ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Здесь описываются упаковочные материалы для упаковочных емкостей для жидкого или полужидкого пищевого продукта, способ их изготовления и их применения.
УРОВЕНЬ ТЕХНИКИ
Упаковочные емкости типа одноразовой тары для жидких пищевых продуктов часто изготавливаются из упаковочного материала на основе многослойного картона или картона. Один такой широко распространенный упаковочная емкость продается под торговой маркой Tetra Brik® Aseptic и главным образом используется для асептической упаковки жидких пищевых продуктов, таких как молоко, фруктовые соки, и т.д., выводимых на рынок и продаваемых для долговременного хранения в условиях окружающей среды. Упаковочный материал в этом известной упаковочной емкости обычно представляет собой многослойный материал, включающий объемный слой из бумаги или картона, и наружные непроницаемые для жидкости слои из термопластичных материалов. Чтобы придать упаковочной емкости газонепроницаемость, в частности, газонепроницаемость для кислорода, например, для цели асептической упаковки, такой как упаковка молока или фруктового сока, многослойный упаковочный материал в этих упаковочных емкостях обычно включает по меньшей мере один дополнительный слой, обеспечивающий газобарьерные свойства, чаще всего алюминиевую фольгу.
На внутренней стороне многослойного материала, то есть, стороне, предназначенной быть обращенной к заполняющему пищевому содержимому изготовленной из многослойного материала емкости, находится самый внутренний слой, нанесенный на алюминиевую фольгу, каковой самый внутренний слой может состоять из одного или нескольких отдельных слоев, содержащих термосвариваемые адгезивные полимеры и/или термосвариваемые полиолефины. Кроме того, на наружной стороне бумажного или картонного объемного слоя находится самый наружный слой термосвариваемого полимера (декоративный слой). Термосвариваемые полимерные слои часто основываются на полиэтилене низкой плотности или его смесях.
Как правило, упаковочные емкости изготавливаются с помощью высокоскоростных упаковочных машин такого типа, которые непрерывно формируют, заполняют и герметично закупоривают упаковки из ленты упаковочного материала, например, упаковочных машин типа Tetra Brik® Aseptic. Тем самым упаковочные емкости могут изготавливаться по так называемой технологии формования-заполнения-закупоривания, в принципе включающей непрерывное формование ленты в трубу из многослойного упаковочного материала с помощью фасовочной установки, которая формует, заполняет и закупоривает с образованием упаковок из ленты. Согласно еще одному способу, пакеты изготавливаются одна за другой из предварительно сформированных заготовок упаковочного материала, например, в фасовочных установках типа Tetra Rex®, с получением тем самым так называемых упаковок в форме коробки с крышеобразным верхом (Gable-Top), или прочих упаковочных емкостей на основе заготовок.
Одним аспектом непрерывного способа упаковки Tetra Brik®-типа является, как указано выше, возможность высокоскоростной упаковки, которая значительно влияет на экономическую эффективность. Как правило, за час могут быть изготовлены многие тысячи пакетов. Например, автомат Tetra Pak® A3/speed может изготавливать около 15000 пакетов в час (упаковочных емкостей на семью, имеющих емкость 0,9 литра и выше), и около 24000 упаковочных емкостей в час (порционных пакетов).
Предпринимались попытки модифицировать картонный многослойный материал заменой картонного объемного слоя полимерным вспененным материалом, например, как описано в патентном документе WO 00/30846. Однако такие попытки не привели к применимым на практике изделиям, поскольку вспененные материалы из экономически целесообразных полимеров обычно повреждаются и ломаются, будучи подвергнутыми воздействию высоких температуры и давления во время преобразования материалов в многослойный материал. Это является особенной проблемой во время операций многослойной экструзии полимерных расплавов, при которой полимерные пены разрушаются теплом расплавленного полимера и давлением в ламинирующей фильере, но также во время стадий ламинирования, в которых слои, имеющие предварительно покрытые поверхности из термопластичного полимера или адгезива, приводятся в контакт для склеивания друг с другом при одновременном подведении тепла и приложении давления в зазоре между нагретыми валиками, то есть, при так называемом ротационном ламинировании при нагревании и под давлением.
СУЩНОСТЬ И ЦЕЛИ ИЗОБРЕТЕНИЯ
Одной целью является изготовление многослойного упаковочного материала и упаковочных емкостей для жидкого или полужидкого пищевого продукта, изготовленных из упаковочного материала, который смягчает или устраняет вышеописанную проблему прототипа.
Дополнительная цель состоит в создании такого упаковочного материала, в котором вспененный, или пористый, или наполненный воздухом волокнистый объемный слой выдерживает ламинирование при нагревании и под давлением без утраты своей исходной толщины во время операций ламинирования, и тем самым обеспечивает надлежащую базовую толщину конечного многослойного материала с низкой плотностью объемного материала.
Еще одой дополнительной целью является создание такого упаковочного многослойного материала, который оптимизирован как имеющим такую сохраняемую общую толщину и плотность, с одной стороны, так и имеющим надлежащую механическую прочность, например, в отношении сопротивления расслоению, плотности на сжатие в продольном направлении и в поперечном направлении, и прочности в Z-направлении. Эти характеристики важны для сопротивления сжатию упаковок. В дополнение, улучшением механических свойств может быть сокращено образование дефектов, таких как вдавливание упаковочных емкостей, например, смятие угловых складок, сдавливание боковых панелей, вмятины горизонтальных или вертикальных складок. В дополнение, может быть получено сокращение капиллярного всасывания через кромки.
Дополнительная цель состоит в разработке такой более легкой и более экономически эффективной структуры упаковочного материала, которая обеспечивает пропечатываемую поверхность, газобарьерные свойства, и имеет механическую прочность.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Здесь описываются аспекты, имеющие отношение к многослойному упаковочному материалу, который подробно описывается здесь и разъясняется на примерах. Некоторые аспекты относятся к способу изготовления упаковочного материала. Некоторые дополнительные аспекты имеют отношение к применению упаковочного материала для создания упаковочных емкостей, пригодных для жидких и полужидких пищевых продуктов. В одном аспекте упаковочный материал используется в фасовочной машине для жидких или полужидких пищевых продуктов, например, типа формования-заполнения-закупоривания, такой как фасовочная машина Tetra Pak® A3, для изготовления асептических упаковочных емкостей. В некоторых аспектах упаковочные емкости изготавливаются из подаваемой с рулона ленты упаковочного материала. В некоторых аспектах упаковочные емкости изготавливаются из заготовки упаковочного материала.
Упаковочный материал, представляемый здесь в вариантах исполнения, примере и аспектах, относится к упаковочному материалу, включающему объемный слой, имеющий плотность менее 700 кг/м3.
Нижеследующие используемые здесь термины и определения должны иметь приведенное здесь ниже значение.
«Полиолефин» или «полиалкен» представляет собой полимер, полученный из простого олефина с формулой C2H2n в качестве мономера.
«Полиэтилен» представляет собой полиолефин, полученный полимеризацией мономерного этилена.
«Сополимер» или «гетерополимер» представляет собой полимер из двух или более мономерных веществ.
«Полиэтилен высокой плотности», или «HDPE», представляет собой этиленовый полимер, имеющий плотность свыше 0,941 г/см3.
«Полиэтилен низкой плотности», или «LDPE», представляет собой полиэтиленовый гомополимер, имеющий плотность от 0,910 до 0,935 г/см3. LDPE также известен как разветвленный или гетерогенно разветвленный полиэтилен ввиду относительно большого числа длинноцепочечных ответвлений, протяженных от основного полимерного скелета. LDPE производился в промышленном масштабе с 1930-х годов и хорошо известен в технологии.
«Линейный полиэтилен низкой плотности», или «LLDPE», относится к полиэтиленовому сополимеру, имеющему плотность от 0,89 г/см3. LLDPE является линейным и по существу не содержит длинноцепочечных ответвлений, и, как правило, имеет более узкое молекулярно-массовое распределение, чем традиционный LDPE. Традиционный «линейный полиэтилен низкой плотности» (LLDPE) может быть получен с использованием стандартных катализаторов Циглера-Натта. LLDPE также производился в промышленном масштабе с давних пор (с 1950-х годов в реакторах для полимеризации в растворе, и с 1980-х годов в газофазных реакторах), и также является общеизвестным в технологии.
«mLLDPE» представляет линейные полиэтилены низкой плотности, полученные с использованием металлоценовых катализаторов в газофазных реакторах, и/или металлоценовых катализаторов в реакторах для суспензионной полимеризации, и/или с любыми из гафноценовых катализаторов в реакторах для полимеризации в растворе. Полимеры mLLDPE являются общеизвестными в области технологии упаковки.
«Заготовка» означает предварительно изготовленный плоский не свернутый в трубу лист упаковочного материала. Пример упаковочного материала заготовки включает объемный слой и непроницаемые для жидкостей пластиковые покрытия на каждой стороне объемного слоя. Заготовка используется для изготовления закупоренных упаковочных емкостей размещением заготовки на открытой трубчатой гильзе, которая поперечно закупорена на одном конце перед заполнением, и поперечным закупориванием открытого конца.
«Толщина» в отношении упаковочного материала, упаковочной емкости или его слоев, если не оговаривается иное, определяется с помощью микроскопии, например, с использованием подходящего микроскопа, такого как продаваемые на рынке под наименованием Olympus, например, BX51.
«Жидкий или полужидкий пищевой продукт» в общем подразумевает пищевые продукты, имеющие текучее содержимое, которое необязательно может содержать кусочки пищевого продукта. Молочные продукты и молоко, соевый соус, напитки на основе риса, зерен и семян, сок, фруктовая вода, негазированные напитки, энергетические напитки, спортивные напитки, кофейные или чайные напитки, кокосовый сок, чайные напитки, вино, супы, халапеньо, томаты, соусы (такие как соусы для макарон), фасоль и оливковое масло представляют некоторые неограничивающие примеры обсуждаемых пищевых продуктов.
«Асептический» в связи с упаковочным материалом и упаковочной емкостью имеет отношение к условиям, где устранены, инактивированы или убиты микроорганизмы. Примерами микроорганизмов являются бактерии и споры. Как правило, процесс стерилизации применяется, когда продукт асептически упаковывается в упаковочная емкость.
Термин «термосваривание» подразумевает процесс приваривания одной поверхности термопластичного материала к еще одной термопластичной поверхности. Термосвариваемый материал при надлежащих условиях, таких как подведение достаточного тепла и приложение давления, должен быть способен образовывать сварное соединение, когда приходит в контакт и прижимается к еще одному подходящему термопластичному материалу. Подходящее нагревание может достигаться индукционным нагревом или ультразвуковым нагревом, или с помощью других традиционных контактных или конвективных нагревательных средств, например, горячего воздуха.
Термин «разупрочнение» предполагается означающим слабое место материала, такое как фальцовка, прорезание отверстия, или тому подобные.
Термин «разупрочнение» означает участок упаковочного материала, включающий по меньшей мере один, но не все, из слоев упаковочного материала. Например, разупрочнение может представлять собой отверстие, щель или выемку, насколько они покрыты по меньшей мере одним из слоев упаковочного материала. Одним примером разупрочнения является продолжение барьерного слоя и самого внутреннего термосвариваемого слоя упаковочного материала, в котором объемный слой был срезан с образованием границ разупрочнения, с целью облегчения вскрытия упаковочной емкости.
Под термином «объемный слой» обычно подразумевается самый толстый слой, или слой, содержащий бóльшую часть материала в многослойном ламинате, то есть, слой, который главным образом обеспечивает механические свойства и размерную стабильность многослойного материала и упаковочных емкостей, сложенных из многослойного материала. В контексте настоящего изобретения это также может означать слой, создающий самую большую величину толщины в сэндвичеобразной структуре, который, кроме того, взаимодействует со стабилизирующими облицовочными слоями, которые имеют более высокий модуль Юнга, на каждой стороне объемного слоя, чтобы в достаточной степени достигать таких механических характеристик и размерной стабильности.
Многослойные упаковочные материалы получаются разнообразными способами ламинирования слоев друг с другом, такими как экструзионное ламинирование, мокрое или сухое адгезионное ламинирование, ламинирование при нагревании и под давлением, и также могут быть привлечены разнообразные способы нанесения покрытий. Хотя конкретный способ ламинирования не имеет решающего значения для достижения преимуществ описываемых здесь аспектов и вариантов исполнения, экструзионное ламинирование представляет собой один пример, который может быть с пользой применен для изготовления многослойных упаковочных материалов, в частности, упаковок на основе картона, используемых для таких пищевых продуктов, как жидкий и полужидкий пищевой продукт.
Согласно раскрытым здесь аспектам и вариантам исполнения, представлен упаковочная емкость, имеющая длительный срок хранения, причем срок хранения составляет не менее 3, 6, 8, 9, 10, 11, 12, 13, 14, 15 месяцев. Естественно, предпочтительным является длительный срок хранения. Как правило, требуется длительный срок хранения, по меньшей мере 12 месяцев, который, однако, может варьировать ввиду различных предпочтений. В одном аспекте упаковочная емкость, выполненный из описываемого здесь упаковочного материала, имеет срок хранения 12 месяцев.
В частности, такой многослойный упаковочный материал включает объемный слой, содержащий слой волокнистой целлюлозы в форме пены, далее называемой вспененной целлюлозой. Соответственно этому, вспененная целлюлоза представляет собой слой волокнистой ленты с регулируемой плотностью, которая может быть изготовлена в процессе пенообразования. Объемный слой размещается для обеспечения наиболее существенного вклада в жесткость многослойного материала на изгиб. Применяемый здесь объемный слой имеет удельный вес в расчете на площадь (граммаж) по меньшей мере 20 г/м2. В некоторых вариантах исполнения граммаж составляет между 20-440 г/м2. Например, граммаж зависит от требований, предъявляемых к упаковкам различных типов. Граммаж объемного слоя оценивается в соответствии со стандартом ISO 536. Граммаж как удельный вес выражает вес в расчете на единицу площади и измеряется в г/м2. Объемный слой обычно имеет толщину между 80-1100 мкм, и надлежащим образом выбирается для получения желательной жесткости, пригодной для типа упаковочной емкости и предполагаемого пищевого продукта. Толщина объемного слоя может быть оценена с помощью микроскопии, как обсуждается здесь ниже. Вспененная целлюлоза составляет величину по меньшей мере 20%, такую как по меньшей мере 25%, такую как по меньшей мере 30%, такую как по меньшей мере 40%, толщины объемного слоя. Процентные доли могут быть определены обследованием поперечного сечения упаковочного материала под микроскопом.
Согласно некоторым аспектам и вариантам исполнения, объемный слой может иметь обработанную поверхность или покрытую поверхность, чтобы улучшить адгезию и совместимость между окружающими слоями в упаковочном многослойном материале, и/или для получения дополнительных желательных свойств, таких как повышенная жесткость. Такая поверхностная обработка может быть выполнена подверганием поверхности воздействию коронного разряда, обработке озоном или пламенем, или тому подобным.
Например, объемный слой имеет толщину от 80 до 1100 мкм, такую как от 90 до 800 мкм, такую как от 150 до 600 мкм, такую как от 200 до 550 мкм, такую как от 250 до 350 мкм. Будучи выраженным как удельный вес в расчете на площадь, г/м2, соответствующий подходящий диапазон составляет от 20 до 440 г/м2, такой как от 25 до 350 г/м2, такой как от 45 до 250 г/м2, такой как от 60 до 220 г/м2, такой как от 60 до 200 г/м2. Пригодный для раскрытых здесь аспектов и вариантов исполнения объемный слой главным образом включает вспененную целлюлозу. Согласно одному варианту исполнения, многослойный материал включает объемный слой, содержащий вспененную целлюлозу и по меньшей мере один дополнительный бумажный слой.
Объемный слой, который включает слой вспененной целлюлозы и, необязательно, дополнительный целлюлозный слой, может быть снабжен покрытиями, например, такими как покрытие из глины, или может быть поверхностно-модифицированным. Такие покрытия или поверхностные модификации также могут быть пригодными для применения на дополнительном слое, который, например, предназначен для напечатания и размещается между объемным слоем (необязательно включающим дополнительный слой целлюлозы) и декоративным слом. Объемный слой, необязательно включающий дополнительный слой, может быть подвергнут поверхностному модифицированию, или может присутствовать клеевой или связующий слой, чтобы облегчить совместимость и связывание между объемным слоем и дополнительным слоем.
Объемный слой включает вспененную целлюлозу и характеризуется плотностью менее 700 кг/м3, такой как от 100 до 600 кг/м3, такой как от 100 до 500 кг/м3, такой как от 200 до 500 кг/м3, такой как от 200 до 400 кг/м3, такой как от 300 до 500 кг/м3, такой как от 300 до 400 кг/м3. В некоторых аспектах и вариантах исполнения объемный слой состоит из вспененной целлюлозы, и объемный слой имеет плотность менее 700 кг/м3, такую как от 100 до 600 кг/м3, такую как от 100 до 500 кг/м3, такую как от 200 до 500 кг/м3, такую как от 200 до 400 кг/м3, такую как от 300 до 500 кг/м3, такую как от 300 до 400 кг/м3. Чем ниже плотность слоя вспененной целлюлозы, тем выше экономическая эффективность в отношении расходуемых сырьевых материалов, тогда как лучшая устойчивость к условиям сокращения толщины вспененной целлюлозы была получена при величине выше 300 кг/м3. Согласно одному варианту исполнения, был сделан вывод, что оптимальная плотность вспененной целлюлозы, используемой в многослойных упаковочных материалах, составляет от 300 до 500 кг/м3, в частности, от 300 до 400 кг/м3.
В некоторых вариантах исполнения упаковочные материалы включают объемный слой, имеющий декоративный слой из термопластичного материала, то есть, составляющий наружную термосвариваемую сторону заполненной и закупоренной упаковочной емкости. Сторона объемного слоя, которая должна быть наружной стороной закрытой и закупоренной упаковочной емкости, может содержать печатное изображение, покрытое декоративным слоем.
Согласно раскрытым здесь аспектам и вариантам исполнения, объемный слой создает благоприятную возможность введения вспененной целлюлозы в многослойный упаковочный материал, пригодный для изготовления упаковочных емкостей для пищевых продуктов, в особенности для жидких или полужидких пищевых продуктов. Ламинирование объемного слоя полимерными слоями может быть проведено операциями экструзии расплавов, такими как экструзионное нанесение покрытий и экструзионное ламинирование полимерных слоев. Как правило, экструзия проводится при высоких температурах, в случае полиэтиленов низкой плотности таких, как вплоть до около 330°С. Как было показано, такие температуры не составляют основной проблемы для содержащего вспененную целлюлозу объемного слоя, в отличие от объемных слоев из вспененных полимерных слоев. Вспененная целлюлоза имеет низкую теплопроводность и термостойкость выше 300°С, тогда как слои вспененных полимеров в общем, и слои вспененных полиолефинов, в частности, этого не имеют. Полиолефины создавали бы более реалистичный и выполнимый альтернативный вариант вспененных полимеров по стоимостным и экологическим соображениям. Как оказалось, что при относительно низких плотностях от 300 до 400 кг/м3 вспененная целлюлоза существенно не утрачивает толщину в операциях экструзионного ламинирования, и сохраняет достаточное сопротивление расслоению и так называемую z-прочность, для применения в упаковочных многослойных материалах для цели изобретения.
Вспененная целлюлоза подвергается сшиванию с использованием излучения. Подвергание воздействию излучения и сшиванию вспененной целлюлозы выполняется облучением непосредственно вспененной целлюлозы, содержащего вспененную целлюлозу объемного слоя, или же по меньшей мере частично изготовленного упаковочного материала. Результатом сшивания вспененного целлюлозного материала является усиление связывания между волокнами и, в свою очередь, сокращение количества целлюлозных волокон, необходимых в материале бумаги. В дополнение, может быть сокращено капиллярное всасывание через кромки. Сшивание с использованием излучения может быть проведено посредством ультрафиолетового (UV, УФ) излучения и/или электронного пучка (EB, ЭП). Благодаря сшиванию улучшаются сетчатая структура волокон бумаги, характеристики прочности и жесткости. При ковалентном связывании полимерных цепей получаются более механически и термически стабильные материалы. Сшитый с использованием излучения материал может быть отвержден быстрее, обеспечивая более высокие скорости изготовления.
Радиационное отверждение может быть выполнено способами радикальной полимеризации или катионной полимеризации.
Для радикальной полимеризации с использованием УФ-излучения требуются по меньшей мере сшиваемый полимерный, олигомерный и/или мономерный материал и фотоинициатор. Если применяется ЭП-облучение, то необходим по меньшей мере сшиваемый полимерный, олигомерный и/или мономерный материал, тогда как фотоинициатор не требуется.
В качестве альтернативы радикальной полимеризации может быть применена катионная полимеризация. Отверждаемые в условиях катионной полимеризации материалы основываются на эпоксидных соединениях или производных простых виниловых эфиров, которые полимеризуются в присутствии кислоты. Фотоинициатор, используемый в композициях с катионным отверждением, генерирует кислоту Бренстеда при воздействии УФ-излучения. Разница между УФ- и ЭП-отверждением материалов с катионным отверждением состоит в том, что для ЭП-отверждения требуется лишь малое количество фотоинициатора.
Используемая здесь вспененная целлюлоза может быть функционализирована с образованием химически модифицированной вспененной целлюлозы. В альтернативном варианте, может быть функционализирована часть вспененной целлюлозы, и после этого может быть добавлена к другой вспененной целлюлозе объемного слоя. Волокна вспененной целлюлозы могут быть подвергнуты эстерификации, этерификации или прививке перед сшиванием.
Для эстерификации целлюлозных волокон целлюлоза может быть подвергнута обработке органической кислотой, ангидридом органической кислоты или спиртом с хлорангидридом кислоты. Для получения эстерифицированных целлюлозных волокон могут быть применены карбоновая кислота или ее ангидрид. При выполнении этого к целлюлозным волокнам присоединяются сложноэфирные группы. Предварительная обработка целлюлозных волокон в условиях реакции эстерификации акриловой кислотой может стимулировать радиационное отверждение, поскольку сложные полиэфиры и акрилатные группы являются реакционноспособными, например, при воздействии УФ- или ЭП-излучения.
Для этерификации целлюлозных волокон целлюлоза может быть подвергнута обработке содержащими водород хлоридами, такими как метилхлорид или этилхлорид, в присутствии вспомогательных веществ, таких как гидроксиды, например, гидроксид натрия, для получения этерифицированных целлюлозных волокон. При выполнении этого в целлюлозные волокна вводятся простые эфирные группы. Подходящие простые эфиры целлюлозы могут быть выбраны из метилцеллюлозы (MC), метилгидроксиэтилцеллюлозы (MHEC), гидроксипропилметилцеллюлозы (MHPC), гидроксиэтилцеллюлозы (HEC), гидроксипропилцеллюлозы (HPC), карбоксиметилцеллюлозы (CMC), и любой их комбинации.
Целлюлоза также может быть привита желательными функциональными группами перед сшиванием.
Вместо модифицирования вспененного целлюлозного материала, к вспененному целлюлозному материалу могут быть добавлены дополнительные полимерные, олигомерные и/или мономерные материалы. Полимерные, олигомерные и/или мономерные материалы действуют как реагенты, сшивающие целлюлозные волокна вспененной целлюлозы, которые приводят к изменению свойств целлюлозного материала.
Олигомерные материалы могут быть выбраны из ненасыщенных сложных полиэфиров и акрилированных сложных полиэфиров, акрилированной эпоксидной смолы, акрилированных уретанов и винилуретанов, акрилированных силиконовых смол, акрилированных простых полиэфиров, и акрилированных масел, и любой их комбинации.
Мономерные материалы могут быть выбраны из содержащих винильную группу разбавителей, таких как метилстирол, винилтолуол и винилацетат; акриловых производных; диакрилатов; триакрилатов; тетраакрилатов; и пентаакрилатов; и любой их комбинации.
Дополнительные полимерные, олигомерные и/или мономерные материалы могут быть выбраны из группы модифицированной целлюлозы, акрилатов, поливинильных соединений, полиаминных соединений, полиамидных соединений, пропиленгликоля, триэтиленгликоля, продукта взаимодействия хитозана с глутаровым альдегидом, эпоксидов, глиоксаля, метакрилированного желатина, хитозана, казеинатов, амилоз, амилопектина и крахмала, и их производных.
Дополнительные полимерные, олигомерные и/или мономерные материалы могут представлять собой модифицированную целлюлозу, которая может быть выбрана из метилцеллюлозы (MC), метилгидроксиэтилцеллюлозы (MHEC), гидроксипропилметилцеллюлозы (MHPC), гидроксиэтилцеллюлозы (HEC), гидроксипропилцеллюлозы (HPC), карбоксиметилцеллюлозы (CMC), и любой их комбинации.
Дополнительные полимерные, олигомерные и/или мономерные материалы могут быть выбраны из акрилатов, которые могут быть выбраны из эпокси(мет)акрилатов, (мет)акрилированных сложных полиэфиров и акрилированных (мет)акрилатов. Акрилатным полимером является полиакриловая кислота (PAA). На сшивание и свойства сшитого материала влияет размер мономерных материалов. Предпочтительно применяются молекулы с высокой молекулярной массой, которые благоприятствуют межволоконному (между волокнами) сшиванию и улучшают прочность в сухом состоянии и ударную вязкость материала. Мономерные материалы могут быть монофункциональными, бифункциональными или трифункциональными, или более. Мономерные материалы могут быть выбраны из (мет)акрилатов. Акрилаты могут быть выбраны из группы, включающей N-(гидроксиметил)акриламид (HMAA), диакрилат 1,6-гександиола (HDODA), триакрилат триметилолпропана (TMPTA), пентаакрилат дипентаэритрита, диакрилат гександиола, тетраакрилат ди-триметилолпропана, диакрилат трипропиленгликоля (TRPGDA), диакрилат трипропиленгликоля (TPGDA), триакрилат пропоксилированного глицерина (GPTA), триакрилат пентаэритрита (PETA), триакрилат этоксилированного триметилолпропана (TMPEOTA), триметакрилат триметилолпропана (TMPTMA), тетраакрилат ди-триметилолпропана (DITMP4A), гексаакрилат дипентаэритрита (DPHA), и любую их комбинацию.
Дополнительные полимерные, олигомерные и/или мономерные материалы могут быть выбраны из поливинильных соединений, например, выбранных из поливинилпирролидона (PVP), поливинилового спирта (PVA), поливиниламина (PVAm) и поливинилацетата (PVAc), и любой их комбинации.
Дополнительные полимерные, олигомерные и/или мономерные материалы могут быть выбраны из полиаминных соединений, например, поливиниламина (PVAm) и полиамидоамина (PAMAM), и любой их комбинации.
Дополнительные полимерные, олигомерные и/или мономерные материалы могут быть выбраны из полиамидных соединений, например, полиакриламида (PAM) и метилен-бис-акриламида, и любой их комбинации.
В некоторых вариантах исполнения могут быть добавлены кислоты для усиления действия полимерных, олигомерных и/или мономерных пригодных к сшиванию материалов, причем такие кислоты могут быть органическими кислотами, например, карбоновыми кислотами. Карбоновые кислоты могут быть выбраны из насыщенных карбоновых кислот, дикарбоновых кислот и трикарбоновых кислот. Примерами таких кислот являются лимонная кислота, акриловая кислота, адипиновая кислота, муравьиная кислота, пропионовая кислота, итаконовая кислота, и т.д., и любая их комбинация.
Выбранные полимерные, олигомерные и/или мономерные материалы предпочтительно выбираются из материалов, которые разрешены для вариантов применения в пищевой промышленности, такие как утвержденные Управлением по контролю пищевых продуктов и медикаментов (FDA) материалы, такие как крахмал, PVA, CMC и TMPTA.
В зависимости от типа используемого для сшивания излучения, необязательно применяется фотоинициатор. Для УФ-излучения требуется применение фотоинициатора. Фотоинициатор может быть выбран из группы ароматических кетонов и аминов, алкиловых простых эфиров бензоина, тиоксантонов и производных, алкилфосфиноксида, сложных эфиров кетоксимов, катионно-отверждаемых четвертичных аммониевых солей, производных ацетофенона. Примерами фотоинициаторов являются метанон, ацетофенон, бензофенон, тиоксантоны, бензил, и хиноны, и их производные. Метанон может представлять собой 1-гидроксициклогексилфенилкетон (HCHPK), и ацетофенон может представлять собой 2,2-диметокси-2-фенилацетофенон (DMPA).
В одном варианте осуществления настоящего изобретения к вспененной целлюлозе добавляется смесь полимерного, олигомерного и/или мономерного материала и, необязательно, фотоинициатора. В смесь могут быть введены дополнительные компоненты, например, растворители, такие как вода и/или спирты, например, метанол, этанол и/или пропанол.
Смесь дополнительного полимерного, олигомерного и/или мономерного материала и, необязательно, фотоинициатора может быть нанесена на вспененную целлюлозу способом, выбранным из пропитывания, нанесения покрытия валиком, нанесения покрытия стержнем, нанесения покрытия шабером и напылением. Пропитывание может быть выполнено в течение 2-25 секунд, например, 5-20 секунд или 5-15 секунд.
Дополнительный полимерный, олигомерный и/или мономерный материал может быть добавлен к вспененной целлюлозе в количестве около 1-60% по весу относительно вспененной целлюлозы, таком как 5-50% по весу, 10-40% по весу, или 5-15% по весу.
Фотоинициатор может быть добавлен к вспененной целлюлозе в количестве около 0,05-5% по весу относительно вспененной целлюлозы, таком как 0,5-2% по весу.
Перед тем, как вспененная целлюлоза, включающая смесь дополнительного полимерного, олигомерного и/или мономерного материала и, необязательно, фотоинициатора, будет подвергнута сшиванию, обработанная вспененная целлюлоза может быть подвергнута обработке в стадии сушки. Стадия сушки может быть использована для испарения любого присутствующего растворителя. Водный и/или спиртовый растворитель может быть испарен. Стадия сушки может быть выполнена при комнатной температуре или при повышенной температуре, например, около 40-80°С. Это влияет на желательную продолжительность высушивания.
Продолжительность воздействия излучения влияет на сшивание и тем самым также на свойства материала. Согласно одному варианту исполнения, радиационное воздействие создается ртутной лампой. УФ-лампа может действовать с мощностью около 1800 Вт, и обеспечивая удельную мощность, например, 120 Вт/см. Время экспозиции может составлять около 0,5-30 секунд. Длительность воздействия зависит от ширины линзы, скорости перемещения конвейерной ленты и числа проходов.
Для ЭП-облучения могут применяться более короткие продолжительности воздействия сравнительно с УФ-облучением. Доза при ЭП-облучения может составлять около 50-200 кГр при 100-1000 кэВ.
Независимо от способа отверждения сшивающего материала, ЭП или УФ, введенные во вспененную целлюлозу полимеры и/или мономеры должны подвергаться сшиванию до достаточной степени, чтобы ограничить миграцию нежелательных компонентов в содержимое емкости, сформированной включающим указанную вспененную целлюлозу упаковочным материалом.
На сшивание может дополнительно влиять воздействие влаги на вспененную целлюлозу. Сшивание может быть выполнено в присутствии поглощенной воды во вспененной целлюлозе. В особенности, если в сшитой вспененной целлюлозе присутствуют уретановые группы, может происходить дополнительное сшивание. Такие отверждаемые влагой полиуретаны могут дополнительно улучшать свойства сшитой вспененной целлюлозы и объемного слоя.
Содержащий вспененную целлюлозу объемный слой, как описываемый здесь в аспектах и вариантах исполнения, дополнительно создает желательную устойчивость против расслоения, то есть, он с трудом расслаивается в стандартных условиях. Сопротивление расслаиванию может быть определено, например, с помощью устройства для испытания внутренней энергии связывания Huygen Internal Bond, которое действует согласно предписаниям TAPPI T569 и дает значения в Дж/м2, которые для упаковочного материала здесь составляют около 120-300 Дж/м2, такие как около 150-280 Дж/м2, 180-250 Дж/м2, 190-220 Дж/м2, 200-210 Дж/м2, или 200-205 Дж/м2. В некоторых аспектах и вариантах исполнения объемный слой обусловливает дистанцию между барьерным слоем и самым наружным термопластичным декоративным слоем, и тем самым создает возможность точно приспособленного формирования структур многослойного упаковочного материала. В некоторых вариантах исполнения содержащий вспененную целлюлозу объемный слой обеспечивает сопротивление расслоению в сочетании с прочностью на сжатие по направлению толщины, чем достигается достаточное расстояние между барьерным слоем и декоративным слоем.
Содержащий вспененную целлюлозу объемный слой дополнительно обеспечивает пониженные характеристики капиллярного всасывания через кромки, определяемые коэффициентом капиллярного всасывания через кромки. Коэффициент капиллярного всасывания через кромки определяется как количество испытательного раствора, поглощенного кромками испытательных образцов в заданных условиях испытания. Результат приводится в кг/м2. На обе стороны целлюлозного листового материала наносится водостойкая лента. Затем образцы разрезаются на куски с размерами 75 мм (поперечное направление, CD)×25 мм (продольное направление, MD). В качестве испытательного раствора применяется 1%-ный раствор молочной кислоты. Температура во время измерений должна составлять 23°С. Перед вымачиванием и после вымачивания измеряется вес образцов. Вымачивание проводится в течение 1 часа. Затем капиллярное всасывание через кромки рассчитывается как разность по весу после и до вымачивания, деленная на общую площадь кромок образца. Общая площадь кромок образца задается общей длиной кромки как (0,075+0,075+0,025+0,025)-раз толщины целлюлозного листового материала. Назначение метода состоит в оценке способности образца противостоять проникновению испытательной жидкости. Коэффициент капиллярного всасывания через кромки предпочтительно варьирует в диапазоне около 0,1-4 кг/м2, таком как 0,1-3 кг/м2, 0,1-2 кг/м2, или 0,1-1,5 кг/м2. Для повышения устойчивости к капиллярному всасыванию через кромки в волокнистую сетчатую структуру могут быть дополнительно добавлены проклеивающие химикаты, такие как AKD (алкилкетеновые димеры).
Вспененная целлюлоза может быть получена смешением целлюлозных волокон и вспенивающей текучей среды, такой как вода и, необязательно, поверхностно-активное вещество, такое как додецилсульфат натрия (SDS). Количество поверхностно-активного вещества должно составлять от 0,1 вес.% до 20 вес.%, быть таким как от 0,5 вес.% до 10 вес.%, таким как от 1 вес.% до 5 вес.%, таким как 1,5 вес.%-3 вес.%. Роторная мешалка на общем генераторе пены создает вспененную целлюлозу. Как правило, пена образуется подачей газа в смесь. Примером подходящего газа является воздух. Еще одним пригодным газом является кислород. Как правило, газ вводится в смесь в виде сжатого газа и посредством вихревого движения вызывает перемешивание. Как правило, целлюлоза представляет собой жидкостную дисперсию, включающую целлюлозные волокна. Одним примером жидкости является вода. Некоторые примеры целлюлозных волокон представляют волокна на основе целлюлозы, такие как волокна целлюлозы химической переработки, волокна целлюлозы химико-термомеханической переработки, волокна целлюлозы термомеханической переработки, и волокна сульфатной целлюлозы. Дисперсия волокон, например, может быть добавлена к вспенивающей текучей среде после того, как пена была сформирована текучей средой (включающей поверхностно-активное вещество). Содержащая целлюлозные волокна жидкостная дисперсия необязательно может быть объединена со вспенивающей текучей средой до вспенивания. Если необходимо, для регулирования консистенции пены может быть внесена добавка. Образованная, как здесь описывается, вспененная целлюлоза пропускается через сопловую насадку («напорный бак»), где давление и формующие устройства создают ленту вспененной целлюлозы, которая наматывается на рулон после по меньшей мере частичного высушивания, и хранится для использования в будущем при изготовлении, например, упаковочного материала. Лента вспененной целлюлозы необязательно может быть использована в поточном режиме, то есть, с непосредственным нанесением дополнительных слоев, чтобы преобразовать ленту вспененной целлюлозы в многослойный упаковочный материал для упаковки жидкого или полужидкого пищевого продукта. По сравнению с традиционным изготовлением бумаги, дополнительное или модифицированное высушивание может быть надлежащим образом применено для достижения желательных влагосодержания и плотности.
В некоторых вариантах исполнения вспененная целлюлоза может быть смешана с другими материалами, например, добавками, и/или микрофибриллированной целлюлозой (MFC), и/или углеродными нанотрубками (CNF), и/или очищенными волокнами, и/или облагороженной целлюлозой, и/или упрочняющими химикатами или агентами, такими как крахмал и его производные, манногалактаны, карбоксиметилцеллюлоза, меламино-формальдегидные коллоиды, мочевино-формальдегидные смолы, смолы на основе полиамида-полиамина-эпихлоргидрина.
MFC может быть добавлена в количестве 2-30% по весу относительно вспененной целлюлозы, таком как 5-25 вес.%, или 10-20 вес.%. MFC способна формировать мостики между отдельными длинными волокнами и тем самым придавать волокнистой ленте дополнительные хорошие прочностные свойства.
В некоторых вариантах исполнения упаковочные материалы включают дополнительный слой между декоративным слоем и объемным слоем. Например, дополнительный слой может представлять собой бумажный или картонный слой, или полимерную пленку. Дополнительный слой может содержать напечатанное изображение на стороне, которая должна становиться наружной стороной упаковочной емкости. Всякий раз, когда дополнительный слой представляет собой бумажный, картонный или целлюлозный слой, подходящей является плотность (граммаж) по меньшей мере 20 г/м2, и в некоторых вариантах исполнения между 20 и 100 г/м2. Бумажный слой может быть покрыт слоем белой глины для улучшения белизны поверхности. Когда дополнительный слой представляет собой полимерную пленку, его толщина должна составлять между 10-50 мкм. Примерами пригодных пленок являются ориентированные предварительно изготовленные пленки, такие как пленки из BOPP (биаксиально ориентированного полипропилена), BoPET (биаксиально ориентированного полиэтилентерефталата), полиамида, и ориентированные пленки из полиэтилена высокой плотности.
В некоторых вариантах исполнения дополнительный слой выбирается из бумажного слоя, имеющего граммаж между 20 и 100 г/м2, и полимерной пленки, имеющей толщину 10-50 мкм.
Согласно раскрытым здесь аспектам и вариантам исполнения, упаковочный материал включает объемный слой, имеющий плотность менее 700 кг/м3 и содержащий вспененную целлюлозу, причем указанный упаковочный материал, кроме того, включает дополнительный слой, размещенный с помощью связующего слоя, например, такого как связующий слой из термопластичного полимера, такого как полимер на основе полиолефина, или сополимерный связующий слой, причем связующий слой размещается между объемным слоем и дополнительным слоем, и указанный дополнительный слой на стороне, противоположной относительно связующего слоя, имеет размещенный декоративный слой, причем указанный объемный слой на стороне, противоположной относительно связующего слоя, снабжен барьерным слоем, который на стороне, противоположной относительно объемного слоя, имеет термосвариваемый слой. Декоративный слой представляет собой полиолефиновый слой, такой, как вышеупомянутый самый наружный термосвариваемый полиолефиновый слой, находящийся в контакте с окружающей упаковочную емкость средой, например, LDPE или полипропилен. Декоративный слой обеспечивает дополнительную защиту, например, влагостойкость и устойчивость к царапанию/износу, и стабильность упаковочной емкости.
Декоративный слой состоит из термосвариваемого(-мых) полиолефинового(-вых) слоя(-ев), обращенных к окружающей полученную упаковочную емкость среде, причем пригодные полиолефины представляют собой полиэтилен типа низкой плотности, выбранный из группы, состоящей из LDPE, LLDPE, VLDPE, ULDPE или mLLDPE, и смесей двух или более из них, необязательно другие полиолефины, такие как полиэтилен высокой плотности (HDPE), полипропилен или пропиленовые сополимеры или тройные сополимеры, которые пригодны в качестве слоя, обращенного к окружающей среде. Декоративный слой может быть сформирован экструзионным нанесением покрытия или другими подходящими способами. Примером полиэтиленов для применения в качестве декоративного слоя является LDPE пригодной для экструзии марки, например, содержащий LDPE, имеющий индекс текучести расплава (как определенный в соответствии со стандартом ASTM D1238, 190°С/2,16 кг) 4-15, такой как 6-9, и плотность (по определению в соответствии со стандартом ISO 1183, метод D) 915-922 кг/м3, такую как 918-920 кг/м3. Толщина декоративного слоя упаковочного материала составляет величину, например, между 5 мкм-50 мкм, такую как 7 мкм-30 мкм, такую как 7 мкм-20 мкм, такую как 8 мкм-15 мкм.
На стороне объемного слоя, противоположной относительно декоративного слоя, и тем самым обращенной внутрь готовой упаковочной емкости, размещается барьерный слой, например, посредством промежуточного ламинирующего слоя, который мог бы быть слоем на основе полиолефина, например, HDPE, LDPE, полипропилена, или слоем из еще одного подходящего термопластичного полимера, такого как сополимер этилена и акриловой кислоты (EAA), который дополнительно усиливает адгезию между объемным слоем и кислородным барьером. Объемный слой и/или барьерный слой необязательно могут быть обработаны или модифицированы для достижения адгезии между слоями, в каковом случае ламинирующий слой может не понадобиться. Например, может быть использовано покрытие, которое модифицирует поверхность одной или многих из подложек. В некоторых вариантах исполнения барьерный слой выбирается из бумажного слоя, алюминиевой фольги, и барьерной пленки или покрытия. Когда используется алюминиевая фольга, надлежащая толщина составляет между 3-15 мкм, такая как 5-10 мкм, такая как 5-8 мкм. В некоторых вариантах исполнения барьерный слой может быть нанесен с подслоем. Такой подслой может быть выполнен из тонкой высокоплотной бумаги, имеющей граммаж около 20-100 г/м2, такой как 20-80 г/м2 или 30-70 г/м2. Подслой может быть нанесен по меньшей мере на одну сторону барьерного слоя. Ламинирующий слой в одном варианте исполнения наносится экструзионным способом с использованием имеющегося в продаже на рынке экструзионного оборудования. Пригодные для ламинирующего слоя материалы известны и обычно содержат полиолефин. Согласно одному варианту исполнения, ламинирующий материал включает полиэтилен или его смеси. В пределах группы полиэтиленов свойства ламинирующих слоев могут варьировать и могут быть точно приспособлены для достижения разнообразных конечных свойств упаковочного материала. Тем самым вариации ламинирующего слоя для желательного типа упаковочного материала для жидких или полужидких пищевых продуктов по большей части находятся в пределах группы полиэтиленовых полимеров. Например, пригодные марки LDPE производятся фирмами Dow, Exxon Mobile, Borealis, и Ineos, и т.д., такие марки являются хорошо известными квалифицированному специалисту. Ламинирующий слой также может быть выбран из сополимеров этилена и других альфа-олефиновых мономеров, которые, конечно, включают, например, линейные полиэтилены низкой плотности, также сополимеры этилена и пропилена в различных пропорциях, например, так называемые пластомеры или эластомеры типа, продаваемого фирмой Dow под наименованиями «Engage» и «Affinity», а также сополимеры этилена и (мет)акриловой кислоты, и также тройные сополимеры этилена, пропилена и альфа-олефинового мономера, имеющие подобные полиэтилену свойства. Примерами полимеров, которые могут способствовать улучшению разнообразных механических свойств, являются так называемые линейные полиолефины, например, полиэтилен высокой плотности (HDPE), полиэтилен средней плотности (MDPE), линейный полиэтилен низкой плотности (LLDPE/VLDPE/ULDPE), производимый с традиционными катализаторами или с так называемыми односайтовыми катализаторами, или с катализаторами с напряженной геометрией, в том числе так называемые металлоценовые LLDPE (mLLDPE), и полипропилен (PP). Полиэтилен очень низкой плотности (VLDPE) и полиэтилен ультранизкой плотности (ULDPE) представляют собой примеры подкатегорий в пределах категории линейных полиэтиленов низкой плотности. В зависимости от типа и количества сомономера, эти полимеры, как правило, имеют повышенную в некоторых отношениях прочность. Вариации ламинирующего материала для желательного типа упаковочного материала для напитков и жидкостей находятся в пределах группы полиэтиленовых полимеров, например, полимеров, выбираемых из группы, которая включает полиэтилен низкой плотности (LDPE), полиэтилен высокой плотности (HDPE), полиэтилен средней плотности (MDPE), линейный полиэтилен низкой плотности (LLDPE/VLDPE/ULDPE), получаемый с традиционными катализаторами или с так называемыми односайтовыми катализаторами, или с катализаторами с напряженной геометрией, в том числе так называемые металлоценовые LLDPE (mLLDPE), и их смеси или компаунды; и полипропилен или тройные сополимеры пропилена. Одним примером пригодного ламинирующего слоя является полиэтилен, например, LDPE пригодной для экструзии марки, например, имеющий показатель текучести расплава (как определенный в соответствии со стандартом ASTM D1238, 190°С/2,16 кг) с величиной 2-13, такой как 5-10, и плотность (по определению в соответствии со стандартом ISO 1183, метод D) 914-922 кг/м3, такую как 915-920 кг/м3. Толщина ламинирующего слоя упаковочного материала составляет величину, например, между 5 мкм-50 мкм, такую как 10 мкм-30 мкм, такую как 15 мкм-30 мкм, такую как 17 мкм-25 мкм.
Барьерный слой, такой как кислородный барьер (например, алюминиевая фольга или полимерная пленка, такая как термопластичная пленка с осажденным из паровой фазы покрытием) размещается с помощью ламинирующего слоя на стороне, противоположной относительно объемного слоя. Объемный слой и/или барьерный слой необязательно могут быть обработаны или модифицированы для достижения адгезии между слоями, в каковом случае ламинирующий слой не потребуется. Например, может быть использовано покрытие, которое модифицирует поверхность одной или многих из подложек. В некоторых вариантах исполнения барьерный слой имеет адгезив на стороне, противоположной относительно необязательного ламинирующего слоя. Адгезив находится в компетенции квалифицированного специалиста в этой области технологии, способного сделать выбор в зависимости от желательных свойств и совместимости со слоем, с которым он контактирует. Когда барьерный слой представляет собой алюминиевую фольгу, примером адгезива являются полиэтиленовые сополимеры с сомономерами, имеющими функциональность карбоновой кислоты, такими как сополимер этилена и акриловой кислоты, например, продаваемый под торговой маркой Primacor® фирмой Dow, или Nucrel® от фирмы Dupont.
Как правило, различные слои, присутствующие в упаковочном материале, могут быть распознаны, например, с помощью микроскопии. Может оказаться невозможным отделить один или более из слоев, например, адгезив от термосвариваемого слоя, и тем самым в определенных вариантах исполнения слой, образующий внутреннюю сторону упаковочной емкости, представляет собой комбинацию адгезива и термосвариваемого слоя, где термосвариваемый слой обращен к жидкому или полужидкому пищевому продукту. Адгезивный слой упаковочного материала, как здесь описываемого, имеет толщину между 3 мкм-12 мкм, такую как 4 мкм-10 мкм, такую как 5 мкм-9 мкм. Адгезивный слой может быть охарактеризован различными методами, в том числе, например, инфракрасной спектроскопией (ИК, IR).
Упаковочный материал содержит самый внутренний термосвариваемый слой. Примером термосвариваемого слоя является термосвариваемый полиолефиновый полимер, который нанесен как слой, ориентированный внутрь емкости, то есть, в непосредственном контакте с пищевым продуктом. Термосвариваемый слой для самого внутреннего слоя может надлежащим образом быть полиэтиленовым полимером типа низкой плотности, выбранным из группы, состоящей из LDPE, LLDPE, VLDPE, ULDPE или mLLDPE, и смесей двух или более из них. Размещение термосвариваемого слоя является подобным ламинирующему слою, и то, что было раскрыто выше в связи с ламинирующим слоем, применимо также к самому внутреннему термосвариваемому слою. В зависимости от типа упаковочных емкостей, изготавливаемых из упаковочного материала, также возможны самые внутренние термосвариваемые слои из полиэтилена высокой плотности, полипропилена или пропиленовых тройных сополимеров в пределах области пунктов прилагаемой формулы изобретения, насколько они совместимы с другими компонентами упаковочного материала и достигают желательного эффекта в комбинации с ними, и, в частности, с адгезивом, как здесь описываемым. Подходящими примерами используемых в качестве самых внутренних слоев являются смеси LDPE с mLLDPE (например, в смесевых соотношениях 50/50, 40/60, 60/40, 30/70, 70/30, 20/80, 80/20, в вес.%), такие как LDPE пригодной для экструзии марки, например, имеющей показатель текучести расплава (как определенный в соответствии со стандартом ASTM D1238, 190°С/2,16 кг) с величиной 2-12, такой как 2-7, такой как 2-5,5, и плотность (по определению в соответствии со стандартом ISO 1183, метод D) 914-922 кг/м3, такую как 915-920 кг/м3. Примеры материалов mLLDPE, пригодных для применения в описываемых здесь аспектах и вариантах исполнения, имеют плотность менее 0,922 кг/см3, и показатель текучести расплава (MFI) 15-25 при температуре 190°C и нагрузке 2,16 kg (стандарт ASTM 1278). Дополнительные подробности хорошо известны и находятся в компетенции квалифицированного специалиста, и дополнительная информация может быть получена, например, из патентного документа US6974612. Толщина самого внутреннего слоя упаковочного материала составляет величину, например, между 5 мкм-50 мкм, такую как 10 мкм-30 мкм, такую как 15 мкм-30 мкм, такую как 17 мкм-25 мкм. Конечно, вышеуказанные примеры приведены в качестве общего руководства, и также возможны другие полимеры.
Поэтому вышеупомянутые слои упаковочного материала показаны в качестве примера, и обычно наносятся на соответствующую сторону основного материала экструзионными способами.
Тем самым некоторые варианты исполнения относятся к упаковочному материалу, включающему декоративный слой, который на одной стороне слоя имеет объемный слой, имеющий плотность менее 700 кг/м3, и включает вспененную целлюлозу, который на противоположной относительно декоративного слоя стороне имеет барьерный слой, который на противоположной относительно объемного слоя стороне имеет термосваривамый слой. В некоторых вариантах исполнения барьерный слой размещается на объемном слое через ламинирующий слой. Материалы слоев выбираются из описанных здесь выше слоев. В некоторых вариантах исполнения упаковочный материал используется для изготовления упаковочных емкостей для жидкого или полужидкого пищевого продукта. В некоторых вариантах исполнения упаковочный материал включает дополнительный слой между объемным слоем и декоративным слоем. В некоторых вариантах исполнения дополнительный слой имеет удельный вес единицы площади по меньшей мере 20 г/м2. Если необходимо, например, для достижения улучшенной адгезии между дополнительным слоем и объемным слоем, присутствует связующий слой. В некоторых вариантах исполнения связующий слой выбирается из материалов, перечисленных при описании ламинирующего слоя. В некоторых вариантах исполнения дополнительный слой представляет собой бумажный слой, или полимерный слой, или пленку. В некоторых вариантах исполнения поверхность дополнительного слоя может быть обработана или модифицирована, чтобы повысить адгезию к соседним слоям.
Согласно одному возможному способу изготовления, упаковочную емкость получают созданием объемного слоя, необязательно пропечатанного, и подходящую конфигурацию складок, причем объемный слой имеет прорезанное отверстие для открывания так, что упаковочная емкость будет иметь по меньшей мере одно отверстие (разупрочнение). Вышеуказанная конфигурация складок служит в качестве линий сгибания для формирования конечной упаковки, такой как Tetra Brik® Aseptic. Пример конфигурации складок можно увидеть, например, в Фиг. 3 патентного документа WO2012/163753. Объемный слой подается с рулона, и лента объемного слоя необязательно подвергается обработке нагреванием и/или озоном. Ламинирующий слой размещается на противоположной относительно необязательной печати стороне с помощью пленки выпускаемого из экструдера пластика. Обычно экструдированный материал имеет температуру выше 260°С, такую как выше 280°С, такую как выше 290°С, такую как выше 300°С. Для некоторых материалов предпочтительна температура экструзионного ламинирования выше 290°С. Для дополнительного описания экструзии Фиг. 3 представляет схематическую иллюстрацию экструдера (31), пригодного для размещения ламинирующего слоя (13) на объемном слое (12), дополнительно показывающую расплавленную пластиковую пленку (32) из полимера, образующую ламинирующий слой (13), размещенный на ленте (35) объемного слоя. Экструдер расплавляет и перемешивает полимер. В случае компаундов экструдер также может быть использован для смешивания полимеров, которые, например, подаются через различные воронки. Расплавленная пленка (32) и объемный слой объединяются в зазоре между валиками (33 и 34). Другие полимерные слои (адгезивный и термосваривамый слой) добавляются к объемному слою (35) с использованием подобной конструкции. Барьерный слой (14) может быть подан с отдельного рулона и размещен вместе с ламинирующим слоем (13) или с адгезивом.
В одном варианте исполнения упаковочный материал, описываемый здесь и в пунктах прилагаемой формулы изобретения, представляет собой упаковочный материал, который включает декоративный слой (11), который на одной стороне слоя имеет дополнительный слой (27), причем указанный дополнительный слой на стороне, противоположной относительно декоративного слоя, имеет связующий слой для размещения объемного слоя, причем указанный объемный слой (12) на стороне, противоположной относительно декоративного слоя (11), имеет ламинирующий слой (13), указанный ламинирующий слой (13) на стороне, противоположной относительно объемного слоя (12) имеет кислородный барьер (14), указанный кислородный барьер (14) на стороне, противоположной относительно ламинирующего слоя (13), имеет адгезив (15), и указанный адгезив (15) на стороне, противоположной относительно кислородного барьера (14), имеет термосваривамый слой (16). В одном варианте исполнения упаковочный материал преобразуется в асептическую упаковочную емкость. Преобразование может выполняться предварительным складыванием и свариванием частей упаковочного материала с образованием заготовки. Примерами упаковок, выполненных из заготовок, являются, например, Tetra Recart® и емкости с верхом в виде двух сходящихся плоскостей. Заготовка может быть снабжена устройством для вскрывания и заполнена и закупорена в упаковочной машине, пригодной для обработки заготовок. Преобразование упаковочного материала в упаковочная емкость также может быть выполнено с использованием технологии формования-заполнения-закупоривания трубчатой ленты, например, в установке Tetra Pak® A3 Speed/Flex. Сформированная из упаковочного материала упаковочная емкость согласно описываемым здесь аспектам и вариантам исполнения может иметь любую известную форму. В некоторых аспектах описываемая здесь емкость относится к емкости, имеющей форму кирпича, или клиновидной емкости, которая является прочным в обращении и распределении и устойчив к влаге и газообразному кислороду в течение длительного срока хранения благодаря высококачественному упаковочному материалу, который, в свою очередь, также обеспечивает достаточное качество закупоривания и газобарьерные свойства. Дополнительные типы картонных упаковок для расфасовки жидкостей, где могут быть полезными описываемые здесь аспекты и варианты исполнения, представляют упаковочную емкость, имеющую форму кирпича, упаковочную емкость с верхом в виде двух сходящихся плоскостей, клиновидную упаковочную емкость, квадратную, прямоугольную или восьмиугольную упаковочную емкость. Более конкретными примерами являются так называемые упаковки Tetra Brik®, Tetra Brik® Aseptic, Tetra Brik® Edge, Tetra Gemina® Aseptic, Tetra Prisma® Aseptic, Tetra Rex®, и Tetra Top® и Tetra Evero®, или другие виды бутылкообразных упаковок, включающие гильзу из упаковочного материала на основе картона, сформированное складками их дно, и верх с резьбовой крышкой из образованного в пресс-форме полимерного материала. Один описываемый здесь вариант исполнения относится к упаковкам Tetra Brik® известного размера, такого как 200 мл, 250 мл, 500 мл, и 1000 мл, которые необязательно могут иметь квадратное основание, или наклонный верх, например, такие как Tetra Brik® Edge.
В общем и целом был сделан вывод, что количество целлюлозных волокон может быть значительно сокращено в многослойном упаковочном материале согласно изобретению, тогда как он тем не менее имеет неизменные механические свойства и пригодность для упаковки жидкостей вообще, и картонной упаковки для жидкостей, в частности. Кроме того, подробные описания вариантов исполнения раскрыты в связи с описанием вариантов осуществления.
ПРИМЕРЫ
Водную целлюлозную пульпу смешали из примерно 75 вес.% волокон химико-термомеханической целлюлозы (CTMP) хвойной древесины со значением CSF (меры обезвоживания бумаги) 530 мл, и около 25 вес.% отбеленной химической целлюлозы лиственных пород до концентрации около 3-4%. Вспенивающую текучую среду получили смешением около 2 вес.% додецилсульфата натрия SDS с водой. После перемешивания и одновременного введения сжатого воздуха, пока не была создана подходящая пена, в пену добавили дисперсию волокон при непрерывном перемешивании и смешении. Полученную таким образом волоконную пену выдавили через сопло (напорный бак) и сформовали в виде покрытия на движущейся ленте пористого войлока для стекания воды, и затем высушили полученный тем самым лист вспененного материала в форме ленты.
В первом конкретном варианте исполнения исследовали свойства вспененной целлюлозы в операции ламинирования во время преобразования упаковочных материалов в многослойный упаковочный материал.
Чтобы проанализировать влияние термической и механической нагрузки на вспененную целлюлозу во время ламинирования, провели испытания на разнообразных материалах с низкой плотностью. Испытуемые материалы представляли собой вспененную целлюлозу и вспененный полипропилен. Ламинирование структур упаковочных материалов проводили на гибком лабораторном ламинаторе с двумя блоками экструзионного нанесения покрытий. Ламинатор был настроен на скорость ленты около 100 м/минуту, силу натяжения ленты 250-275 Н и контрольную удельную нагрузку зажима в зазоре 25 Н/мм. В каждой операции экструзионного нанесения покрытия на слой вспененной целлюлозы экструдировали 15-20 г/м2 расплавленного LDPE на соответствующие стороны, при температуре экструзии расплава около 320°С. Исходную толщину перед ламинированием и толщину после ламинирования оптически измеряли с использованием микроскопа Olympus BX51. Приготовление образцов проводили с использованием микротома.
В Фигуре 6 показаны результирующие сокращения толщины. Например, обозначение «FC 300 2x» означает, что вспененная целлюлоза с плотностью 300 кг/м3 была ламинирована при удельной нагрузке зажима, вдвое превышающей контрольную удельную нагрузку зажима. В общем можно видеть, что остаточная толщина вспененной целлюлозы является значительно большей по сравнению с вариантом многослойного материала с вспененными полимерными материалами.
Также был сделан вывод, что ламинирование способом экструзионного нанесения покрытий хорошо действует со вспененной целлюлозой, имеющей плотность 300 кг/м3 или выше. Многослойные материалы, имеющие легковесные слои вспененной целлюлозы, более чувствительны к нагреванию и давлению при ламинировании, и проявляют большее сокращение толщины вспененного целлюлозного материала.
Кроме того, сокращение толщины вспененного полимера является постоянным вследствие расплавления и повторного формирования ячеек пены нагретого полимера, тогда как во вспененной целлюлозе проявляется пружинный эффект так, что сокращение толщины во время ламинирования является обратимым до конечной толщины, которая сокращается только на величину около 10-15% в контрольном зазоре при плотностях около 300-400 кг/м3. Чем выше плотность вспененной целлюлозы, тем лучше проявляется этот пружинный эффект, или прочность на сжатие по направлению толщины (ZD).
Во втором конкретном варианте исполнения упаковочные емкости типа Tetra Brik® емкостью 250 мл были изготовлены из многослойного упаковочного материала, имеющего объемный слой из соответственно полученной пены. Упаковочный материал включал декоративный слой с удельным весом 12 г/м2 из LDPE, который размещен так, что становится наружной стороной упаковки. Дополнительными слоями, начиная от декоративного слоя, были: белая бумага с плотностью 70 г/м2; 15 г/м2 LDPE в качестве связующего слоя; объемный слой из вспененной целлюлозы с плотностью 332 кг/м3, 243 мкм; ламинирующий слой из 20 г/м2 LDPE и барьерный слой из алюминиевой фольги толщиной около 6 мкм, 6 г/м2 адгезива (PrimacorTM 3440), и 19 г/м2 термосваривамого слоя из смеси LDPE (30 вес.%) и полученного с металлоценовым катализатором линейного полиэтилена низкой плотности. Упаковочный материал был получен на рулоне, который был обработан в соответствии с традиционным способом изготовления для формирования упаковочных емкостей Tetra Brik® емкостью 250 мл, содержащих апельсиновый сок. Из этого испытания был сделан вывод, что количество целлюлозных волокон могло бы быть сокращено на 25%, по сравнению с соответственным материалом, имеющим стандартный картонный слой в традиционном упаковочном многослойном материале с декоративным слоем из 12 г/м2 LDPE, картоном с удельным весом 200 г/м2, ламинирующим слоем из 20 г/м2 LDPE, алюминиевой фольги толщиной 6 мкм, 6 г/м2 адгезива (PrimacorTM 3440) и термосваривамого слоя с 19 г/м2 смеси LDPE (30 вес.%) и полученного с металлоценовым катализатором линейного полиэтилена низкой плотности.
Кроме того, в дополнение к сокращению количества материала, используемого в многослойном упаковочном материале, объемный слой по-прежнему основывается на природных возобновляемых источниках, то есть, целлюлозе.
Для определения плотности объемного слоя могут быть надлежащим образом применимы различные процедуры, в зависимости от слоев упаковочного материала. Плотность (кг/м3) включающего вспененную целлюлозу объемного слоя в многослойном упаковочном материале может быть определена делением граммажа (кг/м2) на толщину (м). Толщина может быть получена с использованием стандартного микроскопа. Граммаж отдельного образца может быть получен согласно стандартной процедуре разделения с использованием круглых дисков упаковочного материала площадью 1 дм2. Все измерения выполняются в контролируемой окружающей среде с температурой 23°С и 50%-ной относительной влажностью. Общий граммаж упаковочного материала измеряется с использованием весов (с точностью 0,001 г). Упаковочный материал расщепляют по слою вспененной целлюлозы для получения двух слоистых пакетов. Два слоистых пакета помещают в стакан, содержащий раствор медного комплекса этилендиамина, до тех пор, пока все целлюлозные волокна будут легко удалены. После этого определяют остаточный граммаж, и граммаж вспененной целлюлозы может быть рассчитан вычитанием остаточного граммажа из общего граммажа. Всякий раз, когда по меньшей мере один из слоистых пакетов содержит алюминиевый слой, процедура должна состоять в измерении граммажа каждого слоя и применении раствора уксусной кислоты вместо раствора медного комплекса этилендиамина и оставлении слоев на время от 3 до 4 часов. Слои многослойных пакетов упаковочного материала разделяют на отдельные слои, и определяют граммаж соответствующего индивидуального слоя, и вычитают из общего граммажа. Всякий раз, когда присутствует дополнительный слой бумаги, применяют вышеуказанный метод, но бумажный слой удаляют, например, сошлифовыванием. Определяют вес прошлифованного материала, и надлежащим образом вносят коррективы в расчеты плотности объемного слоя.
Примеры сшивания
Пример с УФ
Испытания выполняли на вспененной целлюлозе с использованием сшивающей смеси этанола, TMPTA (показанного в фигурах в виде триакрилата) или пентаакрилата дипентаэритрита (показанного в фигурах в виде пентаакрилата), и HCHPK в качестве фотоинициатора. Вспененную целлюлозу вымачивали в сшивающей смеси в течение около 15 секунд. После этого вспененную целлюлозу высушили при температуре около 70°С. После этого пропитанную и высушенную вспененную целлюлозу подвергли воздействию УФ-излучения. Введенные количества добавленных сшивающих материалов установили взвешиванием листа вспененной целлюлозы до и после вымачивания и высушивания. Процентные доли соотносили с весом листа перед введением добавок. УФ-оборудование было оснащено лампой с удельной мощностью 120 Ватт/см и общей мощностью 1800 Ватт. Скорость движения конвейера составляла около 0,9-8,6 м/минуту, и были исследованы одиночные или многочисленные проходы. Общая продолжительность экспозиции варьировала в пределах 5,3-26,3 секунд. Были проведены измерения сопротивления расслоению и коэффициента капиллярного всасывания через кромки. Плотность возрастала с увеличением количества добавленной сшивающей смеси, например, от около 332 для контроля до максимально 685 кг/м3. Сшивание между целлюлозными волокнами добавлением сшивающей смеси и облучением содействовало улучшению характеристик сопротивления расслоению вспененной целлюлозы.
Фиг. 7 показывает разницу между контрольной вспененной целлюлозой и сшитой вспененной целлюлозой (обработанной TMPTA и фотоинициатором). Ясно, что один проход по сравнению с многочисленными проходами при одинаковом времени экспозиции обеспечивает гораздо более высокую прочность. Контрольные значения, без УФ и с УФ, не удовлетворяют желательным характеристикам сопротивления расслоению.
Фиг. 8 показывает, что увеличением степени сшивания (три- или пента-)акрилатом вспененной целлюлозы все более возрастает сопротивление расслоению. Предпочтительным является не слишком высокое сопротивление расслоению вследствие слишком высокой степени сшивания, и тем самым получение хрупкого материала. Кроме того, слишком высокое сопротивление расслоению влияло бы на пригодность материала к повторному использованию.
Фиг. 9 показывает разницу между контрольной вспененной целлюлозой и сшитой вспененной целлюлозой (обработанной TMPTA и фотоинициатором). Разница между вариантами исполнения согласно изобретению в этой фигуре заключается в количестве добавок и режиме УФ-воздействия. Ясно, что сшивание вспененной целлюлозы положительно влияет на коэффициент капиллярного всасывания через кромки.
Фиг. 10 показывает, что повышение степени сшивания (три- или пента-)акрилатом вспененной целлюлозы еще больше снижает коэффициент капиллярного всасывания через кромки.
Пример с ЭП
Для импрегнирования листа использовали жидкостный раствор воды и упрочняющей добавки. Применяемыми пригодными для сшивания упрочняющими добавками были крахмал и CMC. В одном случае к раствору CMC в воде была добавлена лимонная кислота.
Листы вымачивали в течение 15 секунд и затем высушили в ненапряженном состоянии на плоской поверхности при температуре 23°С в течение 24 часов.
Вес каждого отдельного листа определяли до и после вымачивания и высушивания. Затем это использовали для расчета соответствующей весовой доли упрочняющих добавок.
Затем листы были увлажнены набрызгиванием водной пены и непосредственно после этого подвергнуты ЭП-воздействию с обеих сторон. Облучение было отрегулировано на 100 кэВ и 200 кГр.
После радиационного воздействия листы были высушены в ненапряженном состоянии на плоской поверхности при температуре 23°С в течение 24 часов.
Наконец, для различных вариантов измерили сопротивление расслоению.
Результаты показывают, что упрочняющие добавки значительно улучшают сопротивление расслоению во всех случаях. Улучшение является более выраженным для случая с CMC.
ЭП-воздействие было в значительной мере эффективным, когда в качестве пригодной для сшивания упрочняющей добавки использовали крахмал. В случае, когда с CMC сочетали лимонную кислоту, сопротивление расслоению слегка повышалось после ЭП-воздействия.
Фиг. 11 показывает разницу между контрольной вспененной целлюлозой и вспененной целлюлозой, обработанной крахмалом, с ЭП-облучением и без него. Ясно, что когда использовалось ЭП-облучение, достигалось гораздо более высокое сопротивление расслоению сравнительно с контрольным материалом и не подвергнутым облучению материалом.
Фиг. 12 показывает разницу контрольной вспененной целлюлозой и вспененной целлюлозой, обработанной CMC, с ЭП-облучением и без него. Ясно, что когда использовалось CMC, достигалось гораздо более высокое сопротивление расслоению сравнительно с контрольным материалом. При применении ЭП-облучения добавление лимонной кислоты еще больше улучшало сопротивление расслоению.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Дополнительные преимущества и предпочтительные характеризующие признаки будут очевидными из нижеследующего подробного описания, со ссылкой на сопроводительные фигуры, в которых:
Фиг. 1а и 1b представляют виды в разрезе многослойных упаковочных материалов согласно описываемым здесь аспектам.
Фиг. 2а и 2b представляют виды в разрезе многослойных упаковочных материалов согласно описываемым здесь аспектам.
Фиг. 3 представляет схематическое изображение экструдера, экструдированной пленки, бумажной ленты или ленты упаковочного материала и валиков, размещенных для объединения полимерного и объемного слоев.
Фиг. 4 показывает примеры упаковочных емкостей, изготовленных из упаковочного материала согласно описываемым здесь вариантам исполнения.
Фиг. 5 показывает принцип того, как такие упаковочные емкости изготавливаются из упаковочного материала в процессе непрерывного формования, заполнения и закупоривания.
Фиг. 7 показывает влияние времени экспозиции на сопротивление расслоению.
Фиг. 8 показывает влияние количества сшивающего материала на сопротивление расслоению.
Фиг. 9 показывает влияние количества сшивающего материала и времени экспозиции на коэффициент капиллярного всасывания через кромки.
Фиг. 10 показывает влияние количества сшивающего материала на коэффициент капиллярного всасывания через кромки.
Фиг. 11 показывает влияние количества сшивающего материала на сопротивление расслоению с ЭП и без него.
Фиг. 12 показывает влияние сшивающего материала на сопротивление расслоению.
Общее описание вариантов осуществления изобретения
Фиг. 1а схематически показывает упаковочный материал в разрезе. Декоративный слой (11) представляет собой полиолефин, такой как подходящий LDPE или PP. Например, декоративный слой может быть использован для создания покрытия поверх напечатанного изображения, отверстия и/или разупрочнения (в фигуре не показано), созданного в любом из других слоев. На одной стороне декоративного слоя размещается объемный слой (12). На другой стороне объемного слоя, противоположной относительно декоративного слоя, размещен барьерный слой (14). Между барьерным слоем и объемным слоем, если необходимо, может быть размещен необязательный ламинирующий слой. Подобным образом один или оба из слоев могут быть поверхностно-модифицированными или содержать покрытие, чтобы обеспечивать достаточную адгезию между объемным и барьерным слоями. Барьерный слой (14) создает желательный барьер, такой как барьер против кислорода, света, воды и пара, в зависимости от конкретной необходимости, определяемой запакованным продуктом. Барьерный слой может представлять собой, например, алюминиевую фольгу или осажденную из паровой фазы пленку, такую как металлизированная или снабженная осажденным из паровой фазы покрытием, таким как PECVD-покрытие, пленка. На стороне барьерного слоя, противоположной относительно объемного слоя, размещен термосвариваемый слой (16), такой как подходящий полиолефин, такой как PE или PP, или их смеси. Между барьерным слоем и термосвариваемым слоем при необходимости может быть использован адгезив. Термосвариваемый слой представляет собой слой, обращенный к продукту в готовой заполненной упаковочной емкости.
Фиг. 1b схематически показывает упаковочный материал в разрезе. Декоративный слой (11) представляет собой полиолефин, такой как подходящий LDPE или PP. Декоративный слой может быть использован для создания покрытия поверх напечатанного изображения, отверстия и/или разупрочнения (в фигуре не показано), которое предусмотрено в объемном слое (12), каковой слой размещен на одной стороне декоративного слоя (11). Объемный слой (12) на стороне, противоположной относительно декоративного слоя, имеет ламинирующий слой (13), выбранный из подходящих полиолефинов, таких как LDPE или PP. Ламинирующий слой обеспечивает адгезию к кислородному барьеру (14), который размещен на противоположной стороне объемного слоя (13). Барьерный слой (14) создает желательный барьер, такой как барьер против кислорода, света, воды и пара, в зависимости от конкретной необходимости, определяемой запакованным продуктом. Барьерный слой может представлять собой, например, алюминиевую фольгу или осажденную из паровой фазы пленку, такую как металлизированная или снабженная осажденным из паровой фазы покрытием, таким как PECVD-покрытие, пленка. На барьерном слое, на противоположной относительно ламинирующего слоя стороне, размещен адгезивный полимер (15). Адгезивный полимер (15), например, может быть сформирован экструзионным нанесением покрытия. Когда барьерный слой представляет собой алюминиевую фольгу, адгезив мог бы быть подходящим адгезивом, таким как сополимер этилена и (мет)акриловой кислоты (E(M)AA), продаваемый на рынке под торговой маркой Primacor® или Nucrel®. На стороне, противоположной относительно барьерного слоя, на адгезив нанесен термосвариваемый слой (16), такой как подходящий полиолефин, такой как PE или PP, или их смеси. Термосвариваемый слой представляет собой слой, обращенный к продукту в готовой заполненной упаковочной емкости.
Фиг. 2а схематически показывает упаковочный материал в разрезе. Декоративный слой (21) представляет собой полиолефин, такой как подходящий LDPE или PP. Декоративный слой может быть использован для создания покрытия поверх напечатанного изображения, отверстия и/или разупрочнения (в фигуре не показано), которое предусмотрено в объемном слое (22), каковой слой размещен на одной стороне декоративного слоя (21). Между декоративным слоем (21) и объемным слоем (22) размещен дополнительный слой (27) из бумаги или целлюлозы. Объемный слой (22) на стороне, противоположной относительно декоративного слоя, имеет ламинирующий слой (23), выбранный из подходящих полиолефинов, таких как LDPE или PP. Ламинирующий слой обеспечивает адгезию к кислородному барьеру (24), который размещен на противоположной стороне ламинирующего слоя (23). Барьерный слой (24) создает желательный барьер, такой как барьер против кислорода, света, воды и пара, в зависимости от конкретной необходимости, определяемой запакованным продуктом. Барьерный слой может представлять собой, например, алюминиевую фольгу или осажденную из паровой фазы пленку, такую как металлизированная или снабженная осажденным из паровой фазы покрытием, таким как PECVD-покрытие (созданное плазменно-химическим осаждением из паровой фазы), пленка. На барьерном слое, на противоположной относительно ламинирующего слоя стороне, размещен адгезивный полимер (25). Адгезив (25), например, может быть сформирован экструзионным нанесением покрытия. Когда барьерный слой представляет собой алюминиевую фольгу, адгезив мог бы быть подходящим адгезивом, таким как сополимер этилена и (мет)акриловой кислоты (E(M)AA), продаваемый на рынке под торговой маркой Primacor® или Nucrel®. На стороне, противоположной относительно барьерного слоя, на адгезив нанесен термосвариваемый слой (26), такой как подходящий полиолефин, такой как PE или PP, или их смеси. Термосвариваемый слой представляет собой слой, обращенный к продукту в готовой заполненной упаковочной емкости.
Фиг. 2b схематически показывает упаковочный материал в разрезе. Декоративный слой (21) представляет собой полиолефин, такой как подходящий LDPE или PP. Декоративный слой может быть использован для создания покрытия поверх напечатанного изображения, отверстия и/или разупрочнения (в фигуре не показано), которое предусмотрено в одном или многих из других слоев в многослойном материале. На одной стороне декоративного слоя и в сопряжении с ним размещена тонкая бумага (27) с удельным весом в расчете на площадь около 100 г/м2 или ниже. Тонкий бумажный слой (27) наслоен на объемный слой (22), противолежащий относительно декоративного слоя, посредством промежуточного термопластичного наружного связующего слоя (28). Связующий слой (28) может быть выбран из подходящих полиолефинов, таких как LDPE или PP, или их смесей. Связующий слой (28) связывает друг с другом объемный целлюлозный слой (22) и тонкий бумажный слой (28). Объемный слой (22) дополнительно наслоен на ламинирующий слой (23) из термопластичного полимера, на стороне объемного слоя, противоположной относительно стороны, наслоенной на связующий слой (28). Ламинирующий слой (23) обеспечивает адгезию к кислородно-барьерному слою (24), который размещен на противоположной стороне ламинирующего слоя (23). Барьерный слой (24) создает желательный барьер, такой как барьер против кислорода, света, воды и пара, в зависимости от конкретной необходимости, определяемой запакованным продуктом. Барьерный слой может представлять собой, например, алюминиевую фольгу или осажденную из паровой фазы пленку, такую как металлизированная или снабженная осажденным из паровой фазы покрытием, таким как PECVD-покрытие, пленка. На барьерном слое, на противоположной относительно ламинирующего слоя стороне, размещен адгезивный полимер (25). Адгезив (25), например, может быть сформирован экструзионным нанесением покрытия. Когда барьерный слой представляет собой алюминиевую фольгу, адгезив мог бы быть подходящим адгезивом, таким как сополимер этилена и (мет)акриловой кислоты (E(M)AA), продаваемый на рынке под торговой маркой Primacor® или Nucrel®. На стороне, противоположной относительно барьерного слоя, на адгезив нанесен термосвариваемый слой (26), такой как подходящий полиолефин, такой как PE или PP, или их смеси. Термосвариваемый слой представляет собой слой, обращенный к продукту в готовой заполненной упаковочной емкости. Фиг. 3 представляет схематическую иллюстрацию экструдера (31). Экструдер согласно схематической иллюстрации пригоден для нанесения декоративного слоя (11), ламинирующего слоя (13), адгезива (15) и термосвариваемого слоя (16). В качестве примера ламинирующий слой (13) может быть нанесен на объемный слой (12), сообразно чему чертеж показывает расплавленную пластиковую пленку (32) из полимера, которая становится ламинирующим слоем (13), будучи размещенной способом экструзионного нанесения покрытий на ленте (35) объемного слоя. Экструдер расплавляет и перемешивает полимер(-ры). В случае, если слои составлены смесями полимеров, экструдер также может быть использован для компаундирования полимеров, которые, например, подаются через отдельные воронки для полимерных гранул. Расплавленная пленка (32) и объемный слой объединяются в ламинирующем зазоре между валиками (33 и 34), которые прилагают давление. Один из валиков может быть охлаждающим валиком, который снижает температуру полимера, когда он находится в зажимном зазоре. Подобным образом к объемному слою (35) могут быть добавлены другие полимеры упаковочного материала. Барьерный слой (14) может подаваться, например, с отдельного рулона и вводиться через ламинирующий зазор вместе с ламинирующим слоем (13) или с адгезивом.
Фиг. 4 показывает пример упаковочной емкости 50а, изготовленной из упаковочного материала, описанного в Фиг. 1 или 2. Упаковочная емкость в особенности пригодна для жидких или полужидких пищевых продуктов, таких как напитки, соусы, супы или тому подобные. Как правило, такая упаковка имеет объем от около 100 до около 2000 мл. Она может иметь любую конфигурацию, такую как описанные здесь ранее конфигурации, но, например, является кирпичеобразной, имеющей продольные и поперечные заваренные швы 51а и 52а, соответственно, и, необязательно, устройство 53 для вскрывания. В еще одном непоказанном варианте исполнения упаковочной емкости может быть придана клиновидная форма. Для получения такой «клиновидной формы» только донная часть упаковки формируется загибами так, что поперечный сварной шов на дне скрывается под треугольными угловыми клапанами, которые подогнуты и приварены к дну упаковки. Верхняя секция поперечного сварного шва остается незагнутой. Тем самым поперечно фальцованная упаковочная емкость по-прежнему удобна в обращении и имеет размерную стабильность (то есть, по существу сохраняет форму и контур), будучи помещена на полку в продовольственном магазине или на стол, или тому подобные.
Фиг. 5 показывает принцип, как описанный во введении настоящей заявки, то есть, лента упаковочного материала формуется в трубу 71 с образованием продольных кромок 72, 72' ленты, которые объединяются друг с другом в нахлесточном соединении 73 термосвариванием. Труба заполняется 74 предназначенным жидким пищевым продуктом и разделяется на индивидуальные упаковки повторяющимися поперечными сварными швами 75 на трубе с предварительно определенным расстоянием друг от друга ниже уровня заполняющего содержимого в трубе.
Упаковки 76 отделяются разрезами по поперечным швам, и им придается желательная геометрическая конфигурация путем формования складок вдоль подготовленных линий сгиба в материале.
Изобретение не ограничивается показанными и описанными выше вариантами осуществления, но может варьировать в пределах области пунктов формулы изобретения. Модификации и изменения, очевидные для квалифицированного специалиста в этой области технологии, возможны без выхода за пределы концепции, как раскрытой в пунктах прилагаемой формулы изобретения.
Варианты осуществления изобретения
Упаковочный материал для упаковочной емкости для жидкого или полужидкого пищевого продукта, включающий декоративный слой (11), который на одной стороне слоя имеет объемный слой (12), имеющий плотность менее 700 кг/м3, и сшитую вспененную целлюлозу, составляющую по меньшей мере 25% толщины объемного слоя, который на противоположной относительно декоративного слоя (11) стороне имеет барьерный слой (14), который на стороне, противоположной относительно объемного слоя (12), имеет термосвариваемый слой (16).
Упаковочный материал, включающий адгезив между термосвариваемым слоем и барьерным слоем.
Упаковочный материал, включающий ламинирующий слой между объемным слоем и барьерным слоем.
Упаковочный материал, включающий дополнительный слой между декоративным слоем и объемным слоем.
Упаковочный материал, в котором дополнительный слой представляет собой бумажный или картонный слой, или ориентированную полимерную пленку.
Упаковочный материал, в котором дополнительный слой представляет собой бумажный слой, имеющий граммаж по меньшей мере 20 г/м2. Упаковочный материал, включающий связующий слой между дополнительным слоем и объемным слоем.
Упаковочный материал, в котором объемный слой имеет плотность от 100 до 600 кг/м3, такую как от 100 до 500 кг/м3, такую как от 200 до 500 кг/м3, такую как от 300 до 500 кг/м3, такую как от 300 до 400 кг/м3.
Упаковочный материал, в котором объемный слой имеет удельный вес в расчете на площадь по меньшей мере 20 г/м2, такой как по меньшей мере 60 г/м2, такой как между 60 и 250 г/м2.
Упаковочный материал, в котором декоративный слой выбирается из термосвариваемого(-мых) полиолефинового(-вых) слоя(-ев), выбранных из группы, состоящей из полиэтилена низкой плотности (LDPE), линейного полиэтилена низкой плотности (LLDPE), полиэтилена очень низкой плотности (VLDPE), полиэтилена ультранизкой плотности (ULDPE), или LLDPE, полученного с использованием металлоценовых катализаторов (mLLDPE), и смесей двух или более из них; полиэтилена высокой плотности (HDPE); полипропилена или пропиленовых сополимеров или тройных сополимеров.
Упаковочный материал, в котором ламинирующий слой и термосвариваемый слой индивидуально выбираются из группы, состоящей из полиэтилена низкой плотности (LDPE), полиэтилена высокой плотности (HDPE), полиэтилена средней плотности (MDPE), линейного полиэтилена низкой плотности (LLDPE), полиэтилена очень низкой плотности (VLDPE), полиэтилена ультранизкой плотности (ULDPE), или LLDPE, полученного с использованием металлоценовых катализаторов (mLLDPE), и смесей двух или более из них; полиэтилена высокой плотности (HDPE); полипропилена или пропиленовых сополимеров или тройных сополимеров.
Упаковочный материал, в котором кислородный барьер выбирается из группы, состоящей из алюминиевой фольги или пленки с нанесенным осаждением из паровой фазы покрытием, такой как металлизированная пленка или пленка с нанесенным химическим осаждением из паровой фазы покрытием.
Упаковочный материал, причем упаковочный материал имеет сопротивление расслаиванию 120-300 Дж/м2, как определяется в соответствии с предписаниями TAPPI T569.
Упаковочная емкость, изготовленная из упаковочного материала согласно настоящему изобретению, причем упаковочная емкость представляет собой емкость для жидкого или полужидкого пищевого продукта.
Упаковочная емкость, причем упаковочная емкость представляет собой упаковочную емкость, имеющую форму кирпича, упаковочную емкость с верхом в виде двух сходящихся плоскостей, клиновидную упаковочную емкость, квадратную, прямоугольную или восьмиугольную упаковочная емкость, или мешочек.
Способ получения упаковочного материала для упаковочной емкости для жидкого или полужидкого пищевого продукта, причем способ включает
обеспечение вспененной целлюлозы;
сшивание вспененной целлюлозы путем
а) контактирования со сшивающей смесью, включающей полимерный и/или мономерный материал и, необязательно, фотоинициатор, и/или
b) по меньшей мере частичной функционализации вспененной целлюлозы и, необязательно, обеспечения фотоинициатора,
и подвергание воздействию излучения для получения сшитой вспененной целлюлозы;
обеспечение объемного слоя, имеющего плотность менее 700 кг/м3, и включающего сшитую вспененную целлюлозу;
обеспечение полиолефинового декоративного слоя на одной стороне объемного слоя;
обеспечение барьерного слоя на стороне, противоположной относительно декоративного слоя;
обеспечение термосвариваемого слоя на барьерном слое, на стороне, противоположной относительно объемного слоя; и
причем упаковочный материал получают экструзионным ламинированием и/или ламинированием при нагревании и под давлением.
Способ, дополнительно включающий стадию нанесения адгезива между термосвариваемым слоем и барьерным слоем.
Способ, дополнительно включающий стадию создания ламинирующего слоя между объемным слоем и барьерным слоем.
Способ, дополнительно включающий стадию создания дополнительного слоя между декоративным слоем и объемным слоем.
Способ, в котором дополнительный слой представляет собой бумажный или картонный слой, или ориентированную полимерную пленку.
Способ, в котором дополнительный слой представляет собой бумажный слой, имеющий граммаж по меньшей мере 20 г/м2.
Способ, дополнительно включающий стадию создания связующего слоя между дополнительным слоем и объемным слоем.
Способ, в котором объемный слой имеет плотность от 100 до 600 кг/м3, такую как от 100 до 500 кг/м3, такую как от 200 до 500 кг/м3, такую как от 300 до 500 кг/м3, такую как от 300 до 400 кг/м3.
Способ, в котором объемный слой имеет удельный вес в расчете на площадь (граммаж) по меньшей мере 20 г/м2, такой как по меньшей мере 60 г/м2, такой как между 60 и 250 г/м2.
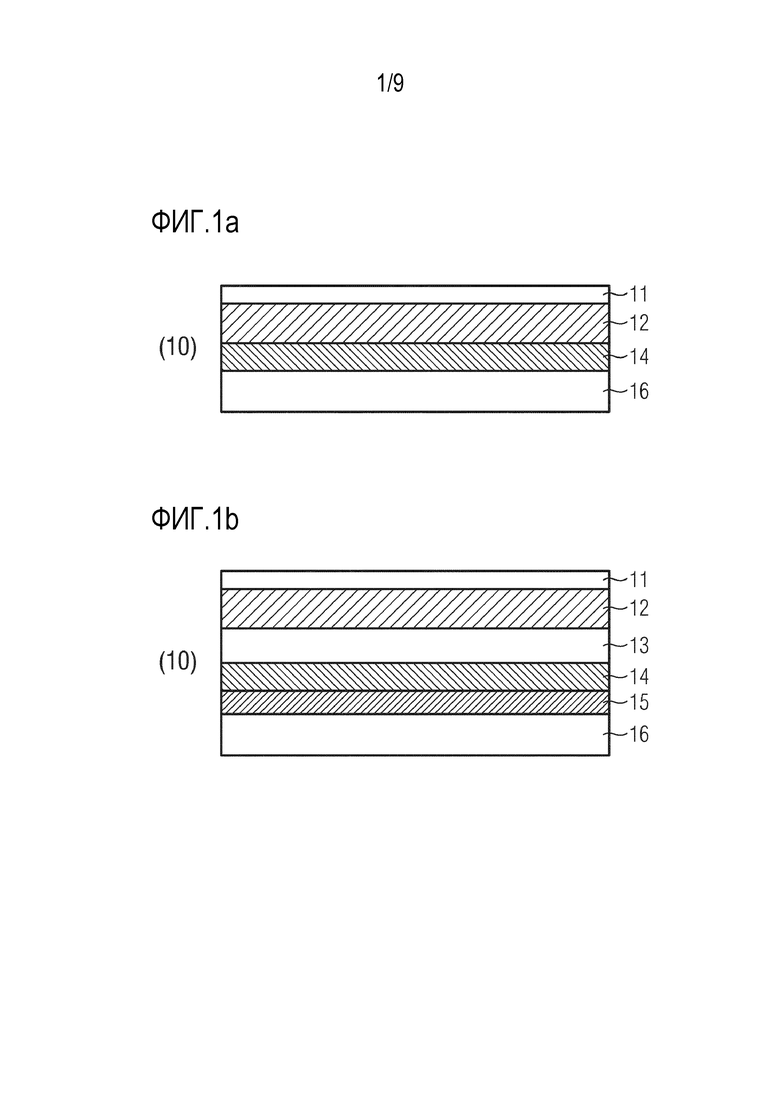
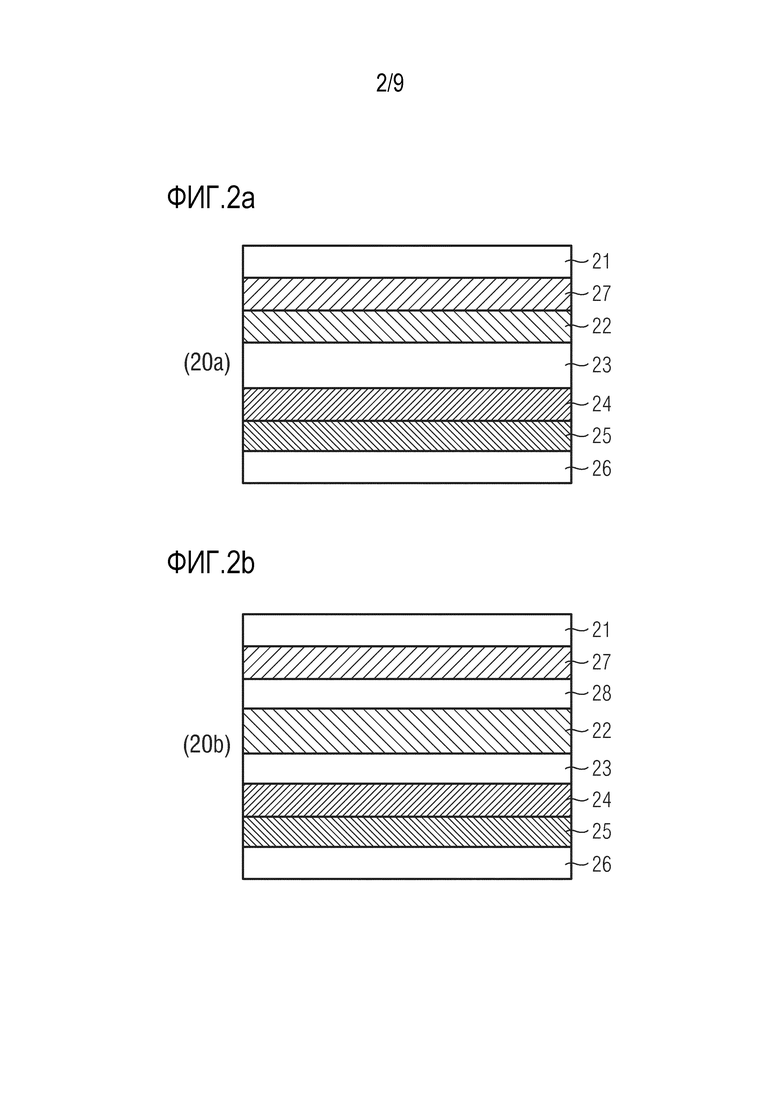
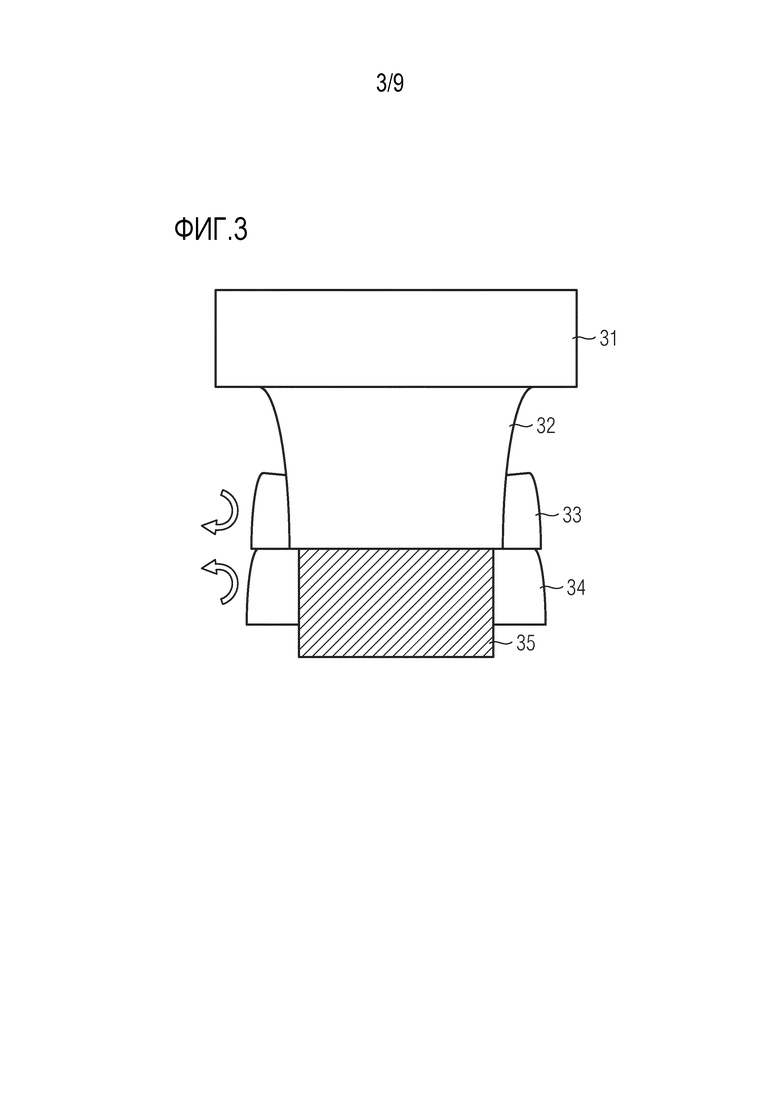
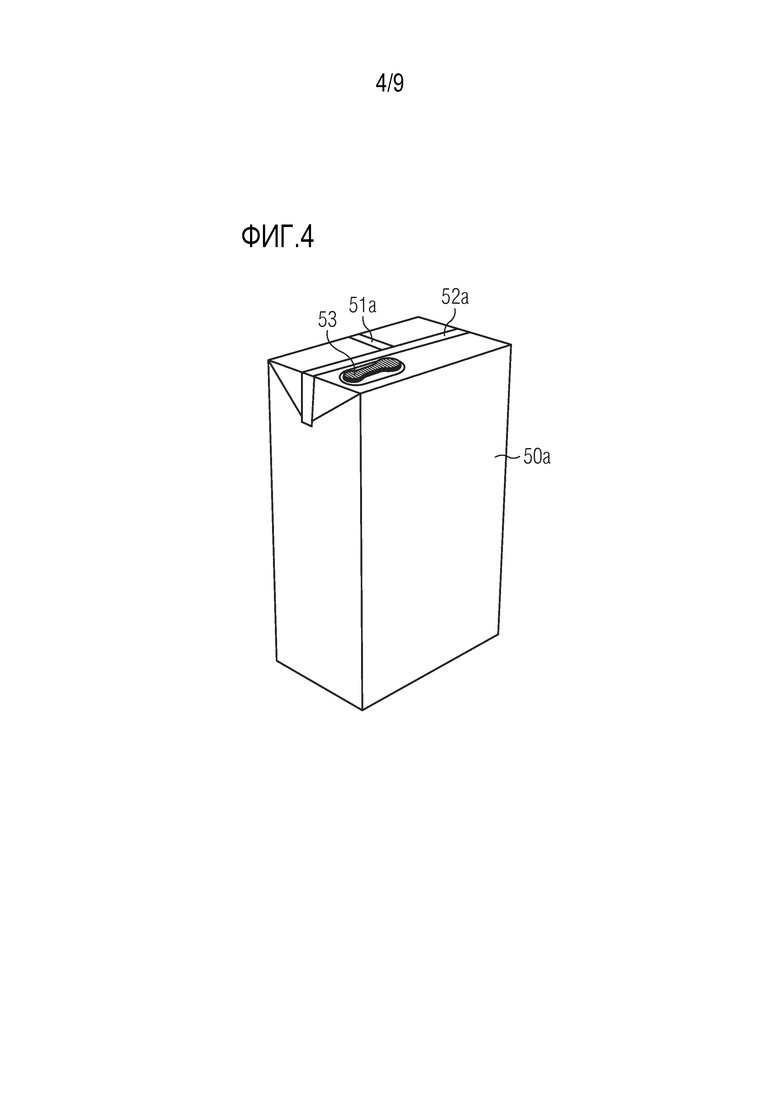
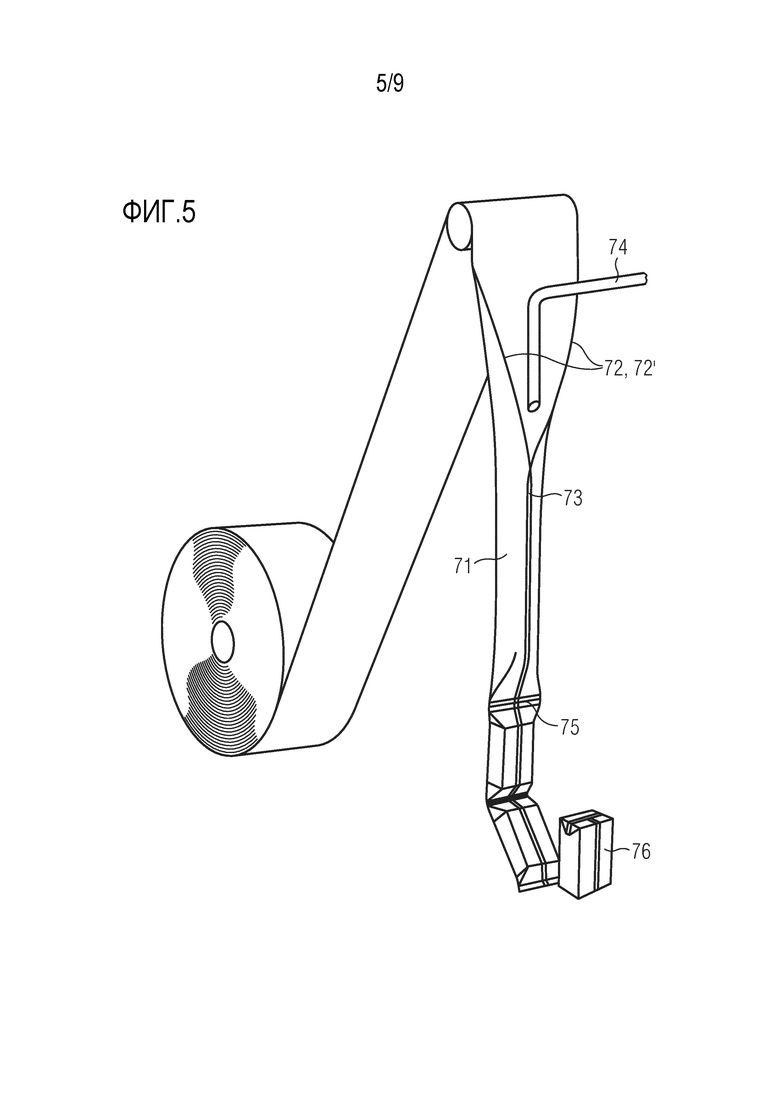
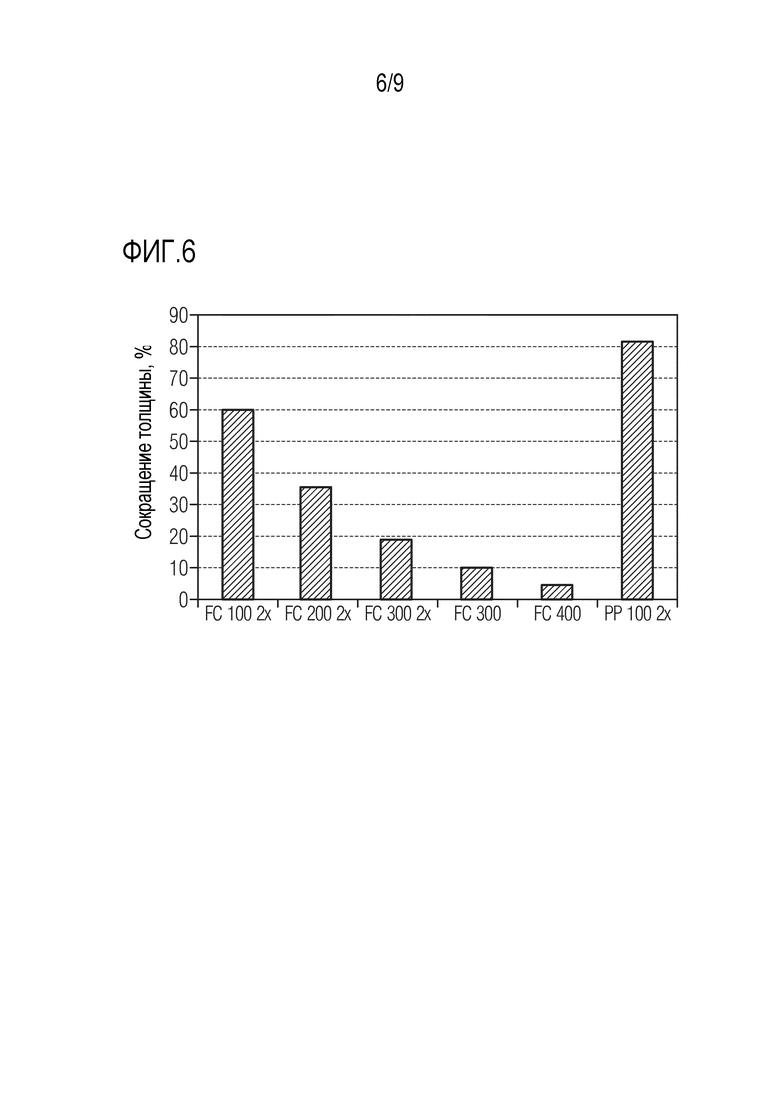
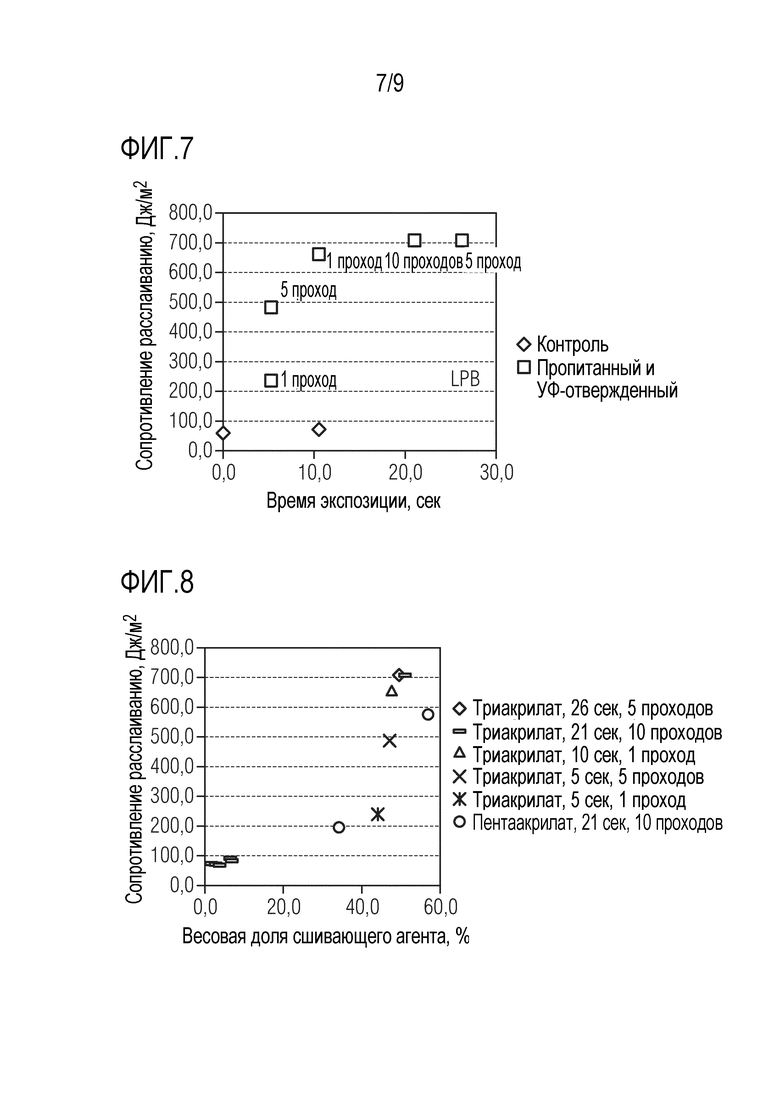
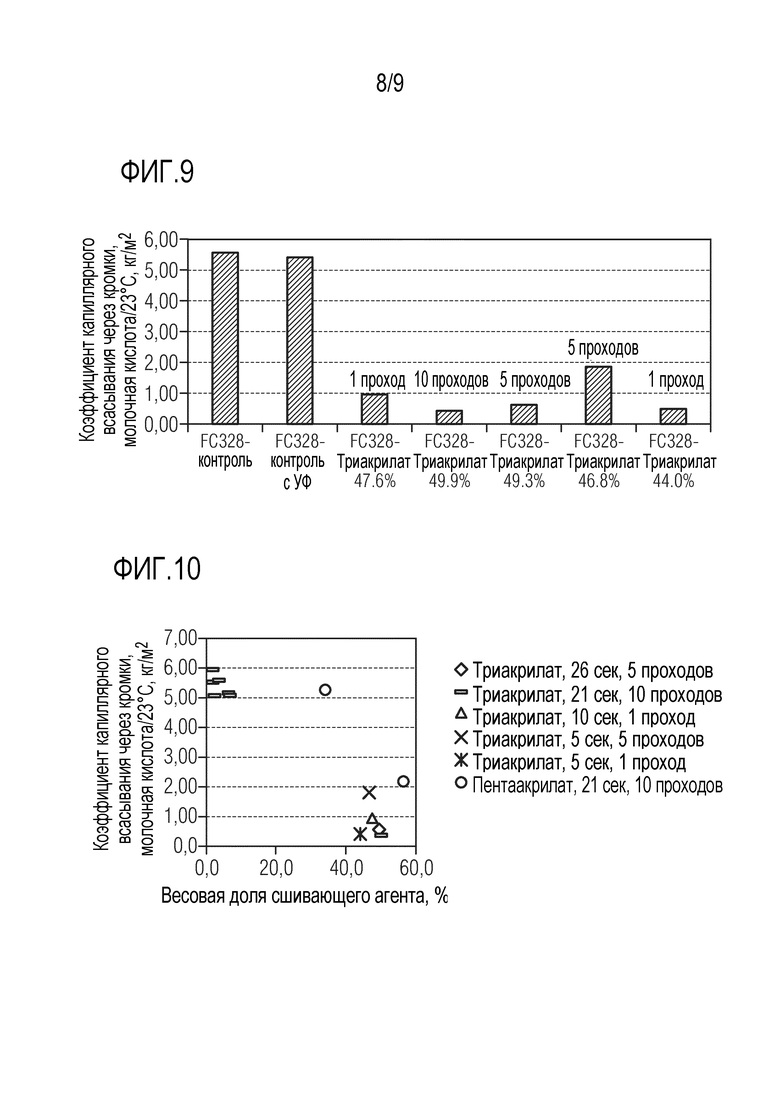
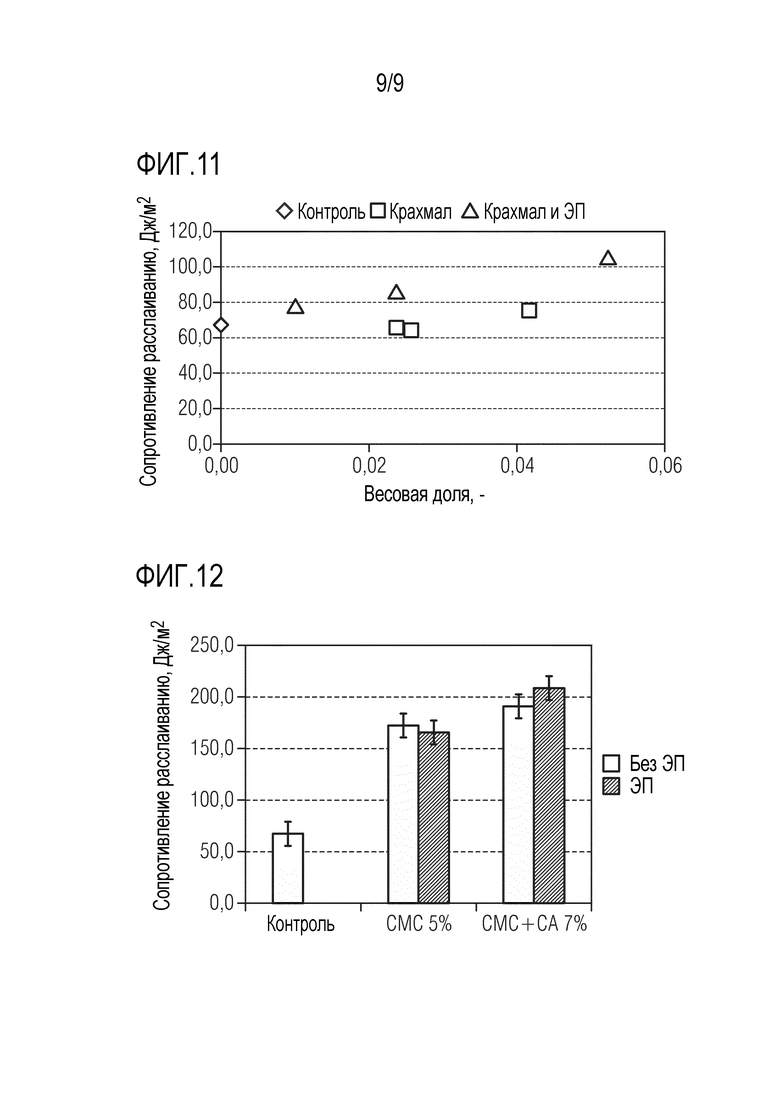
Изобретение относится к области упаковочных материалов для использования в емкостях для жидких или полужидких пищевых продуктов и касается упаковочного материала и упаковочной емкости. Упаковочный материал включает декоративный слой, объемный слой, размещенный на одной стороне декоративного слоя, барьерный слой, размещенный на стороне объемного слоя, противоположной относительно декоративного слоя, и термосвариваемый слой, размещенный на стороне барьерного слоя, противоположной относительно объемного слоя, так, что объемный слой расположен между декоративным слоем и барьерным слоем, при этом барьерный слой расположен между объемным слоем и термосвариваемым слоем, причем объемный слой имеет плотность менее 700 кг/м3 и выполнен по меньшей мере на 25% толщины объемного слоя из сшитой вспененной волокнистой целлюлозы. Изобретение обеспечивает создание упаковочного материала, в котором вспененный, или пористый, или наполненный воздухом волокнистый объемный слой выдерживает ламинирование при нагревании и под давлением без утраты своей исходной толщины во время операций ламинирования, обеспечивая надлежащую базовую толщину конечного многослойного материала с низкой плотностью объемного материала, а также механической прочностью в отношении сопротивления расслоению и плотности на сжатие. 3 н. и 15 з.п. ф-лы, 12 ил.
1. Упаковочный материал для упаковочной емкости для жидкого или полужидкого пищевого продукта, включающий декоративный слой, объемный слой, размещенный на одной стороне декоративного слоя, барьерный слой, размещенный на стороне объемного слоя, противоположной относительно декоративного слоя, и термосвариваемый слой, размещенный на стороне барьерного слоя, противоположной относительно объемного слоя, так, что объемный слой расположен между декоративным слоем и барьерным слоем, при этом барьерный слой расположен между объемным слоем и термосвариваемым слоем, причем объемный слой имеет плотность менее 700 кг/м3 и выполнен по меньшей мере на 25% толщины объемного слоя из сшитой вспененной волокнистой целлюлозы.
2. Материал по п.1, причем материал имеет сопротивление расслаиванию 120-300 Дж/м2, как определено в соответствии TAPPI T569.
3. Материал по любому из пп.1, 2, в котором объемный слой имеет плотность по меньшей мере 100 кг/м3.
4. Материал по любому из пп.1, 2, в котором объемный слой имеет плотность от 300 до 500 кг/м3.
5. Материал по любому из пп.1, 2, в котором объемный слой имеет плотность от 100 до 600 кг/м3.
6. Упаковочная емкость, полученная из упаковочного материала по любому из пп.1-5, причем упаковочная емкость представляет собой емкость для жидкого или полужидкого пищевого продукта.
7. Емкость по п.6, где упаковочная емкость представляет собой упаковочную емкость, имеющую форму кирпича, упаковочную емкость с верхом в виде двух сходящихся плоскостей, клиновидную упаковочную емкость, квадратную, прямоугольную или восьмиугольную упаковочную емкость, или мешочек.
8. Способ получения упаковочного материала для упаковочной емкости для жидкого или полужидкого пищевого продукта по п.1, причем способ включает
обеспечение вспененной целлюлозы;
сшивание вспененной целлюлозы посредством
а) контактирования со сшивающей смесью, включающей полимерный, олигомерный и/или мономерный материал и, необязательно, фотоинициатор, и/или
b) по меньшей мере частичной функционализации вспененной целлюлозы и, необязательно, обеспечением фотоинициатора,
и подвергание воздействию излучения для получения сшитой вспененной целлюлозы;
обеспечение объемного слоя, имеющего плотность менее 700 кг/м3, и включающего сшитую вспененную целлюлозу;
обеспечение полиолефинового декоративного слоя на одной стороне объемного слоя;
обеспечение барьерного слоя на стороне, противоположной относительно декоративного слоя;
обеспечение термосвариваемого слоя на барьерном слое, на стороне, противоположной относительно объемного слоя; и
причем материал получают экструзионным ламинированием и/или ламинированием при нагревании под давлением.
9. Способ по п.8, в котором полимерный, олигомерный и/или мономерный материал выбирают из группы модифицированной целлюлозы, акрилатов, поливинильных соединений, полиаминных соединений, полиамидных соединений, пропиленгликоля, триэтиленгликоля и продукта взаимодействия хитозана с глутаровым альдегидом, эпоксидов, глиоксаля, метакрилированного желатина, хитозана, казеинатов, амилоз, амилопектина и крахмала, и их производных.
10. Способ по п.8, в котором модифицированную целлюлозу выбирают из группы метилцеллюлозы (MC), метилгидроксиэтилцеллюлозы (MHEC), гидроксипропилметилцеллюлозы (MHPC), гидроксиэтилцеллюлозы (HEC), гидроксипропилцеллюлозы (HPC), карбоксиметилцеллюлозы (CMC), и любой их комбинации.
11. Способ по п.8, в котором (мет)акрилаты выбирают из группы эпокси(мет)акрилатов, (мет)акрилированных сложных полиэфиров и акрилированных (мет)акрилатов, предпочтительно выбирают из группы полиакриловой кислоты (PAA), N-(гидроксиметил)акриламида (HMAA), диакрилата 1,6-гександиола (HDODA), триакрилата триметилолпропана (TMPTA), пентаакрилата дипентаэритрита, диакрилата гександиола, тетраакрилата ди-триметилолпропана, диакрилата трипропиленгликоля (TRPGDA), диакрилата трипропиленгликоля (TPGDA), триакрилата пропоксилированного глицерина (GPTA), триакрилата пентаэритрита (PETA), триакрилата этоксилированного триметилолпропана (TMPEOTA), триметакрилата триметилолпропана (TMPTMA), тетраакрилата ди-триметилолпропана (DITMP4A), гексаакрилата дипентаэритрита (DPHA), и любой их комбинации.
12. Способ по п.8, в котором поливинильные соединения выбирают из группы поливинилпирролидона (PVP), поливинилового спирта (PVA), поливиниламина (PVAm) и поливинилацетата (PVAc), и любой их комбинации.
13. Способ по п.8, в котором полиаминные соединения выбирают из группы поливиниламина (PVAm) и полиамидоамина (PAMAM), и любой их комбинации.
14. Способ по п.8, в котором полиамидные соединения выбирают из группы полиакриламида (PAM) и метиленбисакриламида, и любой их комбинации.
15. Способ по п.8, в котором фотоинициатор выбирают из группы ароматических кетонов и аминов, алкиловых простых эфиров бензоина, тиоксантонов и производных, алкилфосфиноксида, сложных эфиров кетоксимов, катионно-отверждаемых четвертичных аммониевых солей, производных ацетофенона, и любой их комбинации, предпочтительно выбирают из группы метанона, ацетофенона, бензофенона, тиоксантонов, бензила, и хинонов, и их производных, предпочтительно 1-гидроксициклогексилфенилкетона (HCHPK) и/или 2,2-диметокси-2-фенилацетофенона (DMPA).
16. Способ по п.8, в котором сшивание осуществляют с использованием УФ- и/или ЭП-излучения.
17. Способ по п.8, в котором вспененную целлюлозу подвергают функционализации перед сшиванием путем эстерификации, этерификации или прививки.
18. Способ по п.8, в котором сшивание осуществляют в присутствии абсорбированной воды во вспененной целлюлозе.
| EP 2886333 A1, 24.06.2015 | |||
| US 2013171439 A1, 04.07.2013 | |||
| Аппарат для учета производительности холодильных установок | 1931 |
|
SU30846A1 |
| US 6974612 B1, 13.12.2005. | |||

