Изобретение относится к металлургическому производству и пригодно в горячих штампах при получении заготовок дисков на прессах. Известен штамп под такую заготовку в виде верхней и нижней формообразующих вставок с выталкивателями, закрепленных в его соответствующих плитах, установленных в нем (см. книгу Б.А. Кузьмина и др.. Технология металлов и конструкционные материалы. - М. Машиностроение, 1989, с. 350-351).
Его недостаток: низкая стойкость формообразующих поверхностей этого штампа (не более 2000 заготовок) из-за перегрева этих поверхностей вследствие отсутствия их эффективного охлаждения. Известна цилиндрическая матрица для горячей штамповки дисков в виде нижней опорной части и верхней формообразующей части с понижениями разной глубины и ширины и без выталкивателя образованной заготовки, соединенных между собой с обеспечением контакта их торцевых поверхностей SU 979010 А1. 07.12. 1982)
Ее недостатки: низкая стойкость неохлаждаемой рабочей части из-за перегрева при работе
Задачей предлагаемого является уменьшение нагрева такой матрицы. Технический результат от него: повышение стойкости формообразующей части матрицы.
Это достигается тем, что у охлаждаемой матрицы штампа для получения заготовки диска, содержащей нижнюю опорную и верхнюю формообразующую части, соединенные между собой с обеспечением контакта их торцов, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО нижняя опорная часть выполнена с расположенными на ее верхнем торце от периферии до центра кольцевыми канавками, имеющими перегородки, образующие общую перегородку, расположенную от центральной канавки до периферийной и переходящую в разделяющие кольцевые канавки стенки, с двумя поперечными окнами на боковой поверхности, с глухим осевым гнездом, соединенным с одним из упомянутых поперечных окон, и с понижением под уплотнительный элемент, при этом периферийная канавка выполнена с продольным гнездом, открытым во второе поперечное окно, а кольцевые канавки последовательно соединены между собой посредством противоположно расположенных понижений разделительных стенок и перегородок с обеспечением поступления хладагента через второе поперечное окно, его перемещения через продольное гнездо, кольцевые канавки, глухое осевое гнездо и выведения через поперечное окно, соединенное с глухим осевым гнездом, а понижение под уплотнительный элемент расположено по внешнему периметру периферийной кольцевой канавки и в зоне ее перегородки и открыто внутренней стороной в эту канавку.
В каждой из кольцевых канавок перегородка может быть выполнена в виде штифта, который установлен в выполненном в опорной части под него глухом продольном гнезде диаметром, большим ширины канавки, с расположением его верхнего конца заподлицо с нижней опорной частью матрицы.
Выполнением на верхнем торце нижней опорной части штампа расположенных от периферии до центра кольцевых канавок со своими перегородками, образующими общую перегородку, размещенную от центральной канавки до периферийной и переходящую в разделяющие кольцевые канавки стенки с противоположно расположенными понижениями, обеспечивается возможность циркуляции по этим канавкам и понижениям от периферии штампа к его центру хладоагента для охлаждения его верхней формообразующей части.
Образованием двух поперечных окон на боковой поверхности нижней опорной части матрицы, соединенных соответственно с глухим осевым гнездом ее и с продольным гнездом периферийной кольцевой канавки, обеспечивается подвод хладагента к последней канавке и из нее по другим канавкам с понижениями в разделительных стенках к центральной канавке, из которой по глухому осевому гнезду поперечному окну нагретый хладагент отводится за пределы матрицы.
Формированием понижения по внешнему периметру периферийной кольцевой канавки и в зоне ее перегородок, открытого внутренней стороной в эту канавку, обеспечивается размещение в нем уплотнительного элемента для герметизации зоны циркуляции хладагента в этой части матрицы. Установкой в каждой из кольцевых канавок штифта в выполненном в опорной части под него глухом продольном гнезде диаметром, большим ширины канавки, существенно упрощается изготовление этих кольцевых канавок.
Расположением верхнего конца штифта заподлицо с нижней опорной частью матрицы исключается перетекание хладагента через него.
Анализ предлагаемого изобретения с известными решениями свидетельствует, что оно ново, с существенными отличиями, промышленной пригодностью и соответствует критерию ИЗОБРЕТЕНИЕ.
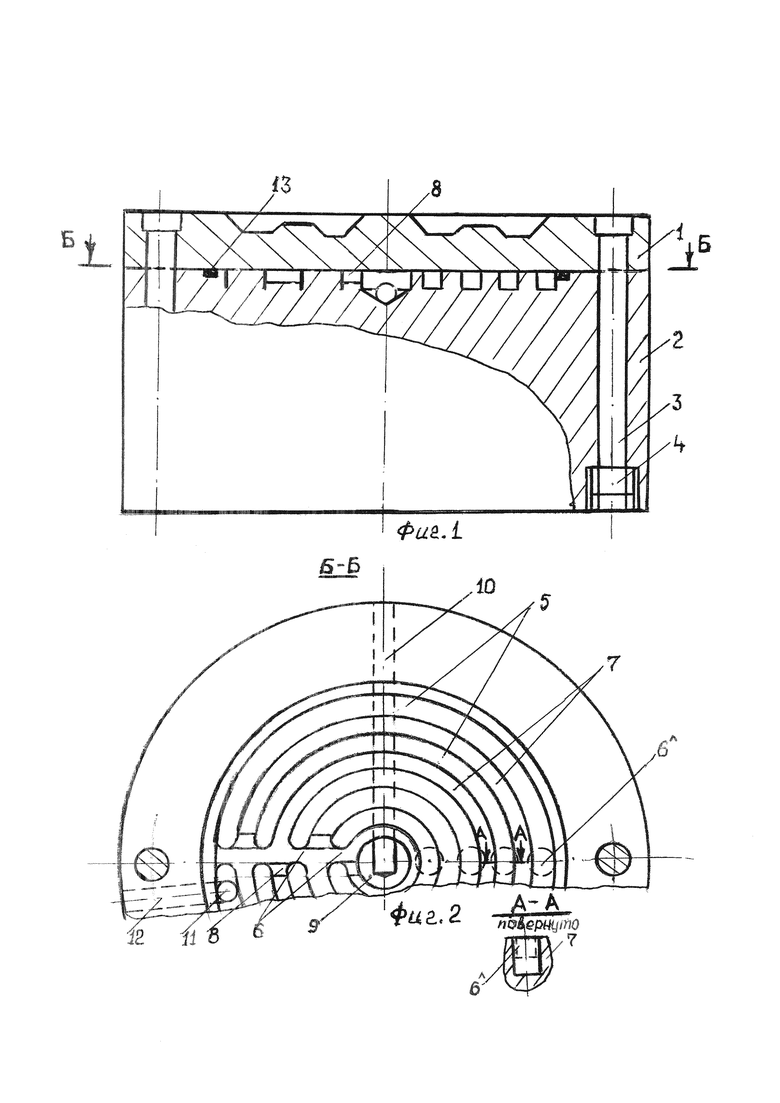
Данная матрица показана на чертеже фиг. 1 и 2 п. 1 формулы и видом А-А п. 2 ее и имеет верхнюю формообразующую часть 1, размещенную основанием на нижней опорной части 2 цилиндрической матрицы штампа и соединенных между собой, например, болтами 3 с гайками 4, находящимися в их продольных гнездах; на верхней поверхности части 2 ее выполнено N кольцевых канавок 5 одинаковой ширины со своими перегородками, образующими общую перегородку 6 от периферийной до центральной канавки, переходящую в разделяющие эти канавки стенки 7 в таком же количестве; в них образованы противоположно расположенные поперечные понижения 8, начинающиеся, например, в правой части фиг. 2 с внутреннего радиусного края перегородки 6 периферийной канавки N и заканчивающиеся на внешнем радиусном крае перегородки соседней N -1 канавки, а в левой части фиг. 2 у перегородок канавок N -1 и N -2 с такими понижениями в пределах радиуса края местной перегородки любой имеющейся (показанные понижения выполнены глубиной, равной радиусу ее края) канавки, последовательно соединяются между собой все канавки от периферии этой части матрицы до ее центра с глухим осевым гнездом 9; в него открыто понижение 8 центральной стенки канавки №1; в дно этого гнезда выходит поперечное окно 10 с началом его на наружной боковой поверхности части 2 матрицы; в периферийной кольцевой канавке N у другого края ее перегородки выполнено продольное гнездо 11, куда открыто другое поперечное окно 12 с началом также на этой боковой поверхности; по наружному периметру периферийной канавки N выполнено понижение, в том числе и в зоне периферийной части перегородки 6, под уплотнительный элемент 13, герметизирующий зону циркуляции хладагента по этим канавкам; это понижение открыто в периферийную канавку 5 и отделено стенками от боковой поверхности части 2 матрицы.
На правой части фиг. 2 и виде А-А показано решение п. 2 формулы, содержащее кольцевые канавки 5, разделенные стенками 7 друг от друга; в этих канавках выполнены глухие гнезда диаметром, большим их ширины, с установленными в них штифтами 6^, показанными пунктирными линиями и сплошными линиями на виде А-А и без зазоров по боковым поверхностям и заподлицо с верхней поверхностью этой части матрицы; такими штифтами 6^ заменяются перегородки 6 предыдущих фигур и у его краев также выполняются свои не показанные поперечные понижения 8 в стенках для соединения соседних пар канавок между собой, а их центральная канавка открыта своим поперечным понижением центральной стенки 7 в центральное гнездо 9.
Верхняя формообразующая часть матрицы охлаждается так: хладагент по поперечному окну 12 и продольному гнезду 11 поступает к левому краю перегородки 6 периферийной кольцевой канавки N; по ней устремляется к противоположно расположенному краю перегородки; там в стенке 7 имеется поперечное понижение 8, через которое хладагент поступает в соседнюю канавку N-1 и по ней устремляется к левому краю перегородки 6; от него через понижение 8 другой стенки поступает в следующую канавку N-2 и т.д., пока не окажется в центральной канавке №1 с понижением 8 в центральной стенке, открытым в центральное гнездо 9, из которого нагретый теплом верхней формообразующей части 1 матрицы штампа по поперечному каналу 10 отводится за ее пределы. Сменой направлений течения по таким канавкам хладагент перемешивается в них с повышением теплоотвода от этой части матрицы; этим снижается уровень нагрева и возрастает стойкость верхней формообразующей части ее. Охлаждение матрицы по п. 2 формулы аналогично описанному выше, причем роль перегородок 6 здесь выполняют штифты 6^, размещенные без зазоров в глухих гнездах, выполненных в доньях канавок 5 и частично в их стенках 7, т.к. диаметр этих гнезд больше ширины канавок. Эффективность охлаждения этой части матрицы также определяется расходом хладагента на производственный цикл и скоростью циркуляции его по этим каналам и понижениям стенок; данными параметрами обеспечивается уровень нагрева матрицы, повышающий ее стойкость как минимум в, 1,5 раза.
Таким образом, у предлагаемой охлаждаемой матрицы возрастает как минимум в 1.5 раза ее стойкость.
Изобретение относится к машиностроению и может быть использовано в технологической оснастке для горячей штамповки поковки-диска. Охлаждаемая матрица содержит нижнюю опорную и верхнюю формообразующую части. Опорная часть имеет расположенные на ее верхнем торце кольцевые канавки с перегородками, образующими общую перегородку, два поперечных окна на боковой поверхности и глухое осевое гнездо. Кроме того, предусмотрено понижение под уплотнительный элемент. Периферийная кольцевая канавка выполнена с продольным гнездом, открытым во второе поперечное окно. Кольцевые канавки последовательно соединены между собой посредством противоположно расположенных понижений разделительных стенок и перегородок. Обеспечивается поступление хладагента через второе поперечное окно, его перемещение через продольное гнездо, кольцевые канавки и глухое осевое гнездо и выведение через поперечное окно, соединенное с глухим осевым гнездом. В результате обеспечивается повышение стойкости матрицы. 1 з.п. ф-лы, 2 ил.
1. Охлаждаемая матрица штампа для получения заготовки диска, содержащая нижнюю опорную и верхнюю формообразующую части, соединенные между собой с обеспечением контакта их торцов, отличающаяся тем, что нижняя опорная часть выполнена с расположенными на ее верхнем торце от периферии до центра кольцевыми канавками, имеющими перегородки, образующие общую перегородку, расположенную от центральной канавки до периферийной и переходящую в разделяющие кольцевые канавки стенки, с двумя поперечными окнами на боковой поверхности, с глухим осевым гнездом, соединенным с одним из упомянутых поперечных окон, и с понижением под уплотнительный элемент, при этом периферийная кольцевая канавка выполнена с продольным гнездом, открытым во второе поперечное окно, а кольцевые канавки последовательно соединены между собой посредством противоположно расположенных понижений разделительных стенок и перегородок с обеспечением поступления хладагента через второе поперечное окно, его перемещения через продольное гнездо, кольцевые канавки, глухое осевое гнездо и выведения через поперечное окно, соединенное с глухим осевым гнездом, а понижение под уплотнительный элемент расположено по внешнему периметру периферийной кольцевой канавки и в зоне ее перегородки и открыто внутренней стороной в упомянутую кольцевую канавку.
2. Матрица по п. 1, отличающаяся тем, что перегородка каждой кольцевой канавки выполнена в виде штифта, установленного в выполненном под него в нижней опорной части глухом продольном гнезде, диаметр которого больше ширины канавки, с расположением верхнего конца заподлицо с нижней опорной частью.
| Штамп с разъемной матрицей | 1981 |
|
SU979010A1 |
| Матрица для деформирования металлов | 1981 |
|
SU961836A1 |
| Охлаждаемая матрица штампа | 1989 |
|
SU1752471A1 |
| Штамп для объемной штамповки деталей | 1988 |
|
SU1537347A1 |
| US 4126492 A1, 21.11.1978 | |||
| JP 7185738 A, 25.07.1995. | |||

