Изобретение относится к области обработки металлов давлением, а именно к конструкциям штампов для горячей штамповки.
Известен штамп с разъемной матрицей, Содержащий установленные соответственно на верхней и нижней плитах полуматрицы, механизм их зажима, толкатель и пуансон ij .
Недостатком такого штампга является низкие стойкость инструмента и качество штамповок, связанные
что высокая температура
тем.
торца заготовки, имеющего хорошую пластичность , способствует образованию торцевого заусенца.
Цель изобретения - повышение качества штамповок и стойкости инструмента.
Поставленная цель достигается тем, что штамп с разъемной матрицей, содержащий установленные соответственно на верхней и нижней плитах полуматрицы, механизм их зажима, толкатель и пуансон, снабжен размещенными в промежуточной плите форсунками, соединенными с системой подачи охлаждающей жидкости и выходящими в зону штамповки.
Штамп снабжен ванной с охлаждающей жидкостью, установленной перед деформирующим инструментом на пути подачи заготовки на позицию штамповки.
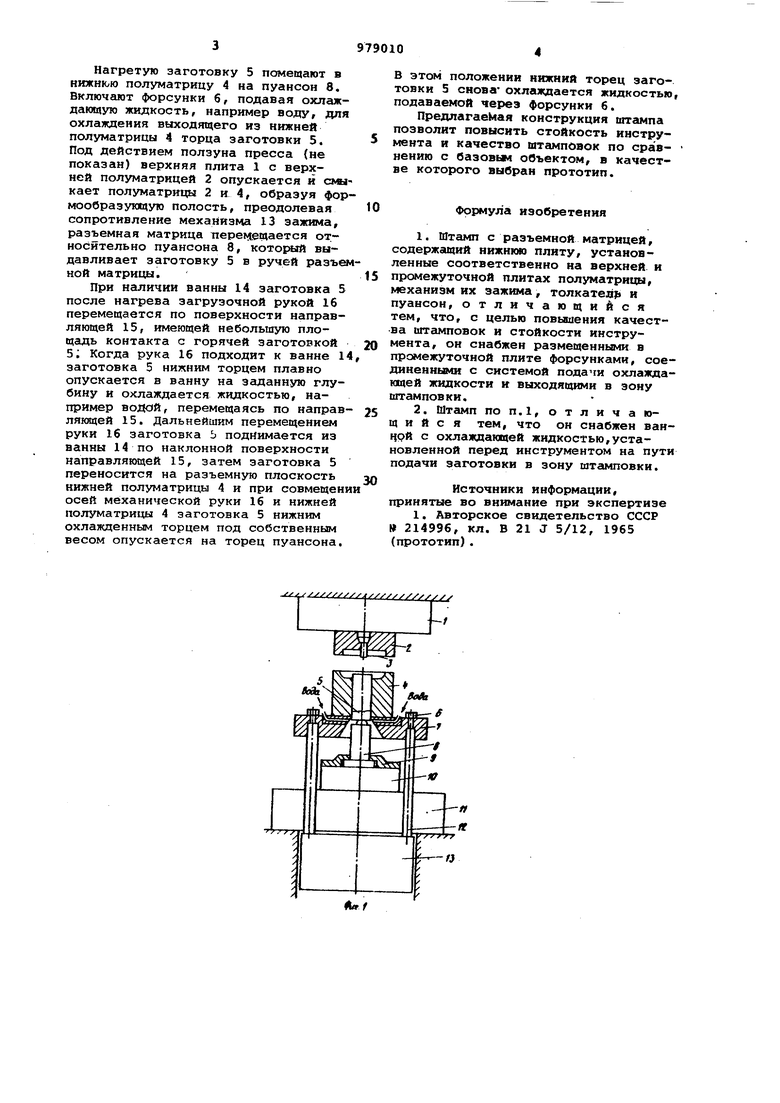
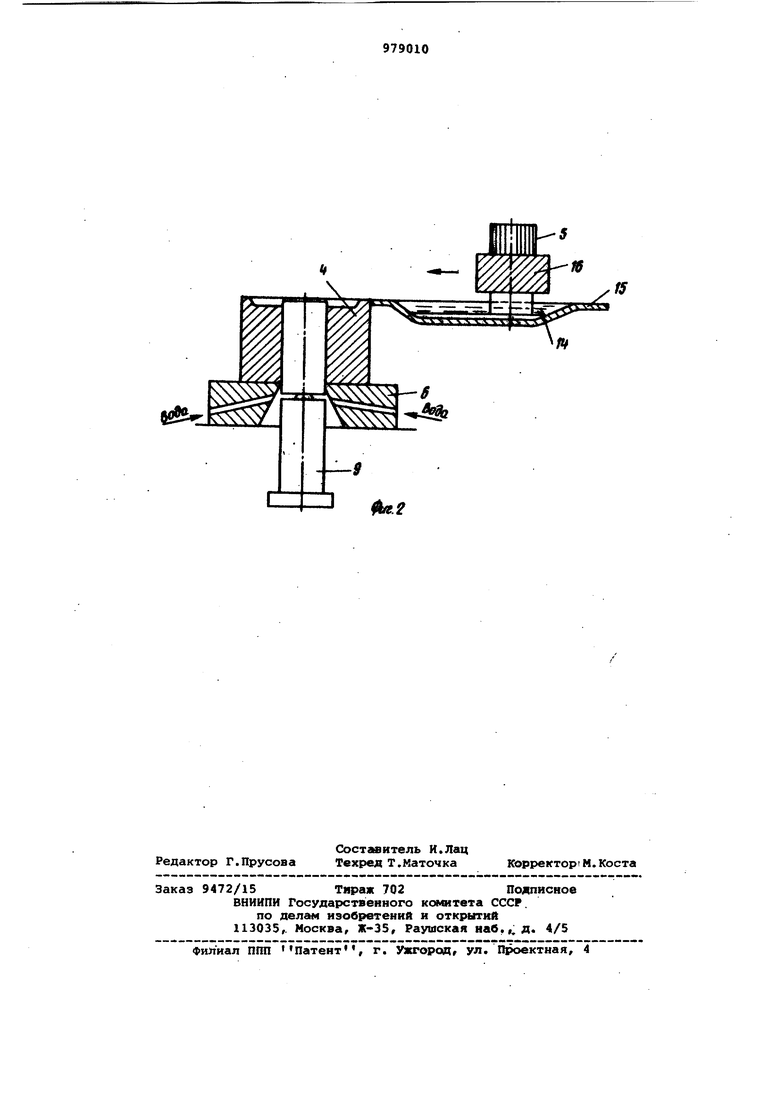
На фиг.1 показан штамп с разъемной матрицей, общий вид; на фиг.2 устройство для охлаждения.
Мтамп содержит верхнюю плиту 1 с
10 закрепленной на ней полуматрицей 2 и толкателем 3, нижнюю полуматрицу 4, в которую помещают заготовку 5.
Нижняя полуматрица 4 и форсунки
15 6 закреплены на промежуточной плите 7 , причем форсунки 6 расположены по периметру охлаждаемого торца горячей заготовки 5. Пуансон 8 закреплен прижимами 9 через проставку
20 10 на нижней плите 11. Промежуточная плита 7 тягами 12 соединена с механизмом 13 зажима полуматриц 2 и 4. На пути подачи заготовки 5 перед полуматрицей 4 установлена ван25на 14 с охлаждающей жидкостью в направлягацих 15. Заготовка 5 подается механической;рукой 16.
Работает штамп следующим обра30зом. Нагретую заготовку 5 помещают в нижнюю полуматрицу 4 на пуансон 8. Включают форсунки б, подавая охлаждающую жидкость, например воду, для охлаждения выходящего из нижней полуматрицы 4 торца заготовки 5. Под действием ползуна пресса {не показан) верхняя плита 1 с верхней полуматркцей 2 опускается и кает полуматрицы 2 и 4, образуя фор мообразующую полость, преодолевая сопротивление механизма 13 зажима, разъемная матрица перемещается относительно пуансона 8, который выдавливает заготовку 5 в ручей разъе ной матрицы. При наличии ванны 14 заготовка 5 после нагрева загрузочной рукой 16 перемещается по поверхности направляющей 15, имеющей небольшую площадь контакта с горячей заготовкой 5; Когда рука 16 подходит к ванне 1 заготовка 5 нижним торцем плавно опускается в ванну на згшанную глубину и охлаждается жидкостью, например водой, перемещаясь по направ ляклцей 15. Дальнейшим перемещением руки 16 заготовка Ь поднимается из ванны 14 по наклонной поверхности направляющей 15, затем заготовка 5 переносится на разъемную плоскость нижней полуматрицы 4 и при совмещен осей механической руки 16 и нижней полуматрицы 4 заготовка 5 нижним охлажденным торцем под собственным весом опускается на торец пуансона этом положении нижний торец заготовки 5 снова- охлгиадается жидкостью, подаваемой через форсунки 6. Предлагаемая конструкция штампа позволит повысить стойкость инструента и качество штамповок по сравнению с базовым объектом, в качестве которого выбран прототип. Формула изобретения 1.Штамп с разъемной матрицей, содержащий нижнюю плиту, установленные соответственно на верхней и промежуточной плитах полуматрицы, механизм их зажима, толкателе и пуансон, отличающийся тем, что, с целью повышения качества штамповок и стойкости инструмента, он снабжен размещенными в промежуточной плите форсунками, соединенными с системой подачи охлаждающей жидкости и выходящими в зону штамповки. 2.Штамп ПОП.1, отличающийся тем, что он снабжен ванЧрй с охлаждающей жидкостью,установленной перед инструментом на пути подачи заготовки в зону штамповки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 214996, кл. В 21 J 5/12, 1965 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для закрытой штамповки | 1976 |
|
SU616026A1 |
| Штамп | 1985 |
|
SU1291272A1 |
| Штамп для безоблойной штамповки | 1986 |
|
SU1318339A1 |
| Штамп для безоблойной штамповки | 1986 |
|
SU1407641A2 |
| Штамп для закрытой объемной штамповки | 1977 |
|
SU676374A1 |
| Штамп для объемной штамповки | 1987 |
|
SU1479200A1 |
| Штамп для выдавливания | 1988 |
|
SU1593775A1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| Штамп для изготовления изделий с лезвиями типа рабочих органов сельскохозяйственных машин | 1983 |
|
SU1123783A1 |
уХ у .
/Ух
ft
