Изобретение может быть использовано в машиностроении для закрепления тонкостенных деталей при их обработке на станках.
Известна оправка для обработки тонкостенной детали, содержащая стержень, на котором установлены, по крайней мере, два разжимных элемента со скошенными торцовыми поверхностями и зажимной элемент (RU 2134182, D23D 31/40, 1999).
Недостатком известной оправки является возможность создания только местных контактов разжимных элементов с внутренней поверхностью обрабатываемой заготовки, что приводит к местным нестабильным деформациям обрабатываемой заготовки.
Известна оправка, содержащая стержень, на котором установлены, по крайней мере, два разжимных элемента со скошенными торцовыми поверхностям и зажимной элемент, снабжена установленной между разжимными элементами и сопряженной с ними по торцовым поверхностям, по крайней мере, одной распорной вставкой, разжимные элементы и распорные вставки выполнены в виде коротких труб, при этом торцы разжимного элемента выполнены в виде зеркальных конических поверхностей, обращенных одна к другой меньшими основаниями, а торцы распорной вставки выполнены в виде зеркальных конических поверхностей, обращенных одна к другой большими основаниями, разжимной элемент выполнен из упругого материала, а распорная вставка из материала, обеспечивающего деформацию разжимных элементов до контакта с внутренней поверхностью обрабатываемой детали после их сдавливания зажимным элементом. (RU 2291760 С2 В23В 31/40, 2007) - прототип.
Недостатком известной оправки является недостаточная точность обработки из-за того, что локальное закрепление детали способствует возникновению вибраций на незакрепленных участках тонкостенной заготовки. Кроме того, оправка содержит элементы, которые не представляется возможным выполнить, а также сложность изготовления разжимных элементов, подвижных частей.
Технической задачей, на решение которой направлено изобретение, является повышение точности обработки тонкостенных заготовок.
Решение поставленной технической задачи достигается тем, что. оправка для закрепления тонкостенных цилиндрических заготовок, содержащая центральный стержень, зажимной элемент, причем центральный стержень выполнен с хвостовиком, в средней части центрального стержня выполнена кольцевая ступень, снабженная аксиальными штифтами, центральный стержень снабжен до кольцевой ступени эластичной втулкой, с радиально выполненными по ее торцу глухими отверстиями, в которые вставлены аксиальные штифты кольцевой ступени центрального стержня, на переднем торце центрального стержня базируется зажимной элемент выполненный в виде крышки с центральным отверстием, на крышке по кругу равномерно выполнены резьбовые отверстия с ввинченными в них зажимными винтами, при этом зажимная крышка через центральное отверстие прижата шпилькой и гайкой к переднему торцу центрального стержня, между эластичной втулкой и торцами зажимных винтов размещена распорная шайба с пазами, в которые ввернуты зажимные винты при сжатии эластичной втулки. Эластичная втулка выполнена из упругоэластичного материала или из полиуретана.
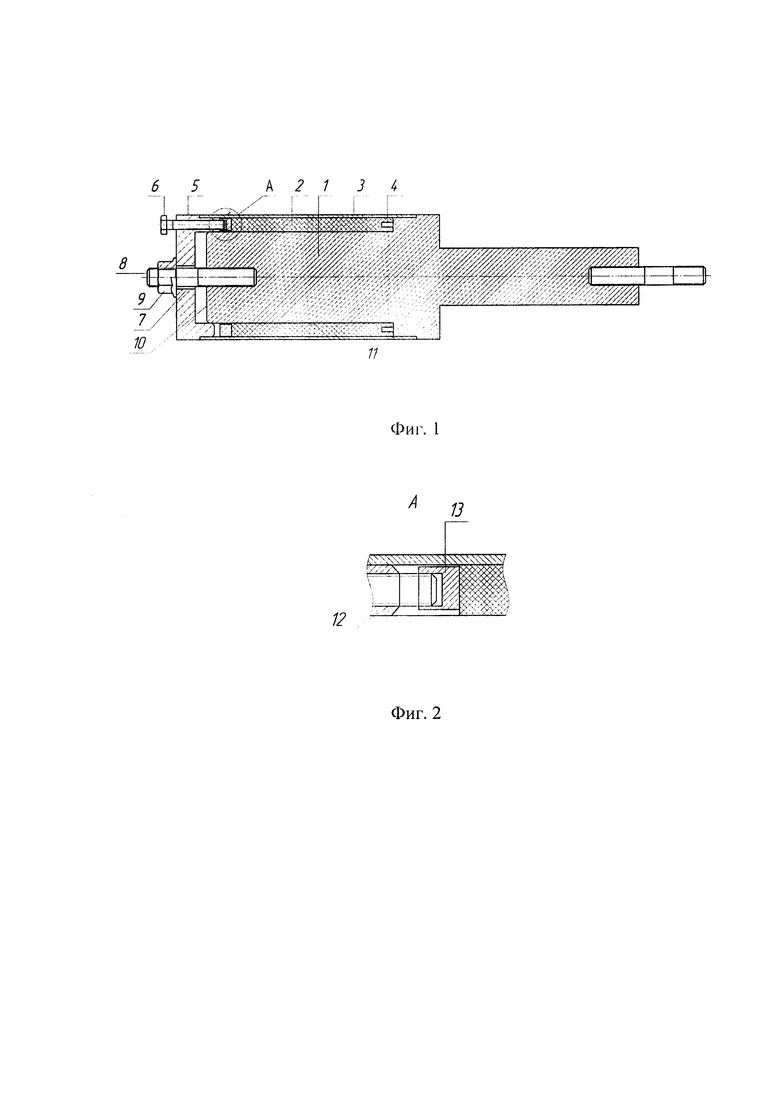
Оправка для закрепления тонкостенных цилиндрических заготовок поясняется чертежами, где на Фиг. 1 обозначены: центральный стержень - 1, эластичная втулка - 2, тонкостенная цилиндрическая заготовка - 3, аксиальные базирующие штифты 4, зажимная крышка - 5, зажимные винты - 6, центральное отверстие - 7, шпилька - 8, гайка - 9, торец центрального стержня - 10, кольцевая ступень - 11. На Фиг. 2 обозначены: резьбовые отверстия - 12 расположенные на зажимной крышке, распорная шайба - 13.
На зажимной крышке 5 равномерно расположены резьбовые отверстия 12, в которые ввинчены зажимные винты 6. С помощью резьбового соединения крышка привичивается через центральное отверстие 7 шпилькой 8 и гайкой 9 к переднему торцу 10 центрального стержня 1. Между эластичной втулкой 2 и зажимной крышкой 5 расположена распорная шайба 13, имеющая пазы, размеры которых соответствуют угловым размерам резьбовых отверстий 12 на зажимной крышке 5 и ширину больше стержня винта 6. Эластичная втулка 2 выполнена из упругого материала, а распорная шайба 13 из материала, обеспечивающая деформацию втулки до равномерного контакта с внутренней поверхностью заготовки 3.
Оправка для закрепления тонкостенных заготовок работает следующим образом.
Тонкостенную цилиндрическую заготовку 3 устанавливают на центральный стержень 1, снабженный эластичной втулкой 2. На передний торец центрального стержня 10 устанавливают зажимную крышку 5. При этом зажимная крышка 5 своими буртиками- центрирует и направляет тонкостенную цилиндрическую заготовку 3. Гайкой 9 и шпилькой 8 прижимают зажимную крышку 5 к переднему торцу 10 центрального стержня 1. Через зажимные винты 6 и через распорную шайбу 13 сжимают эластичную втулку 2. При этом второй торец эластичной втулки 2 прижат к кольцевой ступени 11 центрального стержня 1 и зафиксирован в осевом направлении аксиальными базирующими штифтами 4 через ответные отверстия на торце эластичной втулки 2. Эластичная втулка 2 под сжатием формирует изотропные радиально направленные силы обеспечивая равномерный контакт с внутренней поверхностью заготовки 3. Втулка может быть выполнена из упругоэластичного материала или из полиуретана. Полиуретан обладает высокими механическими свойствами и может использоваться многократно в серийном производстве.
Оправка для закрепления тонкостенных заготовок позволяет повысить точность обработки тонкостенных цилиндрических заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| ОПРАВКА ДЛЯ ОБРАБОТКИ ТОНКОСТЕННОЙ ДЕТАЛИ | 2005 |
|
RU2291760C2 |
| КРЕПЕЖНЫЙ ЭЛЕМЕНТ ДЛЯ ЗАКРЕПЛЕНИЯ В КОРОТКОМ, НЕПОДНУТРЕННОМ ГЛУХОМ ОТВЕРСТИИ, СПОСОБ И УСТАНОВОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ЗАКРЕПЛЕНИЯ ПОДОБНОГО КРЕПЕЖНОГО ЭЛЕМЕНТА | 2004 |
|
RU2320906C2 |
| РАЗЖИМНАЯ ОПРАВКА | 1992 |
|
RU2030257C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ШИН ЭЛЕКТРОТЕХНИЧЕСКИХ | 2023 |
|
RU2811023C1 |
| Распорный дюбель | 1990 |
|
SU1809879A3 |
| Универсальный патрон | 1990 |
|
SU1814993A1 |
| Соединение деталей с односторонним доступом | 1990 |
|
SU1742536A1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1996 |
|
RU2106227C1 |
Оправка содержит центральный стержень и зажимной элемент. Оправка снабжена эластичной втулкой. Центральный стержень выполнен с хвостовиком, в средней части центрального стержня выполнена кольцевая ступень с аксиальными штифтами. На торце эластичной втулки радиально выполнены глухие отверстия, в которые для размещения упомянутых аксиальных штифтов кольцевой ступени. На переднем торце центрального стержня базируется зажимной элемент, выполненный в виде крышки с центральным отверстием. На крышке по кругу равномерно выполнены резьбовые отверстия с ввинченными в них зажимными винтами. При этом зажимная крышка через центральное отверстие прижата шпилькой и гайкой к переднему торцу центрального стержня. Между эластичной втулкой и торцами зажимных винтов размещена распорная шайба с пазами, в которые ввернуты зажимные винты при сжатии эластичной втулки. Эластичная втулка может быть выполнена из упругоэластичного материала или из полиуретана. Достигается повышение точности обработки тонкостенных цилиндрических заготовок. 2 з.п. ф-лы, 2 ил.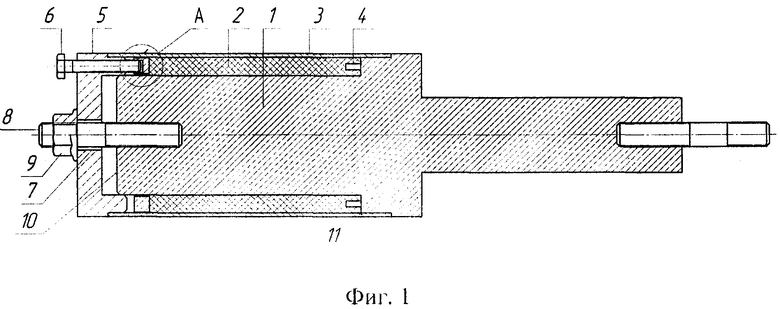
1. Оправка для закрепления тонкостенных цилиндрических заготовок, содержащая центральный стержень и зажимной элемент, отличающаяся тем, что она снабжена эластичной втулкой, центральный стержень выполнен с хвостовиком, в средней части центрального стержня выполнена кольцевая ступень с аксиальными штифтами, при этом в торце эластичной втулки радиально выполнены глухие отверстия для размещения упомянутых аксиальных штифтов кольцевой ступени, при этом на переднем торце центрального стержня базируется зажимной элемент, выполненный в виде крышки с центральным отверстием, в которой по кругу равномерно выполнены резьбовые отверстия с ввинченными в них зажимными винтами, при этом крышка через центральное отверстие прижата шпилькой и гайкой к переднему торцу центрального стержня, между эластичной втулкой и торцами зажимных винтов размещена распорная шайба с пазами, в которые ввернуты зажимные винты при сжатии эластичной втулки.
2. Оправка по п. 1, отличающаяся тем, что втулка выполнена из упругоэластичного материала.
3. Оправка по п. 2, отличающаяся тем, что втулка выполнена из полиуретана.
| CN 104043977 A, 17.09.2014 | |||
| SU 841402 A1, 23.05.1981 | |||
| Устройство для установки полых деталей | 1988 |
|
SU1648724A1 |
| Зажимное устройство | 1989 |
|
SU1653906A1 |
| CN 104014831 A, 03.09.2014. | |||

