Изобретение относится к металлургическому производству и пригодно в штампах, используемых при получении поковок-дисков на горячештамповочных прессах. Известен штамп под такую поковку в виде верхней и нижней формообразующих вставок с выталкивателями, закрепленных в соответствующих плитах, установленных в нем (см. книгу Б.A. Кузьмина и др. Технология металлов и конструкционные материалы. - М. Машиностроение, 1989, с. 350-351). Его недостаток: низкая стойкость формообразующих поверхностей этого штампа (не более 2000 заготовок) из-за перегрева этих поверхностей вследствие отсутствия их эффективного искусственного охлаждения. Известна нижняя часть горячего штампа - матрица - в виде основания и верхней кольцевой формообразующей части с понижениями разной глубины и ширины и с большими штамповочными уклонами, исключающими использование выталкивателя образованной заготовки. Верхняя часть такого штампа, используемого ООО» Промэнерго» г. Покрова Владимирской области., подобна его нижней части (см. прилагаемый чертеж ее с гравировкой ТОС 469.00.01). Ее недостатки: большие масса исходной заготовки (порядка 135-140 кг) и трудоемкость изготовления из-за значительных габаритов; низкая стойкость неохлаждаемой рабочей части и поэтому перегревающейся при работе. Задачей предлагаемого решения является уменьшение материалоемкости, трудоемкости и нагрева такой. матрицы. Технический результат от предлагаемого: минимальные материально-финансовые затраты на матрицу и повышение ее стойкости. Он достигается тем, что нижняя часть цилиндрической матрицы горячего штампа в виде основания и верхней кольцевой формообразующей части с понижениями разной глубины и ширины и без выталкивателя полученной поковки НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО матрица выполнена из верхней формообразующей, средней и нижней опорной частей, соединенных крепежом с контактом их поверхностей; на верхней поверхности средней части образованы от периферии к центру кольцевые канавки с разделяющими их стенками, причем центральная канавка своей внутренней стенкой отделена от образованного в центре глухого осевого гнезда, в дне которого выполнены как минимум два противоположно расположенных продольных окна, открытых каждое из них в дно своего поперечного канала, образованного с наружной боковой поверхности этой части и расположенного диаметрально противоположно другому, в которые открыты продольные окна для соединения их с каждой из кольцевых канавок, причем по внешнему периметру периферийной канавки образовано под уплотнительный элемент понижение, открытое внутренним периметром в эту канавку, а внешним периметром отделено стенками от наружной боковой поверхности этой части матрицы.
Выполнением матрицы составной из 3-х частей, соединенных между собой крепежом, с расходом стали 5ХНМ только на верхнюю часть ее, а на остальные части нержавеющей и конструкционной стали, уменьшаются материальные и временные затраты на нее.
Наличием средней части с канавками, окнами и поперечными каналами под хладагент и использованием для нее нержавеющей стали исключается их коррозия от его воздействия и обеспечивается неограниченный срок ее службы.
Образованием на ее верхней поверхности кольцевых канавок, разделенных стенками, а в ее центральной части глухого гнезда с как минимум двумя продольными и противоположно расположенными окнами, отделенного стенкой от центральной кольцевой канавки, создаются с нижней поверхностью верхней части матрицы тракты циркуляции хладагента. Выполнением с наружной боковой поверхности средней части матрицы противоположно расположенных глухих поперечных каналов, в которые открыты продольные окна кольцевых канавок и центрального гнезда, обеспечивается подвод хладагента по одному каналу и этим окнам в каждую из канавок, по которым он устремляется в окружном направлении к противоположно расположенным продольным окнам, через которые поступает в другой поперечный канал и отводится нагретым теплом верхней части матрицы за пределы ее средней части. Созданием от внешнего периметра периферийной кольцевой канавки понижения под уплотнительный элемент, открытого в нее и отделенного стенками от наружной боковой поверхности средней части, герметизируется зона циркуляции хладагента между ней и верхней частью. Наличием как минимум 2-х продольных окон в дне центрального гнезда средней части, открытых в свой поперечный канал ее, хладагент омывает нижнюю поверхность верхней части матрицы в пределах этого гнезда. Анализ предлагаемого с известными сейчас решениями показывает, что оно ново, существенно отличается от них, промышленно пригодно и полностью соответствует критерию ИЗОБРЕТЕНИЕ. Предлагаемое решение представлено на чертеже фиг. 1 и имеет верхнюю формообразующую часть 1, размещенную основанием на верхней поверхности средней части 2, а она на нижней части 3 матрицы, соединенных между собой крепежом, например, болтами 4 с гайками 5, размещенными в их продольных гнездах; на верхней поверхности средней части 2 матрицы выполнено N кольцевых канавок 6 одинаковой ширины, разделенных стенками 7; в центральной части ее внутренняя стенка отделяет центральную канавку от центрального гнезда 8, имеющего в дне как минимум по одному противоположно расположенному продольному окну 9 и 10 для соединения его с поперечными глухими каналами 11 и 12, выполненными диаметрально противоположно, и открытыми продольными окнами 13 и 13∧ в кольцевые канавки 6 этой части. Нижняя поверхность верхней части 1 охлаждается так: хладагент по левому поперечному каналу 11 подводится одновременно через окна13 в кольцевые канавки N, N-1 … и центральную; по ним он устремляется в окружном направлении к противоположно расположенным окнам 13∧ и попадает в правый поперечный канал 12; также через окно 9 он поступает в гнездо 8, заполняет его и через его другое окно 10 следует в канал 12, из которого нагретым теплом верхней части 1 отводится за пределы средней части 2. Это осуществляется, когда на последней расположена без осевых зазоров нижней поверхностью верхняя часть 1 матрицы с образованием соответствующих трактов охлаждения своими элементами. При этом в периферийном понижении размещен уплотнительный элемент 14 для герметизации контактирующих между собой поверхностей верхней 1 и средней 2 частей матрицы. Эффективность охлаждения ее определяется расходом хладагента на цикл работы пресса, зависящим от теплоприхода в матрицу при штамповке, и скоростью циркуляции хладагента по этим трактам, зависящей от их проходных сечений. При их оптимальных величинах таким охлаждением обеспечивается минимально допустимый уровень нагрева рабочей части матрицы, чем повышается ее стойкость как минимум в 1,5 раза. При выполнении из нержавеющей стали средней части гарантируется ее неограниченный срок службы, из стали 40Х нижней части сокращается в 5 раз расход стали 5ХНМ только для верхней части 1 меньшей трудоемкости из-за небольшой длины ее, и, таким образом, такая матрицы по этим показателям лучше прототипа.
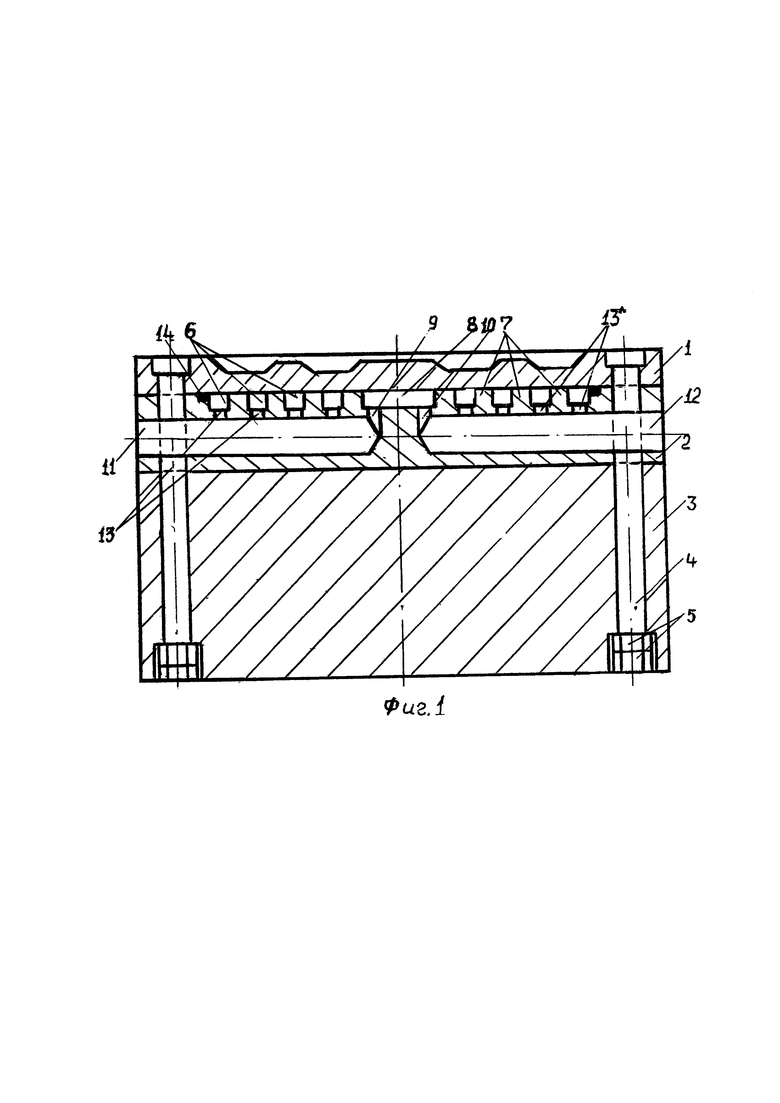
Изобретение относится к металлургическому производству и может быть использовано в горячих штампах при получении поковок дисков на горячештамповочных прессах. Нижняя цилиндрическая матрица штампа содержит верхнюю формообразующую, среднюю и нижнюю опорную части. Средняя часть выполнена с кольцевыми канавками на верхней поверхности, расположенными от периферии до центра и разделенными стенками. Центральная канавка отделена от образованного в центре верхней поверхности средней части глухого осевого гнезда. В дне гнезда имеются по меньшей мере два противоположно расположенных продольных окна. Каждое окно открыто в дно своего глухого поперечного канала, расположенного диаметрально противоположно другому глухому поперечному каналу. В упомянутые глухие каналы открыты продольные окна для соединения каналов с кольцевыми канавками. По внешнему периметру периферийной канавки образовано кольцевое понижение под уплотнительный элемент. В результате обеспечивается повышение стойкости формообразующей части матрицы. 1 ил.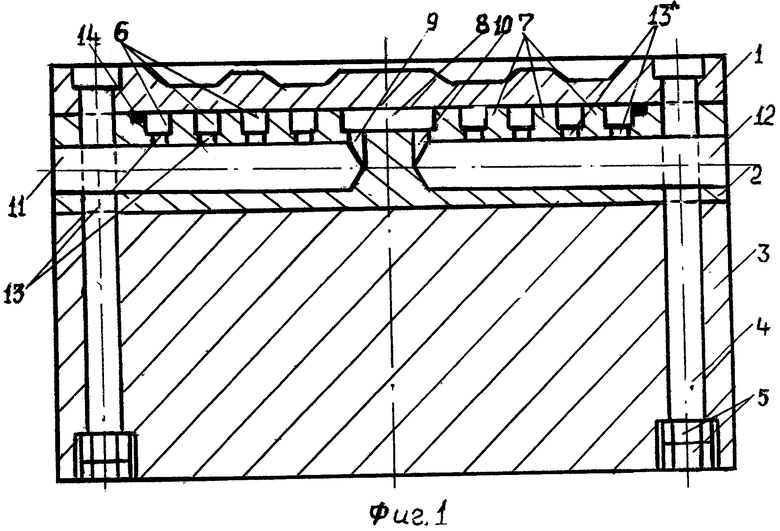
Нижняя цилиндрическая матрица штампа, содержащая верхнюю формообразующую, среднюю и нижнюю опорную части, соединенные посредством крепежа с обеспечением контакта их поверхностей, отличающаяся тем, что на верхней поверхности средней части выполнены кольцевые канавки, расположенные от периферии до центра верхней поверхности и разделенные стенками, причем центральная кольцевая канавка своей внутренней стенкой отделена от образованного в центре верхней поверхности средней части глухого осевого гнезда, в дне которого выполнены по меньшей мере два противоположно расположенных продольных окна, каждое их которых открыто в дно своего глухого поперечного канала, расположенного диаметрально противоположно другому глухому поперечному каналу, причем упомянутые глухие поперечные каналы образованы с наружной боковой поверхности средней части с открытыми в них продольными окнами для соединения их с каждой из кольцевых канавок, а по внешнему периметру периферийной кольцевой канавки образовано кольцевое понижение под уплотнительный элемент, открытое по внутреннему периметру в периферийную кольцевую канавку и отделенное по внешнему периметру стенками от наружной боковой поверхности средней части.
| Штамп с разъемной матрицей | 1981 |
|
SU979010A1 |
| Матрица для прессования изделий | 1978 |
|
SU706150A1 |
| Матрица для деформирования металлов | 1981 |
|
SU961836A1 |
| Охлаждаемая матрица штампа | 1989 |
|
SU1752471A1 |
| Штамп для безоблойной штамповки | 1986 |
|
SU1407641A2 |
| US 4126492 A1, 21.11.1978 | |||
| WO 2017190220 A1, 09.11.2017. | |||

