Изобретение относится к области металлургии, в частности к способам выплавки никеле-титановых сплавов (NiTi-сплавы) в индукционных плавильных печах с холодным тиглем. В следующем далее описании и формуле изобретения термин «NiTi-сплав» используется для обозначения материала, основными составляющими которого служат не только атомы Ni и Ti. В расплав возможно введение дополнительных легирующих компонентов служащих для изменения физических и механических свойств.
Известен способ плавки сверхчистых сплавов Ni-Ti с памятью формы (CN 100547095С, B22D 21/00, С22С 1/02, С22С 14/00, 07.10.2009) - Прототип.
Важность укладки шихты при плавке титана и его сплавов описывается в патенте 2081727 РФ. В этой работе авторы описывают способ получения расходуемых электродов из титана и его сплавов. Однако в нашей работе приводится способ выплавки с использованием индукционной печи с холодным тиглем, что позволяет получать никеле-титановый расплав с максимальной степени однородности по всему объему слитка.
Техническим результатом настоящего изобретения является создание способа выплавки, позволяющего получить NiTi-сплав с высокой степенью чистоты по газам и удовлетворительной точностью по химическому составу, из губчатого титана и чистой никелевой шихты. Применение губчатого титана в качестве сырья позволяет повысить экономическую эффективность, т.к. данный материал является промежуточным звеном в технологии производства чистого титана и его стоимость на рынке в 2-2,5 раза ниже стоимости чистой титановой шихты.
Технический результат достигается тем, что в способе выплавки никеле-титановых сплавов, включающем подготовку и укладку сырья в тигель, вакуумирование и плавку, в соответствии с изобретением, в качестве сырья используют губчатый титан в виде прессованных «таблеток» диаметром на 10-20% меньше диаметра тигля и чистую никелевую шихту в виде квадратных пластин с диагональю, соответствующей диаметру титановых «таблеток», а также легирующие компоненты размером фракции не менее 5 мм.
Проведение этапов плавки заключается в дегазации шихты, двухступенчатом разогреве шихты, барбортаже на протяжении 3-5 минут и сливе при максимальной мощности.
Подготовка шихты заключается в прессовании губки титана марки ТГ-1 в «таблетки», диаметр которых должен быть на 10-20% меньше диаметра тигля, и рубке никеля марки Н-0 на квадратные пластины таким образом, чтобы размер пластин по диагонали соответствовал диаметру «таблеток», а так же в просеивании порошка легирующих компонентов до фракции не менее 5 мм. Каждая составляющая подготовленной шихты взвешивается на электронных весах с точностью до 0,001 кг и готовится к укладке в тигель.
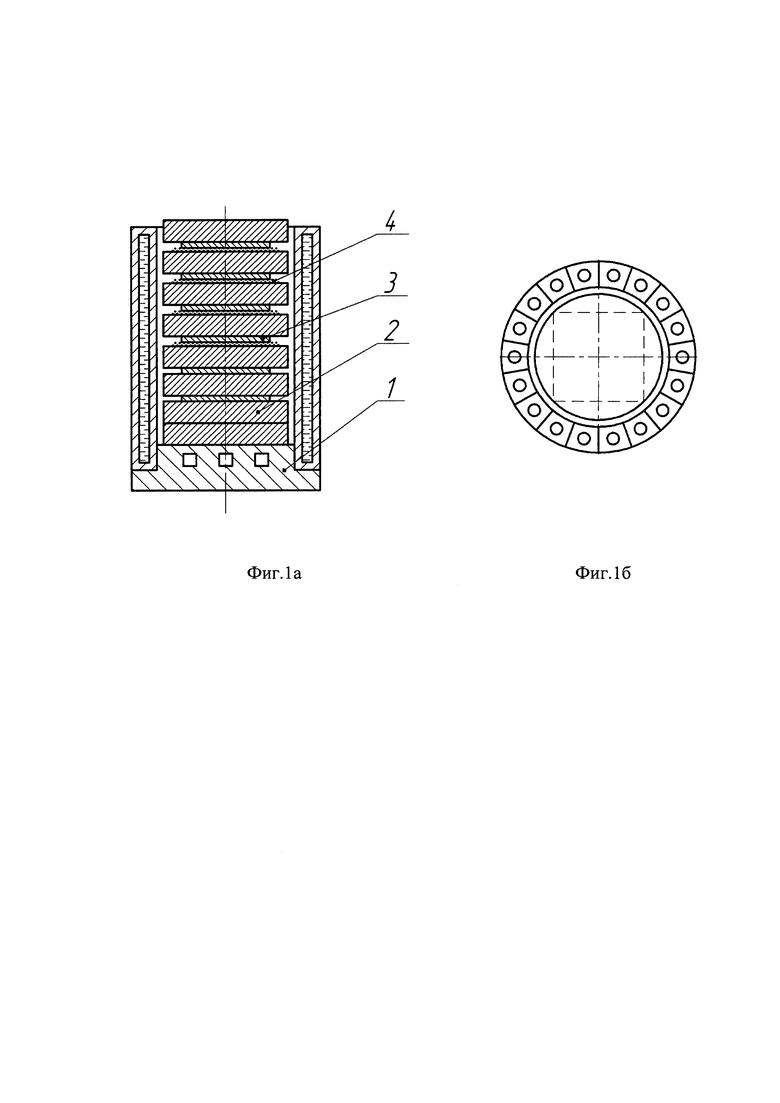
Укладка шихты в тигель должна быть максимальной по плотности. В нижнюю часть тигля укладывается титан (около 20% высоты) затем равномерно чередуясь, никель и титан. После заполнения 50% тигля между титановыми таблетками и никелевыми пластинами рассыпается порошок легирующих элементов. Укладка производится таким образом, чтобы не допустить соприкосновения шихты со стенками тигля или гарнисажем. Верхней частью шихты должна быть таблетка из губчатого титана. Принципиальная схема укладки шихты представлена на фиг. 1 (а, б) где
1 - тигель,
2 - титан (прессованная губка),
3 - никель,
4 - легирующие элементы.
Изложница подогревается до 550-600 градусов Цельсия (с целью достижения максимального веса слитка, снижения усадочной раковины и улучшения поверхности слитка). Для этого в конструкцию вакуумной плавильной печи вводится специальное термическое устройство, а именно печь подогрева форм. Конструкция данной печи позволяет производить предварительный подогрев изложниц до требуемой температуры за счет пропускания электрического тока через нагреватель представляющий собой в цепи активное сопротивление. Указанное устройство обеспечивает заданную температуру изложницы до слива сплава, затем подогрев отключается.
Вакууммирование должно обеспечить максимально возможную дегазацию с поверхности шихты и изложницы, значение остаточного давления в камере перед началом плавки должно быть не выше 1×10-3 мм рт.ст.
Плавка проводится в несколько этапов:
I этап - дегазация. Медленный разогрев шихты на малых мощностях (20% от максимальной) и разогрев изложницы. Процесс ведется до полной стабилизации значения остаточного давления в плавильной камере и занимает, как правило, 5-6 мин.
II этап - разогрев шихты. Проводится с двухступенчатым увеличением мощности сначала до 30-35% и через 3 минуты до 60%. После прохождения бурной экзотермической реакции соединения титана с никелем и стабилизации по вакууму проводится барботаж.
III этап - барботаж. Плавное увеличение мощности до максимальной и проведение барботажа в течении 3-5 мин. Этот этап необходим для повышения однородности химического состава и структуры слитка, а так же для увеличения сливного веса, за счет уменьшения толщины гарнисажа.
IV этап - слив проводится на максимальной мощности.
V этап - выдержка (остывание) отливки под вакуумом до температуры 600 градусов Цельсия или ниже (около 2,5 часов).
VI этап - извлечение заготовки из печи для дальнейшей обработки.
В настоящее время методика находится на стадии внедрения. Опытный образец показал повышение качества получаемых отливок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения гомогенного сплава TiNiTa | 2019 |
|
RU2734214C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕРРОТИТАНА | 1995 |
|
RU2118992C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ НИОБИЯ | 2015 |
|
RU2618038C2 |
| СПОСОБ ВЫПЛАВКИ ЖАРОПРОЧНЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2023 |
|
RU2807237C1 |
| Способ выплавки никель-титановых сплавов | 2022 |
|
RU2792515C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУРЫ НИКЕЛЬ-РЕДКОЗЕМЕЛЬНЫЙ МЕТАЛЛ | 2014 |
|
RU2556176C1 |
| СПОСОБ ВАКУУМНО-ПЛАЗМЕННОЙ ПЛАВКИ МЕТАЛЛОВ И СПЛАВОВ В ГАРНИСАЖНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2346221C1 |
| Способ двухэтапного получения сплава TiMoNbZrAl | 2022 |
|
RU2806683C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУНЕПРЕРЫВНОГО ПОЛУЧЕНИЯ СЛИТКОВ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ | 2012 |
|
RU2486265C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2001 |
|
RU2194780C1 |
Изобретение относится к области металлургии, в частности к получению никеле-титановых сплавов в вакуумных индукционных плавильных печах с холодным тиглем. В способе осуществляют укладку подготовленной шихты, при этом в нижнюю часть тигля укладывают титан около 20% высоты, затем равномерно чередуясь никелевые пластины и титановые таблетки, после заполнения 50% объема шихты между никелевыми пластинами и титановыми таблетками рассыпают порошок легирующих элементов, осуществляют вакуумирование плавильной камеры, плавку проводят в несколько этапов, включающих дегазацию с медленным разогревом шихты и изложницы на малых мощностях 20% от максимальной, затем разогрев шихты с двухступенчатым увеличением мощности сначала до 30-35% и через 3 минуты до 60%, и после экзотермической реакции между титаном и никелем проводят барботаж расплава в течение 3-5 мин путем плавного увеличения мощности до максимальной, сливают расплав при максимальной мощности в изложницу, подогретую до 550-600°С, выдерживают отливку под вакуумом при температуре до 600°С или ниже около 2,5 часов и извлекают заготовку из печи. Изобретение обеспечивает высокую степень однородности химического состава отливки и минимизирует энергозатраты в процессе плавки. 1 ил.
Способ получения никеле-титановых сплавов, включающий подготовку и укладку шихты в тигель, вакуумирование и плавку в печи, отличающийся тем, что используют вакуумную индукционную печь с холодным тиглем и установленной в ней изложницей, при этом подготовку шихты осуществляют путем прессования губки титана в таблетки диаметром на 10-20% меньше диаметра тигля, рубки никеля на квадратные пластины с диагональю, соответствующей диаметру титановых таблеток, просеивания гранул легирующих компонентов для получения фракций с размером частиц не более 5 мм, при этом укладку шихты в тигель осуществляют максимально по плотности, в нижнюю часть тигля укладывают титан около 20% высоты, затем равномерно чередуя никелевые пластины и титановые таблетки, после заполнения 50% объема шихты между никелевыми пластинами и титановыми таблетками рассыпают порошок легирующих элементов, вакуумирование плавильной камеры упомянутой печи проводят до остаточного давления в камере перед началом плавки не выше 1×10-3 мм рт.ст., плавку проводят в несколько этапов, включающих дегазацию с медленным разогревом шихты и изложницы на малых мощностях 20% от максимальной, затем разогрев шихты с двухступенчатым увеличением мощности сначала до 30-35% и через 3 минуты до 60%, и после экзотермической реакции между титаном и никелем проводят барботаж расплава в течение 3-5 мин путем плавного увеличения мощности до максимальной, сливают расплав при максимальной мощности в изложницу, подогретую до 550-600°С, выдерживают отливку под вакуумом при температуре до 600°С или ниже около 2,5 часов и извлекают заготовку из печи.
| ИНДУКЦИОННАЯ ВАКУУМНАЯ ПЕЧЬ С ХОЛОДНЫМ ТИГЛЕМ | 1996 |
|
RU2096713C1 |
| ПЛАВИЛЬНАЯ ПЕЧЬ | 2000 |
|
RU2177132C1 |
| ПОДВЕСКА АВТОМАТОВ ПЕРЕКОСА НЕСУЩИХ ВИНТОВ ВЕРТОЛЕТА СООСНОЙ СХЕМЫ | 0 |
|
SU128302A1 |
| CN 100547095 C, 07.10.2009. | |||

