Предлагаемое изобретение относится к установке для электрошлакового переплава, снабженной кокилем, т.е. литейной формой, открытой кверху, и по меньшей мере одним расходуемым электродом, простирающимся внутрь литейной формы.
Такая установка описана, например, в DE 10839432 С2.
При получении отливки из свободного от нежелательных примесей металла конец расходуемого электрода, который простирается внутрь литейной формы, оплавляется. Расплавленный металл падает сквозь жидкий расплавленный шлак, который находится поверх расплавленного переплавляемого материала в литейной форме, при этом химическая реакция металла со шлаком удаляет из металла нежелательные примеси, такие как сера и другие неметаллы. Имеющиеся в намазке электрода нежелательные примеси, таким образом, переходят в шлак и не достигают отливки.
Температура, требуемая для плавления расходуемого электрода, обеспечена электрическим током большой величины, протекающим через расходуемый электрод, шлак и расплавленный переплавляемый материал. Шлак в этой цепи работает как элемент электрического сопротивления (резистор), который разогревается при протекании через него электрического тока. При этом шлак переходит в жидкое состояние и нагревается. На шлаке образуется два электрических полюса: один со стороны формирующейся в литейной форме отливки, другой со стороны электрода. За счет тепла, выделяющегося в слое шлака, происходит плавление электрода в месте его контакта со шлаком.
Чем выше температура шлака, тем больше скорость плавления электрода. Однако уровень температуры шлака имеет ограничения. По этой причине при поддержании температуры шлаковой ванны на постоянном уровне эта скорость плавления может быть повышена только при увеличении площади поперечного сечения электрода.
В известной установке такого типа расходуемый электрод представляет собой стержнеобразное изделие круглого или прямоугольного сечения, ось которого в рабочем положении вертикальна. При этом скорость плавления зависит от площади поперечного сечения плоскостью, перпендикулярной оси электрода. В прошлом для достижения более высоких скоростей плавления увеличивали диаметр литейной формы и диаметр электрода. Однако диаметр литейной формы определяет также размер отливок, получаемых при затвердевании переплавляемого материала. Для достижения достаточно высокой скорости плавления в случае отливок малого размера в качестве литейных форм используют так называемые усадочные воронки. В верхних воронкообразных секциях литейной формы погружен расходуемый электрод, площадь поперечного сечения которого больше, чем площадь поперечного сечения в нижней, меньшей, секции литейной формы, в которой содержится отливка.
Поэтому цель предлагаемого изобретения состоит в создании установки для электрошлакового переплава, обеспечивающей повышенную скорость плавления несмотря на малую площадь сечения расходуемого электрода.
Для решения этой задачи предлагаемым изобретением предусмотрено, что расходуемый электрод в рабочем положении расположен с наклоном к вертикали.
Торцевая поверхность этого расходного электрода на конце, простирающемся внутрь литейной формы, в соответствии с этим наклоном наклонена к оси расходуемого электрода.
Поэтому эффективная поверхность расхода электрода больше не соответствует площади поперечного сечения, выполненного перпендикулярно оси электрода, а соответствует площади его сечения горизонтальной плоскостью. При таком решении эффективная поверхность расхода электрода увеличивается обратно пропорционально косинусу угла между вертикалью и осью наклонно расположенного расходуемого электрода.
Кроме увеличения поверхности расхода электрода такое решение обеспечивает также дополнительные преимущества.
В прошлом для получения больших поверхностей расхода электрода сплавляли вместе несколько электродов, получая один более толстый электрод. Теперь в этом нет необходимости.
Благодаря тому, что электрод расположен с наклоном, общая высота установки становится меньше, или же при той же высоте установки обеспечена возможность использовать более длинные расходуемые электроды.
Наклонное расположение электрода обеспечивает для оператора возможность иметь в наличии один или большее число электродов вблизи положения, где позже закончится оплавление, чтобы таким образом минимизировать временную задержку при замене электродов.
Представляется предпочтительным такое решение, при котором угол между осью расходуемого электрода и вертикалью оставляет величину от 20° до 60°, предпочтительным представляется значение 45°.
По мере того как электрод теряет материал по причине оплавления, должна выполняться его подача. Для этого предлагаемым изобретением предусмотрено, что расходуемый электрод удерживается в подающем узле, обеспечивающем возможность продвижения расходуемого электрода вдоль его оси, занимающей наклонное положение.
Такой подающий узел может иметь роликовую направляющую. При этом вес расходуемого электрода может быть распределен по ряду роликов.
В известных установках может быть предусмотрено также два и более расходуемых электродов, каждый из которых снабжен подающим узлом. Такое решение обеспечивает возможность быстрой замены электродов. Пока один электрод работает, оплавляясь, другой находится наготове в системе замены и переводится в положение над литейной формой, как только предыдущий электрод будет израсходован.
Как указано выше, литейная форма остывает так, что переплавляемый материал остывает в нижней области и может быть в виде чушки удален через открытое дно литейной формы. Чтобы сделать это возможным, предусмотрено устройство, которое извлекает переплавляемый материал, нижняя часть которого затвердела, образовав чушку, через открытое дно литейной формы.
Если таким способом надо получить отливки малого размера, то может быть предусмотрено отделительное устройство, выполненное с возможностью отделять концевой участок отливки, показывающийся из донной части литейной формы. Кроме того, может быть предусмотрено отклоняющее устройство, выполненное с возможность отклонять отделяемые концевые участки от заливочной формы вбок, например, на ленту транспортера, на склад или в накопитель.
Далее предлагаемое изобретение будет описано более подробно на примере его осуществления со ссылкой на прилагаемые графические материалы.
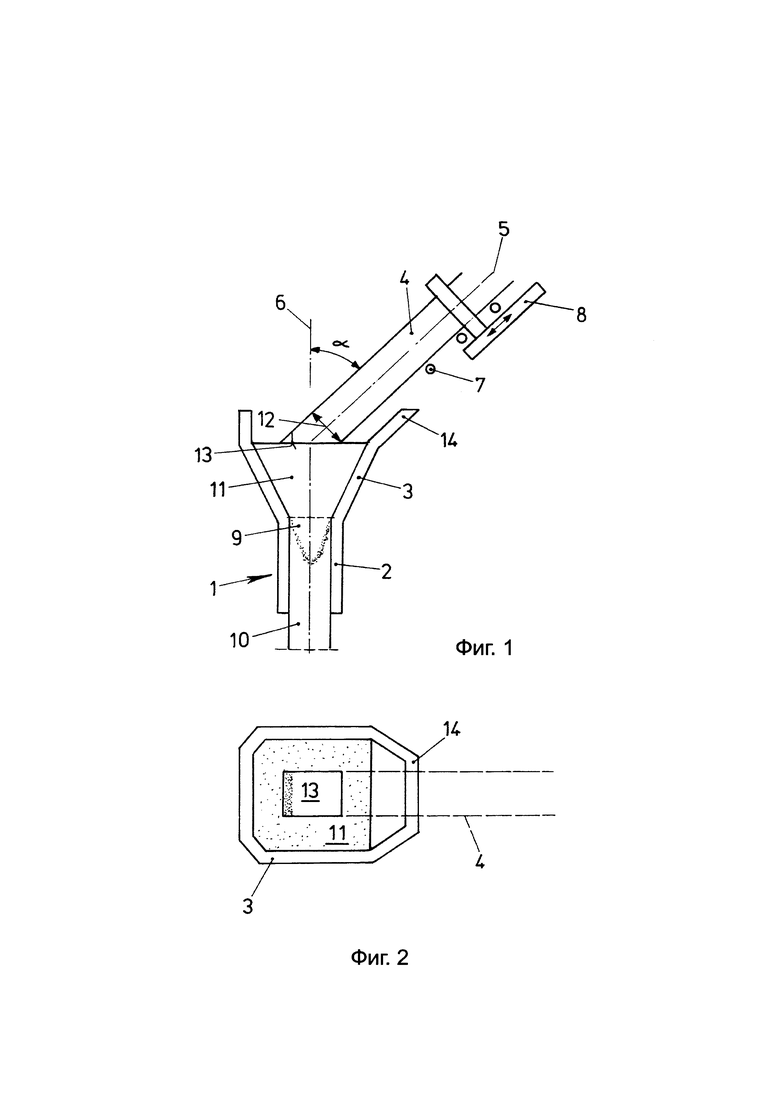
На фиг. 1 предлагаемая установка изображена на виде сбоку. На фиг. 2 предлагаемая установка изображена на виде сверху.
Установка согласно предлагаемому изобретению состоит из кокиля, т.е. литейной формы 1, которая содержит трубообразный корпус 2, имеющий одно и то же поперечное сечение, и воронку 3, присоединенную сверху. В нее вставлен расходуемый электрод 4, ось 5 которого расположена наклонно относительно вертикали 6, которая одновременно является осью упомянутого трубообразного корпуса 2. Расходуемый электрод 4 опирается на ролики 7, которые образуют наклонную плоскость. Расходуемый электрод 4 удерживается с помощью подающего узла 8, обеспечивающего подачу расходуемого электрода 4 в воронку 3 литейной формы 1 по мере оплавления расходуемого электрода 4.
Трубообразный корпус 2 содержит переплавляемый материал, который принимает форму и который по причине охлаждения (средство охлаждения не показано) затвердевает в нижней части с образованием чушки 10, которую удаляют через открытое дно с помощью соответствующего устройства (не показано) и которая, если требуется, может быть разделена на отдельные блоки с помощью не показанного здесь отделительного устройства. Эти блоки отклоняют с помощью отклоняющего устройства, которое тоже не описывается здесь подробно, в боковом направлении на ленту транспортера, на склад или в накопитель (не показаны).
Поверх расплавленного переплавляемого материала 9 внутри воронки 3 находится шлаковый слой 11 с горизонтальной поверхностью, контактирующей с расходуемым электродом 4.
Скорость плавления определяется размером поверхности 13 расхода электрода, которая представляет собой торцевую поверхность расходуемого электрода 4, контактирующую со шлаковым слоем 11. Поверхность 13 расхода электрода является горизонтальной и, следовательно, ее площадь зависит от угла наклона расходуемого электрода 4, ось 5 которого наклонена. Так как расходуемый электрод 4 расположен наклонно, площадь 13 расхода электрода увеличена относительно площади поперечного сечения 12 расходуемого электрода 4 на величину, определяемую углом а между осью 5 расходуемого электрода 4 и вертикалью 6. При угле наклона 45° площадь 13 расхода электрода больше площади поперечного сечения 12 приблизительно на 40%.
Чтобы обеспечить возможность наклонной подачи расходуемого электрода 4, воронка 3 на стороне расходуемого электрода 4 имеет скошенный подающий край 14.
Расходуемый электрод 4 получает энергию от источника электрического питания, который здесь не показан. Расходуемый электрод 4, шлаковый слой 11, а также переплавляемый материал 9 и чушка 10 являются элементами электрической цепи, в которой шлаковый слой 11 имеет самое большое сопротивление и потребляет наибольшую долю энергии.
Перечень ссылочных обозначений
1 - заливочная форма
2 - трубообразный корпус
3 - воронка
4 - расходуемый электрод 5-ось
6 - вертикаль
7 - ролики
8 - подающий узел
9 - переплавляемый материал
10 - чушка
11 - шлаковый слой
12 - поперечное сечение
13 - торцевая поверхность
14 - скошенный подающий край
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОЙ ЗАГОТОВКИ ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ДЕМОНТИРОВАННОГО ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630912C1 |
| ПЕЧЬ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА С ПОЛЫМ НЕРАСХОДУЕМЫМ ЭЛЕКТРОДОМ | 2015 |
|
RU2603409C2 |
| ПЕЧЬ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА МЕТАЛЛОСОДЕРЖАЩИХ ОТХОДОВ | 2011 |
|
RU2483126C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2410195C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ НА ЗАГОТОВКУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2730360C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2003 |
|
RU2241050C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ СЛИТКОВ | 2013 |
|
RU2567408C2 |
| Способ получения слитков и отливок электрошлаковым переплавом | 1991 |
|
SU1836464A3 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2414989C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИТОГО РАСХОДУЕМОГО ЭЛЕКТРОДА | 2011 |
|
RU2456121C1 |
Изобретение относится к области металлургии и может быть использовано для установок электрошлакового переплава. Установка содержит литейную форму, открытую кверху, и по меньшей мере один расходуемый электрод, простирающийся внутрь литейной формы, при этом ось расходуемого электрода ориентирована наклонно к вертикальной оси и угол между осью расходуемого электрода и вертикальной осью составляет от 20° до 60°. Изобретение позволяет повысить скорость плавления в установке без увеличения площади поперечного сечения расходуемого электрода . 8 з.п. ф-лы, 2 ил.
1. Установка для электрошлакового переплава, содержащая литейную форму (1), открытую кверху, и по меньшей мере один расходуемый электрод (4), простирающийся внутрь литейной формы (1), отличающаяся тем, что ось расходуемого электрода (4) ориентирована наклонно к вертикальной оси (6) и угол между осью (5) расходуемого электрода (4) и вертикальной осью (6) составляет от 20° до 60°.
2. Установка по п. 1, отличающаяся тем, что торцевая поверхность расходуемого электрода (4), простирающегося внутрь литейной формы (1), расположена под углом к оси (5) расходуемого электрода (4), при этом величина этого угла зависит от угла наклона расходуемого электрода (4).
3. Установка по п. 2, отличающаяся тем, что угол между осью (5) расходуемого электрода (4) и вертикальной осью (6) составляет 45°.
4. Установка по любому из пп. 1, 2 или 3, отличающаяся тем, что расходуемый электрод (4) установлен в подающем узле (8) с возможностью перемещения расходуемого электрода (4) вдоль его наклонной оси (5).
5. Установка по любому из пп. 1-4, отличающаяся тем, что литейная форма (1) снабжена по меньшей мере двумя расходуемыми электродами (4), каждый из которых снабжен своим подающим узлом (8).
6. Установка по п. 4 или 5, отличающаяся тем, что подающие узлы (8) с расходуемыми электродами (4) выполнены с возможностью их перемещения над литейной формой (1) с помощью системы перемещения.
7. Установка по любому из пп. 1 - 6, отличающаяся тем, что литейная форма (1) выполнена охлаждаемой и снабжена устройством для удаления через дно литейной формы (1) переплавляемого материала (9), отвердевшего в донной части формы с образованием чушки.
8. Установка по п. 7, отличающаяся тем, что она содержит отделительное устройство, выполненное с возможностью отделения концевого участка чушки, появившегося из донной части литейной формы (1).
9. Установка по п. 8, отличающаяся тем, что она содержит отклоняющее устройство для отделенных концевых участков чушки, выполненное с возможностью отклонения этих участков в боковом направлении от литейной формы (1).
| УСТРОЙСТВО для РАФИНИРОВАНИЯ МЕТАЛЛА | 0 |
|
SU280505A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Электрошлаковая технология за рубежом | |||
| Под редакцией академика Б.Е.Патона | |||
| Киев | |||
| "НАУКОВА ДУМКА", 1982, с.288-290, рис.292, 293. | |||

