Изобретение относится к области машиностроения, а именно к технологии формирования локальных карбидных покрытий на штамповых сталях, и может быть использовано для повышения поверхностных характеристик штампового инструмента.
Функциональные свойства металлообрабатывающих инструментов повышают путем нанесения высокопрочных покрытий. Анализ роли покрытия на контактных площадках инструмента позволяет рассматривать покрытие как промежуточный слой между материалами инструмента и изделия. Покрытие повышает твердость, теплостойкость, износостойкость, физико-химическую пассивность поверхности инструмента по отношению к обрабатываемому материалу. В настоящее время защитные слои формируют из карбидов, нитридов, боридов, карбонитридов ряда металлов (Cr, W, Ti, Та, Zr). Среди указанных материалов выделяются -карбиды, которые характеризуются высокими значениями твердости и износостойкости. Например, TiC характеризуется твердостью до 30 ГПа, ZrC - до 25 ГПа, a TiN - до 24 ГПа. [Baron, С.Properties of particle phases for metal-matrix-composite design / C. Baron, H. Springer // Data in Brief. - 2017. - V. 12. - P. 692-708.].
Покрытия формируют на инструментальных сталях преимущественно вакуумно-конденсационными (CVD и PVD) методами. Данные технологии характеризуются тем, что покрытия формируются на всей поверхности обрабатываемой детали и отличаются малой толщиной. Несмотря на широкое распространение CVD и PVD технологий, в настоящее время остается необходимость в методах, позволяющих формировать локальные карбидные слои большой толщины и высокими значениями твердости.
Известен способ нанесения покрытий из карбидов металлов [А.с .№344033 / В.Ф. Функе, А.И. Тютюнников, В.В. Косухин, Н.С. Ямсков, А.А. Клементьев // Способ нанесения покрытий из карбидов металлов. - 1972]. Согласно способу изделие из сплава ВН-2АЭ помещают в камеру и вакуумируют рабочее пространство до 13 Па. Затем 30 мин продувают водородом для удаления остатков воздуха, после чего температуру изделия поднимают до 1000°С и обрабатывают его смесью водорода и 5 мол. % тетрахлорида циркония в течение 15 минут. После этого температуру изделия повышают до 1600°С и вводят в паро-газовую смесь 2 мол. % метана. После выдержки в течение 1 мин темпрратуру понижают до 1420°С, доводят концентрацию метана до 3 мол. % и выдерживают изделие в потоке парогазовой смеси 30-45 мин. Затем прекращают подачу хлорида металла и метана, водород заменяют аргоном и в токе аргона охлаждают покрытое изделие вместе с печью до комнатной температуры. В результате на поверхности изделия образуется плотно сцепленное с основой мелкозернистое покрытие карбида циркония серебристого цвета, толщиной 30-60 мкм.
Основными недостатками способа являются токсичность применяемых реагентов и длительность процесса, а также температурные режимы неподходящие для стальных изделий,.
Известен также способ получения наноструктурированных покрытий из карбидов тугоплавких металлов [патент RU на изобретение №2694297 / С.В. Мерзляков, В.Е. Сахаров, Д.Б. Омороков // Способ получения наноструктурированных покрытий из карбидов тугоплавких металлов. - 2019]. Согласно способу, пленки карбидов тугоплавких металлов получают магнетронным распылением составной металлографитовой мишени в среде аргона при давлении (1-2)×10-1 Па. Мишень магнетрона выполнена из графита и имеет фрезерованные полости, в которые помещаю вставки из фольги тугоплавкого металла, с отношением занимаемых площадей 1:2. Компоненты мишени не должны вступать во взаимодействие до момента осаждения их на подложке. До начала магнетронного распыления проводят 5-10 циклов импульсной фотонной обработки поверхности в ультрафиолетовом спектре. Температура подложки при напылении должна быть не более 0,1 температуры плавления конденсируемого материала. Химическое соединение, а именно карбид тугоплавкого металла образуется на подложке. Формируемое покрытие имеет толщину около 1 мкм, которое состоит из зерен размером не более 10 нм.
Основными недостатками способа являются технологическая сложность и низкая производительность процесса.
Наиболее близким к предлагаемому способу является способ формирования цирконийсодержащего оксидного покрытия на титановых сплавах [патент RU на изобретение, №2704337 / В.А. Кошуро, М.А. Фомина, А.А. Фомин, И.В. Родионов, // Способ формирования цирконийсодержащего оксидного покрытия на титановых сплавах. - 2019.] Способ включает электроискровое легирование титановой основы циркониевым электродом-инструментом и последующую темомодифицирующую обработку путем индукционного нагрева в воздушной атмосфере. Электроискровое легирование проводят путем подключения электродов инструмента и изделия к источнику переменного тока из расчета, что плотность тока на циркониевом электроде составляет величину 0,6-1,9 А/мм2. В процессе электроискрового легирования на поверхность изделия церейосится цирконий, образующий закристаллизовавшиеся частицы, из которых при продолжительной обработки формируется покрытие. После электроискрового легирования изделие помещают в керамическую камеру трубчатого типа, на внешней поверхности которой размещен водоохлаждаемый индуктор, подключенный к источнику питания. После чего осуществляют термомодифицирующую обработку, для этого изделие подвергают индукционному нагреву при частоте тока на индукторе 90±10 кГц до температуры 1000-1200°С, последующей выдержке в течение 1-10 секунд и охлаждению на воздухе. В результате на поверхности изделия образуются композиционные" покрытия системы Ti-Zr-(Ti,Zr)xOy, характеризуемые твердостью до 1044 HV (10,3 ГПа) и гетерогенной поверхностью.
Основными недостатком способа являются невозможность формирования качественных циркониевых покрытий на основе стальных изделий при указанных режимах электроискровой обработки и отсутствие возможности формирования карбидных покрытий метод термомодифицирующей обработки.
Техническая проблема заключается в необходимости создания технологически простого и производительного способа, позволяющего локально на поверхности стальных изделий формировать покрытия на основе карбида циркония.
Поставленная проблема решается тем, что в способе формирования покрытия на штамповых сталях, включающем электроискровое легирование стальной основы и последующую термомодифицирующую обработку путем индукционного нагрева в воздушной атмосфере, после электроискрового легирования штамповой стали цирконием при плотности переменного тока 0,7-2,3 А/мм2 и удельном времени обработки 38-77 мм2 /мин на поверхность циркониевого слоя наносится углеродосодержащая паста для проведения цементации, а термомодифицирующую обработку осуществляют при частоте тока на индукторе 100±10 кГц, температуре 850-1250°С в течение 100-300 с, после чего проводят охлаждение на воздухе.
Техническим результатом является формирование на поверхности стальных изделий локальных покрытий на основе карбида циркония, характеризуемых толщиной до 40 мкм и твердостью до 873±67 HV0,98 (9±1 ГПа).
Предлагаемый способ осуществляют следующим образом.
Для проведения электроискрового легирования стальное изделие и циркониевый (сплав Э110) электрод-инструмент подключают к низковольтному источнику переменного тока. Затем осуществляют электроискровое легирование при плотности тока 0,7-2,3 А/мм2 и удельном времени обработки 38-77 мм2/мин, в результате которого формируется циркониевое покрытие. После процесса легирования на поверхность циркониевого слоя наносится углеродосодержащая паста для проведения цементации. Например, паста может состоять из натриевого жидкого стекла - 20-25 мас. % (ГОСТ 13078-81), кальцинированной соды - 4-5 мас. % (ГОСТ 5100-85) и порошка пиролитического графита - остальное (ТУ 1915-099-04806898-2003). Затем изделие помещают в керамическую камеру трубчатого типа, на внешней поверхности которой размещен водоохлаждаемый индуктор, подключенный к источнику питания. После чего осуществляют термомодифицирующую обработку, для этого изделие подвергают индукционному нагреву при частоте тока на индукторе 100±10кГц до температуры 850-1250°С, последующей выдержке в течение 100-300 с и охлаждению на воздухе. В результате на поверхности изделия образуется покрытие на основе карбидов циркония. После выдержки изделие охлаждают на воздухе до комнатной температуры, затем проводится очистка от углеродосодержащей пасты любым известным методом.
Технологические режимы электроискрового легирования и последующей химико-термической модификации были определены путем проведения экспериментальных исследований. Приведенные предельные значения технологических режимов обеспечивают формирование на стальных изделиях локальные покрытия, состоящие из карбида циркония.
Предельные значения удельного времени обработки и плотности переменного тока при электроискровой обработке обусловлены тем, что величина тока и длительность обработки влияют на массоперенос, микрорельеф, состав и твердость формируемых покрытий. Так при плотности тока менее 0,7 А/мм2 и удельном времени обработки менее 38 мм2/мин практически не наблюдается массопереноса циркония. При плотности тока более 2,3 А/мм2 и удельном времени обработки более 77 мм2/мин происходит значительное изменение морфологии поверхности, а также окисление материала покрытия, что приводит к снижению массопереноса циркония. Применяемая паста является источником углерода. Допустимо применение углеродосодержащих паст различного состава. Предлагается использовать пасту содержащую: натриевое жидкое стекло - 20-25 мас. % (ГОСТ 13078-81), кальцинированную соду - 4-5 мас. % (ГОСТ 5100-85) и порошок пиролитического графита - остальное (ТУ 1915-099-04806898-2003). При содержании натриевого стекла менее 20 мас. % паста является слишком густой для нанесения на стальные изделия. Увеличение содержания натриевого стекла более 25 мас. % приводит к формирования пасты жидкой консистенции, которая неудовлетворительно фиксируется на поверхности металлоизделия. Содержание кальцинированной соды 4-5 мас. % является минимально необходимым для активации процесса цементации.
В качестве нагрева в способе предлагается применять индукционный нагрев. При подаче на индуктор тока частотой менее 90 кГц снижается эффективность нагрева малогабаритных изделий. При подаче на индуктор тока частотой более 110 кГц не происходит улучшение эффективности процесса обработки и наблюдается снижение коэффициента мощности. Минимальная температура индукционной обработки 850°С обусловлена диаграммой состояния «Zr-С», согласно которой процесс образования карбида циркония начинает интенсивно протекать около 860°С и выше. При продолжительности процесса термомодифицирующей обработки менее 100 с глубина диффузионного слоя минимальная. При значениях температуры нагрева более 1250°С и продолжительности термообработки более 300 с происходит отслаивание обмазочного слоя пасты и окисление циркониевого покрытия.
Примеры выполнения способа.
Пример 1. Диск диаметром 14 мм и высотой 4 мм из инструментальной стали Х12МФ, предварительно очищенный от технологических загрязнений, закреплялся в трехкулачковом патроне токарно-винторезного станка, к которому подключался скользящий электрод. Электрод-инструмент с циркониевым расходным стержнем фиксировался в резцедержателе с помощью пружинного зажимного устройства. Процесс нанесения покрытия имитировал процесс подрезания торца. Материал переносился при плотности переменного тока 0,7 А/мм2 и удельном времени обработки 38 мм /мин. После процесса легирования на поверхность циркониевого слоя наносится углеродосодержащая паста для проведения цементации. Наносилась паста, состоящая из натриевого жидкого стекла - 20 мас. % (ГОСТ 13078-81), кальцинированной соды - 4 мас. % (ГОСТ 5100-85) и порошка пиролитического графита - остальное (ТУ 1915-099-04806898-2003). Затем стальной диск помещался в керамическую камеру трубчатого типа. Нагрев диска проводится путем бесступенчатого индукционного нагрева при частоте тока на индукторе 90 кГц до температуры 850°С и выдержке 100 с. Затем стальную основу с покрытием постепенно охлаждали в камере до комнатной температуры.
Пример 2. Рабочая поверхность стального (сталь Х12МФ) пуансона для пробивки отверстий диаметром 10 мм предварительно очищенная от технологических загрязнений, подвергалась электроискровому легированию циркониевым (сплав Э110) электродом-инструментом при плотности тока 2,3 А/мм2 и удельном времени обработки 77 мм2/мин, в результате чего формировалось циркониевое покрытие. После процесса легирования на поверхность циркониевого покрытия наносился слой углеродосодержащей пасты, состоящей из натриевого жидкого стекла - 25 мас. % (ГОСТ 13078-81), кальцинированной соды - 5 мас. % (ГОСТ 5100-85) и порошка пиролитического графита - остальное (ТУ 1915-099-04806898-2003). Затем изделие помещали в керамическую камеру трубчатого типа, на внешней поверхности которой размещен водоохлаждаемый индуктор, подключенный к источнику питания. Затем пуансон подвергали индукционному нагреву при частоте тока на индукторе 100 кГц до температуры 1250°С, последующей выдержке в течение 300 с. После выдержки изделие охлаждают на воздухе до комнатной температуры, затем проводится очистка от углеродосодержащей пасты любым известным методом.
Для подтверждения формирования на поверхности стали цирконийсодержащих карбидных покрытий в результате обработки, описанной в предложенном способе, были проведены исследования элементного состава, а также измерения микротвердости и толщины формируемых покрытий. Исследовались образцы инструментальной стали Х12МФ высотой 4 мм и диаметром 12 мм с карбидными покрытиями, сформированными по способам, описанным в примерах 1 и 2.
Элементный состав покрытий определялся методом энергодисперсионного рентгенофлуоресцентного анализа (погрешность концентраций ±0,5 ат. %) на электронном микроскопе «MIRA II LMU» детектором «INCA PentaFETx3». Толщина покрытия определялась с использованием программного обеспечения «Metallograph». Микротвердость измеряли с использованием микротвердомера «ПМТ-3М» при нагрузке на индентор 100 гс, согласно требованиям известных нормативных документов (ГОСТ 9450-76).
Проведение процесса электроискрового легирования при удельном времени обработки 38 мм2/мин позволяет формировать на стали Х12МФ слой циркония толщиной 15-20 мкм. Результаты химического анализа показали, что содержание циркония в приповерхностном слое составило около 22 ат. %, остальные элементы имели отношение к материалу стальной основы. Увеличение удельного времени обработки до 77 мм2/мин приводит к увеличению толщины слоя циркония до 30-40 мкм. При этом содержание циркония в легированном слое увеличивается до 66 ат. %.
Результаты исследования химического состава стальных образцов с циркониевыми покрытиями, подвергнутых цементации в кремний-графитовой пасте, подтвердили ускоренное протекание процесса диффузионного насыщения углеродом приповерхностного слой с повышением температуры. Максимум содержания углерода составило около 88 ат. %, что характеризовало протекание необходимых фазово-структурных превращений и проникновение углерода в микропористую структуру приповерхностного слоя (появление включений твердой смазки).
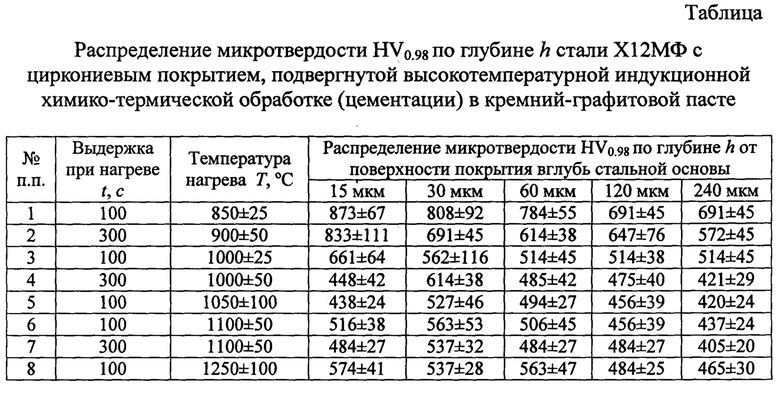
Результаты измерения твердости покрытий, сформированных электроискровым легированием цирконием стальной основы и последующей индукционной химико-термической обработкой, представлены в таблице.
Химико-термическая обработка стальных изделий с циркониевым покрытием в кремний-графитовой. пасте позволяет сформировать металлокерамические слои, характеризуемые микротвердостью 873±67 HV0,98 при глубине индентирования до 30 мкм. Обеспечивается также плавное снижение микротвердости до 691±45 HV0,98 при глубине индентирования около 240 мкм.
Согласно анализу состава и измерениям твердости, сформированные на стали Х12МФ карбидные покрытия характеризуются сочетанием высокой микротвердости и большой глубиной упрочненного слоя. Формируемые карбидные слои могут эффективно использоваться в условиях трения и скалывания, в частности при формоизменяющих и разделительных операциях штамповки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования цирконийсодержащего оксидного покрытия на титановых сплавах | 2018 |
|
RU2704337C1 |
| Способ формирования наноструктурированного оксидного покрытия на техническом титане | 2017 |
|
RU2650221C1 |
| Способ формирования на быстрорежущей стали покрытия системы титан - оксиды титана | 2022 |
|
RU2789262C1 |
| Способ азотирования малогабаритных изделий из инструментальных быстрорежущих сталей | 2022 |
|
RU2784616C1 |
| Способ химико-термического упрочнения малогабаритных изделий из технического титана | 2018 |
|
RU2690067C1 |
| Способ формирования оксидных покрытий на изделиях из циркониевых сплавов | 2017 |
|
RU2647048C1 |
| Способ формирования оксидных покрытий на изделиях из нержавеющих хромоникелевых сталей | 2018 |
|
RU2689485C1 |
| Способ вакуумной карбидизации поверхности металлов | 2019 |
|
RU2725941C1 |
| Способ формирования танталсодержащего биосовместимого покрытия на поверхности цилиндрического титанового имплантата | 2023 |
|
RU2806687C1 |
| СПОСОБ ФОРМИРОВАНИЯ ОКСИДНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2015 |
|
RU2611617C1 |
Изобретение относится к области машиностроения, а именно к технологии формирования локальных карбидных покрытий на штамповых сталях, и может быть использовано для повышения поверхностных характеристик штампового инструмента. Способ формирования покрытия на штамповых сталях включает электроискровое легирование стальной основы и последующую термомодифицирующую обработку путем индукционного нагрева в воздушной атмосфере, при этом электроискровое легирование проводят цирконием при плотности переменного тока 0,7-2,3 А/мм2 и удельном времени обработки 38-77 мм2/мин, после чего на поверхность циркониевого слоя наносят углеродосодержащую пасту для проведения цементации, а термомодифицирующую обработку осуществляют при частоте тока на индукторе 100±10 кГц, температуре 850-1250°С в течение 100-300 с, после чего изделие охлаждают на воздухе. Изобретение направлено на формирование на поверхности стальных изделий локальных покрытий на основе карбида циркония, характеризуемых толщиной до 40 мкм и твердостью до 873±67 HV0,98. 2 пр., 1 табл.
Способ формирования покрытия на штамповых сталях, включающий электроискровое легирование стальной основы и последующую термомодифицирующую обработку путем индукционного нагрева в воздушной атмосфере, отличающийся тем, что проводят электроискровое легирование цирконием штамповой стали при плотности переменного тока 0,7-2,3 А/мм2 и удельном времени обработки 38-77 мм2/мин, после электроискрового легирования на поверхность циркониевого слоя наносят углеродосодержащую пасту для проведения цементации, а термомодифицирующую обработку осуществляют при частоте тока на индукторе 100±10 кГц, температуре 850-1250°С в течение 100-300 с, после чего проводят охлаждение изделий на воздухе.
| Способ формирования цирконийсодержащего оксидного покрытия на титановых сплавах | 2018 |
|
RU2704337C1 |
| Способ поверхностного упрочнения детали из стали | 2018 |
|
RU2688009C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ КАРБИДОВ МЕТАЛЛОВ | 0 |
|
SU344033A1 |
| CN 103805988 A, 10.02.2016 | |||
| CN 103805988 B, 13.02.2013. | |||

