Изобретение относится к обработке металлов давлением, в частности, к устройствам для радиальной ковки полых профилей на оправке.
Известен способ ковки полых профилей из полой заготовки на конической оправке [Крайнов В.И. Технология ковки и объемной штамповки: конспект лекций / В.И. Крайнов. - Челябинск: Изд-во ЮУрГу, 2007. с. 82], для осуществления которого в качестве устройства применяется коническая оправка с буртом-упором. Недостатком применяемой конструкции устройства является то, что удержание полой заготовки на оправке и прижатие ее к бурту обеспечивается только за счет закова концов заготовки на концах оправки. Это не гарантирует постоянное прижатие заготовки к бурту оправки и отсутствие ее сползания с оправки, особенно при холодной ковке, при которой во время ковки диаметр деформируемой полой заготовки увеличивается по отношению к диаметру оправки. При этом в применяемом устройстве отсутствует механизм съема готового полого профиля с оправки. Нестабильное положение полой заготовки на оправке не обеспечивает возможность получения готовых полых профилей с требуемыми размерами поперечного сечения. Отсутствие механизма съема готового полого профиля с оправки требует применения дополнительных технологических операций и устройств.
Наиболее близким по технической сущности и достигаемому эффекту является устройство для радиальной ковки полых профилей на оправке [Радюченко Ю.С. Ротационное обжатие. «Машиностроение», 1972, с. 99-100], включающее оправку, одним концом закрепленную в подающем манипуляторе, упор-съемник, охватывающий оправку и установленный подвижно относительно нее, неподвижный относительно оправки упор-центрователь, закрепленный одним концом в тянущем манипуляторе, а другим концом связанный своей охватывающей поверхностью с охватываемой поверхностью другого конца оправки.
Применение такого устройства для радиальной ковки полых профилей на оправке позволяет получать полые профили с требуемыми размерами поперечного сечения, а также обеспечивает съем готового полого профиля с оправки.
Однако устройство для радиальной ковки полых профилей, принятое в качестве прототипа, требует использования специального привода для осуществления во время деформации полой заготовки перемещение ее конца со скоростью, соответствующей скорости удлинения полой заготовки, при обеспечении постоянного прижатия другого ее конца к упору-центрователю. Также требуется применение специального привода для осуществления съема готового полого профиля с оправки. Все это усложняет конструкцию устройства для радиальной ковки полых профилей на оправке.
Кроме того в данном устройстве охватываемая и охватывающая поверхности конца оправки и упора-центрователя выполнены цилиндрическими, что усложняет вхождение этих поверхностей друг в друга случае их несоосности перед соединением. Для возможности вхождения указанных поверхностей друг в друга необходимо обеспечение достаточно большого зазора между ними. При большом зазоре между охватываемой и охватывающей поверхностями конца оправки и упора-центрователя не обеспечивается их прижатие друг к другу и надежная передача крутящего момента от тянущего манипулятора к оправке и деформируемой полой заготовке. Это необходимо для поворота деформируемой полой заготовки при осуществлении радиальной ковки. При невыполнении режима поворота полой заготовки нарушается технологический режим радиальной ковки и снижается качество готовых полых профилей.
Таким образом, основным недостатками устройства для радиальной ковки полых профилей на оправке согласно прототипу являются сложность его конструкции и низкое качество готовых полых профилей.
Задачей изобретения является упрощение конструкции устройства для радиальной ковки полых профилей на оправке и повышение качества готовых полых профилей.
Поставленная задача достигается тем, что в заявляемом устройстве для получения полых профилей радиальной ковкой полых заготовок на радиально-ковочной машине, имеющей подающий и тянущий манипуляторы, содержащее оправку, выполненную с возможностью закрепления одним концом в подающем манипуляторе радиально-ковочной машины, упор-съемник, установленный на оправке с возможностью контакта с торцем полой заготовки и перемещения относительно оправки, и упор-центрователь, выполненный с возможностью закрепления одним концом в тянущем манипуляторе радиально-ковочной машины и имеющий на другом конце охватывающую поверхность, прилегающую к охватываемой поверхности, выполненной на другом конце оправки, согласно изобретению, упор-съемник выполнен в виде сжимающегося демпфера, оправка со стороны конца, имеющего возможность закрепления в подающем манипуляторе, выполнена с ограничителем перемещения упора-съемника, а охватываемая поверхность оправки и охватывающая поверхность упора-центрователя выполнены коническими.
Применение упора-съемника в виде сжимающегося демпфера устраняет необходимость применения специального привода, осуществляющего во время деформации полой заготовки перемещение упора-съемника со скоростью, соответствующей скорости удлинения полой заготовки, а также съем готового полого профиля с оправки, что упрощает конструкцию устройства для радиальной ковки полых профилей на оправке.
Снабжение оправки ограничителем перемещения упора-съемника в виде сжимающего демпфера обеспечивает при деформации полого изделия сжатие демпфера и накопление в нем усилия для последующего снятия готового полого профиля с оправки. При этом не требуется применение специального привода для осуществления перемещения упора-съемника со скоростью удлиняющегося конца деформируемой полой заготовки и съема готового полого профиля с оправки. После получения готового полого профиля сжатый демпфер воздействует на его торец и снимает его с оправки. Наличие максимального усилия, накопленного в демпфере, в
начальный момент снятия готового полого профиля с оправки особенно важно при применении оправки с конической рабочей поверхностью.
Выполнение коническими охватываемой и охватывающей поверхностей конца оправки и упора-центрователя позволяет им свободно входить друг в друга в случае их несоосности перед соединением и обеспечивает плотное прижатие конических поверхностей друг к другу за счет действия продольного усилия, передаваемого от сжимающегося демпфера на деформируемую полую заготовку, а от нее на оправку. Это позволяет передавать вращение от тянущего манипулятора через упор-центрователь к оправке и деформируемой полой заготовке. Поворот деформируемой полой заготовки обеспечивает выполнение технологического процесса радиальной ковки в заданном технологическом режиме, что повышает качество готовых полых профилей.
Таким образом, применение предлагаемого устройства для радиальной ковки полых профилей на оправке упрощает его конструкцию и повышает качество готовых полых профилей.
Конкретное выполнение предлагаемого изобретения рассмотрено на примере радиальной ковки цилиндрической полой заготовки с получением готового полого профиля с внутренней конической поверхностью.
Предлагаемое изобретение проиллюстрировано на чертежах.
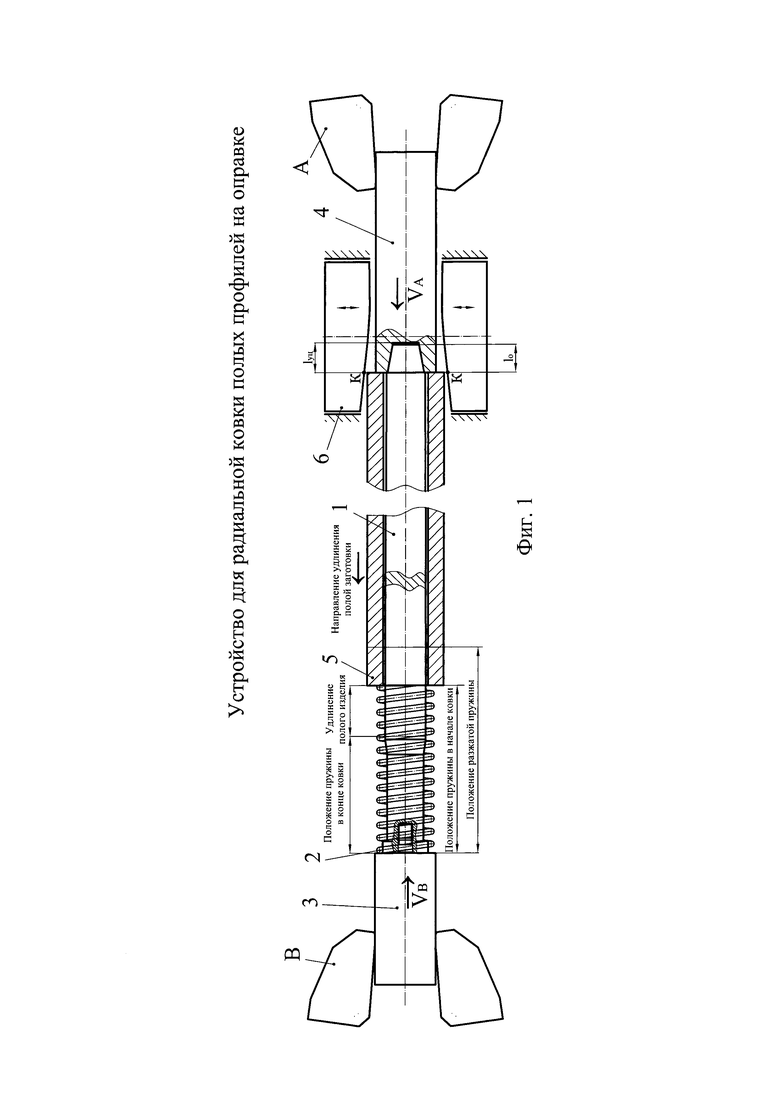
На фиг. 1 показан вид сбоку на устройство для радиальной ковки полых профилей на оправке перед началом ковки.
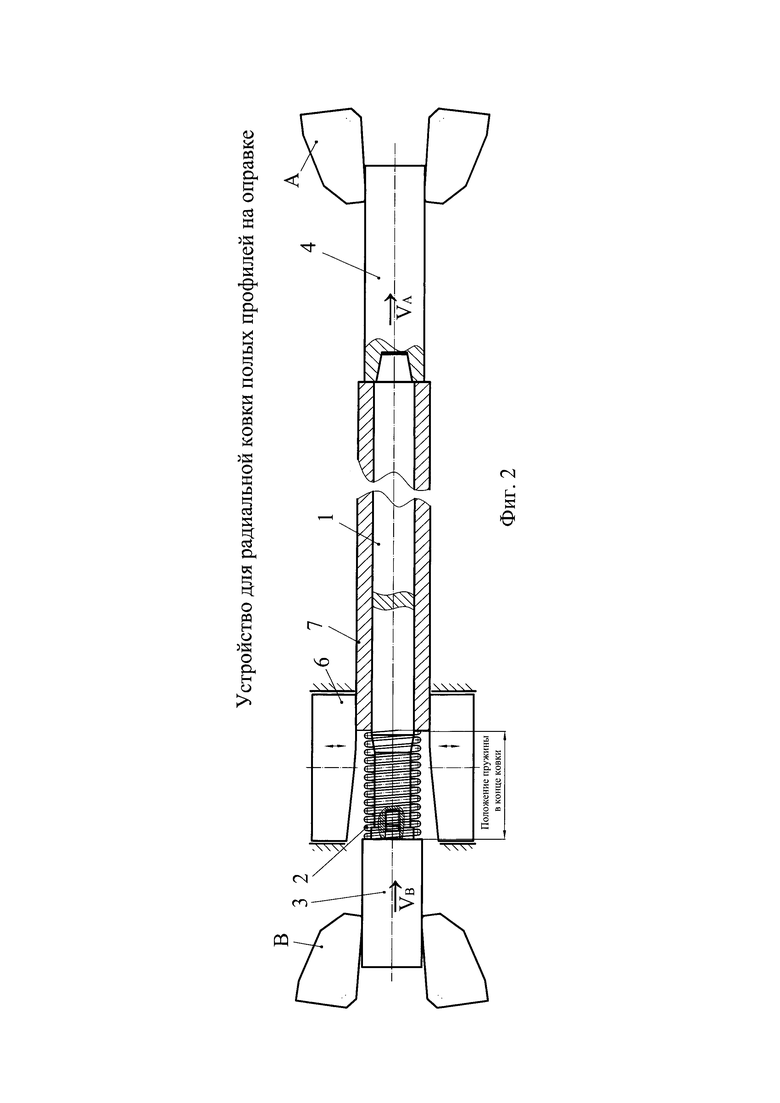
На фиг. 2 показан вид сбоку на устройство для радиальной ковки полых профилей на оправке в конце ковки.
Устройство для радиальной ковки полых профилей на оправке (фиг. 1, 2) содержит оправку 1 с конической рабочей поверхностью, упор-съемник 2, ограничитель 3 перемещения упора-съемника, упор-центрователь 4.
Упор-съемник 2, выполненный в рассматриваемом примере в виде винтовой цилиндрической пружины сжатия, охватывает оправку 1 и установлен подвижно относительно нее. Оправка 1 в рассматриваемом примере выполнена отдельно от ограничителя 3 перемещения упора-съемника и связана с ним одним концом резьбовым соединением. На другом конце оправки 1 выполнен наружный конус (охватываемая поверхность). На одном конце упора-центрователя 4 выполнен внутренний конус (охватывающая поверхность). Длина l0 конуса на конце оправки 1 выполнена меньше длины lуп конуса упора-центрователя 4 для обеспечения плотного прилегания указанных конических поверхностей. Возможен вариант, при котором на конце оправки 1 выполняется внутренний конус (охватывающая поверхность), а на конце упора-центрователя 4 выполняется наружный конус (охватываемая поверхность).
Упор-центрователь 4 выполняет роль центрователя оправки 1 и упора для деформируемой полой заготовки 5.
Работа устройства для радиальной ковки полых профилей на оправке осуществляется следующим образом.
Губками подающего манипулятор В зажимается ограничитель 3 перемещения упора-съемника 2 вместе с предварительно соединенной с ним резьбовым соединением оправкой 1. На оправку 1 наносится густая смазка, на нее сначала одевается упор-съемник 2, роль которого в рассматриваемом примере выполняет винтовая цилиндрическая пружина сжатия, а затем полая заготовка 5. Далее губками тянущего манипулятоа А зажимается один конец упора-центрователя 4. Затем включаются в транспортном режиме приводы поступательного движения манипуляторов А и В и они перемещаются навстречу друг к другу. Манипулятор А останавливается в положении, при котором торцевая поверхность упора-центрователя 4 со стороны его конца с охватывающей конической поверхностью оказывается за плоскостью начала обжимного участка бойков 6 (т. К). Манипулятор В останавливается после упора охватываемой конической поверхности конца оправки 1 в охватывающую коническую поверхность упора-центрователя 4, как это показано на фиг. 1. При этом винтовая цилиндрическая пружина сжатия (упор съемник 2) сначала своими торцами входит в контакт с ограничителем 3 перемещения упора-съемника и с торцем полой заготовки 5, а затем сжимается в положение, обозначенное на фиг. 1, как «положение пружины в начале ковки». В это время от винтовой цилиндрической пружины сжатия (упор-съемник 2) на полую заготовку 5 действует усилие предварительного сжатия, обеспечивающее прижатие полой заготовки 5 к упору-центрователю 4.
Далее включаются приводы вращения манипуляторов А и В с одинаковой частотой вращения, а также приводы их поступательного перемещения в режиме ковки, обеспечивая их движение в направлении, показанном стрелками на фиг.2, с равными скоростями VA=VB. При деформации полой заготовки 5 путем возвратно-поступательного перемещения бойков 6 (показано вертикальными стрелками на фиг. 2) происходит ее удлинение и конец винтовой цилиндрической пружины сжатия (упор-съемник 2), контактирующий с торцом деформируемой полой заготовки 5, перемещается в направлении ее удлинения со скоростью, соответствующей скорости ее удлинения. При этом усилие от винтовой цилиндрической пружины сжатия (упора-съемника 2) на деформируемую полую заготовку 5 увеличивается. Для выполнения требований технологии радиальной ковки осуществляется вращение деформируемой полой заготовки 5. Это надежно обеспечивается за счет постоянного плотного прижатия друг к другу охватываемой и охватывающей конических поверхностей конца оправки 1 и упора-центрователя 4, а также торцев полой заготовки 5 с упором-центрователем 4 и с ограничителем 3 перемещения упора-съемника через винтовую цилиндрическую пружину сжатия (упор-съемник 2). Благодаря этому вращение от манипулятора А передается через упор-центрователь 4 к оправке 1 и к деформируемой полой заготовке 5, а вращение от манипулятора В передается к полой заготовке 5 через ограничитель 3 перемещения упора-съемника и винтовую цилиндрическую пружину сжатия (упор-съемник 2). Выполнение требований технологии радиальной ковки обеспечивает высокое качество получаемых готовых полых профилей.
Получение готового полого профиля в зависимости от силовых условий радиальной ковки может осуществляться за один или несколько проходов.
После получения готового полого профиля зазор между бойками 6 увеличивают. Манипулятор А вместе с упором-центрователем 4 отводится от оправки 1 и готового полого профиля 7 (на рисунках не показано). С помощью винтовой цилиндрической пружины сжатия (упора-съемника 2) готовый полый профиль 7 снимается с оправки 1 путем его перемещения вдоль нее на величину сжатия винтовой цилиндрической пружины сжатия (упора-съемника 2). Далее готовый полый профиль 7 захватывается специальным грейфером радиально-ковочной машины (на рисунках не показано). Оправка 1 манипулятором В выводится из готового полого профиля 7. На этом заканчивается технологический цикл получения из полой заготовки 5 готового полого профиля 7 с требуемыми размерами поперечного сечения.
Благодаря тому, что винтовая цилиндрическая пружина сжатия (упор съемник 2) во время деформации полой заготовки 5 без применения специальный механизмов обеспечивает перемещение упора-съемника 2 со скоростью, соответствующей скорости удлинения полой заготовки 5, а также выполняет съем готового полого профиля 7 с оправки 1, упрощается конструкция устройства для радиальной ковки полых профилей на оправке.
При выборе параметров винтовой цилиндрической пружины сжатия (упора съемника 2) использовался следующий алгоритм:
- вычислено требуемое усилие снятия готового полого профиля с оправки;
- назначен внутренний диаметр винтовой цилиндрической пружины сжатия, который должен незначительно превышать максимальный диаметр оправки;
- назначен наружный диаметр винтовой цилиндрической пружины сжатия, который должен быть меньше наружного диаметра готового полого профиля;
- вычислено удлинение полой заготовки, которое определяет рабочий ход винтовой цилиндрической пружины и усилие, действующее на нее, которое должно превышать требуемое усилие снятия готового полого профиля с оправки;
- назначено усилие предварительного сжатия винтовой цилиндрической пружины, которое обеспечивает требуемое начальное усилие прижатия полой заготовки к упору-центрователю;
- по определенным выше параметрам по ГОСТ 13768-86 выбрана винтовая цилиндрическая пружина сжатия.
Описанные условиям работы устройства для радиальной ковки полых профилей на оправке подтверждают его эффективность, а именно, упрощение его конструкции и повышение качества готовых полых профилей.
Разработаны рабочие чертежи деталей устройства для радиальной ковки полых профилей на оправке, выполнено их изготовления, проведены опытно-промышленные испытания, получена опытная партия готовых полых конических профилей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ РАДИАЛЬНОЙ КОВКИ | 2016 |
|
RU2632752C2 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ | 2015 |
|
RU2602586C2 |
| ЦЕНТРОВАТЕЛЬ | 2014 |
|
RU2562587C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ КОРОТКОМЕРНЫХ ЗАГОТОВОК | 2016 |
|
RU2650654C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ТРУБ | 2015 |
|
RU2634538C2 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655527C1 |
| БОЕК ДЛЯ РАДИАЛЬНОЙ КОВКИ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2016 |
|
RU2633133C2 |
| Способ радиальной ковки труб | 2021 |
|
RU2760842C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655514C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655504C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при получении полых профилей радиальной ковкой на оправке. Оправка закрепляется одним концом в подающем манипуляторе радиально-ковочной машины. На оправке установлен упор-съемник в виде сжимающегося демпфера, имеющий возможность контакта с торцом полой заготовки и перемещения относительно оправки. Одним концом в тянущем манипуляторе радиально-ковочной машины устанавливается упор-центрователь, имеющий на другом конце охватывающую поверхность, прилегающую к охватываемой поверхности на конце оправки. Оправка со стороны конца, закрепляемого в подающем манипуляторе, выполнена с ограничителем перемещения упора-съемника. Охватываемая поверхность оправки и охватывающая поверхность упора-центрователя выполнены коническими. В результате обеспечивается упрощение конструкции устройства и повышение качества готовых полых профилей. 2 ил.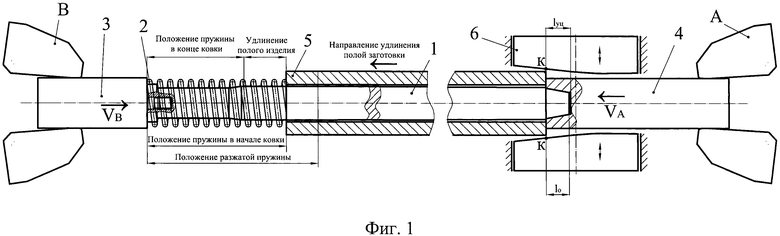
Устройство для получения полых профилей радиальной ковкой полых заготовок на радиально-ковочной машине, имеющей подающий и тянущий манипуляторы, содержащее оправку, выполненную с возможностью закрепления одним концом в подающем манипуляторе радиально-ковочной машины, упор-съемник, установленный на оправке с возможностью контакта с торцом полой заготовки и перемещения относительно оправки, и упор-центрователь, выполненный с возможностью закрепления одним концом в тянущем манипуляторе радиально-ковочной машины и имеющий на другом конце охватывающую поверхность, прилегающую к охватываемой поверхности, выполненной на другом конце оправки, отличающееся тем, что упор-съемник выполнен в виде сжимающегося демпфера, оправка со стороны конца, имеющего возможность закрепления в подающем манипуляторе, выполнена с ограничителем перемещения упора-съемника, а охватываемая поверхность оправки и охватывающая поверхность упора-центрователя выполнены коническими.
| РАДЮЧЕНКО Ю.С | |||
| Ротационная ковка, М.: Машгиз, 1962, с.13-137, фиг.90 | |||
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2070464C1 |
| МАНИПУЛЯТОР РАДИАЛЬНО-ОБЖИМНОЙ МАШИНЫ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ЗАГОТОВОК | 1994 |
|
RU2074045C1 |
| Приспособление к чулочной машине для устранения поломки иголок | 1929 |
|
SU15221A1 |
| Способ получения изделия на неотделяемой полимерной подложке методом FDM-печати | 2024 |
|
RU2825940C1 |

