НИИ центра. Перераспределение металла при этом создает дополнительное сжимающее меридиональное напряжение в очаге деформации последовательно по всему пе. риметру детали, что приводит к увеличению предельной степени формоизменения и расширению возможностей нроцес-са.
Формула ,и 3 о б р « т е н и я
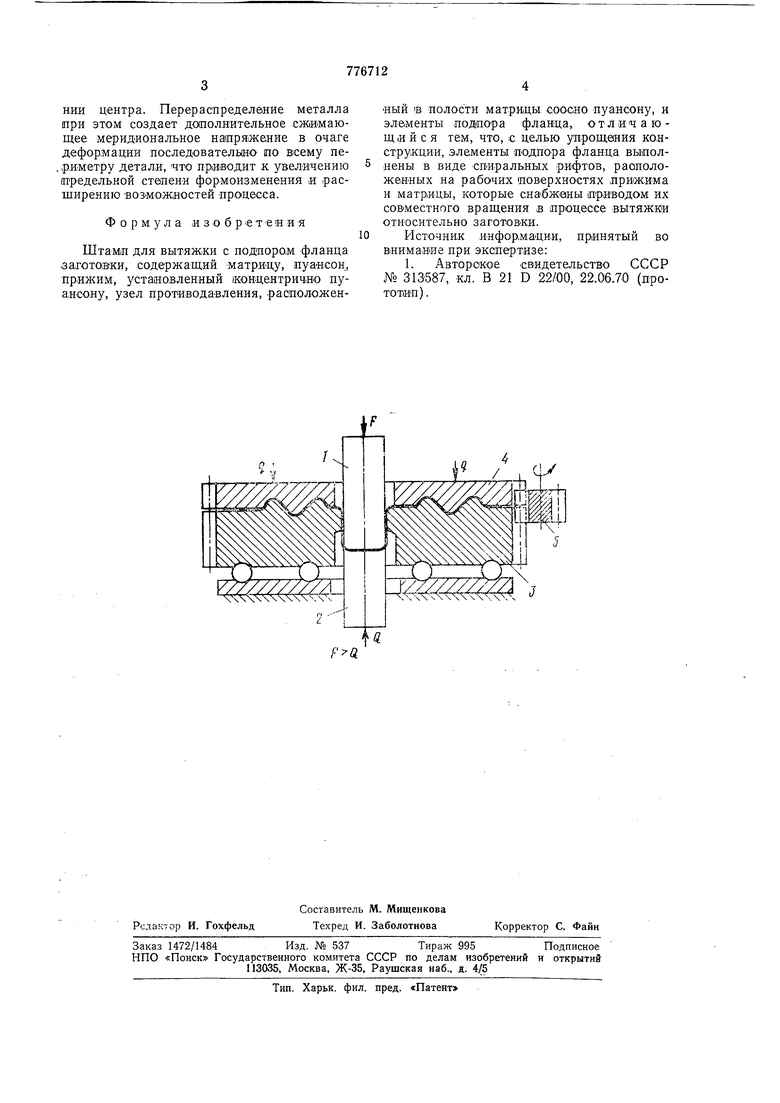
Штамл для вытяжки с подпором фланца .загото;вки, содержащий матрицу, пуансон., , установленный концентрично пуансону, узел противодавления, расположенный 1В полости матрицы ооООно пуансону, и элементы подпора фланца, отличающейся тем, что, с целью упрощения конструкции, элементы подпора фланца выполнены в виде спиральных рифтов, расположенных на рабочих поверхностях прижима и матрицы, которые сна .бжвны приводом их совместного вращения в процессе вытяжки относительно заготовки.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР № 31Э587, кл. В 21 D 22/00, 22.06.70 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для глубокой вытяжки полыхиздЕлий C флАНцЕМ | 1979 |
|
SU844102A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для вытяжки | 1977 |
|
SU633642A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Устройство для вытяжки полых деталей | 1988 |
|
SU1546195A1 |
| Способ глубокой вытяжки и штампдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU837482A1 |
| Штамп для глубокой вытяжки | 1978 |
|
SU721176A1 |
| Штамп для вытяжки | 1987 |
|
SU1503938A1 |
| Устройство для глубокой вытяжки | 1984 |
|
SU1224044A1 |
| СПОСОБ ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1998 |
|
RU2146981C1 |
