Изобретение относится к способу нанесения покрытия для нанесения покрывного материала на компонент, который перемещается на транспортере, и к установке для нанесения покрывного материала, с помощью которой можно внедрить этот способ.
Известным образом в EP-A-0706102 описана установка для распыления покрывного материала, содержащая транспортер, на котором подвешены один или несколько компонентов, подлежащих нанесению покрывного материала посредством распыления, и распылители, которые расположены вдоль транспортера. Установка также содержит систему обнаружения компонентов для обнаружения компонентов в области нанесения покрывного материала из распылителей. Распылители имеют автоматическое управление с целью распыления покрывного материала только в случае обнаружения присутствия компонента в пределах их области нанесения покрывного материала. Эта установка имеет недостаток, состоящий в том, что расстояние для нанесения покрывного материала из распылителей не регулируется с учетом размеров транспортируемых компонентов.
Документ FR-A-2855081 направлен на решение этой технической проблемы и описывает установку, содержащую первую колонку распылителей, которые осуществляют неточное распыление и не принимают в расчет геометрию компонента. Эта первая колонка снабжена роботом возвратно-поступательного типа, имеющим множество распылителей, которые могут перемещаться вертикально как единое целое. Эта первая колонка не обеспечивает возможности нанесения покрытия (по толщине), состоящего из краски или однородного порошка по всему компоненту, причем установка также содержит вторую колонку, именуемую колонкой для окончательного или предварительного «подкрашивания» в зависимости от того, расположена ли указанная колонка соответственно после или перед первой колонкой. Эта вторая колонка служит для нанесения покрывного материала на сложные участки компонента с целью повышения качества отделки. Она снабжена несколькими каретками, которые поддерживают пистолеты для нанесения лакокрасочного покрытия. Эти каретки могут перемещаться независимо друг от друга в вертикальном направлении и в горизонтальном направлении перпендикулярно оси движения транспортера. В камере выполнено удлиненное отверстие для прохода пистолетов, продолжающееся в направлении высоты. Все компоненты, поступающие в камеру, имеют заданный профиль, данные о котором вводят и сохраняют в таблице и хранят в запоминающем устройстве блока управления. В частности, известны длина, ширина и глубина компонента, другими словами, все габариты каждого компонента. Пистолеты второй колонки позиционируют с учетом сохраненных в запоминающем устройстве габаритов с целью обеспечения правильного расстояния для нанесения покрытия в соответствующих областях нанесения покрытия.
Кроме того, в документе EP-A-2712680 описан способ нанесения покрытия для нанесения покрывного материала, который включает в себя предварительный этап определения габаритов компонента, подлежащего нанесению покрытия. Как указано в пар. [0052], этот способ можно эффективно внедрить в отношении компонентов, профиль которых предварительно внесен в таблицу. В примере, представленном на фигурах, эти компоненты, в общем, выбирают из компонентов, которые имеют полностью прямоугольные формы и могут включать в себя одно или несколько углублений с передней стороны и/или задней стороны. Ширину компонента, подлежащего нанесению покрытия, определяют с помощью инкрементного датчика положений. Глубину и ширину одного или нескольких возможных углублений, образованных в компоненте, определяют с помощью оптического сканирующего устройства, образованного двумя датчиками, установленными с каждой стороны компонента. Каждый компонент классифицирован в таблице согласно его габаритам. Например, если ширина составляет 0 - 25% номинального значения, компонент относят к определенной категории. На основании классификации в таблице конкретные параметры соответствуют распылителя, установленным вдоль транспортера. В частности, эти параметры включают в себя, помимо прочего, расстояние для нанесения покрытия, другими словами, расстояние между поверхностью, подлежащей нанесению лакокрасочного покрытия, и распылителем.
В двух способах, описанных в документах FR-A-2 855081 и EP-A-2 712680, не принимают в расчет никакие возможные дефекты, относящиеся к креплению компонентов на транспортере. Кроме того, эти способы относятся только к компонентам, профиль которых предварительно зарегистрирован и хранится в запоминающем устройстве, другими словами, они не относятся к компонентам, имеющим свободные формы любого вида.
В частности, настоящее изобретение предназначено для устранения указанных недостатков с помощью способа нанесения покрытия для нанесения покрывного материала, который позволяет автоматически и независимо регулировать расстояние для нанесения покрывного материала из каждого распылителя с целью адаптации к компонентам имеющим, свободные формы, или компонентам, которые нежестко закреплены или удерживаются на месте, по мере перемещения компонентов на транспортере в переднем направлении. В результате можно обеспечить правильное расстояние для нанесения покрывного материала и надлежащее качество отделки.
С этой целью изобретение относится к способу нанесения покрытия для нанесения покрывного материала на компонент, перемещаемый транспортером, вдоль которого установлен, по меньшей мере, один распылитель, который может перемещаться в плоскости, которая расположена наклонно или перпендикулярно к оси движения транспортера. Этот способ включает в себя, по меньшей мере, один из следующих автоматизированных этапов, состоящих из:
a) определения координат точек одной или нескольких линий наружного профиля компонента, распределенных по длине компонента, в неподвижной системе координат;
b) назначения для каждого распылителя точек каждой линии наружного профиля, которые оказываются в его области (диапазоне) распыления покрывного материала;
c) идентификации точки для каждой линии наружного профиля из числа точек, относящихся к каждому распылителю, которая наиболее близко расположена к конкретному распылителю;
d) определения для каждого распылителя линии слежения, которая проходит через ортогональную проекцию всех наиболее близко расположенных точек, идентифицированных на этапе c), в плоскости, проходящей через ось распылителя и параллельно оси движения транспортера; и
e) установления заданной траектории точек для каждого распылителя на основании точек линии слежения, так чтобы автоматически и независимо регулировать расстояние для нанесения покрывного материала из каждого распылителя в соответствии с наружным профилем компонента.
Благодаря изобретению заданную траекторию точек устанавливают для каждого распылителя на основании размеров транспортируемого компонента. Размеры транспортируемого компонента определяют посредством подсчета координат точек множества линий наружного профиля компонента, подлежащего нанесению покрытия, распределенных по длине компонента, в неподвижной системе координат. Каждая линия наружного профиля разделена на множество секций, каждая из которых соответствует точкам линии наружного профиля, относящимся к области нанесения покрывного материала из распылителя. После идентификации точки каждой секции, которая наиболее близко расположена к распылителю, можно установить линию слежения, которая проходит через точки, наиболее близко расположенные к распылителю, на основании чего назначают заданную траекторию точек соответствующему распылителю. Этот способ также принимает в расчет компоненты, имеющие свободные формы или нежестко прикрепленные к транспортеру.
По аспектам изобретения, которые являются преимущественными, но необязательными, такой способ нанесения покрытия для нанесения покрывного материала может содержать один или несколько из следующих признаков, принимаемых в расчет в соответствии с любой технически осуществимой комбинацией:
- способ включает в себя дополнительный этап, состоящий из измерения положения каждого компонента вдоль транспортера, в то время как этап a) состоит из определения координат точек множества линий наружного профиля, распределенных с равными интервалами по длине компонента,
- способ включает в себя дополнительный этап, состоящий из управления каждым распылителем для распыления покрывного материала только в случае, если компонент оказывается в области распыления покрывного материала из конкретного распылителя,
- каждая линия слежения продолжается в цифровой форме с каждой стороны с помощью воображаемых точек измерения для распыления покрывного материала на переднюю поверхность и заднюю поверхность компонента,
- воображаемые точки измерения расположены на оси транспортера, если передняя поверхность или задняя поверхность пересекается осью транспортера, и расположены в осевом направлении как продолжение (в одну линию) первой или последней точки линии слежения, если передняя или задняя поверхность не пересекается осью транспортера,
- воображаемые точки измерения распределены по сегменту, который параллелен оси транспортера и длина которого равна ширине области распыления покрывного материала из распылителя,
- этап e) содержит подэтапы, состоящие из:
f) назначения кривой перемещения в форме полуэллипса для каждой точки линий слежения, причем номинальное расстояние для нанесения покрывного материала из распылителя соответствует половине главной оси кривой перемещения;
g) определения заданной траектории точек посредством установления огибающей линии поверхности облака точек, образованного точками каждой кривой перемещения, назначенной на этапе f),
- способ включает в себя дополнительный этап, состоящий из: проверки, позволяющей убедиться в способности каждого распылителя следовать его траектории, и в случае его неспособности к этому установления новой траектории, которая наилучшим образом следует заданной траектории точек, или движения распылителя назад в максимальной степени во избежание столкновения компонента, подлежащего нанесению покрытия, и распылителя,
- по меньшей мере, один из распылителей способен выполнять комбинированное вертикально-горизонтальное движение в его плоскости перемещения, в то время как точка, которая наиболее близко расположена к распылителю в пределах его области нанесения покрывного материала, корректируется в ходе вертикального движения распылителя, и расстояние для нанесения покрывного материала из распылителя автоматически регулируется на основании координат ближайшей точки,
- этап расчета траектории распылителей, способных к выполнению комбинированного движения, содержит подэтапы, состоящие из:
m) продолжения в цифровой форме поверхности наружного профиля, образованной всеми линиями наружного профиля, с помощью воображаемых точек измерения с обеих сторон в направлении длины;
n) назначения кривой перемещения в форме полуэллипса для каждой фактической точки измерения, относящейся к линиям наружного профиля, и для каждой воображаемой точки измерения, причем номинальное расстояние для нанесения покрывного материала из распылителя соответствует половине главной оси кривой перемещения;
p) определения периферийной огибающей поверхности облака точек, образованного точками каждой кривой перемещения, назначенной на этапе n); и
q) установления заданной траектории точек внутри этой периферийной огибающей поверхности,
- на этапе a) каждая линия наружного профиля образована отрезками прямой, соединяющими различные фактические точки измерения, и отличается тем, что на этапе b) одна или несколько линий наружного профиля дополнены одной или двумя искусственными точками измерения на пересечении между отрезками прямой и нижним и/или верхним пределами области распыления покрывного материала каждого распылителя.
Изобретение также относится к установке для нанесения покрывного материала на компонент, перемещаемый транспортером, вдоль которого установлен, по меньшей мере, один распылитель, который может перемещаться в плоскости, которая наклонена или перпендикулярна оси движения транспортера. Эта установка содержит, по меньшей мере, одно из следующих средств:
- первое средство для определения координат точек одной или нескольких линий наружного профиля компонента, распределенных по длине компонента, в неподвижной системе координат;
- второе средство для назначения для каждого распылителя точек каждой линии наружного профиля, которые находятся в его области распыления покрывного материала;
- третье средство для идентификации точки, наиболее близко расположенной к распылителю, для каждой линии наружного профиля из точек, назначенных для каждого распылителя;
- четвертое средство для определения для каждого распылителя линии слежения, которая проходит через ортогональную проекцию всех наиболее близко расположенных точек в плоскости, проходящей через ось распылителя и параллельно оси движения транспортера; и
- пятое средство для установления заданной траектории точек для каждого распылителя на основании точек линии слежения для автоматического и независимого регулирования расстояния для нанесения покрывного материала из каждого распылителя согласно наружному профилю компонента.
По аспектам изобретения, которые являются преимущественными, но необязательными, такая установка для нанесения покрывного материала по изобретению может включать в себя один или несколько из следующих признаков, принимаемых в расчет в соответствии с любой технически осуществимой комбинацией:
- установка содержит колонку распылителей, расположенных с одной стороны транспортера,
- первое средство включает в себя датчик, расположенный с одной стороны транспортера перед одним или несколькими распылителями,
- установка содержит, по меньшей мере, две колонки распылителей, которые расположены с каждой стороны транспортера, причем эти колонки предпочтительно расположены парами, в то время как колонки распылителей каждой пары расположены бок о бок,
- первое средство включает в себя два датчика, которые расположены с каждой стороны транспортера перед одним или несколькими распылителями, причем каждый из них имеет вертикальную плоскость измерения,
- датчики смещены относительно друг друга вдоль оси движения транспортера,
- датчики являются лазерными радарами, генерирующими лазерный луч, который сканирует компонент в направлении высоты,
- над каждым датчиком и под ним расположены два зеркала, причем эти зеркала ориентированы таким образом, что они отражают лазерные лучи датчика для достижения затененных участков компонента, подлежащего нанесению покрытия.
Изобретение и другие его преимущества станут более понятными в свете описания двух вариантов выполнения способа нанесения покрытия для нанесения покрывного материала согласно принципу изобретения, представленных исключительно в качестве примера и со ссылкой на приложенные чертежи, на которых:
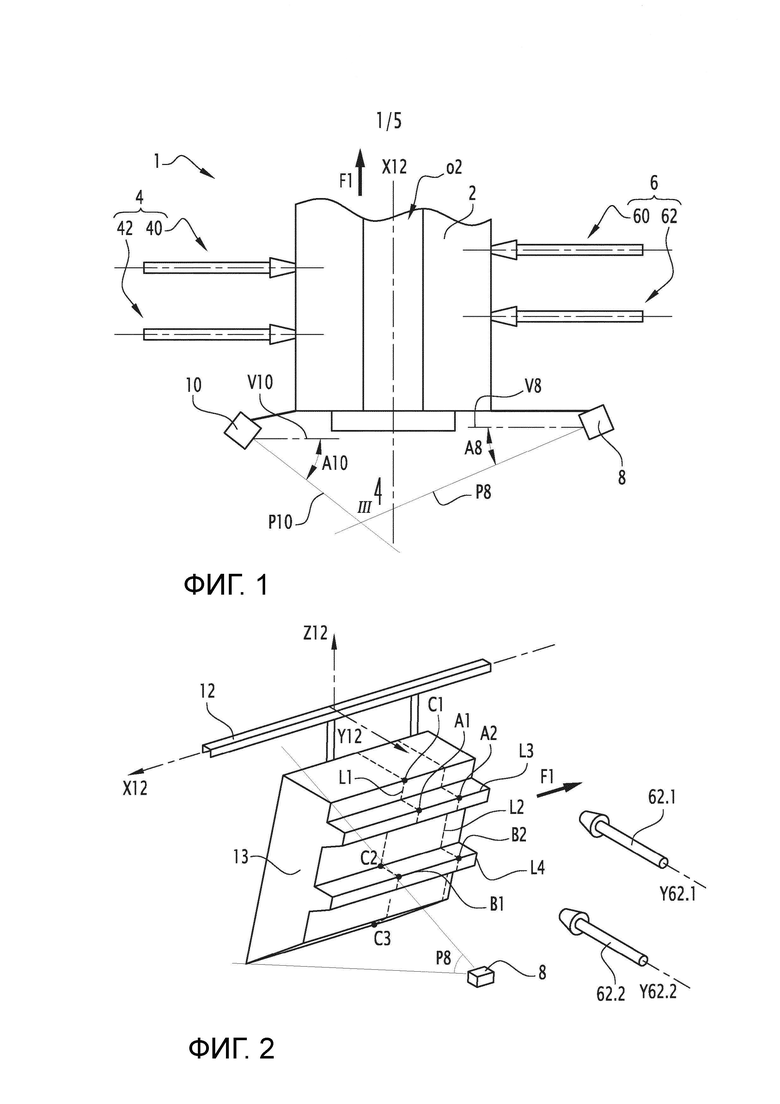
на фиг. 1 - установка для нанесения покрытия для нанесения покрывного материала по изобретению, вид сверху;
на фиг. 2 - компонент, который перемещается транспортером, относящимся к установке, показанной на фиг. 1, вид в перспективе;
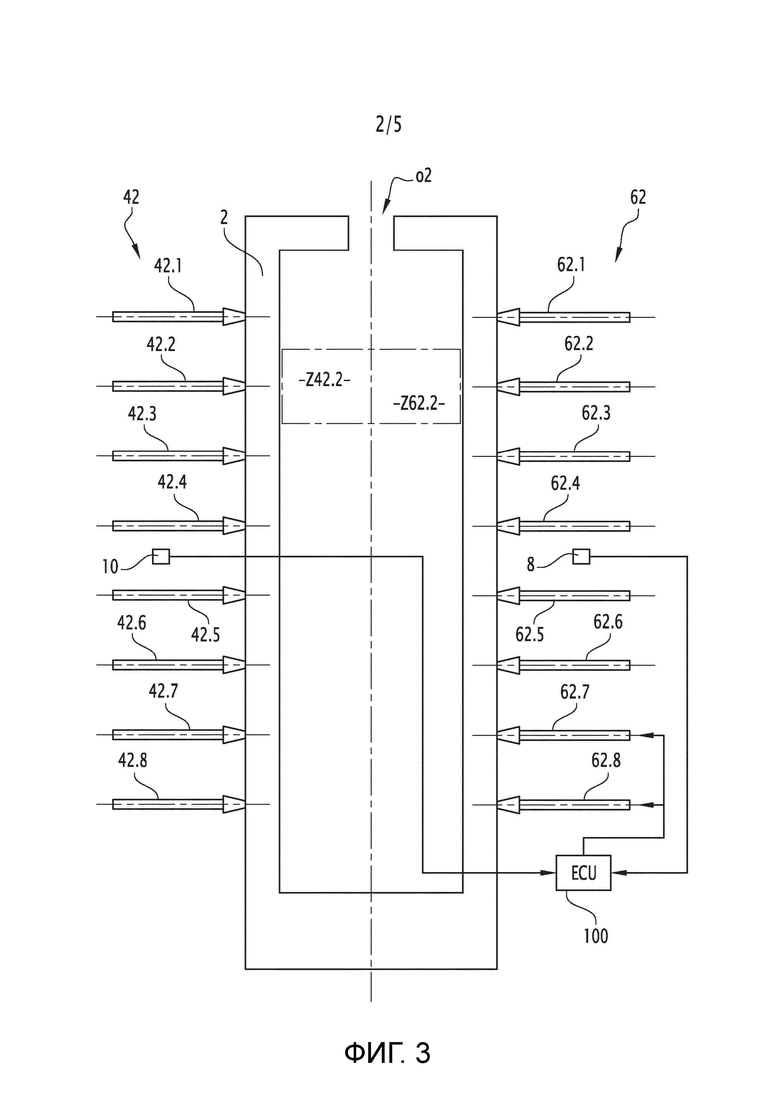
на фиг. 3 - вход в камеру, относящуюся к установке, показанной на фиг. 1, вид спереди в направлении стрелки III на фиг. 1;
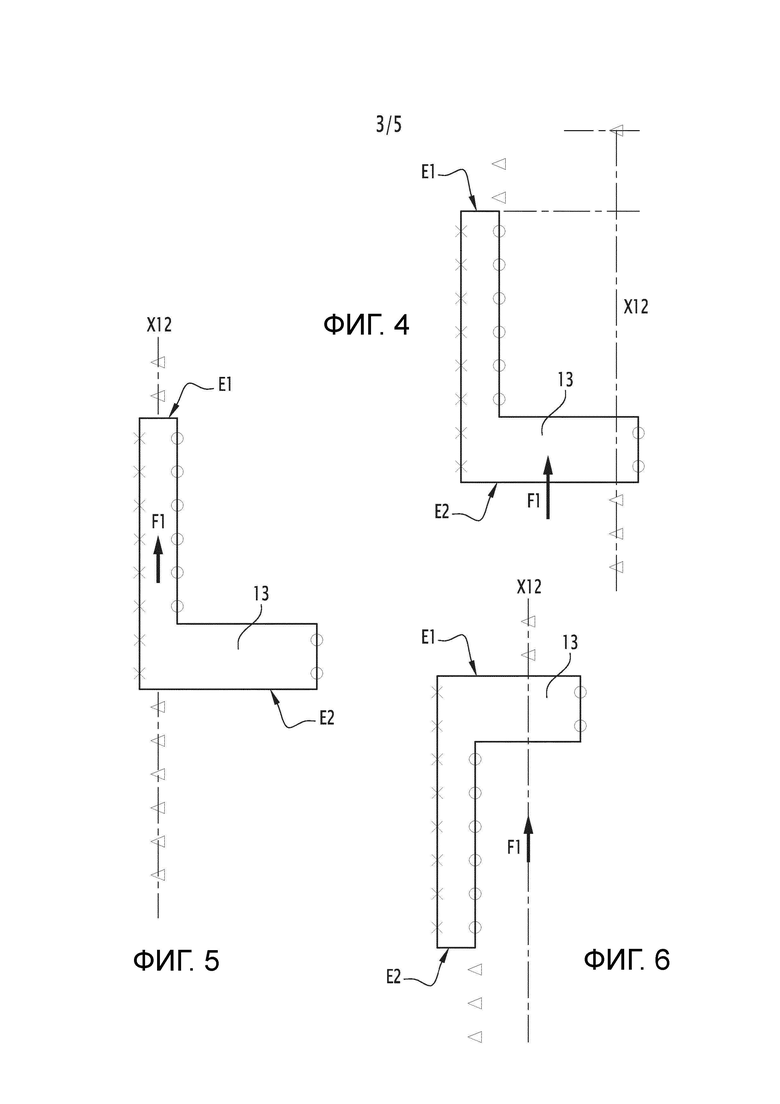
на фиг. 4 - 6 - различные конфигурации крепления компонента к транспортеру, виды сверху;
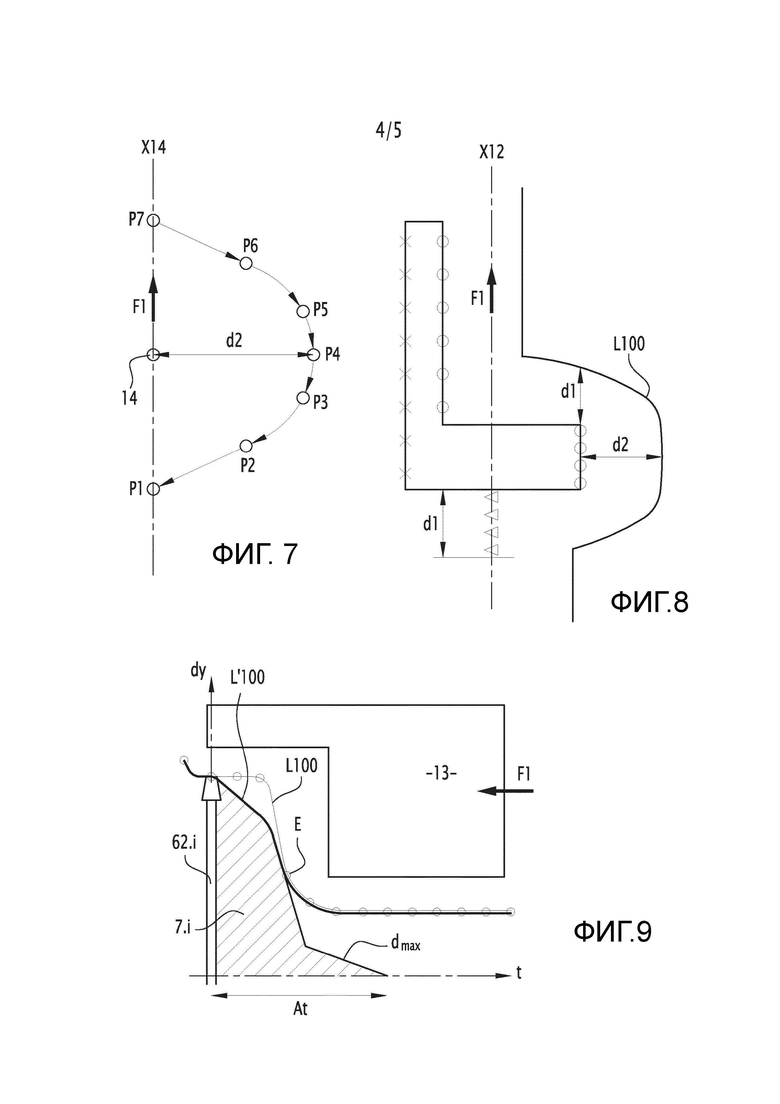
на фиг. 7 - траектория движения распылителя из установки, показанной на фиг. 1, вдоль оси распыления относительно точки измерения, относящейся к компоненту;
на фиг. 8 - траектория движения распылителя из установки, показанной на фиг. 1, вдоль оси распыления относительно группы точек измерения, относящихся к компоненту;
на фиг. 9 - модификация траектории движения распылителя из установки, показанной на фиг. 1, для предотвращения столкновения с компонентом, подлежащим нанесению покрытия;
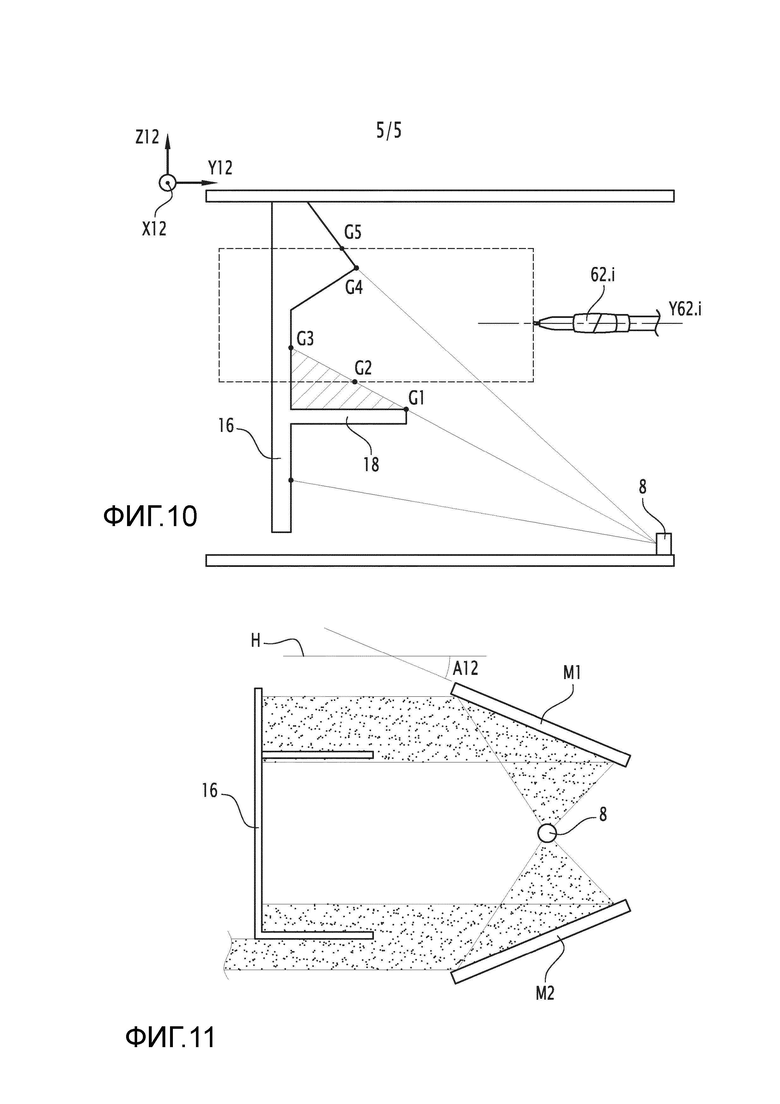
на фиг. 10 - обработка затененных участков при определении размеров компонента; и
на фиг. 11 - второй вариант выполнения установки для нанесения покрытия для нанесения покрывного материала, в которой установлены два зеркала, соответственно, выше и ниже каждого лазерного датчика, относящегося к установке.
На фиг. 1 показана установка 1 для нанесения покрывного материала. Установка 1 предназначена для нанесения покрывного материала на компоненты, движущиеся на транспортере 12. Как можно видеть на фиг. 2, транспортер 12 является подвесным транспортером, на который подвешивают один или несколько компонентов 13, подлежащих нанесению покрывного материала. Ось движения транспортера 12 обозначена как поз. X12, и направление движения транспортера 12 обозначено как поз. F1.
В следующих далее разделах описания продольное направление, другими словами, направление, продолжающееся по длине компонента, параллельно оси X12.
Установка 1 содержит камеру 2, ограничивающую в верхней части продольное отверстие o2, образующее сквозной проход через транспортер 12. Камера 2 имеет несколько непоказанных боковых отверстий, для свободного прохода распылителей.
В настоящем документе термин «распылитель» следует интерпретировать в широком смысле. Фактически, в примере, представленном на фигурах, распылители являются распылителями для жидкой краски, но изобретение, помимо прочего, также относится к распылителям порошкового материала. Таким образом, покрывной материал может быть краской, лаком или даже грунтовкой в виде жидкости или порошка.
В этом примере с каждой стороны камеры 2 расположены две пары 4 и 6 вертикальных рядов распылителей. Расположенные с боковой стороны распылители пары 4 являются «левыми» распылителями, в то время как расположенные с противоположной боковой стороны распылители пары 6 являются «правыми» распылителями.
Пара 4 содержит две колонки 40 и 42 распылителей, причем каждая колонка содержит восемь распылителей, равномерно распределенных обычным образом в направлении по высоте. Аналогично, противоположная пара 6 содержит две вертикальные колонки 60 и 62, причем каждый ряд содержит восемь распылителей, распределенных по высоте с равным интервалом. Две колонки распылителей 40 и 42, также как и две колонки 60 и 62, расположены бок о бок. Восемь распылителей колонки 42 пронумерованы номерами 42.1 - 42.8 в порядке их расположения от самого верхнего распылителя до самого нижнего распылителя. Аналогичным образом, восемь распылителей противоположной колонки 62 пронумерованы номерами 62.1 - 62.8 в порядке их расположения от самого верхнего распылителя до самого нижнего распылителя.
Распылители колонок 40 и 42, а также распылители колонок 60 и 62 не расположены лицевой стороной друг к другу в одной и той же горизонтальной плоскости, так чтобы свести к минимуму взаимное влияние во время распыления. Это в частности, существенно, когда покрывной материал электростатически заряжен.
Каждый распылитель имеет ось распыления, вдоль которой распыляют покрывной материал. В примере, показанном на фигурах, ось распыления каждого распылителя является горизонтальной и перпендикулярной оси X12 движения транспортера 12. На фиг. 2 оси распыления распылителей 62.1 и 62.2 обозначены ссылочными номерами Y62.1 и Y62.2. В более общем смысле поз. Y62.i обозначает ось распыления распылителя 62.i, где i равно от 1 до 8.
Каждый распылитель может перемещаться в плоскости, которая перпендикулярна оси X12 движения транспортера 12, в частности, вдоль своей оси. Фактически, каждый распылитель установлен на непоказанной подвижной каретке, которая может перемещаться со скольжением в направляющей, которая также не показана. Каретка, к примеру, может совершать поступательное перемещение с помощью электродвигателя. Перемещение каждой подвижной каретки управляется электронным блоком управления, который не показан.
Перед камерой 2 для распылителей и на ее наружной части расположены два датчика 8 и 10. Эти два датчика 8 и 10 расположены с каждой стороны транспортера 12, соответственно справа и слева, и предназначены для измерения размеров компонентов, поступающих в камеру 2. Датчики 8 и 10 являются лазерными датчиками, известными как «радарный датчик», «сканирующий датчик» или даже «лидар». Они функционируют посредством сканирования, другими словами, они генерируют лазерный луч, который движется в вертикальной плоскости, соответственно обозначенной как поз. P8 или P10, в пределах угла приблизительно 270°. Эти лазерные датчики позволяют измерять расстояние между точкой объекта, заданной лазерным лучом, и датчиком. Таким образом, эти датчики обеспечивают возможность определения координат в неподвижной системе координат группы точек, лежащих на пересечении плоскости датчика и компонента 13, подлежащего нанесению покрывного материала. Эти группы точек образуют линию наружного профиля компонента 13. Таким образом, эта линия наружного профиля содержится в вертикальной плоскости. Когда компонент 13 движется вдоль оси X12 транспортера 12, каждый датчик измеряет фактически несколько линий наружного профиля, которые распределены по длине компонента с равным интервалом. Этот интервал зависит от скорости транспортера 12, частоты сканирования датчика 8 или 10 и угла наклона плоскости измерения датчика относительно вертикальной плоскости, которая перпендикулярна оси X12.
Как показано в примере, плоскости P8 и P10 соответственно наклонены под углом A8 и A10 относительно вертикальной плоскости V8 или V10, которая перпендикулярна оси X12 движения транспортера 12. Как правило, толщина стенки, измеряемая датчиком, всегда меньше при условии, что плоскость измерения наклонена на значительный угол относительно плоскости, которая перпендикулярна оси X12.
Датчики 8 и 10 смещены относительно друг друга вдоль оси X12, так чтобы они могли отслеживать скорость транспортера 12. Скорость транспортера 12 также можно измерить непосредственно соответствующим датчиком, который не показан на фигурах.
Как видно на фиг. 3, датчики 8 и 10 расположены на средней высоте относительно высоты камеры 2 для сведения к минимуму затененных участков, другими словами, участков, которые недоступны для лазерного луча из-за геометрии компонента. Эти затененные участки фактически являются участками, которые скрыты самим компонентом.
Установка 1 также содержит электронный блок 100 управления (ECU), который схематично показан на фиг. 3. ECU 100 предназначен для приема сигналов измерений, исходящих от датчиков 8 и 10. Эти сигналы, в частности, содержат координаты точек каждой линии наружного профиля в неподвижной системе координат. Для упрощения чертежа ECU 100 соединен на фиг. 3 только с двумя распылителями, соответственно 62.7 и 62.8. Однако ECU 100 управляет каждым распылителем колонок распылителей 40, 42, 60 и 62, другими словами, он может отправлять сигналы позиционирования каждому распылителю. Эти сигналы позиционирования соответствуют значениям перемещения, которое должен выполнять каждый распылитель, чтобы достигнуть определенного положения вдоль оси.
Кроме того, каждый распылитель имеет область нанесения покрывного материала или область нанесения покрывного материала, соответствующую зоне, в которой он может осуществлять распыление покрывного материала. Эта зона, в общем, соответствует полному объему параллелепипеда. На фиг. 3 показаны области Z42.2 и Z62.2 нанесения покрывного материала, соответственно, для распылителей 42.2 и 62.2. Распылители колонок 42 и 62 расположены лицевой стороной друг к другу. Таким образом, зоны Z42.2 и Z62.2 объединены.
Ниже приведено описание способа нанесения покрытия для нанесения покрывного материала с помощью распылительной установки 1. Этот способ включает в себя несколько автоматизированных этапов, включающих в себя первый этап, состоящий из оценки размеров каждого компонента 13, входящего в камеру 2. С этой целью датчики 8 и 10 определяют одну или несколько линий наружного профиля с каждой стороны компонента, другими словами, слева и справа от транспортера 12. Таким образом, получают полную линию наружного профиля компонента. Когда компонент движется вперед вдоль оси X12 транспортера 12, линия наружного профиля компонента, которую измеряют датчики 8 и 10, может варьироваться. Это колебание размеров могут обнаруживать датчики 8 и 10, поскольку каждый из указанных датчиков измеряет координаты точек линии наружного профиля, которая содержится в плоскости измерения, P8 или P10, причем измерение осуществляется в каждый момент времени. Таким образом, этот первый этап состоит из определения координат в неподвижной системе координат точек одной или нескольких линий наружного профиля, распределенных с равными интервалами по длине компонента 13. Число линий наружного профиля зависит от частоты датчика 8 или 10, скорости, с которой транспортер 12 движется вперед, и длины компонента. В рассматриваемом случае неподвижная система координат является прямоугольной системой координат, образованной осью X12 движения транспортера, горизонтальной осью Y12, которая перпендикулярна указанной оси, и вертикальной осью Z12.
В примере, показанном на фиг. 2, транспортируемый компонент 13 является корпусом автомобилеопрокидывателя. Корпус 13 автомобилеопрокидывателя нежестко закреплен на транспортере 12 таким образом, что он наклонен приблизительно на 10° относительно вертикальной плоскости. В частности, два способа, которые описаны в документах FR-A-2 855081 и EP-A-2 712680, не предлагают средство для получения правильного расстояния для нанесения покрывного материала в рассматриваемой конфигурации.
На указанной фигуре показаны две линии L1 и L2 наружного профиля. Корпус автомобилеопрокидывателя показан на фиг. 2 только частично с целью упрощения чертежа.
Кроме того, каждая линия наружного профиля разделена на множество секций на основании компоновки распылителей. Фактически, известно положение распылителей на вертикальной оси, а также ширина их области нанесения покрывного материала или области распыления. Следовательно, можно определить конкретный распылитель, чья область нанесения покрывного материала содержит каждую точку линии наружного профиля. Таким образом, точки, расположенные в одной и той же области нанесения покрывного материала, сгруппированы вместе и совместно образуют секцию линии наружного профиля. Каждая секция линии наружного профиля относится к какому-либо распылителю. Этот этап распределения выполняет ECU 100.
Например, в случае линии L1 наружного профиля на фиг. 2 первая секция, ограниченная между точками C1 и C2, относится к распылителю 62.1, в то время как секция, ограниченная между точками C2 и C3, относится к распылителю 62.2, расположенному ниже.
Далее способ включает в себя этап, состоящий из идентификации точки из числа точек, относящихся к каждому распылителю, которая наиболее близко расположена к конкретному распылителю. Этот этап выполняется посредством подсчета расстояния, параллельного оси Y12, между каждой соотнесенной точкой и распылителем. В расчет принимают только координату точек линии профиля вдоль оси Y12. Этот этап подсчета выполняет ECU 100.
В примере на фиг. 2 точка, наиболее близко расположенная к распылителю 62.i, где i имеет значения от 1 до 8, соответствует точке, имеющей наибольшую координату вдоль оси Y12. Это точка A1 для распылителя 62.1 и точка B1 для распылителя 62.2. Ту же самую операцию выполняют для каждой линии наружного профиля компонента. Таким образом, точка A2 линии L2 является точкой, наиболее близко расположенной к распылителю 62.1, и точка B2 линии L2 является точкой, наиболее близко расположенной к распылителю 62.2.
Таким образом, каждая секция каждой линии наружного профиля включает в себя точку, идентифицированную как наиболее близко расположенную точку каждой линии наружного профиля. В примере, показанном на фиг. 2, ближайшие точки A1 и A2 или B1 и B2 расположены на одной и той же высоте. Однако для того, чтобы принять в расчет случай, где ближайшие точки расположены на разной высоте, каждая точка, идентифицируемая как ближайшая, проецируется под прямым углом в горизонтальной плоскости, содержащей ось соответствующего распылителя и параллельно оси транспортера X12. Каждому распылителю соответствует линия слежения. Эта линия слежения проходит через ортогональную проекцию точки, идентифицируемой как ближайшая точка к распылителю каждой линии наружного профиля. Таким образом, каждая из линий слежения находится в горизонтальной плоскости. Следовательно, они проходят в направлении длины компонента, подлежащего нанесению покрытия, в отличие от линий наружного профиля, которые продолжаются в направлении по высоте.
В случае корпуса автомобилеопрокидывателя, показанного на фиг. 2, линия L3 слежения, проходящая через точки A1 и A2, относится к распылителю 62.1, в то время как линия L4 слежения, проходящая через точки B1 и B2, относится к распылителю 62.2. Линии слежения, относящиеся к каждому распылителю, позволяют автоматически программировать линию движения, по которой должен следовать каждый распылитель, когда компонент 13 движется по транспортеру 12. Линию движения, по которой должен следовать каждый распылитель, программирует ECU 100, так чтобы распылитель оставался на правильном расстоянии для нанесения покрывного материала по мере движения компонента 13 на транспортере в переднем направлении.
Линия слежения каждого распылителя дополнена «воображаемыми» точками измерения, которые позволяют наносить покрывной материал на осевые торцевые поверхности компонентов, другими словами, поверхности, которые, в общем, перпендикулярны оси транспортера 12. Эти воображаемые точки измерения продолжают каждую линию слежения с обеих сторон компонента 13. Эти точки подвергаются обработке из распылителей как фактические точки измерения, несмотря на то, что они не относятся компоненту. Однако эти воображаемые точки измерения воспринимаются распылителями как относящиеся к компоненту. Они позиционируются различным образом в зависимости от конкретных случаев.
На фиг. 4 - 6 на виде сверху показан компонент 13, закрепленный на транспортере 12. Кроме того, на фиг. 4 - 6 и 8 воображаемые точки измерения обозначены треугольником, в то время как фактические точки измерения, измеряемые датчиками 8 и 10, соответственно обозначены кружками и крестиками. Кружки соответствуют фактическим точкам измерения, относящимся к правому распылителю, в то время как крестики соответствуют фактическим точкам измерения, относящимся к левому распылителю.
Термины «передний» или «перед» относятся к направлению, которое продолжается в направлении движения транспортера 12, другими словами, в направлении стрелки F1, в то время как термины «задний» или «после» относятся к направлению, противоположному направлению F1 движения транспортера 12.
В конфигурации, показанной на фиг. 4, компонент 13 прикреплен таким образом, что его задняя торцевая поверхность E2 пересекается осью X12 транспортера. Воображаемые точки измерения добавлены после фактических точек измерения для нанесения покрывного материала на заднюю торцевую поверхность E2 наилучшим образом. Все эти воображаемые точки измерения расположены на оси X12 транспортера. Они продолжают линию слежения в обратном направлении. Воображаемые точки измерения также добавлены перед фактическими точками измерения для нанесения покрывного материала на переднюю торцевую поверхность E1 наилучшим образом. Передняя торцевая поверхность E1 не пересекается осью X12 транспортера. Таким образом, все задние воображаемые точки измерения расположены в осевом продолжении фактических точек измерения, другими словами, кружков в этом примере. В этом примере только линия слежения правого распылителя дополнена воображаемыми точками измерения. Однако воображаемые точки измерения могли бы быть добавлены к линии слежения левого распылителя.
В конфигурации на фиг. 5 компонент 13 прикреплен таким образом, что торцевые поверхности E1 и E2 пересекаются ось X12 транспортера, причем все воображаемые точки измерения, которые продолжают линию слежения, относящуюся к правому и/или левому распылителю, расположены на оси X12 транспортера.
В конфигурации, показанной на фиг. 6, задняя торцевая поверхность E2 является эксцентричной по отношению к оси X12 транспортера, в то время как передняя торцевая поверхность E1 пересекается ось X12 транспортера. Воображаемые точки измерения, добавленные перед линией слежения, расположены на оси X 12 транспортера, в то время как воображаемые точки измерения, дополняющие линию слежения сзади, расположены как продолжение (в одну линию) фактических точек измерения. Это обеспечивает распыление покрывного продукта на торцевые поверхности E1 и E2 наиболее эффективным образом.
Следовательно, воображаемые точки измерения расположены на оси X12 транспортера, когда передняя поверхность E1 или задняя поверхность E2 пересекаются осью транспортера, и расположены в осевом направлении как продолжение (в одну линию) первой или последней фактической точки измерения линии слежения, если передняя поверхность E1 или задняя поверхность E2 смещена относительно оси X12 транспортера, другими словами, когда эта поверхность не пересекается осью транспортера. Эти воображаемые точки измерения распределены в сегменте, который параллелен оси X12 транспортера, причем его длина равна ширине области нанесения покрывного материала из распылителя. Указанные точки добавляют в цифровой форме к каждой линии слежения с помощью ECU 100.
На фиг. 7 показана траектория движения распылителя в подвижной системе координат и на виде сверху, в частности, в подвижной системе координат, относящейся к транспортируемому компоненту. Для ясности изложения в качестве примера выбрана точка 14 измерения, движущаяся вдоль оси X14, которая параллельна оси X12 транспортера. Как можно видеть на этой фигуре, траектория движения распылителя в горизонтальной плоскости имеет форму полуэллипса и проходит через точки P1 - P7, которые последовательно соответствуют положениям распылителя вдоль его оси во время перемещения точки 14. Этот полуэллипс сцентрирован по точке 14 измерения. При отсутствии компонента в области нанесения покрывного материала из распылителя этот распылитель расположен так, как если бы он должен был распылять покрывной материал в точку, расположенную на оси X12 транспортера. Когда компонент поступает в область нанесения покрывного материала из распылителя, этот распылитель движется в обратном направлении и затем движется вперед, когда компонент выходит из области распыления, так что он описывает траекторию в форме полуэллипса. Затем распылитель возвращается в исходное положение, в котором он расположен, как если бы он распылял покрывной материал в точке, расположенной на оси X12 транспортера. Точка P4 соответствует точке, где распылитель расположен так, что обращен к точке 14 измерения. Расстояние d2, которое отделяет точку P4 от точки 14, другими словами, половина главой оси эллипса, соответствует номинальному расстоянию для нанесения покрывного материала из распылителя.
Точки позиционирования распылителя создаются в форме полуэллипса для каждой точки линии слежения. Другими словами, кривая перемещения в форме полуэллипса относится к каждой точке линий слежения. Это создает для каждой линии слежения облако точек, которое не показано на фиг. 8 с целью упрощения чертежа. Это облако точек находится в горизонтальной плоскости, которая проходит через ось распылителя. Идеальная траектория распылителя для поддержания правильного расстояния для нанесения покрывного материала во время движения компонента на транспортере соответствует линии L100 поверхности этого облака точек. Эта огибающая линия L100 поверхности проходит через точку каждого эллипса, которая наиболее удалена от оси X12 транспортера. На фиг. 8 расстояние d1 соответствует ширине, измеряемой параллельно оси X12, а область распыления покрывного материала из распылителя и расстояние d2 соответствуют расстоянию для распыления покрывного материала, необходимому для распылителя. Заданная траектория L100 точек является идеальной траекторией для распылителя, которую устанавливают для каждого распылителя с учетом точек соответствующей линии слежения таким образом, чтобы автоматически и независимо регулировать расстояние для нанесения покрывного материала с учетом наружного профиля компонента.
Кроме того, каждый распылитель управляется независимо с целью распыления покрывного материала только если определено, что компонент находится в области нанесения покрывного материала или в его области/диапазоне распыления. Это автоматически выполняет ECU 100 посредством определения места каждого компонента на транспортере 12. Точнее говоря, измерения, выполняемые датчиками 8 и 10, должны использоваться для определения места каждого компонента вдоль оси X12 транспортера 12. Зная скорость транспортера 12, можно точно предвычислить, когда компонент, подлежащей нанесению покрывного материала, окажется перед каждым распылителем. ECU 100 также может избирательно прерывать распыление покрывного материала из каждого распылителя. Это позволяет исключить чрезмерное распыление покрывного материала.
Из-за ограничений, относящихся к перемещению каждого распылителя в обратном направлении, не всегда удается соблюдать заданную траекторию L100 точек. Фактически, каждый распылитель не может перемещаться в обратном направлении максимально быстро. На фиг. 9 представлен график, на котором по оси абсцисс (ось x) откладывается масштаб времени t и по оси ординат (ось y) перемещение dy распылителя вдоль его оси, другими словами, вдоль оси, которая параллельна оси Y12, причем кривая dmax максимального перемещения правого распылителя установки 1 в функции времени t показана тонкой линией. На этом графике кривая, показанная тонкой линией, проходящей через кружки, соответствует траектории, установленной на основании линии слежения для рассматриваемого распылителя, причем эта траектория имеет фактические и воображаемые точки измерения. Точки, которые расположены ниже кривой dmax, соответствуют положениям, которые распылитель не может достигать в соответствующий период времени. На фиг. 9 заштрихованная зона Zi, расположенная ниже кривой d max, является «недоступной» областью для распылителя.
Следовательно, указанный способ содержит этап, состоящий из проверки, позволяющей убедиться в способности каждого распылителя следовать траектории L100, в частности, для исключения столкновения. С этой целью способ предусматривает расчет времени, необходимого каждому распылителю для достижения «безопасного» положения. Это безопасное положение соответствует максимальному убранному положению, в котором, как определено, распылитель находится с наружной стороны камеры 2, или, по меньшей мере, самому удаленному возможному расстоянию от оси X12 транспортера. Таким образом, отсутствует риск столкновения с транспортируемыми компонентами. Указанный способ также предусматривает расчет расстояния At, которое проходят один или несколько транспортируемых компонентов в течение этого времени отхода. Таким образом, посредством отслеживания одного или нескольких компонентов на расстоянии At применительно к каждому распылителю можно определить, «прибывает» ли компонент слишком быстро по отношению к возможности перемещения распылителя и риски столкновения с компонентом.
Если геометрия компонента, подлежащего нанесению покрытия, такова, что огибающая линия L100, другими словами, идеальная траектория, которой должен следовать распылитель, проходит через ограниченную зону Zi, распылитель движется безопасным образом, другими словами, он движется назад на максимальное расстояние, так чтобы исключить столкновение с объектом, подвешенным на транспортере 12. Практически, это движение в обратном направлении выполняется заблаговременно перед прохождением компонента.
Однако если огибающая кривая L100 проходит не через ограниченную зону Zi, а просто через одну или несколько точек кривой dmax максимального перемещения, существуют возможность адаптации траектории распылителя для исключения столкновения без перемещения на безопасное расстояние и возможность продолжения распыления. Эта новая траектория показана жирной линией на фиг. 9. Она обозначена как поз. Lʹ100. Точнее говоря, рассматривая точку E пересечения кривой dmax максимального перемещения и огибающей линии L100, модифицированная траектория Lʹ100 сначала следует вдоль кривой dmax максимального перемещения и затем возвращается к состоянию траектории L100 после достижения точки E.
Таким образом, распылитель не сталкивается с компонентом и поддерживает правильное расстояние для нанесения покрывного материала, по меньшей мере, на протяжении второй части траектории, другими словами, на протяжении части, начинающейся от критичной точки E. Другими совами, траектория Lʹ100 наиболее соответствующим образом следует идеальной линии L100 слежения.
В примере с компонентом 16, как показано на фиг. 10, указанный компонент имеет такую форму, что лазерный луч датчика 8 или 10 не может достигнуть определенных участков компонента. Эти участки часто именуют как затененные участки. В рассматриваемом случае выступ 18 маскирует определенный участок компонента 16, причем маскируемый объем на фиг. 10 заштрихован. В этом случае линия наружного профиля искусственно дополнена посредством вычерчивания отрезка прямой между последовательными точками, применительно к которым датчик может выполнять измерение расстояния. Эти точки соответствуют точкам G1 и G3 на фиг. 10. Для определения точек линии наружного профиля, которые относятся к распылителю 42.i, где i имеет величину от 2 до 7, необходимо выполнить пересечение отрезка прямой, искусственно вычерченного между точками G1 и G3, и нижней границей области нанесения покрывного материала из распылителя 42.i, которая обозначена на фиг. 10 прямоугольником, выполненным с помощью пунктира. Пересечение этих двух линий обозначено точкой G2. Таким образом, точку G2 можно рассматривать как «искусственную точку» измерения. Точки G4 и G5 обозначают две точки линии наружного профиля. Точка G5 расположена на пересечении линии наружного профиля с верхней границей области нанесения покрывного материала из распылителя 42.1. Секция линии наружного профиля, которая относится к распылителю 42.1, продолжается между точками G2 и G5. Туже самую операцию можно выполнить для определения искусственной точки измерения на верхней границе области распыления покрывного материала из рассматриваемого распылителя.
Для решения проблемы, связанной со сложной обработкой затененных участков, можно использовать, как показано на фиг. 11, два зеркала M1 и M2, расположенных соответственно сверху и снизу лазерного датчика 8 и/или 10 для отражения части лучей, испускаемых одним или несколькими датчиками, с целью достижения любых возможных затененных участков компонента 16, имеющего конкретную геометрию. Датчики 8 и 10 фактически могут испускать лазерный луч в пределах углового сектора, равного 270, в вертикальной плоскости. Зеркала M1 и M2 немного наклонены относительно горизонтальной плоскости H. Точнее говоря, каждое зеркало M1 или M2 наклонено относительно плоскости H под углом A12, равным 20 - 70°, предпочтительно равным 45°. Кроме того, зеркала M1 или M2 наклонены относительно плоскости H таким образом, что они расположены напротив друг друга, другими словами, ориентированы соответственно так, что они направлены вверх и вниз в направлении компонента 16, подлежащего нанесению покрывного материала. Таким образом, зеркала M1 и M2 ориентированы таким образом, чтобы отражать лучи лазерного датчика в направлении затененных участков. Зная расстояние между датчиком 10 и зеркалами M1 и M2 и угол наклона зеркал, можно рассчитать расстояние, измеряемое параллельно оси Y12, между каждой точкой линии наружного профиля и датчиком 10. Таким образом, эта компоновка зеркал позволяет исключить процесс обработки вышеописанных затененных участков.
С помощью непоказанного варианта можно использовать датчик другого типа в виде ультразвукового датчика или оптического датчика, например, камеру.
По другому непоказанному варианту, по меньшей мере, один из распылителей может выполнять комбинированное вертикально-горизонтальное движение в его плоскости перемещения, т.е. плоскости, которая расположена под прямым углом к оси X12 перемещения транспортера 12. Например, каждый распылитель этого типа может быть установлен на конце манипулятора многокоординатного робота, в частности, шестикоординатного робота или робота возвратно-поступательного типа, который выполняет перемещения вперед и назад в направлении высоты. В этом последнем случае распылитель остается на каретке, которая может поступательно перемещаться в горизонтальной плоскости. Если робот может наносить покрывной материал на весь компонент, линия наружного профиля не прерывается, и все точки линии наружного профиля относятся к области нанесения покрывного материала из распылителя. Все многокоординатные роботы включают в себя шарнирный манипулятор и выполняют движения назад и вперед в направлении высоты, а также следуют траектории в направлении глубины, другими словами, параллельно оси Y12.
Эти роботы имеют скорость перемещения намного выше скорости перемещения транспортера 12, например, порядка 1 м/с, в то время как скорость транспортера 12, например, составляет 1 м/мин. Точка, наиболее близко расположенная к распылителю в области нанесении покрывного материала, постоянно корректируется на всем протяжении вертикального движения распылителя роботом и перемещения в переднем направлении компонента на транспортере. Расстояние для нанесения покрывного материала из распылителя автоматически регулируется на основании координат ближайшей точки. В этом случае линия слежения соответствует линии, которая соответствует перемещению назад и вперед в направлении высоты. Кроме того, заданная траектория точек распылителей, способных выполнять комбинированное горизонтально-вертикальное движение, подсчитывается следующим образом. Определяют поверхность наружного профиля, образованную всеми линиями наружного профиля. Эта поверхность продолжается в цифровой форме с помощью воображаемых точек измерения с обеих сторон в направлении длины. Далее кривую соответствия в форме полуэллипса приводят в соответствие с каждой фактической точкой измерения, относящейся к линиям наружного профиля, и с каждой воображаемой точкой измерения, причем номинальное расстояние для нанесения покрывного материала из распылителя соответствует половине главной оси кривой перемещения. Далее определяют периферийную огибающую поверхность облака точек, образованную точками каждой соотнесенной кривой перемещения. Точки облака распределены по трем размерам, и именно поэтому периферийную огибающую поверхность также именуют как «3D распределение». Заданную траекторию точек устанавливают во внутренней части этой огибающей поверхности.
По другому непоказанному варианту колонки распылителей являются не вертикальными, а немного наклоненными относительно вертикальной оси Z12.
По другому непоказанному варианту плоскости измерения датчиков 8 и 10 перпендикулярны оси X12 движения транспортера 12, другими словами, углы A8 и A10 равны нулю.
По другому непоказанному варианту транспортер является напольным транспортером, на котором размещены компоненты, подлежащие нанесению покрывного материала.
По другому непоказанному варианту установка 1 содержит, по меньшей мере, один изогнутый распылитель, который установлен на конце манипулятора робота и предназначен для нанесения покрывного материала на верхнюю поверхность транспортируемых компонентов. Следовательно, ось распыления непараллельна оси перемещения распылителя. Этот распылитель способен выполнять комбинированное горизонтально-вертикально движение в его плоскости перемещения, т.е. плоскости, которая расположена под прямым углом к оси X12 перемещения транспортера 12. Расстояние для нанесения покрывного материала из распылителя также автоматически регулируется на основании координат ближайшей точки его области распыления с помощью способа, подробно описанного выше.
По другому непоказанному варианту плоскость перемещения одного или нескольких распылителей не перпендикулярна оси X12 транспортера, а наклонена относительно этой оси. Следовательно, плоскость перемещения в этом случае является вертикальной плоскостью, которая образует с осью X12 угол, который предпочтительно составляет 45 - 135°. Это, в частности, позволяет более эффективно окрашивать поверхности, расположенные у продольных концов транспортируемых компонентов, другими словами, передние и задние поверхности, которые перпендикулярны оси X12 транспортера.
Технические характеристики вариантов выполнения и их разновидностей, представленных выше, можно комбинировать друг с другом для создания новых вариантов выполнения изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ ТОЧНОГО НАНЕСЕНИЯ КОСМЕТИЧЕСКИХ СРЕДСТВ | 2008 |
|
RU2501505C2 |
| КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ УСТАНОВКИ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ ПО МЕНЬШЕЙ МЕРЕ С ОДНОЙ УДЕРЖИВАЮЩЕЙ ЧАСТЬЮ | 2010 |
|
RU2534074C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ЕМКОСТЕЙ ВЫДУВНЫМ ФОРМОВАНИЕМ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННИЕ СТЕНКИ ПЛАСТИКОВОЙ ЕМКОСТИ | 2003 |
|
RU2312016C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ И СПОСОБ СЕРИЙНОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ | 2007 |
|
RU2441712C2 |
| Валик для нанесения покрывных материалов | 1980 |
|
SU910222A1 |
| Способ нанесения покрытий в вакууме | 2017 |
|
RU2654991C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ И СООТВЕТСТВУЮЩИЙ СПОСОБ РАБОТЫ | 2012 |
|
RU2624644C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 2018 |
|
RU2719973C1 |
| КОНТРОЛЬНОЕ УСТРОЙСТВО И СПОСОБ ПРОВЕРКИ РАБОТОСПОСОБНОСТИ РАСПЫЛИТЕЛЬНОГО УСТРОЙСТВА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ | 2010 |
|
RU2516621C2 |
| МОБИЛЬНАЯ СИСТЕМА НАНЕСЕНИЯ ПОКРЫТИЯ ДЛЯ ЭЛАСТОМЕРНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2567072C1 |
Изобретение относится к способу нанесения покрытия для нанесения покрывного материала на компонент и к установке для нанесения покрывного материала, с помощью которой можно внедрить этот способ. Способ нанесения покрытия для нанесения покрывного материала на компонент, перемещаемый транспортером, вдоль которого установлен по меньшей мере один распылитель, выполненный с возможностью перемещения в плоскости, которая наклонена или перпендикулярна оси движения транспортера, включает в себя по меньшей мере один из автоматизированных этапов. Автоматизированные этапы состоят из определения координат точек одной или нескольких линий наружного профиля компонента, распределенных по длине компонента, в неподвижной системе координат. Этапы также состоят из назначения для каждого распылителя точек каждой линии наружного профиля, которые лежат в области распыления покрывного материала, и идентификации точки для каждой линии наружного профиля из числа точек, относящихся к каждому распылителю, которая наиболее близко расположена к конкретному распылителю. Кроме того, этапы состоят из определения для каждого распылителя линии слежения, которая проходит через ортогональную проекцию всех наиболее близко расположенных точек, идентифицированных на этапе идентификации точки, в плоскости, проходящей через ось распылителя и параллельно оси движения транспортера. Также этапы состоят из установления заданной траектории точек для каждого распылителя на основании точек линии слежения так, чтобы автоматически и независимо регулировать расстояние для нанесения покрывного материала из каждого распылителя в соответствии с наружным профилем компонента. Установка для нанесения покрытия содержит по меньшей мере первое средство для определения координат точек, второе средство для назначения для каждого распылителя точек каждой линии наружного профиля и третье средство для идентификации точки. Кроме того, установка содержит четвертое средство для определения для каждого распылителя линии слежения и пятое средство для установления заданной траектории точек для каждого распылителя на основании точек линии слежения для автоматического и независимого регулирования расстоянии для нанесения покрывного материала из распылителя согласно наружному профилю компонента. Техническим результатом группы изобретений является обеспечение возможности автоматического и независимого регулирования расстояния для нанесения покрывного материала из каждого распылителя с целью адаптации к компонентам, имеющим свободные формы, или компонентам, которые не жестко закреплены или удерживаются на месте, по мере перемещения компонентов на транспортере в переднем направлении. 2 н. и 16 з.п. ф-лы, 11 ил.
1. Способ нанесения покрытия для нанесения покрывного материала на компонент (13; 16), перемещаемый транспортером (12), вдоль которого установлен по меньшей мере один распылитель (42.1 - 42.8, 62.1 - 62.8), выполненный с возможностью перемещения в плоскости, которая наклонена или перпендикулярна оси (X12) движения транспортера, отличающийся тем, что он включает в себя по меньшей мере один из следующих автоматизированных этапов, состоящих из:
a) определения координат точек (A1, B1, C1, A2, B2, C2) одной или нескольких линий (L1, L2) наружного профиля компонента, распределенных по длине компонента, в неподвижной системе координат (X12, Y12, Z12);
b) назначения для каждого распылителя точек каждой линии наружного профиля, которые оказываются в его области (диапазоне) распыления покрывного материала;
c) идентификации точки (A1, A2, B1, B2) для каждой линии наружного профиля из числа точек, относящихся к каждому распылителю, которая наиболее близко расположена к конкретному распылителю;
d) определения для каждого распылителя линии (L3, L4) слежения, которая проходит через ортогональную проекцию всех наиболее близко расположенных точек, идентифицированных на этапе c), в плоскости, проходящей через ось распылителя и параллельно оси (X12) движения транспортера;
e) установления заданной траектории (L100) точек для каждого распылителя на основании точек линии (L3, L4) слежения, так чтобы автоматически и независимо регулировать расстояние для нанесения покрывного материала из каждого распылителя в соответствии с наружным профилем компонента.
2. Способ по п. 1, отличающийся тем, что он включает в себя дополнительный этап, состоящий из измерения положения каждого компонента вдоль транспортера (12), и что этап a) состоит из определения координат точек (A1, B1, C1, A2, B2, C2) множества линий (L1, L2) наружного профиля, распределенных с равными интервалами по длине компонента.
3. Способ по п. 2, отличающийся тем, что он включает в себя дополнительный этап, состоящий из управления каждым распылителем (42.1 - 42.8, 62.1 - 62.8) для распыления покрывного материала только в случае, если компонент оказывается в области распыления покрывного материала.
4. Способ по п. 1, отличающийся тем, что каждая линия (L3, L4) слежения продолжается в цифровой форме с каждой стороны с помощью воображаемых точек измерения для распыления покрывного материала на переднюю поверхность (E1) и заднюю поверхность (E2) компонента.
5. Способ по п. 4, отличающийся тем, что воображаемые точки измерения расположены на оси (X12) движения транспортера, если передняя поверхность (E1) или задняя поверхность (E2) пересекается осью движения транспортера, и расположены в осевом направлении как продолжение (в одну линию) первой или последней точки линии (L3, L4) слежения, если передняя или задняя поверхность не пересекается осью транспортера.
6. Способ по п. 5, отличающийся тем, что воображаемые точки измерения распределены по сегменту, который параллелен оси (X12) транспортера и длина которого равна ширине области распыления покрывного материала из распылителя (42.1 - 42.8, 62.1 - 62.8).
7. Способ по любому из пп. 4-6, отличающийся тем, что этап e) содержит подэтапы, состоящие из:
f) назначения кривой перемещения в форме полуэллипса для каждой точки линий слежения, причем номинальное расстояние для нанесения покрывного материала из распылителя соответствует половине главной оси кривой перемещения;
g) определения заданной траектории (L100) точек посредством установления огибающей линии поверхности облака точек, образованного точками каждой кривой перемещения, назначенной на этапе f).
8. Способ по любому из пп. 1-6, отличающийся тем, что по меньшей мере один из распылителей выполнен с возможностью выполнения комбинированного вертикально-горизонтального движения в его плоскости перемещения, и что точка, которая наиболее близко расположена к распылителю в пределах его области нанесения покрывного материала, корректируется в ходе вертикального движения распылителя и что расстояние для нанесения покрывного материала из распылителя автоматически регулируется на основании координат ближайшей точки.
9. Способ по п. 8, отличающийся тем, что этап расчета траектории распылителей, выполненных с возможностью выполнения комбинированного движения, содержит подэтапы, состоящие из:
m) продолжения в цифровой форме поверхности наружного профиля, образованной всеми линиями наружного профиля, с помощью воображаемых точек измерения с обеих сторон в направлении длины;
n) назначения кривой перемещения в форме полуэллипса для каждой фактической точки измерения, относящейся к линиям наружного профиля, и для каждой воображаемой точки измерения, причем номинальное расстояние для нанесения покрывного материала из распылителя соответствует половине главной оси кривой перемещения;
p) определения периферийной огибающей поверхности облака точек, образованного точками каждой кривой перемещения, назначенной на этапе n); и
q) установления заданной траектории точек внутри этой периферийной огибающей поверхности.
10. Способ по любому из пп. 1-6, отличающийся тем, что он включает в себя дополнительный этап, состоящий из: проверки, позволяющей убедиться в способности каждого распылителя (42.1 - 42.8, 62.1 - 62.8) следовать его траектории (L100), и в случае его неспособности к этому установления новой траектории (L100), которая наилучшим образом следует заданной траектории точек, или движения распылителя назад в максимальной степени во избежание столкновения компонента, подлежащего нанесению покрытия, и распылителя.
11. Установка (1) для нанесения покрытия для нанесения покрывного материала на компонент (13, 16), перемещаемый транспортером (12), вдоль которого установлен по меньшей мере один распылитель (42.1 - 42.8, 62.1 - 62.8), выполненный с возможностью перемещения в плоскости, которая наклонена или перпендикулярна оси (X12) движения транспортера, отличающаяся тем, что она содержит по меньшей мере одно из следующих средств:
- первое средство (8, 10) для определения координат точек (A1, B1, C1, A2, B2, C2) одной или нескольких линий (L1, L2) наружного профиля компонента, распределенных по длине компонента, в неподвижной системе координат (X12, Y12, Z12);
- второе средство (100) для назначения для каждого распылителя точек каждой линии наружного профиля, которые находятся в его области распыления покрывного материала;
- третье средство (100) для идентификации точки, наиболее близко расположенной к распылителю, для каждой линии наружного профиля из точек, назначенных для каждого распылителя;
- четвертое средство (100) для определения для каждого распылителя линии (L3, L4) слежения, которая проходит через ортогональную проекцию всех наиболее близко расположенных точек в плоскости, проходящей через ось распылителя и параллельно оси (X12) движения транспортера; и
- пятое средство (100) для установления заданной траектории (L100) точек для каждого распылителя на основании точек линии (L3, L4) слежения для автоматического и независимого регулирования расстояния для нанесения покрывного материала из каждого распылителя согласно наружному профилю компонента.
12. Установка по п. 11, отличающаяся тем, что она содержит колонку распылителей (40, 42, 60, 62), расположенных с одной стороны транспортера (12).
13. Установка по п. 11 или 12, отличающаяся тем, что первое средство содержит датчик (8, 10), расположенный с одной стороны транспортера (12) перед одним или несколькими распылителями.
14. Установка по п. 11, отличающаяся тем, что она содержит по меньшей мере две колонки распылителей (40, 42, 60, 62), которые расположены с каждой стороны транспортера (12), причем эти колонки предпочтительно расположены парами (4, 6), в то время как колонки распылителей каждой пары расположены бок о бок.
15. Установка по п. 11, отличающаяся тем, что первое средство включает в себя два датчика (8, 10), которые расположены с каждой стороны транспортера (12) перед одним или несколькими распылителями, причем каждый из них имеет вертикальную плоскость (P8, P10) измерения.
16. Установка по п. 15, отличающаяся тем, что датчики (8, 10) смещены относительно друг друга вдоль оси (X12) движения транспортера.
17. Установка по п. 15 или 16, отличающаяся тем, что датчики являются лазерными радарами, генерирующими лазерный луч, который сканирует компонент в направлении высоты.
18. Установка по п. 17, отличающаяся тем, что над каждым датчиком (8, 10) и под ним расположены два зеркала (M1, M2), причем эти зеркала ориентированы (A12) таким образом, что они отражают лазерные лучи датчика для достижения затененных участков компонента (16), подлежащего нанесению покрытия.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Способ запуска планетарного вибратора с обкатывающимся по корпусу бегунком | 1974 |
|
SU529851A1 |
| EP 970811 A1, 12.01.2000 | |||
| Способ получения сорбентов | 1975 |
|
SU706102A1 |
| FR 2855081 B1, 02.06.2006 | |||
| Способ получения менисков из кристаллов фтористого лития | 2019 |
|
RU2712680C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| IT M120091474 A1, 14.02.2011 | |||
| US 3777702 A, 11.12.1973 | |||
| Установка для нанесения покрытий | 1983 |
|
SU1156747A1 |
| Камера для окраски крупногабаритных изделий | 1987 |
|
SU1440556A1 |

