ПЕРЕКРЕСТНАЯ ССЫЛКА
Настоящая заявка заявляет приоритет и преимущество подачи заявки на патент США 14/972839, поданной 17 декабря 2015 года, все содержимое которой включено в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
Настоящая заявка относится к микроструктурам алюминия и более конкретно к микроструктурам алюминия, специально приспособленным для изготовления изделий из алюминия очень сложной формы, а также к связанными с ними способами.
УРОВЕНЬ ТЕХНИКИ
Изделия из алюминия очень сложной формы, в том числе включая алюминиевые банки и/или алюминиевые бутылки для напитков, изготавливаются из листовых заготовок, которые вырезаются из листа алюминия. Каждая листовая заготовка, которая в большинстве случаев имеет круглую форму, затем формуется в чашку с круглым основанием и вертикальной стенкой. Во время превращения из относительно двухмерного круглого листа в трехмерную чашку металл листовой заготовка может претерпевать нежелательную деформацию. Возникающую в связи с этим волнообразную деформацию по всему периметру кромки чашки можно назвать образованием фестонов, а изменяющуюся толщина материала по периметру кромки можно назвать морщинистостью. Подобная нежелательная деформация может становиться более резко выраженной по мере того, как чашка проходит через дальнейшие стадии технологического процесса, такие как общепринятое высокоскоростное волочение и вытяжка с уменьшением толщины стенки (ВУТС) для того, чтобы превратиться в предварительную отформованную заготовку.
Образование фестонов, морщинистость и другие нежелательные деформации алюминиевой чашки и/или предварительно отформованной заготовки, в частности при производстве алюминиевых бутылок, которые требуют формирования горлышка, могут приводить к тому, что изделия очень сложной формы могут потребовать таких дополнительных этапов обработки, как выравнивание деформированных кромок чашки и/или предварительно отформованной заготовки. Они также могут вызывать склонность к разрыву предварительно отформованной заготовки. Нестабильные свойства металла по периметру кромки чашки, предварительно отформованной заготовки и/или горлышка бутылки приводят к образованию повышенного количества отходов и снижению эффективности производства в результате необходимости дополнительной обрезки кромки и дополнительных этапов технологической обработки.
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Термин «вариант реализации изобретения» и подобные термины, предназначенные для употребления в широком смысле, относятся ко всему предмету данного изобретения и к формуле изобретения, изложенной ниже. Формулировки, содержащие эти термины, следует понимать как не ограничивающие предмет изобретения, описанный в настоящем документе, или как не ограничивающие смысл или объем формулы изобретения, изложенной ниже. Варианты реализации настоящего изобретения, рассмотренные в настоящем документе, определяются формулой изобретения, приведенной ниже, а не этой сущностью изобретения. Данное описание сущности изобретения представляет собой широкий обзор различных аспектов изобретения и вводит некоторые понятия, которые далее описаны в разделе подробного описания изобретения. Это описание сущности изобретения не предназначено для выявления ключевых признаков или основных отличительных признаков заявленного предмета, а также не предназначено для использования в качестве помощи в определении объема заявленного предмета изобретения. Предмет изобретения следует понимать со ссылкой на соответствующие разделы всего описания этого изобретения или на все графические материалы и каждый пункт формулы изобретения.
Если не указано противоположное, то численные параметры, изложенные в следующем описании, являются приближенными значениями, которые могут изменяться в зависимости от заданных свойств, которые желательно получить с помощью настоящего изобретения. По меньшей мере, и не как попытка ограничить применение доктрины эквивалентов к объему формулы изобретения, каждый числовой параметр должен, по меньшей мере, истолковываться с учетом числа описанных значащих цифр и путем применения обычных методов округления.
Несмотря на то, что численные диапазоны и параметры, устанавливающие широкий объем изобретения, являются приближенными значениями, численные значения, указанные в конкретных примерах, описываются как можно более точно. Однако любое численное значение заведомо содержит определенные ошибки, неизбежно возникающие в результате нормального отклонения, обнаруживаемого в соответствующих измерениях, полученных при испытаниях. Кроме того, все диапазоны, раскрытые в данном документе, следует понимать, как заключающие в себе любые и все поддиапазоны, включенные в данный документ. Например, указанный диапазон «от 1 до 10» следует рассматривать как включающий в себя все без исключения поддиапазоны между (и в том числе) минимальным значением, равным 1, и максимальным значением, равным 10, то есть все поддиапазоны, начиная с минимального значения, равного 1 или более, например, от 1 до 6,1, и заканчивая максимальным значением, равным 10 или менее, например от 5,5 до 10. Кроме того, любую ссылку, упоминаемую как «включенную в данный документ», следует понимать как включенную в него в полном объеме.
Следует дополнительно отметить, что, как использовано в данном описании, различные формы единственного числа включают в себя формы множественного числа определяемого объекта, за исключением тех случаев, когда прямо и однозначно описание ограничивается только одним определяемым объектом.
Раскрытые в настоящем описании микроструктуры являются составами микроструктуры для алюминия и алюминиевых сплавов, которые облегчают придание изделию необходимой формы и формование алюминиевого листа в сложные изделия. Микроструктуры алюминия с пониженным содержанием α-волокон, особенно α-волокон низшего уровня по отношению к β-волокнам, демонстрируют улучшенное качество и стабильность в производстве таких изделий очень сложной формы, как алюминиевые банки, алюминиевые бутылки и другие емкости. Более высокая доля β-волокон улучшает способность к деформации алюминия или алюминиевого сплава и снижает нежелательные деформации алюминия в процессе производства. Точно так же пониженные уровни компонентов текстуры Госса, перевернутой текстуры Госса и текстуры латуни по сравнению с компонентами S-текстуры и текстуры меди также способствуют улучшению способности материала поддаваться обработке и возможности практической реализации высокой скорости производства. Раскрытые в данном документе микроструктуры могут повысить эффективность работы, увеличить скорость производства и снизить долю производственного брака для изделий из алюминия, которые подвергаются различным процессам деформации и формовки.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Иллюстративные примеры предлагаемого изобретения подробно описаны ниже со ссылкой на следующие фигуры:
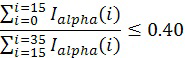
На Фиг. 1 проиллюстрирован схематический вид сверху кромки листовой алюминиевой заготовки после того, как она была вытянута в чашку.
На Фиг. 2 проиллюстрирован график, демонстрирующий общую конфигурацию образовавшихся фестонов на кромке чашки, вытянутой из листовой алюминиевой заготовки.
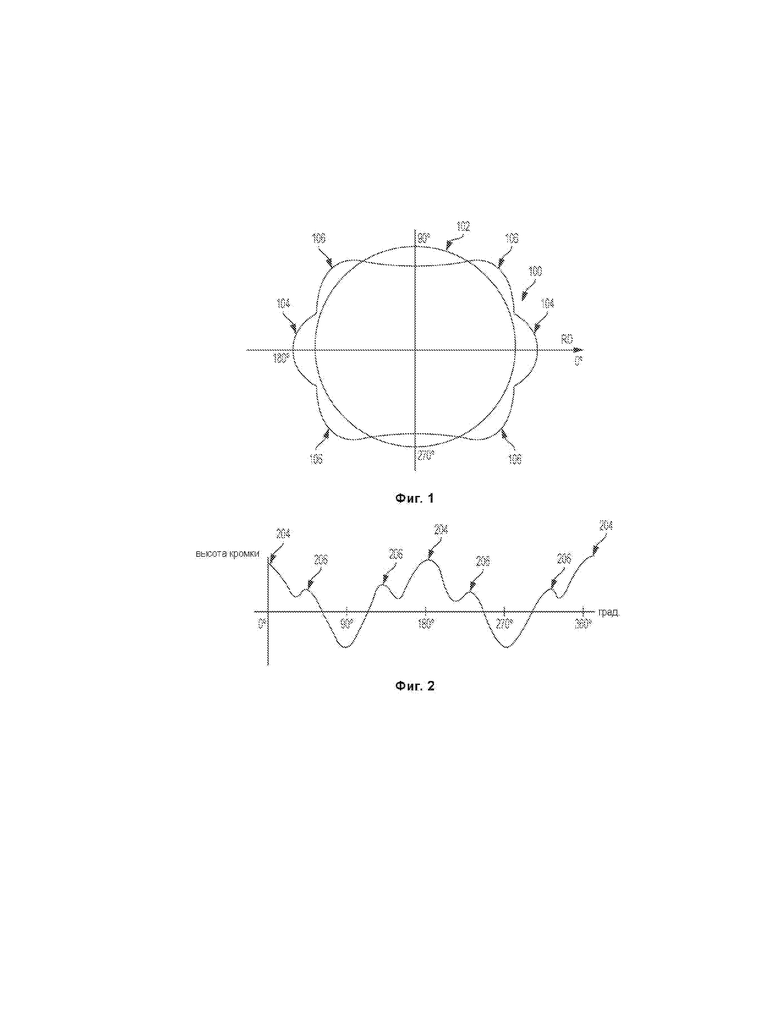
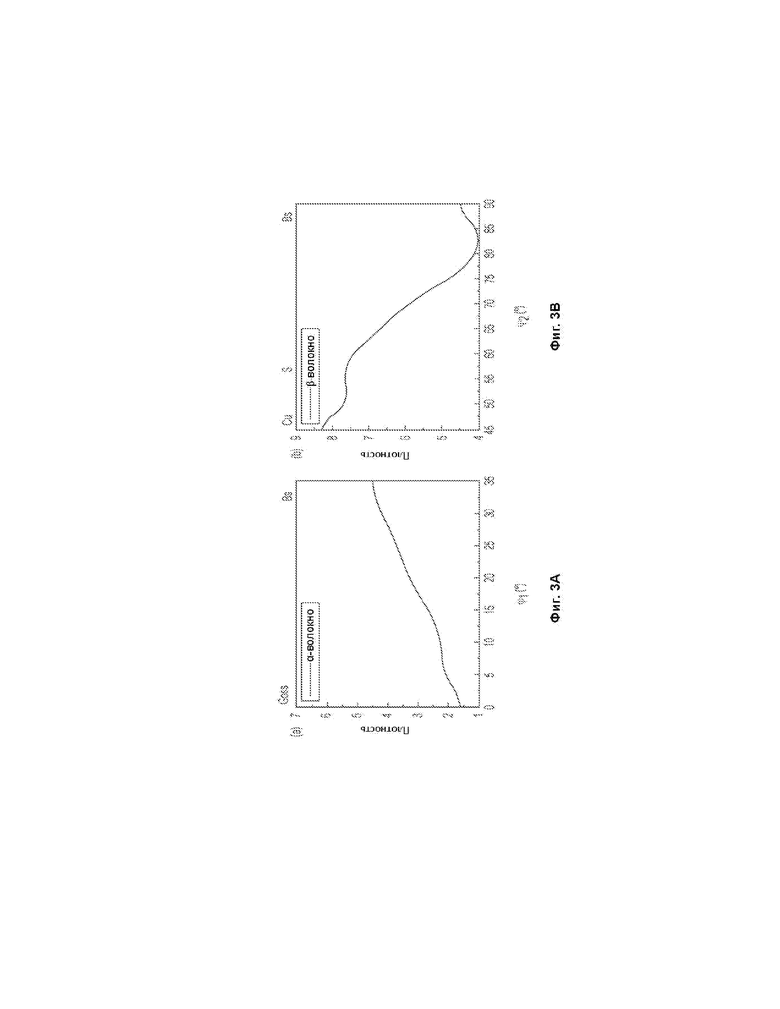
На Фиг. 3А проиллюстрирован график, демонстрирующий плотность α-волокон для микроструктуры алюминия с улучшенной способностью к формованию.
На Фиг. 3В проиллюстрирован график, демонстрирующий плотность β-волокон для микроструктуры алюминия с улучшенной способностью к формованию.
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[001] Объект примеров предлагаемого изобретения описывается в настоящем документе с учетом специфики удовлетворения требований, предусмотренных патентным законодательством, но это описание не предназначено для ограничения объема притязаний формулы изобретения. Заявленный объект может быть реализован другими способами, может включать в себя различные элементы или этапы, и может быть использован в сочетании с другими существующими или будущими технологиями. Это описание не должно быть истолковано как имеющее в виду какой-либо конкретный порядок выполнения различных этапов или расположение в определенном порядке различных элементов за исключением случаев, когда порядок отдельных этапов или расположение элементов описаны однозначно.
Использованные в настоящем документе термины «текстура Госса», «перевернутая текстура Госса», «текстура латуни», «S-текстура» и «текстура меди» относятся к разным компонентам текстуры микроструктуры алюминиевого сплава. Эти компоненты текстуры являются известными специалистам в данной области техники для обозначения определенной ориентации кристаллических решеток или поликристаллов в пространстве Эйлера алюминиевого сплава с объемной структурой, как описано в правиле Бунге. В соответствии с правилом Бунге ориентация кристаллической решетки или поликристалла в пространстве Эйлера может быть описана относительно осей координат с тремя углами Эйлера (φ1, Ф, φ2). Они представляют собой следующие повороты: первый угол поворота φ1 вокруг оси Z; второй угол поворота Ф вокруг перевернутой оси X и третий угол поворота φ2 вокруг перевернутой оси Z. Если говорить о тонкокатаном металлическом листе или тонкокатаной пластине, то направление прокатки (НП) является параллельным оси Х, поперечное направление (ПН) является параллельным оси Y, а направление нормали (НН) является параллельным оси Z. Каждый именованный компонент текстуры может быть определен его конкретным набором углов Эйлера (φ1, Ф, φ2) или диапазоном углов Эйлера (φ1, Ф, φ2) в пространстве Эйлера. Угол Эйлера и индекс Миллера для компонентов текстуры Госса, перевернутой текстуры Госса, текстуры латуни, S-текстуры и текстуры меди приведены в таблице 1.
Кроме того, кристаллическая текстура алюминиевого сплава также может быть охарактеризована различными волокнами, проходящими через материал с объемной структурой. Например, кристаллическая текстура алюминиевого сплава может быть описана с помощью α-волокна, которое может состоять из компонентов текстуры Госса, перевернутой текстуры Госса, текстуры латуни, S-текстуры и текстуры меди. α-волокно может быть дополнительно определено как α-волокно низкого уровня, отличающееся тем, что угол Эйлера φ1 меньше или равен 15°, или как α-волокно высокого уровня, у которого угол Эйлера φ1 попадает в диапазон от 15° до 35°.
Подобным образом сочетание компонентов текстуры латуни, S-текстуры и текстуры меди широко известно как β-волокно. Относительное количество α-волокон, β-волокон или любого из составляющих их текстуру компонентов в объеме материала может быть выражено в долях объема материала, в процентах или в плотности. Плотность является безразмерной величиной относительного количества компонента текстуры по сравнению со случайным или равномерным распределением компонентов текстуры в микроструктуре материала с объемной структурой. Например, если компонент текстуры имеет значение плотности 1, то это означает, что поликристаллы компонента текстуры обнаруживаются в материале с объемной структурой с той же плотностью, что и для материала с объемной структурой со случайным распределением компонентов текстуры. Значение плотности компонента текстуры, равное 3, указывает на то, что поликристаллы компонента текстуры обнаруживаются в материале с объемной структурой в три раза чаще, чем можно было бы ожидать для случайного или равномерного распределения ориентации макромолекул.
Определённые аспекты и отличительные признаки предлагаемого изобретения относятся к кристаллографическим текстурам и/или микроструктурам алюминиевых сплавов, которые особенно подходят для производства изделий очень сложной формы. Кристаллографическая текстура алюминиевого листа, в том числе точные объемные доли компонентов текстуры и соотношение различных волокон в объеме материала, влияет на способность к деформации алюминиевого сплава по мере того, как он преобразуется из листовой заготовки в чашку и/или в конечное изделие. Надлежащая кристаллографическая текстура может обеспечить более равномерную деформацию алюминиевого листа по мере того, как он деформируется из относительно плоской и двумерной листовой заготовки в трехмерную чашку. Конкретнее, степень однородности толщины материала, свойств материала и ровность кромки чашки, кромки предварительно отформованной заготовки и/или отверстия горлышка могут быть улучшены при использовании металлического листа и сформированных на его основе листовых заготовок, имеющих микроструктуру, которая состоит из определенных комбинаций компонентов текстуры.
Микроструктура алюминия или алюминиевых сплавов, которая имеет относительно низкую долю α-волокон, в частности, α-волокон низкого уровня, улучшает способность металла к деформации при изготовлении изделий очень сложной формы. Сформированная в результате более высокая доля β-волокон также демонстрирует тенденцию к улучшению характеристик листовой заготовки из алюминия или алюминиевого сплава в то время когда она формуется в чашку, предварительно отформованную заготовку и/или завершенное изделие. Микроструктуры с подобранными характеристиками могут быть использованы в любом виде алюминия или алюминиевом сплаве для улучшения способности к деформации без снижения прочности или иного ослабления материала. В некоторых случаях, особенно при производстве алюминиевых банок или бутылок, алюминиевые сплавы серии 3ххх и/или алюминиевые сплавы с высоким содержанием материалов вторичной переработки могут быть улучшены благодаря использованию композиций с улучшенной микроструктурой, которые раскрыты в данном документе.
На Фиг. 1 проиллюстрирован схематический вид сверху кромки 100 чашки из алюминия или алюминиевого сплава, которая была сформована из круглой листовой заготовки. Кромка 100 совмещена с нормализованной высотой 102, которая представляет собой идеализированную кромку с одинаковой высотой и равномерной толщиной материала (т.е. это кромка 100, но без фестонов), и с осью, ориентированной по направлению прокатки НП, сориентированной по направлению 0°. Как проиллюстрировано на Фиг. 1, кромка 100, как правило, имеет волнообразный вид с участками, которые отклоняются выше или ниже нормализованной высоты 102. Кромка 100 может иметь относительно большие основные фестоны 104 в положениях при углах 0° и 180°. Кромка 100 может также иметь относительно меньшие по размеру добавочные фестоны 106 в повторяющихся положениях при углах в 45° к НП по периметру кромки 100. В то время как проиллюстрированные образцы фестонов 104 и 106 могут быть характерными для большинства чашек, сформованных из круглой листовой заготовки, может оказаться возможными образование других видов фестонов или нежелательных деформаций.
Поскольку трехмерная чашка формуется из практически двумерной заготовки из алюминиевого листа, сформовать чашку с кромкой 100, которая в каждой точке находится на нормализованной высоте 102 по всему периметру, не представляется возможным. Вместо этого нежелательные деформации листа металла в процессе формования чашки вызывают образование фестонов, неравномерность толщины металла и/или морщинистость поверхности чашки. Хотя эти искажения не могут быть полностью исключены, они могут быть уменьшены или сведены к минимуму с использованием микроструктур, которые лучше подходят для листовой штамповки, волочения и вытяжки с уменьшением толщины стенки, обжатия и/или для других процессов формования, которые используются в производстве очень сложных изделий из алюминия. Алюминий или алюминиевые сплавы с микроструктурами, состоящими по большей части из компонентов S-текстуры и текстуры меди с пониженными долями латуни, текстуры Госса и перевернутой текстуры Госса, могут давать кромки 100 с улучшенной однородностью и пониженным образованием фестонов, морщин и/или колебанием свойств материала. Повышенная степень однородности кромки 100 может быть результатом уменьшения размеров основных фестонов 104, увеличения размеров добавочных фестонов 106, или того или другого одновременно.
На Фиг. 2 проиллюстрировано графическое представление кромки чашки, сформованной из круглой листовой заготовки. На этом графике вертикальная ось представляет значения отклонений от нормализованной высоты кромки, в то время как горизонтальная ось представляет угловое положение по окружности кромки чашки. Изображение кромки чашки демонстрирует большие основные фестоны 204 в положениях при углах 0° и 180° наряду с меньшими дополнительными фестонами 206 в повторяющихся положениях при углах 45°. Составы микроструктур улучшенного качества могут улучшить равномерность кромки за счет уменьшения размера основных фестонов 204, за счет увеличения размера дополнительных фестонов 206, или же того и другого вместе, – за счет уменьшения размера основных фестонов 204 и увеличения размера дополнительных фестонов 206 и/или улучшения симметрии фестонов по всему периметру кромки.
На Фиг. 3А и 3B проиллюстрированы экспериментальные данные, регистрирующие значения плотности компонентов текстуры в α-волокне, отвечающие различным углам φ1 (как проиллюстрировано на Фиг. 3А), и значения плотности компонентов текстуры в β-волокне, отвечающие различным углам φ2 (как проиллюстрировано на Фиг. 3В) соответственно, для листа из алюминия со значительно улучшенной способностью к деформации и равномерностью кромки. Этот лист демонстрирует повышенную стойкость к образованию асимметричных и больших фестонов, а также повышенную стойкость к образованию трещин или к другим производственным дефектам. На Фиг. 3А проиллюстрированы данные по плотности компонентов текстуры для углов φ1 от 0° до 35°, определяющие α-волокна. На Фиг. 3В представлены данные по плотности компонентов текстуры для углов φ2 от 45° до 90°, представляющие β-волокна. На Фиг. 3А компоненты текстуры Госса и перевернутой текстуры Госса будут проиллюстрированы на левой стороне графика (низкие значения φ1), переходящие в компоненты текстуры латуни (Bs) на правой стороне графика (более высокие значения φ1). Аналогично этому на фиг. 3В компоненты текстуры меди (Cu) будут представлены на левой стороне графика (низкие значения φ2), переходящие в компоненты S-текстуры (S), а затем в компоненты текстуры латуни (Bs) по направлению направо (высокие значения φ2).
Микроструктура и относительные доли отдельных компонентов текстуры определяют характеристики металла в то время, как он формуется в чашку, в предварительную отформованную заготовку и/или в конечное изделие. Микроструктуры, которые имеют относительно высокую долю β-волокон по сравнению с α-волокнами, демонстрируют улучшенные рабочие характеристики при формовании. Относительно более высокое количество α-волокон, как правило, в большинстве случаев способствует формированию больших фестонов при углах 0° и 180° и созданию высокой асимметрии фестонов между углами 0° и 90°. В отличие от этого β-волокна в большинстве случаев способствуют образованию фестонов при углах 45° и формированию фестонов с низкой степенью симметричности при углах 0° и 90°. Испытания по формовке алюминиевых банок, бутылок и других изделий из алюминия очень сложной формы показали, что высокие фестоны при углах 45° и менее асимметричные фестоны при углах 0° и 180° улучшили рабочие характеристики процесса производства. Эти улучшенные характеристики способности к деформации дают более высокую стабильность параметров производства и приводят к более низкому проценту производственного брака для изделий из алюминия очень сложной формы на производственных этапах первичной вытяжки с формованием чашки, формирования корпуса растягиванием алюминия, придания изделию определенной формы и обжатия. Полученные в результате этого улучшения в качестве, стабильности и эффективности делают высокоскоростное промышленное производство более надежным и экономически целесообразным. Примечательно, что по мере того как количество фестонов при углах 0° и 180° уменьшается, а количество фестонов при углах 45° возрастает, поверхностные морщины и другие отклонения от нормы, которые вызывают нарушение устойчивости процесса во время высокоскоростной деформации, также уменьшаются. Результатом является меньшая нестабильность и меньшая концентрация напряжений, которые могут приводить к преждевременному разрушению материала.
Подходящее сочетание различных компонентов текстуры, как описано в настоящем документе, может уменьшить изменение параметра Ленкфорда, или значения R, от 0° до 90° по отношению к направлению прокатки (НП) металлического листа или пластины. Это, в свою очередь, может уменьшить значение неравномерности толщины в верхней части стенки и/или колебание высоты чашки.
Раскрытые в настоящем документе микроструктуры и относящиеся к ним компоненты текстуры позволяют более подходящим образом деформировать металл в конкретных направлениях по сложным траекториям в пространстве деформаций. Микроструктуры и/или зерна металла будут по-разному реагировать на внешние воздействия, которые прилагаются в разных направлениях и/или ориентациях в кристаллографической плоскости. Например, деформация растяжения не может быть той же самой в случаях, когда зёрна металла деформируются в направлении прокатки (0°), по сравнению с деформацией в поперечном направлении (90°). Эта разница в поведении является результатом различия в кристаллографической ориентации зерен (т.е. микротекстуры). Из-за того, что зерна по-разному ориентированы по всему объему микроструктуры, различные системы кристаллографического скольжения, которые могут состоять из различных комбинаций плоскостей скольжения и/или направлений, будут влиять на общую деформацию металла. Для того чтобы зерна совместно обеспечивали достаточное растяжение и/или деформацию без потери целостности материала, могут быть созданы новые дислокации. Эти дислокации могут перемещаться только через кристалл по конкретным плоскостям скольжения и в конкретных направлениях. Если доступно меньшее число систем скольжения, способность материала к деформации будет уменьшаться. И наоборот, в тех случаях, когда активируется большое количество систем скольжения, способность материала к деформации будет увеличена. Таким образом, путем регулирования объемной доли различных компонентов текстуры анизотропные формовочные свойства металла могут быть оптимизированы для конкретных методов обработки или форм изделия. Например, микроструктура металла может быть оптимизирована для выполнения операций в режиме работы на сжатие, что является благоприятным для операций обжатия (например, уменьшения в диаметре) в процессе производства банок, бутылок и других изделий очень сложной формы. В некоторых случаях микроструктура может быть оптимизирована для содействия выполнению операций в других режимах деформации, таких как изгиб, растяжение или в любых других режимах деформации, которые являются желательными или необходимыми для случая конкретного применения.
Отношение количества α-волокон к количеству β-волокон является прямо пропорциональным объемным долям компонентов текстуры. Более высокие объемные доли компонентов S-текстуры и текстуры меди и любого компонента текстуры между этими двумя компонентами текстуры повышает относительную плотность β-волокон, в то время как относительно низкие объемные доли текстуры Госса и перевернутой текстуры Госса могут снижать относительную плотность α-волокон. Как проиллюстрировано на Фиг. 3B, уровень плотности в районе находящейся справа части графика является относительно низким для этой приводимой в качестве примера микроструктуры. Согласно результатам испытаний, низкие уровни текстуры латуни в β-волокнах значительно улучшают характеристики листовых заготовок из алюминиевого сплава. Микроструктуры с отношением плотности α-волокна к плотности β-волокна при значении около 0,15 или ниже продемонстрировали улучшенные рабочие характеристики в процессе первичной вытяжки заготовки и при выполнении операций волочения и вытяжки с уменьшением толщины стенки, которые также продемонстрировали улучшенные показатели во время выполнения процессов обжатия. Эти улучшенные рабочие характеристики могут быть особенно ценными при производстве таких изделий очень сложной формы, как бутылки и банки из алюминия. В некоторых случаях микроструктуры с отношением плотности α-волокна к плотности β-волокна при значении около 0,10 или ниже продемонстрировали улучшенные рабочие характеристики в процессе первичной вытяжки заготовки и при выполнении операций волочения и вытяжки с уменьшением толщины стенки, а также улучшенные рабочие характеристики во время выполнения операций обжатия.
Отношение плотности α-волокна к плотности β-волокна может быть вычислено в первую очередь путем определения области под кривыми плотности для α- и β-волокон, соответственно. В некоторых случаях простое суммирование собранных данных по плотности предоставит точную информацию относительно отношения плотности α-волокна к плотности β-волокна. Отношение плотности α-волокна к плотности β-волокна может быть вычислено с использованием следующей формулы:
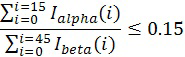
где Ialpha(i) является плотностью в пространстве Эйлера (φ1, Ф, φ2) для α-волокна Ialpha(i) = Ialpha(i, 45°, 0°), i = 0, 1, 2, …15, а Ibeta(i), i = 0, 1, 2,…45 является плотностью в пространстве Эйлера (φ1, Ф, φ2) для β-волокна, значения которой приведены в таблице 2 ниже.















































Характеристики листа из алюминия являются также зависимыми от распределения плотностей в пределах самого α-волокна. Отношение плотности α-волокна низкого уровня (φ1≤15°) к плотности α-волокна высокого уровня (15°≤φ1≤35°) также оказывает воздействие на способность к деформации и характеристики листа из алюминия. Как проиллюстрировано на Фиг. 3A, α-волокно имеет более высокие значения плотности в направлении более высоких значений угла φ1. Во время испытания микроструктуры с отношением плотности α-волокна низкого уровня к плотности α-волокна высокого уровня ниже 0,40 продемонстрировали улучшенные показатели при выполнении производственных процессов первичной вытяжки и при выполнении операций волочения и вытяжки с уменьшением толщины стенки. Отношение плотности α-волокна низкого уровня к плотности α-волокна высокого уровня может быть вычислено с использованием следующей формулы:
где Ialpha(i) является плотностью в пространстве Эйлера (φ1, Ф, φ2) для Ialpha(i) = Ialpha(i, 45°, 0°), i = 0, 1, 2, …45.
Из-за взаимосвязанности объемных долей компонентов текстуры и пропорций α-волокон и β-волокон микроструктура алюминия или алюминиевого сплава может быть описана при помощи отношения плотностей α-волокон низкого уровня к плотностям α-волокон высокого уровня. Она также быть описана при помощи отношения плотностей α-волокон к плотностям β-волокон по объемным долям компонентов отдельных текстур, или же с помощью того и другого вместе. Следующие примеры микроструктур описаны с использованием соотношений плотностей и объемных долей компонентов текстуры. Следующие примеры предназначены для иллюстративных целей и никоим образом не являются исчерпывающим перечнем.
Изготовление листа из алюминия или алюминиевого сплава или листовых заготовок со следующими микроструктурами может быть выполнено многими способами. Например, требуемая микроструктура может быть получена с помощью технологических приемов легирования и первоначального плавления металла, термической обработки, специальных методов прокатки, измерения корректности расположения и анизотропности микроструктуры металла или поликристаллов и их коррекции в процессе производства, или любой комбинации из них. Например, в некоторых случаях для получения нужного сочетания компонентов текстуры может потребоваться конкретная температура на выходе из отделочного прокатного стана. Кроме того, также может быть необходимым оптимизировать отношение вытяжки при горячей прокатке к вытяжке при холодной прокатке. В некоторых случаях для достижения нужного сочетания компонентов текстуры может потребоваться оптимизация коэффициента редукции отдельных клетей в стане горячей прокатки и/или в стане холодной прокатки.
В некоторых случаях микроструктура алюминия, используемая для изготовления изделий очень сложной формы, может иметь следующие компоненты текстуры, которые представлены в таблице 3.
В некоторых случаях микроструктура алюминия, используемая для формовки изделий очень сложной формы, может иметь следующие компоненты текстуры, которые представлены в таблице 4.
В определенных случаях микроструктура алюминия, используемая для формовки изделий очень сложной формы, может иметь следующие компоненты текстуры, которые представлены в таблице 5.
В некоторых случаях микроструктура алюминия имеет текстуру, состоящую из не более, чем около 10% взятых вместе компонентов текстуры Госса или перевернутой текстуры Госса (например, от 0% до 5%, от 5% до 10%, от 3% до 7%, и т.д.) если измерять в объемных долях. Например, микроструктура может содержать 0%, 0,1%, 0,2%, 0,3%, 0,4%, 0,5%, 0,6%, 0,7%, 0,8%, 0,9%, 1,0%, 1,1%, 1,2%, 1,3%, 1,4%, 1,5%, 1,6%, 1,7%, 1,8%, 1,9%, 2,0%, 2,1%, 2,2%, 2,3%, 2,4%, 2,5%, 2,6%, 2,7%, 2,8%, 2,9%, 3,0%, 3,1%, 3,2%, 3,3%, 3,4%, 3,5%, 3,6%, 3,7%, 3,8%, 3,9%, 4,0%, 4,1%, 4,2%, 4,3%, 4,4%, 4,5%, 4,6%, 4,7%, 4,8%, 4,9%, 5,0%, 5,1%, 5,2%, 5,3%, 5,4%, 5,5%, 5,6%, 5,7%, 5,8%, 5,9%, 6,0%, 6,1%, 6,2%, 6,3%, 6,4%, 6,5%, 6,6%, 6,7%, 6,8%, 6,9%, 7,0%, 7,1%, 7,2%, 7,3%, 7,4%, 7,5%, 7,6%, 7,7%, 7,8%, 7,9%, 8,0%, 8,1%, 8,2%, 8,3%, 8,4%, 8,5%, 8,6%, 8,7%, 8,8%, 8,9%, 9,0%, 9,1%, 9,2%, 9,3%, 9,4%, 9,5%, 9,6%, 9,7%, 9,8%, 9,9% или 10,0% взятых вместе компонентов текстуры Госса или перевернутой текстуры Госса. Все результаты измерений выражены в % объемных долей.
В некоторых случаях микроструктура алюминия содержит текстуру, состоящую из не более, чем около 20% компонентов текстуры латуни (например, от 0% до 10%, от 10% до 15% или от 15% до 20% и т.д.) если измерять в объемных долях. Например, микроструктура может содержать 0%, 0,1%, 0,2%, 0,3%, 0,4%, 0,5%, 0,6%, 0,7%, 0,8%, 0,9%, 1,0%, 1,1%, 1,2%, 1,3%, 1,4%, 1,5%, 1,6%, 1,7%, 1,8%, 1,9%, 2,0%, 2,1%, 2,2%, 2,3%, 2,4%, 2,5%, 2,6%, 2,7%, 2,8%, 2,9%, 3,0%, 3,1%, 3,2%, 3,3%, 3,4%, 3,5%, 3,6%, 3,7%, 3,8%, 3,9%, 4,0%, 4,1%, 4,2%, 4,3%, 4,4%, 4,5%, 4,6%, 4,7%, 4,8%, 4,9%, 5,0%, 5,1%, 5,2%, 5,3%, 5,4%, 5,5%, 5,6%, 5,7%, 5,8%, 5,9%, 6,0%, 6,1%, 6,2%, 6,3%, 6,4%, 6,5%, 6,6%, 6,7%, 6,8%, 6,9%, 7,0%, 7,1%, 7,2%, 7,3%, 7,4%, 7,5%, 7,6%, 7,7%, 7,8%, 7,9%, 8,0%, 8,1%, 8,2%, 8,3%, 8,4%, 8,5%, 8,6%, 8,7%, 8,8%, 8,9%, 9,0%, 9,1%, 9,2%, 9,3%, 9,4%, 9,5%, 9,6%, 9,7%, 9,8%, 9,9%, 10,0%, 10,1%, 10,2%, 10,3%, 10,4%, 10,5%, 10,6%, 10,7%, 10,8%, 10,9%, 11,0%, 11,1%, 11,2%, 11,3%, 11,4%, 11,5%, 11,6%, 11,7%, 11,8%, 11,9%, 12,0%, 12,1%, 12,2%, 12,3%, 12,4%, 12,5%, 12,6%, 12,7%, 12,8%, 12,9%, 13,0%, 13,1%, 13,2%, 13,3%, 13,4%, 13,5%, 13,6%, 13,7%, 13,8%, 13,9%, 14,0%, 14,1%, 14,2%, 14,3%, 14,4%, 14,5%, 14,6%, 14,7%, 14,8%, 14,9%, 15,0%, 15,1%, 15,2%, 15,3%, 15,4%, 15,5%, 15,6%, 15,7%, 15,8%, 15,9%, 16,0%, 16,1%, 16,2%, 16,3%, 16,4%, 16,5%, 16,6%, 16,7%, 16,8%, 16,9%, 17,0%, 17,1%, 17,2%, 17,3%, 17,4%, 17,5%, 17,6%, 17,7%, 17,8%, 17,9%, 18,0%, 18,1%, 18,2%, 18,3%, 18,4%, 18,5%, 18,6%, 18,7%, 18,8%, 18,9%, 19,0%, 19,1%, 19,2%, 19,3%, 19,4%, 19,5%, 19,6%, 19,7%, 19,8%, 19,9% или 20,0% компонентов текстуры латуни. Все результаты измерений выражены в % объемных долей.
В некоторых случаях микроструктура алюминия содержит текстуру, состоящую из больше чем или равную около 10% взятых вместе компонентов S-текстуры и текстуры меди (например, от 10% до 15%, от 15% до 20%, или от 20% до 25% и т.д.) если измерять в объемных долях. Например, микроструктура может содержать 10,0%, 10,1%, 10,2%, 10,3%, 10,4%, 10,5%, 10,6%, 10,7%, 10,8%, 10,9%, 11,0%, 11,1%, 11,2%, 11,3%, 11,4%, 11,5%, 11,6%, 11,7%, 11,8%, 11,9%, 12,0%, 12,1%, 12,2%, 12,3%, 12,4%, 12,5%, 12,6%, 12,7%, 12,8%, 12,9%, 13,0%, 13,1%, 13,2%, 13,3%, 13,4%, 13,5%, 13,6%, 13,7%, 13,8%, 13,9%, 14,0%, 14,1%, 14,2%, 14,3%, 14,4%, 14,5%, 14,6%, 14,7%, 14,8%, 14,9%, 15,0%, 15,1%, 15,2%, 15,3%, 15,4%, 15,5%, 15,6%, 15,7%, 15,8%, 15,9%, 16,0%, 16,1%, 16,2%, 16,3%, 16,4%, 16,5%, 16,6%, 16,7%, 16,8%, 16,9%, 17,0%, 17,1%, 17,2%, 17,3%, 17,4%, 17,5%, 17,6%, 17,7%, 17,8%, 17,9%, 18,0%, 18,1%, 18,2%, 18,3%, 18,4%, 18,5%, 18,6%, 18,7%, 18,8%, 18,9%, 19,0%, 19,1%, 19,2%, 19,3%, 19,4%, 19,5%, 19,6%, 19,7%, 19,8%, 19,9%, 20,0%, 20,1%, 20,2%, 20,3%, 20,4%, 20,5%, 20,6%, 20,7%, 20,8%, 20,9%, 21,0%, 21,1%, 21,2%, 21,3%, 21,4%, 21,5%, 21,6%, 21,7%, 21,8%, 21,9%, 22,0%, 22,1%, 22,2%, 22,3%, 22,4%, 22,5%, 22,6%, 22,7%, 22,8%, 22,9%, 23,0%, 23,1%, 23,2%, 23,3%, 23,4%, 23,5%, 23,6%, 23,7%, 23,8%, 23,9%, 24,0%, 24,1%, 24,2%, 24,3%, 24,4%, 24,5%, 24,6%, 24,7%, 24,8%, 24,9%, 25,0% или более взятых вместе компонентов текстуры S-текстуры и текстуры меди. Все результаты измерений выражены в % объемных долей.
В определенных случаях микроструктура алюминия может содержать текстуру с отношением плотности α-волокон низкого уровня к плотности α-волокон высокого уровня менее около 0,40 (например, от 0,30 до 0,40, от 0,25 до 0,30 или от 0,20 до 0,25 и т.д.) если измерять по соотношению двух интенсивностей. Например, микроструктура может иметь отношение плотности α-волокон низкого уровня к плотности α-волокон высокого уровня около 0,00, 0,01, 0,02, 0,03, 0,04, 0,05, 0,06, 0,07, 0,08, 0,09, 0,10, 0,11, 0,12, 0,13, 0,14, 0,15, 0,16, 0,17, 0,18, 0,19, 0,20, 0,21, 0,22, 0,23, 0,24, 0,25, 0,26, 0,27, 0,28, 0,29, 0,30, 0,31, 0,32, 0,33, 0,34, 0,35, 0,36, 0,37, 0,38, 0,39 или 0,40. Все отношения выражены в безразмерном отношении плотности α-волокон низкого уровня к плотности α-волокон высокого уровня.
В некоторых случаях микроструктура алюминия может содержать текстуру с отношением плотности α-волокон низкого уровня к плотности β-волокон менее около 0,15 (например, от 0,10 до 0,15, от 0,05 до 0,10 или от 0,01 до 0,05 и т.д.) если измерять по соотношению двух плотностей. Например, микроструктура может иметь отношение плотности α-волокон низкого уровня к плотности β-волокон около 0,00, 0,01, 0,02, 0,03, 0,04, 0,05, 0,06, 0,07, 0,08, 0,09, 0,10, 0,11, 0,12, 0,13, 0,14 или 0,15. Все отношения выражены в безразмерном отношении плотности α-волокон низкого уровня к плотности β-волокон.
В определенных случаях микроструктура алюминия может иметь следующий состав микроструктуры: ≤10% по объему взятых вместе компонентов текстуры Госса и перевернутой текстуры Госса, ≤20% по объему компонентов текстуры латуни, ≥10% по объему взятых вместе компонентов S-текстуры и текстуры меди с отношением плотности α-волокон низкого уровня к плотности α-волокон высокого уровня, составляющим ≤0,40 и отношение плотности α-волокон низкого уровня к плотности β-волокон, составляющим ≤0,15.
В некоторых случаях микроструктура алюминия может иметь следующий состав микроструктуры: ≤10% по объему взятых вместе компонентов текстуры Госса и перевернутой текстуры Госса, ≤20% по объему компонентов текстуры латуни, ≥10% по объему взятых вместе компонентов S-текстуры и текстуры меди с отношением плотности α-волокон низкого уровня к плотности α-волокон высокого уровня, составляющим ≤0,30, и отношение плотности α-волокон низкого уровня к плотности β-волокон, составляющим ≤0,10.
В определенных случаях микроструктура алюминия может иметь следующий состав микроструктуры: ≤5% по объему взятых вместе компонентов текстуры Госса и перевернутой текстуры Госса, ≤10% по объему компонентов текстуры латуни, ≥15% по объему взятых вместе компонентов S-текстуры и текстуры меди с отношением плотности α-волокон низкого уровня к плотности α-волокон высокого уровня, составляющим ≤0,40 и отношение плотности α-волокон низкого уровня к плотности β-волокон, составляющим ≤0,15.
В некоторых случаях микроструктура алюминия может иметь следующий состав микроструктуры: ≤5% по объему взятых вместе компонентов текстуры Госса и перевернутой текстуры Госса, ≤10% по объему компонентов текстуры латуни, ≥15% по объему взятых вместе компонентов S-текстуры и текстуры меди с отношением плотности α-волокон низкого уровня к плотности α-волокон высокого уровня, составляющим ≤0,30 и отношение плотности α-волокон низкого уровня к плотности β-волокон, составляющим ≤0,10.
В определенных случаях микроструктура алюминия может иметь следующий состав микроструктуры: ≤7,5% по объему взятых вместе компонентов текстуры Госса и перевернутой текстуры Госса, ≤15% по объему компонентов текстуры латуни, ≥12,5% по объему взятых вместе компонентов S-текстуры и текстуры меди с отношением плотности α-волокон низкого уровня к плотности α-волокон высокого уровня, составляющим ≤0,40 и отношение плотности α-волокон низкого уровня к плотности β-волокон, составляющим ≤0,15.
В определенных случаях микроструктура алюминия может иметь следующий состав микроструктуры: ≤7,5% по объему взятых вместе компонентов текстуры Госса и перевернутой текстуры Госса, ≤15% по объему компонентов текстуры латуни, ≥12,5% по объему взятых вместе компонентов S-текстуры и текстуры меди с отношением плотности α-волокон низкого уровня к плотности α-волокон высокого уровня, составляющим ≤0,30 и отношение плотности α-волокон низкого уровня к плотности β-волокон, составляющим ≤0,10.
Возможны различные варианты расположения компонентов, проиллюстрированных на графических материалах или описанных выше, а также не проиллюстрированных или не описанных компонентов и этапов. Аналогичным образом некоторые отличительные признаки и комбинации, представляющие собой части другой, более обширной комбинации, являются пригодными для практического применения и могут быть использованы без ссылки на другие отличительные признаки и комбинации, представляющие собой части другой, более обширной комбинации. Варианты реализации изобретения были описаны в иллюстративных, а не в ограничительных целях, и альтернативные варианты станут очевидными для читателей этого документа. В связи с этим настоящее изобретение не ограничивается вариантами реализации, описанными выше или проиллюстрированными на графических материалах, а также различные варианты реализации изобретения и модификации могут быть сделаны без отступления от объема притязаний, изложенных ниже в формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕКРИСТАЛЛИЗОВАННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ С ТЕКСТУРОЙ ЛАТУНИ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2008 |
|
RU2492260C2 |
| ВЫСОКОПРОЧНЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ С НИЗКОЙ ПЛОСКОСТНОЙ АНИЗОТРОПИЕЙ ПРЕДЕЛА ТЕКУЧЕСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2534703C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЕВОГО ЛИСТА ДЛЯ ИЗГОТОВЛЕНИЯ БАНОК | 2021 |
|
RU2829769C1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕКСТУРИРОВАННОГО ЛИСТА ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2014 |
|
RU2625350C1 |
| ЛИТАЯ ЛАТУНЬ | 2015 |
|
RU2613234C2 |
| ПЛОСКИЙ ПРОКАТ ИЗ МАЛОЛЕГИРОВАННОГО ТИТАНОВОГО СПЛАВА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2023 |
|
RU2816186C1 |
| ХОЛОДНОКАТАНАЯ ПОЛОСА ДЛЯ ИЗГОТОВЛЕНИЯ КОРРОЗИОННО-СТОЙКИХ КОМПОНЕНТОВ ОБОРУДОВАНИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2022 |
|
RU2808020C1 |
| ЛИСТ ИЗ АЛЮМИНИЕВОГО СПЛАВА ДЛЯ МЕТАЛЛИЧЕСКИХ БУТЫЛОК ИЛИ АЭРОЗОЛЬНЫХ БАЛЛОНОВ | 2014 |
|
RU2668357C2 |
| СПОСОБ ПРОИЗВОДСТВА ОДНОРОДНОГО МЕЛКОЗЕРНИСТОГО ТИТАНОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2002 |
|
RU2321674C2 |
| АЛЮМИНИЕВАЯ БРОНЗА, СПОСОБ ИЗГОТОВЛЕНИЯ И ПРОДУКТ ИЗ АЛЮМИНИЕВОЙ БРОНЗЫ | 2015 |
|
RU2660543C2 |
Изобретение относится к алюминиевым сплавам, предназначенным для изготовления изделий сложной формы, в частности банок и бутылок. Алюминиевый сплав представляет собой сплав с кристаллографической структурой, содержащей: меньшее или равное 10 об.% количество взятых вместе компонентов текстуры Госса и перевернутой текстуры Госса; меньшее или равное 20 об.% количество компонентов текстуры латуни; большее или равное 10 об.% количество взятых вместе компонентов S-текстуры и текстуры меди; микроструктуры алюминия в виде случайных или второстепенных ориентаций - остальное, при этом отношение плотности α-волокон низкого уровня к плотности α-волокон высокого уровня меньше или равно 0,40; а отношение плотности α-волокон низкого уровня к плотности β-волокон меньше или равно 0,15. Изобретение направлено на улучшение процессов первичной вытяжки, волочения, вытяжки с уменьшением толщины стенки, придания изделию необходимой формы и более быстрого обжатия со сниженными процентами производственного брака. 2 н. и 13 з.п. ф-лы, 5 табл., 3 ил.
1. Алюминиевый сплав с кристаллографической структурой, содержащей:
меньшее или равное 10% по объему количество взятых вместе компонентов текстуры Госса и перевернутой текстуры Госса;
меньшее или равное 20% по объему количество компонентов текстуры латуни;
большее или равное 10% по объему количество взятых вместе компонентов S-текстуры и текстуры меди;
микроструктуры алюминия в виде случайных или второстепенных ориентаций - остальное, при этом
отношение плотности α-волокон низкого уровня к плотности α-волокон высокого уровня меньше или равно 0,40; а
отношение плотности α-волокон низкого уровня к плотности β-волокон меньше или равно 0,15.
2. Алюминиевый сплав по п. 1, в котором кристаллографическая структура содержит меньшее или равное 5% по объему количество взятых вместе компонентов текстуры Госса и перевернутой текстуры Госса.
3. Алюминиевый сплав по п. 1 или 2, в котором кристаллографическая структура содержит меньшее или равное 10% по объему количество компонентов текстуры латуни.
4. Алюминиевый сплав по любому из пп. 1-3, в котором кристаллографическая структура содержит большее или равное 15% по объему количество взятых вместе компонентов S-текстуры и текстуры меди.
5. Алюминиевый сплав по любому из пп. 1-4, отличающийся тем, что отношение плотности α-волокон низкого уровня к плотности α-волокон высокого уровня является меньшим или равным 0,30.
6. Алюминиевый сплав по любому из пп. 1-5, отличающийся тем, что отношение плотности α-волокон низкого уровня к плотности β-волокон является меньшим или равным 0,10.
7. Алюминиевый сплав по любому из пп. 1 или 5, 6, в котором кристаллографическая структура содержит меньшее или равное 5% по объему количество взятых вместе компонентов текстуры Госса и перевернутой текстуры Госса, меньшее или равное 10% по объему количество компонентов текстуры латуни, большее или равное 15% по объему количество взятых вместе компонентов S-текстуры и текстуры меди.
8. Алюминиевый сплав по п. 1, в котором кристаллографическая структура содержит:
меньшее или равное 5% по объему количество взятых вместе компонентов текстуры Госса и перевернутой текстуры Госса;
меньшее или равное 10% по объему количество компонентов текстуры латуни; и
большее или равное 15% по объему количество взятых вместе компонентов S-текстуры и текстуры меди,
в которой отношение плотности α-волокон низкого уровня к плотности α-волокон высокого уровня является меньшим или равным 0,30, а отношение плотности α-волокон низкого уровня к плотности β-волокон является меньшим или равным 0,10.
9. Алюминиевый сплав по любому из пп. 1-8, отличающийся тем, что представляет собой алюминиевый сплав серии 3ххх.
10. Алюминиевый сплав по любому из пп. 1-8, отличающийся тем, что он получен из материалов, содержащих материалы вторичной переработки.
11. Изделие сложной формы из алюминиевого сплава, отличающееся тем, что оно выполнено из алюминиевого сплава с кристаллографической структурой по любому из пп. 1-10.
12. Изделие сложной формы из алюминиевого сплава по п. 11, отличающееся тем, что изделие сложной формы из алюминиевого сплава является банкой или бутылкой.
13. Изделие сложной формы из алюминиевого сплава по п. 11, отличающееся тем, что кристаллографическая структура указанного сплава содержит меньшее или равное 5% по объему количество взятых вместе компонентов текстуры Госса и перевернутой текстуры Госса, меньшее или равное 10% по объему количество компонентов текстуры латуни, большее или равное 15% по объему количество взятых вместе компонентов S-текстуры и текстуры меди.
14. Изделие сложной формы из алюминиевого сплава по п. 13, отличающееся тем, что изделие сложной формы из алюминиевого сплава является банкой или бутылкой.
15. Изделие сложной формы из алюминиевого сплава по п. 14, отличающееся тем, что отношение плотности α-волокон низкого уровня к плотности α-волокон высокого уровня является меньшим или равным 0,30, а отношение плотности α-волокон низкого уровня к плотности β-волокон является меньшим или равным 0,10.
| Engler Olaf et al, Polycrystal - plasticity simulation of six and eight ears in deep-drawn aluminum cups, Matreials science and engineering: A, Elsevier, Amsterdam, NL, v | |||
| Устройство для преобразования движения поршня двигателя во вращательное движение вала | 1922 |
|
SU452A1 |
| РЕКРИСТАЛЛИЗОВАННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ С ТЕКСТУРОЙ ЛАТУНИ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2008 |
|
RU2492260C2 |
| US 6342112 B1, 29.01.2002 | |||
| US 6117252 A1, 12.09.2000 | |||
| US 6221182 B1, 24.04.2001. | |||

