меньшей мере одного слоя.
7. Способ по одному из пп. 1–6, отличающийся тем, что паста наносится по меньшей мере из двух сопел (11A, 11B, 11C), находящихся на одной линии по оси, параллельной одной или более выравнивающим лопаткам, или по оси, перпендикулярной одной или более выравнивающим лопаткам.
8. Способ по одному из пп. 1-7, отличающийся тем, что при распределении по меньшей мере одного из слоев пасты, по меньшей мере одна выравнивающая лопатка в рабочем положении, в дополнение к её выравнивающему продвижению, имеет возможность совершать движение назад и вперед в её плоскости согласно так называемому колебательному движению.
9. Способ по одному из пп. 1-8, отличающийся тем, что нанесение пасты контролируется непрерывно, формируя таким образом полоску пасты на рабочей поверхности, и/или прерывисто, формируя таким образом нанесение точками на рабочей поверхности.
10. Станок для производства деталей, в частности, необработанных деталей, изготовленных из керамического материала, технологией аддитивного производства, в соответствии с которой слои фотополимерной пасты последовательно отверждаются облучением в соответствии с шаблоном, заданным для каждого слоя, упомянутый станок содержит:
раму (3), окружающую горизонтальную рабочую платформу (2), содержащую рабочую поверхность;
портальную раму (4; 4'), снабжённую по меньшей мере одной выравнивающей лопаткой (6), портальная рама (4; 4') приспособлена для движения на раме (3) над рабочей платформой (2), так что свободный край одной или более выравнивающих лопаток приспособлен для распределения путем выравнивания слоев пасты по рабочей поверхности, при этом наслаиваются упомянутые слои вертикально;
средства облучения, обращенные к рабочей платформе, чтобы облучать каждый слой, когда он распределен, чтобы отверждать его по предварительно заданному шаблону перед распределением следующего слоя, который в свою очередь отверждается по заданному шаблону, и
средства подачи определённого количества пасты на рабочую платформу на каждое формирование слоя, при этом упомянутое количество предназначено для распределения путем выравнивания одной или более выравнивающей лопаткой, так чтобы сформировать связанный с ней слой
отличающийся тем, что средства подачи определённого количества пасты на рабочую платформу (2) состоят по меньшей мере из одного сопла-дозатора (8; 8A, 8B, 8C), способного двигаться перед выравнивающей лопаткой, или, в случае параллельных выравнивающих лопаток перед, передней выравнивающей лопаткой, сопло-дозатор или каждое сопло-дозатор (8; 8A, 8B, 8C) приспособлено для нанесения пасты в соответствии с предварительно заданной программой, соответствующей связанному с ней слою, так что одна или больше выравнивающих лопаток способны распределять пасту, нанесенную однородным слоем при прохождении по ней.
11. Станок по п. 10, отличающийся тем, что на сопло или по меньшей мере на одно из сопел (8) подается паста по гибкой трубке (9), соединенной с резервуаром (10) для пасты, в частности, питающим резервуаром поршневого типа.
12. Станок по п. 10, отличающийся тем, что на сопло (8) или по меньшей мере одно из сопел может подаваться паста из картриджа (11) для пасты, который образует верхнюю часть сопла или каждого сопла, который содержит запас пасты, достаточный, чтобы сформировать по меньшей мере один слой, и который может быть повторно заправлен из питающего резервуара, установленного на станке или не установленного на станке, или который может быть заменен, когда он опустошается, полным картриджем, при этом возможно, чтобы эта замена выполнялась механическим манипулятором.
13. Станок по одному из пп. 10-12, отличающийся тем, что сопло или по меньшей мере одно из сопел (8) может быть подвижно установлено посредством механического манипулятора или на держателе, который обеспечивает движение перед выравниванием.
14. Станок по одному из пп. 10-12, отличающийся тем, что сопло (8) или каждое сопло установлено на портальной раме (4), приспособленной для движения на раме (3) над рабочей платформой (2) в соответствии с длиной рабочей платформы, упомянутая портальная рама (4) является портальной рамой, снабжённой одной или более выравнивающими лопатками, или является другой портальной рамой (12), движущейся независимо от таковой, сопло (8) или каждое сопло дополнительно подвижно устанавливается на поперечный рельс (7, 7') портальной рамы (4; 12), которая служит его опорой.
15. Станок по п. 14, отличающийся тем, что портальная рама является портальной рамой (4'), снабжённой выравнивающими лопатками, в частности, содержащей две выравнивающие лопатки, одна работает, когда портальная рама (4') двигается в одном направлении, а другая, когда портальная рама двигается в другом направлении, сопло или каждое сопло (8) подвижно устанавливается на поперечный рельс (7) упомянутой портальной рамы (4), сопло (8) или каждое сопло расположено между обеими лопатками.
16. Станок по одному из пп. 10-15, отличающийся тем, что он содержит по меньшей мере два сопла (8A, 8B, 8C; 8'A, 8'B, 8'C), расположенные по оси продвижения портальной рамы или по поперечной оси.
17. Станок по одному из пп. 10-16, отличающийся тем, что амплитуда одного или каждого сопла (8) в портальной раме больше, чем ширина рабочей платформы (2), так что каждое сопло приспособлено для нанесения пасты в каждой точке рабочей платформы (2).
18. Станок по одному из пп. 10-17, отличающийся тем, что он содержит средства регулировки по меньшей мере одного параметра, выбранного из интенсивности подачи сопла (8) или каждого сопла (8) или поперечной и продольной скоростей продвижения сопла (8) или каждого сопла (8), в зависимости по меньшей мере от одного параметра, выбранного из вязкости пасты или толщины слоя.
19. Станок по одному из пп. 10-18, отличающийся тем, что он содержит средства управления нанесением пасты непрерывным образом, формируя таким образом полоску пасты на рабочей поверхности, и/или прерывисто, формируя таким образом нанесение точками на рабочей поверхности.
Изобретение относится к способу для производства детали, в частности необработанной детали, изготовленной из керамического материала. Способ для производства детали, в частности необработанной детали, изготовленной из керамического материала, технологией аддитивного производства, в соответствии с которым слои фотополимерной пасты последовательно отверждаются в соответствии с шаблоном, заданным для каждого слоя, первый слой формируется на рабочей поверхности рабочей платформы, каждый слой перед отверждением в соответствии с заданным шаблоном распределяется выравниванием с помощью одной выравнивающей лопатки или параллельных выравнивающих лопаток, опредедённого количества пасты, подаваемой на упомянутую рабочую платформу, которая опускается после формирования каждого слоя. Согласно изобретению при каждом формировании слоя количество пасты, необходимое для формирования упомянутого слоя, наносится на рабочую поверхность по меньшей мере из одного сопла, которое двигается перед выравнивающей лопаткой или, в случае параллельных выравнивающих лопаток, перед передней выравнивающей лопаткой. 2 н. и 17 з.п. ф-лы, 20 ил.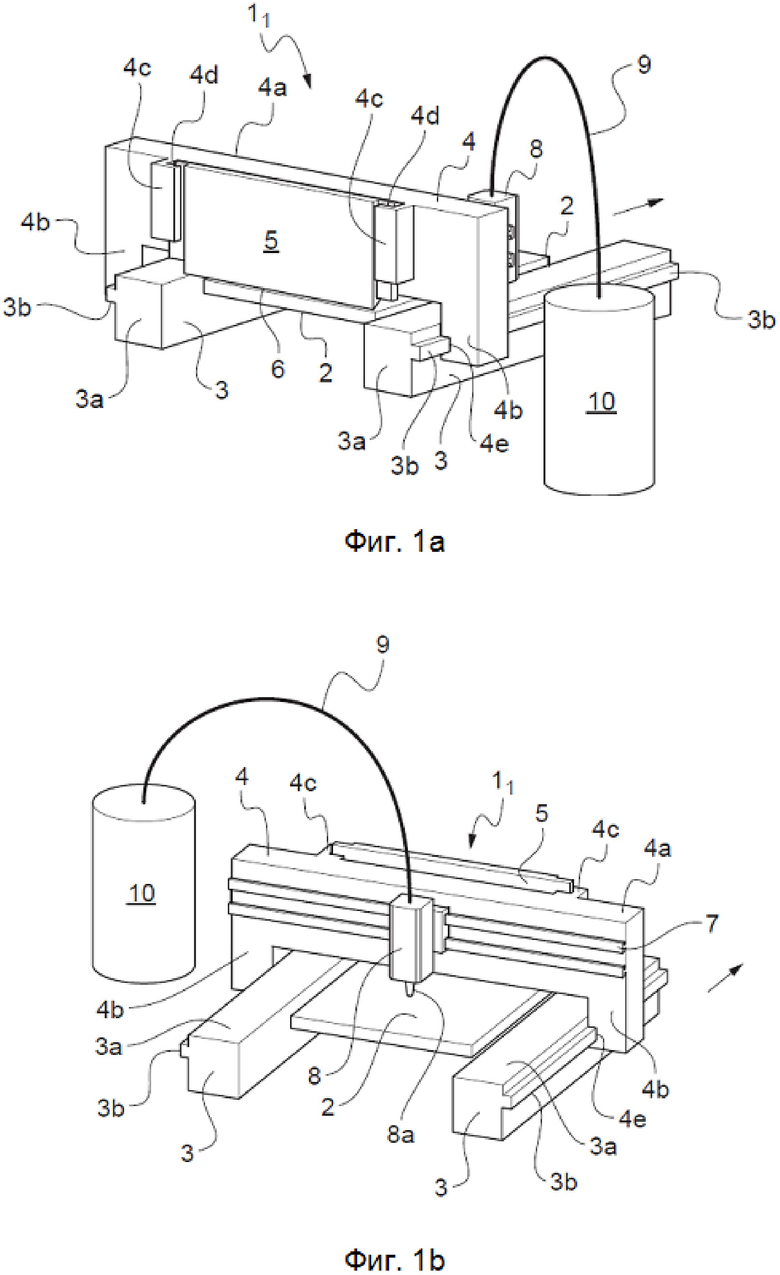
1. Способ для производства детали, в частности необработанной детали, изготовленной из керамического материала, технологией аддитивного производства, в соответствии с которым слои фотополимерной пасты последовательно отверждаются в соответствии с шаблоном, заданным для каждого слоя, первый слой формируется на рабочей поверхности рабочей платформы (2), каждый слой перед отверждением в соответствии с заданным шаблоном распределяется выравниванием с помощью одной выравнивающей лопатки (6) или параллельных выравнивающих лопаток, опредедённого количества пасты, подаваемой на упомянутую рабочую платформу (2), которая опускается после формирования каждого слоя, отличающийся тем, что при каждом формировании слоя количество пасты, необходимое для формирования упомянутого слоя, наносится на рабочую поверхность по меньшей мере из одного сопла (8), которое двигается перед выравнивающей лопаткой (6) или, в случае параллельных выравнивающих лопаток, перед передней выравнивающей лопаткой.
2. Способ по п. 1, отличающийся тем, что сопло (8) или каждое сопло движется в поперечном направлении назад и вперед, параллельно выравнивающей лопатке (6) или выравнивающим лопаткам, и в продольном направлении в соответствии с продвижением одной или более выравнивающих лопаток от края рабочей поверхности до противоположного края рабочей поверхности.
3. Способ по п. 2, отличающийся тем, что по меньшей мере один параметр, выбранный из интенсивности подачи из сопла (8) или каждого сопла и поперечной и продольной скоростей продвижения сопла (8) или каждого сопла, может быть отрегулирован в зависимости по меньшей мере от одного параметра, выбранного, в частности, из вязкости пасты и толщины слоя.
4. Способ по п. 1, отличающийся тем, что нанесение пасты одним соплом (8) или каждым соплом контролируется в зависимости от формируемого слоя.
5. Способ по п. 1, отличающийся тем, что на сопло (8) или каждое сопло подается паста посредством трубки (9) для подачи пасты из резервуара (10) для пасты.
6. Способ по п. 1, отличающийся тем, что на сопло (8) или каждое сопло подается паста посредством картриджа (11) с пастой, который образует верхнюю часть сопла или каждого сопла и который содержит запас пасты, достаточный для формирования по меньшей мере одного слоя.
7. Способ по п. 1, отличающийся тем, что паста наносится по меньшей мере из двух сопел (11A, 11B, 11C), находящихся на одной линии по оси, параллельной одной или более выравнивающим лопаткам, или по оси, перпендикулярной одной или более выравнивающим лопаткам.
8. Способ по п. 1, отличающийся тем, что при распределении по меньшей мере одного из слоев пасты по меньшей мере одна выравнивающая лопатка в рабочем положении, в дополнение к её выравнивающему продвижению, имеет возможность совершать движение назад и вперед в её плоскости согласно так называемому колебательному движению.
9. Способ по п. 1, отличающийся тем, что нанесение пасты контролируется непрерывно, формируя таким образом полоску пасты на рабочей поверхности, и/или прерывисто, формируя таким образом нанесение точками на рабочей поверхности.
10. Станок для производства деталей, в частности необработанных деталей, изготовленных из керамического материала, технологией аддитивного производства, в соответствии с которой слои фотополимерной пасты последовательно отверждаются облучением в соответствии с шаблоном, заданным для каждого слоя, упомянутый станок содержит:
раму (3), окружающую горизонтальную рабочую платформу (2), содержащую рабочую поверхность;
портальную раму (4; 4'), снабжённую по меньшей мере одной выравнивающей лопаткой (6), портальная рама (4; 4') приспособлена для движения на раме (3) над рабочей платформой (2), так что свободный край одной или более выравнивающих лопаток приспособлен для распределения путем выравнивания слоев пасты по рабочей поверхности, при этом наслаиваются упомянутые слои вертикально;
средства облучения, обращенные к рабочей платформе, чтобы облучать каждый слой, когда он распределен, чтобы отверждать его по предварительно заданному шаблону перед распределением следующего слоя, который, в свою очередь, отверждается по заданному шаблону, и
средства подачи определённого количества пасты на рабочую платформу на каждое формирование слоя, при этом упомянутое количество предназначено для распределения путем выравнивания одной или более выравнивающей лопаткой, так чтобы сформировать связанный с ней слой,
отличающийся тем, что средства подачи определённого количества пасты на рабочую платформу (2) состоят по меньшей мере из одного сопла-дозатора (8; 8A, 8B, 8C), способного двигаться перед выравнивающей лопаткой, или, в случае параллельных выравнивающих лопаток перед, передней выравнивающей лопаткой, сопло-дозатор или каждое сопло-дозатор (8; 8A, 8B, 8C) приспособлено для нанесения пасты в соответствии с предварительно заданной программой, соответствующей связанному с ней слою, так что одна или больше выравнивающих лопаток способны распределять пасту, нанесённую однородным слоем при прохождении по ней.
11. Станок по п. 10, отличающийся тем, что на сопло или по меньшей мере на одно из сопел (8) подается паста по гибкой трубке (9), соединенной с резервуаром (10) для пасты, в частности питающим резервуаром поршневого типа.
12. Станок по п. 10, отличающийся тем, что на сопло (8) или по меньшей мере одно из сопел может подаваться паста из картриджа (11) для пасты, который образует верхнюю часть сопла или каждого сопла, который содержит запас пасты, достаточный, чтобы сформировать по меньшей мере один слой, и который может быть повторно заправлен из питающего резервуара, установленного на станке или не установленного на станке, или который может быть заменен, когда он опустошается, полным картриджем, при этом возможно, чтобы эта замена выполнялась механическим манипулятором.
13. Станок по п. 10, отличающийся тем, что сопло или по меньшей мере одно из сопел (8) может быть подвижно установлено посредством механического манипулятора или на держателе, который обеспечивает движение перед выравниванием.
14. Станок по п. 10, отличающийся тем, что сопло (8) или каждое сопло установлено на портальной раме (4), приспособленной для движения на раме (3) над рабочей платформой (2) в соответствии с длиной рабочей платформы, упомянутая портальная рама (4) является портальной рамой, снабжённой одной или более выравнивающими лопатками, или является другой портальной рамой (12), движущейся независимо от таковой, сопло (8) или каждое сопло дополнительно подвижно устанавливается на поперечный рельс (7, 7') портальной рамы (4; 12), которая служит его опорой.
15. Станок по п. 14, отличающийся тем, что портальная рама является портальной рамой (4'), снабжённой выравнивающими лопатками, в частности, содержащей две выравнивающие лопатки, одна работает, когда портальная рама (4') двигается в одном направлении, а другая, когда портальная рама двигается в другом направлении, сопло или каждое сопло (8) подвижно устанавливается на поперечный рельс (7) упомянутой портальной рамы (4), сопло (8) или каждое сопло расположено между обеими лопатками.
16. Станок по п. 10, отличающийся тем, что он содержит по меньшей мере два сопла (8A, 8B, 8C; 8'A, 8'B, 8'C), расположенные по оси продвижения портальной рамы или по поперечной оси.
17. Станок по п. 10, отличающийся тем, что амплитуда одного или каждого сопла (8) в портальной раме больше, чем ширина рабочей платформы (2), так что каждое сопло приспособлено для нанесения пасты в каждой точке рабочей платформы (2).
18. Станок по п. 10, отличающийся тем, что он содержит средства регулировки по меньшей мере одного параметра, выбранного из интенсивности подачи сопла (8) или каждого сопла (8) или поперечной и продольной скоростей продвижения сопла (8) или каждого сопла (8), в зависимости по меньшей мере от одного параметра, выбранного из вязкости пасты или толщины слоя.
19. Станок по п. 10, отличающийся тем, что он содержит средства управления нанесением пасты непрерывным образом, формируя таким образом полоску пасты на рабочей поверхности, и/или прерывисто, формируя таким образом нанесение точками на рабочей поверхности.
| WO 2016030375 A2, 03.03.2016 | |||
| US 7568904 B2, 04.08.2009 | |||
| CN 106313505 A, 11.01.2017 | |||
| CN 106426909 A, 22.02.2017. |

