Изобретение относится к области машино- и приборостроения, а именно к технологии оксидирования изделий конструкционного или медицинского назначения из нержавеющей хромоникелевой стали, например, элементов запорной арматуры и внутрикостных имплантируемых конструкций.
Коррозионную стойкость, твердость и износостойкость металлических изделий, в том числе из нержавеющей стали, повышают путем пассивации, а именно путем формирования оксидных пленок в результате взаимодействия поверхностного слоя с кислородосодержащей средой, кислотами и солями. Стали являются многокомпонентными, сплавами, поэтому в результате пассивации на их поверхности формируются оксиды хрома, железа, кремния и никеля [Rhodin T.N. Oxide Films on Stainless Steels // Corrision. - 1956. - 12 (3). - P. 41-53.].
Широкое распространение в качестве метода пассивации получили методы газотермического оксидирования. Структура и состав поверхности окисленного изделия зависят от состава исходной стали и условий оксидирования: температуры (соизмерима с температурой плавления стали), длительности (до сотни часов) и состава окислительной среды (кислород, пар, воздух). Известные газотермические технологии пассивации и формирования на нержавеющих сталях оксидных покрытий характеризуются значительной продолжительностью процесса и технологической сложностью, что способствует разработке новых методов формирования защитных оксидных покрытий на изделиях из нержавеющих сталей.
Известен способ паротермического оксидирования стальных изделий, согласно которому изделие, размещенное в кассете, загружают в реторту предварительно нагретой печи и закрывают крышкой. Реторту с изделием с помощью нагревателей прогревают до температуры 250-300°С. Затем реторта продувается перегретым паром с избыточным давлением 0,2-0,3 МПа и температурой не ниже 250°С до полного вытеснения из нее воздуха. По окончании продувки давление пара снижают до 0,1-0,2 МПа. Затем проводят нагрев кассеты до температуры 550-600°С. Изделие выдерживают при данной температуре в течение 30-120 минут. После выдержки выключают печь и в течение 20-30 минут осуществляют принудительное охлаждение реторты с изделием потоком сжатого воздуха до температуры 250-300°С. Затем кассету с оксидированным изделием выгружают из реторты для дальнейшего охлаждения на воздухе [патент RU на изобретение №2456370 / С.Н. Барабанов, Т.М. Конищева // Способ паротермического оксидирования стальных изделий и печь для его осуществления. - 2012].
Основными недостатками способа являются длительность и технологическая сложность процесса.
Известен также способ получения оксидного покрытия на чрескостных имплантатах, изготовленных из нержавеющей хромоникелевой стали марок 12Х18Н9Т и 12Х18Н10Т. Согласно способу имплантаты размещают в печи и проводят оксидирование путем нагрева в воздушной среде до температуры 300-600°С и последующей выдержки в течение 20-60 минут. Затем изделия охлаждают в той же среде до температуры 20-30°С. В результате на поверхности имплантатов образуются оксиды металлов, входящих в состав сплава [патент RU на изобретение №2412723 / И.В. Родионов, К.Г. Бутовский, В.В. Анников, А.И. Карпова // Способ получения оксидного биосовместимого покрытия на чрескостных иплантатах из нержавеющей стали. - 2011].
Основными недостатком способа является большая продолжительность процесса обработки.
Наиболее близким к предлагаемому способу является способ формирования оксидных покрытий на циркониевый изделиях, заключающийся в том, что изделие, предварительно очищенное от технологический загрязнений, помещают в керамическую камеру оксидирования, на внешней поверхности которой размещен водоохлаждаемый индуктор. Изделие подвергают бесступенчатому индукционному нагреву в воздушной атмосфере при давлении 0,1±0,01 МПа, частоте тока на индукторе 100±20 кГц и потребляемой удельной электрической мощности 100-140 кВт/кг до температуры 800-1000°С. Затем проводят выдержку при данной температуре в течение 3-5 минут и охлаждают до температуры 100°С и ниже. В результате на поверхности изделия образуется оксидное покрытие [патент RU на изобретение №2647048 / А.А. Фомин, И.В. Родионов, М.А. Фомина, В.А. Кошуро, А.В. Войко // Способ формирования оксидных покрытий на изделиях из циркониевых сплавов. - 2017 (прототип)].
Основным недостатком способа является, то, что указанные режимы оксидирования не обеспечат формирования оксидных покрытий на нержавеющих сталях с высокими механическими свойствами, в частности твердостью.
Технической проблемой является необходимость создания производительного способа формирования оксидного покрытия на изделиях из нержавеющих хромоникелевой сталей.
Поставленная проблема решается тем, что индукционный нагрев до температуры 800-850°С проводят при величине тока 1,8-2,0 кА, удельной электрической мощности 95-110 кВт/кг, затем выдерживают при данной температуре в течение 1,5-2 минут.
Техническим результатом является формирование на поверхности изделий конструкционного и медицинского назначения из нержавеющей хромоникелевой стали покрытий, характеризуемых микротвердостью 10,9±4,5 ГПа и модулем упругости 212±36 ГПа, состоящих из оксидов хрома и железа, с помощью более производительного способа.
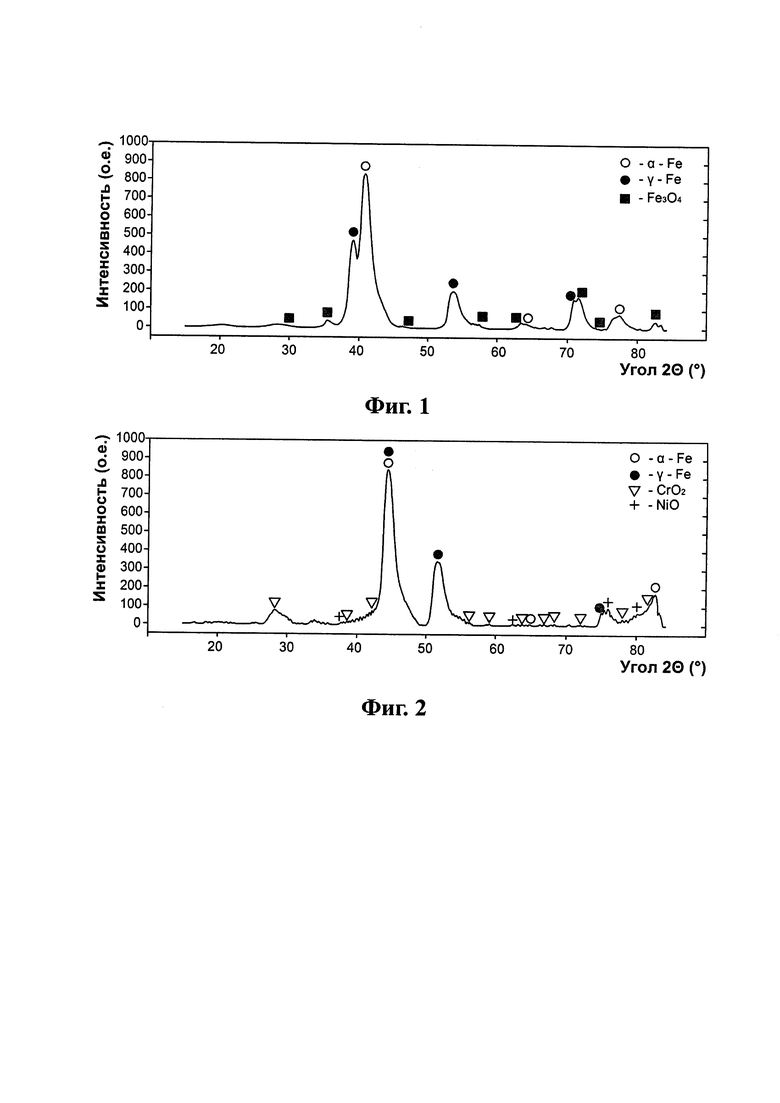
Изобретение поясняется графическими схемами, на которых представлены: рентгеновские дифрактограммы образцов из 12Х18Н10Т в исходном состоянии (фиг. 1) и с оксидными покрытиями, сформированными согласно предлагаемому способу (фиг. 2).
Предлагаемый способ осуществляют следующим образом.
Изделие из нержавеющей стали, предварительно очищенное от технологических загрязнений, помещают в керамическую камеру оксидирования (повторяющую форму изделия). На внешней поверхности камеры размещен водоохлаждаемый индуктор, подключенный к источнику питания. Затем изделие подвергают бесступенчатому индукционному нагреву в воздушной атмосфере при давлении 0,1±0,01 МПа, при величине тока индуктора 1,8-2,0 кА, удельной электрической мощности 95-110 кВт/кг до температуры 800-850°С, затем выдерживают при данной температуре в течение 1,5-2 минут. Охлаждение изделия производится на воздухе до комнатной температуры.
Технологические режимы оксидирования были определены путем проведения исследований элементно-фазового состава и твердости поверхности образцов из стали 12Х18Н10Т методами энергодисперсионного рентгенофлуоресцентного и рентгенофазового анализа, а также измерения твердости и модуля упругости метом инструментального нано-индентирования. Приведенные пределы значений технологических режимов оксидирования обеспечивают формирование на поверхности стали 12Х18Н10Т покрытия оксидов хрома и железа, обладающего высокой твердостью.
При подаче на индуктор тока частотой менее 80 кГц снижается электрический коэффициент полезного действия устройства индукционного нагрева и самого процесса обработки изделий данного типа. При подаче на индуктор тока частотой более 120 кГц не происходит улучшение эффективности процесса обработки и наблюдается снижение коэффициента мощности.
Предельные значения потребляемой удельной электрической мощности (95-110 кВт/кг) и тока индуктора (1,8-2,0 кА) обусловлены тем, что при величине удельной электрической мощности и тока менее 95 кВт/кг и 1,8 кА будет затруднен ускоренный нагрев стального изделия из-за потерь на излучение и конвекцию. При величине удельной электрической мощности более 110 кВт/кг и тока 2 кА увеличивается вероятность перегрева, и как следствие, температурной деформации изделия.
При значениях температуры нагрева менее 800°С и продолжительности процесса оксидирования менее 1,5 минут образуется тонкое оксидное покрытие, характеризуемое низкими значениями твердости. При значениях температуры нагрева более 850°С и продолжительности термообработки более 2 минут на поверхности нержавеющей стали образуются оксидные покрытия с невысокими показателями твердости и адгезионно-когезионной прочности. Происходит также растрескивание и отслоение значительного толстого оксидного слоя.
Примеры выполнения способа.
Пример 1. Стержневой фиксатор для наружного чрезкостного остеосинтеза диаметром 4 мм и длиной 50 мм, изготовленный из стали 12Х18Н10Т, очищают от технологических загрязнений. Винтовую внутрикостную поверхность фиксатора помещают в керамическую камеру оксидирования и подвергают бесступенчатому индукционному нагреву в воздушной атмосфере при давлении 0,1±0,01 МПа, при величине тока индуктора 1,8 кА, удельной электрической мощности 95 кВт/кг до температуры 800°С, затем выдерживают при данной температуре в течение 1,5 минут. Охлаждение изделия производится на воздухе до комнатной температуры.
Пример 2. Запорная шторка в форме диска диаметром 14 мм и высотой 2,5 мм из стали 12Х18Н10Т очищается от технологических загрязнений и размещается в керамической камере и подвергается бесступенчатому индукционному нагреву в воздушной атмосфере при давлении 0,1±0,01 МПа, величине тока индуктора 2,0 кА, удельной электрической мощности 110 кВт/кг до температуры 850°С, затем выдерживают при данной температуре в течение 2 минут. Охлаждение изделия производится на воздухе до комнатной температуры.
Для подтверждения формирования оксидных покрытий в результате проведения обработки согласно предлагаемому способу, были проведены исследования контрольных и оксидированных согласно примеру 2 образцов. Исследование элементного состава поверхности осуществляли методом энергодисперсионного рентгенофлуоресцентного анализа (погрешность концентраций ±0,5%). Фазовый состав определялся с использованием рентгеновского дифрактометра Xcalibur/Gemini А, при использовании рентгеновской трубки с медным анодом (Cu-Kα излучение). Микротвердость и модуль упругости оксидных покрытий оценивались с использованием тестера механических свойств NANOVEA Ergonomic Workstation при нагрузке на индентор 10 мН (ГОСТ 8.748-2011, ISO 145771-2002).
Анализ элементного состава показал, что покрытия состоят из железа (31,7-64,8 ат. %), хрома (17,6-33,2 ат. %) и кислорода (7,0-27,1 ат. %). Исходная сталь состоит из α-железа (40,6%) и γ-железа (55,3%), имеется также небольшое количество оксида железа (Fe3O4 - 4,1%) (Фиг. 1). Проведение окисления, согласно предлагаемому способу, позволило сформировать покрытие, состоящее из оксидов хрома (CrO2 - 9,8%) и никеля (NiO - 1,2%), остальное α-железо (37;3%) и γ-железо (51,7%) (Фиг. 2). Формирование оксидного покрытия подтверждается также увеличением микротвердости с 2,8±0,8 до 10,9±4,5 ГПа и модуля упругости с 91±9 до 212±36 ГПа.
Из полученных результатов следует, что предложенный способ позволяет с высокой производительностью формировать оксидные покрытия, на поверхности изделий конструкционного и медицинского назначения из нержавеющей хромоникелевой стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования оксидных покрытий на изделиях из циркониевых сплавов | 2017 |
|
RU2647048C1 |
| Способ формирования наноструктурированного оксидного покрытия на техническом титане | 2017 |
|
RU2650221C1 |
| Способ формирования на быстрорежущей стали покрытия системы титан - оксиды титана | 2022 |
|
RU2789262C1 |
| Способ химико-термического упрочнения малогабаритных изделий из технического титана | 2018 |
|
RU2690067C1 |
| Способ азотирования малогабаритных изделий из инструментальных быстрорежущих сталей | 2022 |
|
RU2784616C1 |
| Способ формирования цирконийсодержащего оксидного покрытия на титановых сплавах | 2018 |
|
RU2704337C1 |
| СПОСОБ ФОРМИРОВАНИЯ ОКСИДНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2015 |
|
RU2611617C1 |
| Способ формирования металлооксидных пористых покрытий на титановых изделиях | 2022 |
|
RU2781873C1 |
| Способ формирования покрытия на штамповых сталях | 2020 |
|
RU2746518C1 |
| СПОСОБ ФОРМИРОВАНИЯ НАНОСТРУКТУРИРОВАННОГО БИОИНЕРТНОГО ПОКРЫТИЯ НА ТИТАНОВЫХ ИМПЛАНТАТАХ | 2015 |
|
RU2604085C1 |
Изобретение относится к области машино- и приборостроения, а именно к технологии оксидирования изделий конструкционного и медицинского назначения из нержавеющей хромоникелевой стали, например элементов запорной арматуры и внутрикостных имплантируемых конструкций. Способ включает размещение изделий в камере оксидирования, последующий индукционный нагрев при частоте тока на индукторе 100±20 кГц в воздушной атмосфере при давлении 0,1±0,01 МПа, выдержку и охлаждение. Процесс оксидирования проводят путем индукционного нагрева до температуры 800-850°С при величине тока индуктора 1,8-2,0 кА и удельной электрической мощности 95-110 кВт/кг, затем осуществляют выдержку при указанной температуре в течение 1,5-2 минут. Обеспечивается формирование на поверхности изделий конструкционного и медицинского назначения из нержавеющей хромоникелевой стали покрытий, характеризуемых микротвердостью 10,9±4,5 ГПа и модулем упругости 212±36 ГПа, состоящих из оксидов хрома и никеля, с помощью более производительного способа. 2 ил., 2 пр.
Способ формирования оксидных покрытий на изделиях из нержавеющих хромоникелевых сталей, включающий размещение изделий в камере оксидирования, последующий индукционный нагрев при частоте тока на индукторе 100±20 кГц в воздушной атмосфере при давлении 0,1±0,01 МПа, выдержку и охлаждение, отличающийся тем, что индукционный нагрев проводят при величине тока индуктора 1,8-2,0 кА, удельной электрической мощности 95-110 кВт/кг до температуры 800-850°С, а последующую выдержку осуществляют при указанной температуре в течение 1,5-2 минут.
| СПОСОБ ПОЛУЧЕНИЯ ОКСИДНОГО БИОСОВМЕСТИМОГО ПОКРЫТИЯ НА ЧРЕСКОСТНЫХ ИМПЛАНТАТАХ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2009 |
|
RU2412723C1 |
| СПОСОБ ОТЖИГА ЛИСТОВОЙ СТАЛИ | 2013 |
|
RU2647419C2 |
| WO 2018069669 A1, 19.04.2018 | |||
| US 4684411 A1, 04.08.1987 | |||
| US 20160138516 A1, 19.05.2016. | |||

