Изобретение относится к области сварки, а именно к способам изготовления осесимметричных сварных конструкций из алюминиевых сплавов, и может быть использовано при сварке конструкций в виде сосудов, работающих под давлением.
Особенностью изготовления сложных осесимметричных сварных конструкций является обеспечение высокой размерной точности на длине более 5 диаметров при действии сварочных деформаций в процессе термического цикла сварки и после него в процессе охлаждения конструкции.
По конструктивному исполнению и ответственности назначения такие конструкции близки к сосудам (баллонам, резервуарам), работающим под давлением. Конструкции работают в тяжелых условиях импульсного возрастания температуры и давления внутренней агрессивной среды, скоростных упруго-пластических деформаций и т.д. В связи с чем, к ним предъявляются высокие требования по прочности и герметичности.
Известны способы изготовления алюминиевых сварных конструкций, работающих в подобных условиях по патенту №2380207, В23К 31/02, опубл. 27.01.2010, БИ №3, 2010 г. и по патенту №2389592, В23К 31/02, опубл. 20.05.2010 г., БИ №14, 2010 г. Однако они представляют ребристые конструкции, без использования обечайки и дна.
Более близким по технической сути и достигаемому техническому результату является способ изготовления баллонов по ГОСТ 15 860-84 «Баллоны стальные сварные для сжиженных углеводородных газов на давление до 1,6 МПа», принятый авторами за прототип, при котором стыковые кольцевые швы элементов конструкции выполняют с использованием внутренних подкладных колец (сварочных подкладок).
Такой способ позволяет получать довольно надежные сварные соединения, однако данный способ недостаточно эффективен при изготовлении осесимметричных сварных конструкций, содержащих более сложную комбинацию и конфигурацию входящих в их состав элементов, в том числе дополнительных элементов.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа изготовления осесимметричных сварных конструкций, принятого авторами за прототип, относится равностенность свариваемых элементов, необходимость использования технологических элементов в виде подкладных колец, менее жесткие требования по размерной точности, в частности по соосности и радиальному биению.
Таким образом, задачей данного технического решения (прототипа) являлось обеспечение надежной работоспособности изделия при действии внутреннего давления до 1,6 МПа.
Общими признаками с предлагаемым авторами способом изготовления алюминиевой осесимметричной сварной конструкции является штамповка дна с рекристаллизационным отжигом, сборка элементов конструкции в сварочно-сборочном приспособлении, дуговая сварка в среде защитных газов, пневмоиспытания герметичности сварных швов, механообработка.
В отличие от прототипа, предлагаемый авторами способ изготовления алюминиевой осесимметричной сварной конструкции, работающей под давлением, содержащей обечайку, сферическое дно и юбку, основан на том, что осуществляют штамповку направляющей и дна с рекристаллизационным отжигом, ротационную вытяжку сложно-профильной обечайки переменной толщины, формирование во втулке механообработкой кольцевой опоры со сварочными кромками шириной и высотой, соответственно равными 2,0-2,2 и 1,25-1,35 толщины обечайки, сборку элементов конструкции в сварочно-сборочном приспособлении, дуговую сварку в среде защитных газов, пневмоиспытания герметичности сварных швов, механообработку, при этом вначале встык сваривают дно со сложно-профильной обечайкой переменной толщины с использованием внутреннего разжимного приспособления со съемной подкладкой из коррозионно-стойкой стали и наружного центрирующего приспособления в виде люнета, затем обечайку собирают по замковому соединению с резьбовой втулкой с использованием кольцевой опоры и осуществляют их сварку, механообработкой формируют базовые поверхности на утолщениях резьбовой втулки и обечайки, на наружной поверхности дна располагают стакан с предварительно приваренным технологическим элементом в виде фланца и сваривают с ним, осуществляют промежуточные пневмоиспытания герметичности полученных сварных швов, потом в приспособлениях поочередно позиционируют в заданном положении относительно базовых поверхностей юбку на наружной поверхности дна, центрирующий поясок и направляющую на наружной поверхности обечайки и осуществляют их приварку, при этом кольцевые швы выполняют автоматической сваркой неплавящимся электродом в два прохода с подачей присадочного материала на втором проходе, силу тока устанавливают из расчета 43-47 А на 1 мм толщины стенки при напряжении 140-180 В и скорости сварки 11…14 м/ч.
В частном случае, то есть в конкретных формах выполнения, изобретение характеризуется следующими признаками:
- свариваемый с дном торец юбки выполняют с разделкой кромок, причем внутреннюю часть разделки торца выполняют по касательной к наружной поверхности дна в зоне сварки.
Именно это позволяет сделать вывод о причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа и на которые распространяется испрашиваемый объем правовой защиты, во всех случаях достаточны.
Задачей предлагаемого изобретения является повышение технологичности изготовления, качества сварных соединений и обеспечение требуемой размерной точности.
Указанный технический результат при осуществлении изобретения достигается тем, что при известном способе изготовления алюминиевой осесимметричной сварной конструкции, работающей под давлением, содержащей обечайку, сферическое дно и юбку, особенность заключается в том, что осуществляют штамповку направляющей и дна с рекристаллизационным отжигом, ротационную вытяжку сложно-профильной обечайки переменной толщины, формирование во втулке механообработкой кольцевой опоры со сварочными кромками шириной и высотой, соответственно равными 2,0-2,2 и 1,25-1,35 толщины обечайки, сборку элементов конструкции в сварочно-сборочном приспособлении, дуговую сварку в среде защитных газов, пневмоиспытания герметичности сварных швов, механообработку, при этом вначале встык сваривают дно со сложно-профильной обечайкой переменной толщины с использованием внутреннего разжимного приспособления со съемной подкладкой из коррозионно-стойкой стали и наружного центрирующего приспособления в виде люнета, затем обечайку собирают по замковому соединению с резьбовой втулкой с использованием кольцевой опоры и осуществляют их сварку, механообработкой формируют базовые поверхности на утолщениях резьбовой втулки и обечайки, на наружной поверхности дна располагают стакан с предварительно приваренным технологическим элементом в виде фланца и сваривают с ним, осуществляют промежуточные пневмоиспытания герметичности полученных сварных швов, потом в приспособлениях поочередно позиционируют в заданном положении относительно базовых поверхностей юбку на наружной поверхности дна, центрирующий поясок и направляющую на наружной поверхности обечайки и осуществляют их приварку, при этом кольцевые швы выполняют автоматической сваркой неплавящимся электродом в два прохода с подачей присадочного материала на втором проходе, силу тока устанавливают из расчета 43-47 А на 1 мм толщины стенки при напряжении 140-180 В и скорости сварки 11…14 м/ч.
Новая совокупность конструктивных элементов и технологических приемов, а также наличие связей между ними позволяет, в частности, за счет:
- штамповки направляющей и дна с рекристаллизационным отжигом, ротационной вытяжки сложно-профильной обечайки переменной толщины использовать высокопроизводительные способы изготовления деталей сложной геометрической формы с обеспечением высокого коэффициента использования металла, повысить технологичность изготовления;
- формирования во втулке механообработкой кольцевой опоры со сварочными кромками шириной и высотой, соответственно равными 2,0-2,2 и 1,25-1,35 толщины обечайки, и последующей сборки обечайки по замковому соединению с резьбовой втулкой с использованием кольцевой опоры и их сварки обеспечить соосность сборки втулки с обечайкой, исключить недопустимый проплав сварного соединения, повысить качество сварного соединения, обеспечить требуемую размерную точность;
сборки элементов конструкции в сварочно-сборочном приспособлении, дуговой сварки в среде защитных газов, пневмоиспытаний герметичности сварных швов, механообработки выстроить оптимальную технологическую цепочку изготовления с минимальным количеством операций, повысить технологичность изготовления;
- первоначальной сварки встык дна со сложно-профильной обечайкой переменной толщины с использованием внутреннего разжимного приспособления и наружного центрирующего приспособления в виде люнета повысить технологичность изготовления и обеспечить высокую размерную точность;
- использования в приспособлении съемной подкладки из коррозионно-стойкой стали исключить привар свариваемых алюминиевых деталей к приспособлению, повысить качество сварного соединения;
- формирования механообработкой базовых поверхностей на утолщениях резьбовой втулки и обечайки и последующего поочередного позиционирования в приспособлениях в заданном положении относительно этих базовых поверхностей юбки на наружной поверхности дна, центрирующего пояска и направляющей на наружной поверхности обечайки и осуществления их приварки обеспечить высокую размерную точность;
- расположения на наружной поверхности дна стакана с предварительно приваренным технологическим элементом в виде фланца и сварки их, осуществления промежуточных пневмоиспытаний герметичности полученных сварных швов, исключить трудоемкие исправительные операции в готовом изделии, повысить технологичность изготовления;
- выполнения кольцевых швов автоматической сваркой неплавящимся электродом в два прохода с подачей присадочного материала на втором проходе, установления силы тока из расчета 43-47 А на 1 мм толщины стенки при напряжении 140-180 В и скорости сварки 11... 14 м/ч автоматизировать процесс сварки, исключить «человеческий фактор», повысить производительность, технологичность изготовления и качество сварных соединений.
Признаки, характеризующие изобретение в конкретных формах исполнения, позволяют, в частности за счет:
- выполнения свариваемого дна торца юбки с разделкой кромок, причем выполнения разделки внутренней части торца по касательной к наружной поверхности дна в зоне сварки повысить технологичность изготовления и обеспечить высокую размерную точность.
Сущность изобретения заключается в том, что при осуществлении способа изготовления алюминиевой осесимметричной сварной конструкции, работающей под давлением, содержащей обечайку, сферическое дно и юбку, в отличие от прототипа, согласно изобретению, осуществляют штамповку направляющей и дна с рекристаллизационным отжигом, ротационную вытяжку сложно-профильной обечайки переменной толщины, формирование во втулке механообработкой кольцевой опоры со сварочными кромками шириной и высотой, соответственно равными 2,0-2,2 и 1,25-1,35 толщины обечайки, сборку элементов конструкции в сварочно-сборочном приспособлении, дуговую сварку в среде защитных газов, пневмоиспытания герметичности сварных швов, механообработку, при этом вначале встык сваривают дно со сложно-профильной обечайкой переменной толщины с использованием внутреннего разжимного приспособления со съемной подкладкой из коррозионно-стойкой стали и наружного центрирующего приспособления в виде люнета, затем обечайку собирают по замковому соединению с резьбовой втулкой с использованием кольцевой опоры и осуществляют их сварку, механообработкой формируют базовые поверхности на утолщениях резьбовой втулки и обечайки, на наружной поверхности дна располагают стакан с предварительно приваренным технологическим элементом в виде фланца и сваривают с ним, осуществляют промежуточные пневмоиспытания герметичности полученных сварных швов, потом в приспособлениях поочередно позиционируют в заданном положении относительно базовых поверхностей юбку на наружной поверхности дна, центрирующий поясок и направляющую на наружной поверхности обечайки и осуществляют их приварку, при этом кольцевые швы выполняют автоматической сваркой неплавящимся электродом в два прохода с подачей присадочного материала на втором проходе, силу тока устанавливают из расчета 43-47 А на 1 мм толщины стенки при напряжении 140-180 В и скорости сварки 11…14 м/ч.
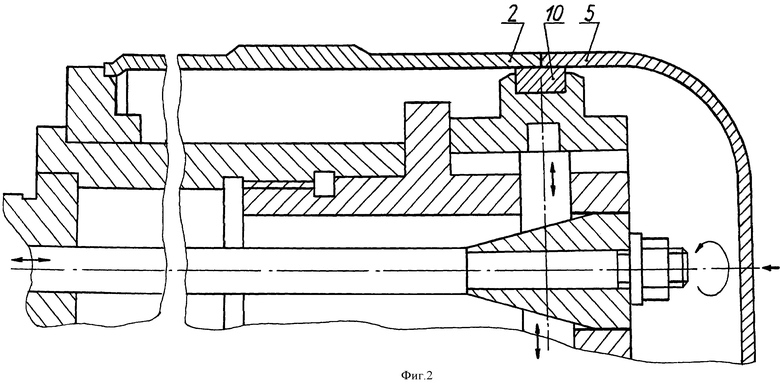
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 представлен общий вид алюминиевой осесимметричной сварной конструкции; на фиг.2 - сварочно-сборочное приспособление; на фиг.3-8 - сварные соединения элементов конструкции.
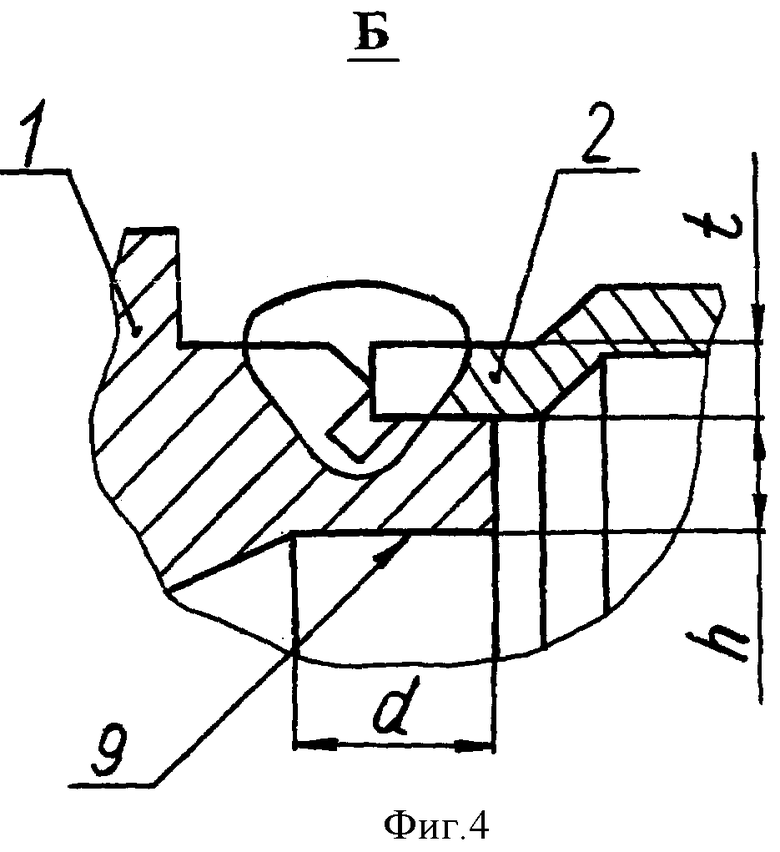
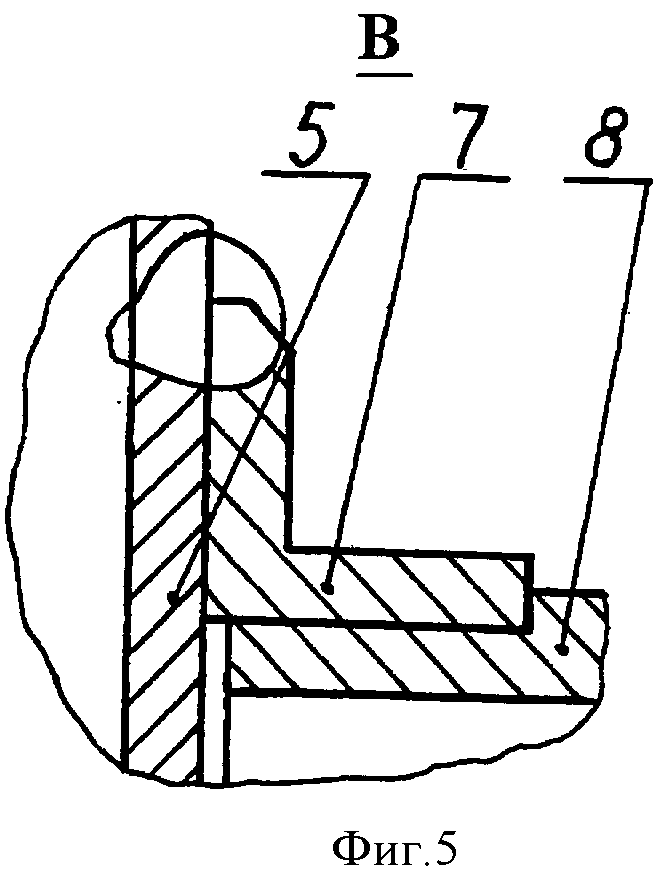
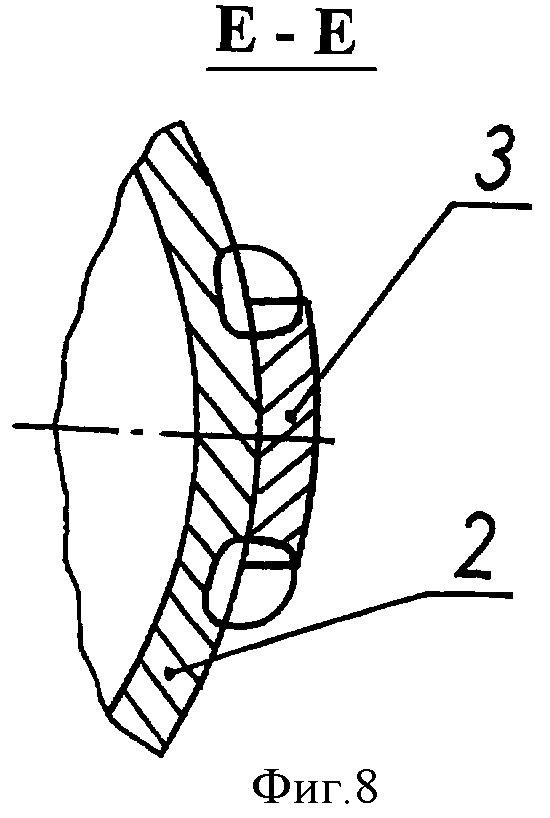
Изготовление алюминиевой осесимметричной сварной конструкции осуществляется следующим образом. Конструкции изготавливают из алюминиевых деформируемых сплавов марок АМг5 или АМг6. Из соответствующего сортамента указанных сплавов механообработкой резанием изготавливают элементы конструкции (фиг.1): резьбовую втулку 1 переменного сечения, центрирующий поясок 4, юбку 6, технологический элемент в виде фланца 7 и стакан 8. При этом, во втулке 1 механообработкой формируют кольцевую опору 9 (фиг.4), конфигурацию сварочных кромок которой выбирают шириной d=(2,0…2,2) t, где t - толщина обечайки 2, а высотой h=(1,25…1,35) t. Обработкой металла давлением в холодном состоянии с использованием эффекта деформационного упрочнения (наклепа) изготавливают: сложно-профильную обечайку 2 - методом ротационной вытяжки на специализированном оборудовании, а направляющую 3 и сферическое дно 5 - методом штамповки на прессовом оборудовании. Элементы конструкции поочередно собирают в сварочно-сборочном приспособлении (фиг.2) и сваривают (фиг.3-8) автоматической сваркой неплавящимся электродом (вольфрамовым лантанированным прутком диаметром 4,0 мм) в среде защитного (инертного) газа аргона кольцевыми швами №1-№5 в два прохода с подачей присадочной проволоки (Св АМг5 диаметром 2,0 мм) на втором проходе. Сварной шов №6 выполняют ручной аргонодуговой сваркой. Технологические режимы сварки: напряжение U=140…180 В, скорость сварки V=11…14 м/ч; силу тока I устанавливают из расчета 43…47 А на 1 мм толщины стенки свариваемой детали. Сварку осуществляют в определенной последовательности. Сначала встык швом №1 (фиг.3) сваривают дно 5 с обечайкой 2. При этом, используют внутреннее разжимное приспособление (фиг.2) со съемной подкладкой 10 из коррозионно-стойкой стали и наружное центрирующее приспособление в виде люнета. Затем обечайку 2 собирают по стыковому замковому соединению со втулкой 1 с использованием кольцевой опоры 9 и сваривают швом №2 (фиг.4). Механообработкой на утолщениях втулки 1 и обечайки 2 формируют базовые поверхности Ж и З. К стакану 8 приваривают технологический элемент 7. Далее на наружной поверхности дна 5 располагают стакан 8 с приваренным элементом 7 и сваривают детали между собой швом №3 (фиг.5). Осуществляют промежуточные пневмоиспытания герметичности сварных швов. В приспособлениях поочередно позиционируют в заданном положении относительно базовых поверхностей Ж, З и приваривают: юбку 6 швом №4 (фиг.6) - на наружной поверхности дна 5; центрирующий поясок 4 швом №5 (фиг.7) и направляющую 3 швом №6 (фиг.8) - на наружной поверхности обечайки 2. В частных случаях, свариваемый с дном 5 торец юбки 6 выполняют с разделкой кромок, причем внутреннюю часть разделки торца выполняют по касательной Л к наружной поверхности дна 5 в зоне сварки (фиг.6).
Способ изготовления осесимметричных сварных конструкций в соответствии с изобретением позволяет повысить технологичность изготовления, качество сварных соединений и обеспечить высокую размерную точность.
Указанный эффект подтвержден положительными испытаниями сварных конструкций, изготовленных в соответствии с изобретением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ СЛОЖНОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2437745C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ СЛОЖНОКОМБИНИРОВАННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2449870C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ | 2010 |
|
RU2420380C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНО-КОМБИНИРОВАННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2011 |
|
RU2456146C1 |
| Способ изготовления стальной осесимметричной сварной конструкции | 2016 |
|
RU2626116C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ШТАМПОСВАРНЫХ ДОНЬЕВ | 2009 |
|
RU2415741C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2011 |
|
RU2458768C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ОСЕСИММЕТРИЧНЫХ КОРПУСОВ СОСУДОВ, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2015 |
|
RU2584622C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2443528C1 |



Изобретение относится к области сварки, а именно к способу изготовления осесимметричных сварных конструкций из алюминиевых сплавов, работающих под давлением. Вначале встык сваривают дно со сложно-профильной обечайкой переменной толщины, полученной ротационной вытяжкой, с использованием внутреннего разжимного приспособления со съемной подкладкой из коррозионно-стойкой стали и наружного центрирующего приспособления в виде люнета. Затем к обечайке встык по замковому соединению приваривают резьбовую втулку переменного сечения на кольцевой опоре. Механообработкой формируют базовые поверхности на утолщениях резьбовой втулки и обечайки. На наружной поверхности дна располагают стакан с предварительно приваренным технологическим элементом в виде фланца и сваривают с ним. Осуществляют промежуточные пневмоиспытания герметичности сварных швов. В приспособлениях поочередно позиционируют в заданном положении относительно базовых поверхностей и приваривают остальные элементы конструкции. Кольцевые швы выполняют автоматической сваркой неплавящимся электродом в два прохода с подачей присадочного материала на втором проходе при силе тока 43…47 А на 1 мм толщины стенки детали и скорости сварки 11…14 м/ч. Способ позволяет повысить технологичность изготовления осесимметричных сварных конструкций из алюминиевых сплавов, качество сварных соединений и обеспечить высокую размерную точность. 1 з.п. ф-лы, 8 ил.
1. Способ изготовления алюминиевой осесимметричной сварной конструкции, работающей под давлением, содержащей обечайку, сферическое дно и юбку, включающий штамповку направляющей и дна с рекристаллизационным отжигом, ротационную вытяжку сложно-профильной обечайки переменной толщины, формирование во втулке механообработкой кольцевой опоры со сварочными кромками шириной и высотой, соответственно равными 2,0-2,2 и 1,25-1,35 толщины обечайки, сборку элементов конструкции в сварочно-сборочном приспособлении, дуговую сварку в среде защитных газов, пневмоиспытания герметичности сварных швов, механообработку, при этом вначале встык сваривают дно со сложно-профильной обечайкой переменной толщины с использованием внутреннего разжимного приспособления со съемной подкладкой из коррозионно-стойкой стали и наружного центрирующего приспособления в виде люнета, затем обечайку собирают по замковому соединению с резьбовой втулкой с использованием кольцевой опоры и осуществляют их сварку, механообработкой формируют базовые поверхности на утолщениях резьбовой втулки и обечайки, на наружной поверхности дна располагают стакан с предварительно приваренным технологическим элементом в виде фланца и сваривают с ним, осуществляют промежуточные пневмоиспытания герметичности полученных сварных швов, потом в приспособлениях поочередно позиционируют в заданном положении относительно базовых поверхностей юбку на наружной поверхности дна, центрирующий поясок и направляющую на наружной поверхности обечайки и осуществляют их приварку, при этом кольцевые швы выполняют автоматической сваркой неплавящимся электродом в два прохода с подачей присадочного материала на втором проходе, силу тока устанавливают из расчета 45-47 А на 1 мм толщины стенки при напряжении 140-180 В и скорости сварки 11…14 м/ч.
2. Способ по п.1, отличающийся тем, что свариваемый с дном торец юбки выполняют с разделкой кромок, причем внутреннюю часть разделки торца выполняют по касательной к наружной поверхности дна в зоне сварки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2008 |
|
RU2380207C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2008 |
|
RU2389592C1 |
| Способ изготовления сварных ребристых панелей | 1980 |
|
SU998063A1 |
| Способ дуговой сварки плавлением | 1972 |
|
SU518292A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТОНКОЛИСТОВЫХ СВАРНЫХ КОНСТРУКЦИЙ БЕЗ ОСТАТОЧНЫХ СВАРОЧНЫХ ДЕФОРМАЦИЙ | 2004 |
|
RU2291770C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ | 1988 |
|
RU1559579C |
| НИКОЛАЕВ Г.А | |||
| И ДР | |||
| Расчет, проектирование и изготовление сварных конструкций | |||
| - М.: Высшая школа, 1971, с.322-334. | |||

