Изобретение относится к обработке металлов давлением, а именно к способам получения шестигранных профилей с применением радиальной ковки.
Известен способ получения шестигранных профилей [Закарлюкин С.И., Коваль Г.И. Способ радиальной ковки шестигранных профилей. Пат. РФ №2541258, опубл. 10.02.2015 г., Бюл. №4]. При этом способе получение шестигранных профилей осуществляется из круглой исходной заготовки путем многопроходной радиальной ковки двумя взаимно перпендикулярными парами бойков. Одна пара бойков имеет гладкую рабочую поверхность, вторая пара бойков имеет на рабочей поверхности вырезной ручей с боковыми поверхностями, наклоненными друг к другу под углом 120 град. Рабочие поверхности взаимно-перпендикулярных бойков смещены относительно друг друга вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка. При этом способе применяются операции уменьшения зазора между рабочими поверхностями бойков, обжатия сначала одной парой бойков с гладкой рабочей поверхностью, поворот заготовки вокруг оси ковки последовательно на углы π/2, π/4 и π/2, получение промежуточного правильного восьмигранного профиля и обжатие одновременно двумя парами бойков для получения шестигранного профиля. Однако при данном способе в качестве исходных заготовок можно применять только круглые профили. Это ограничивает технологические возможности способа по форме поперечного сечения используемых исходных заготовок.
Таким образом, недостатком указанного аналога является его ограниченные технологические возможности по профильному сортаменту исходных заготовок.
Наиболее близким к предлагаемому решению по технической сущности и достигаемому эффекту является, принятый в качестве прототипа, способ многопроходной радиальной ковки шестигранных профилей [Ковка на радиально-обжимных машинах / В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др. - М.: Машиностроение, 1990. - с. 26-27, 47].
При этом способе для получения шестигранных профилей может применяться не только круглая, но и квадратная исходная заготовка. Однако реализация такого способа может осуществляться в два передела. В первом переделе из квадратной заготовки путем многопроходной радиальной ковки двумя взаимно перпендикулярными парами бойков, имеющими рабочую поверхность с плоским ручьем, с поворотом заготовки вокруг оси ковки получают круглый профиль. После замены технологического инструмента (бойков) и повторного нагрева заготовок во втором переделе путем многопроходной радиальной ковки двумя взаимно перпендикулярными парами бойков, одна пара которых имеет гладкую рабочую поверхность, а вторая пара имеет на рабочей поверхности вырезные ручьи с боковыми поверхностями, наклоненными друг к другу под углом 120 град., рабочие поверхности взаимно перпендикулярных бойков смещены относительно друг друга вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка, из круглого профиля получают шестигранный профиль.
Однако многопроходная радиальная ковка шестигранных профилей, согласно прототипу, имеет следующие недостатки.
1. Реализация способа осуществляется в два передела с заменой технологического инструмента и повторным нагревом, что приводит к снижению производительности и повышению расхода энергии на нагрев заготовок.
2. Быстрый износ рабочей поверхности бойков из-за необходимости «сбития» ребер квадратной заготовки перед формированием круглого профиля. Это связано с тем, что ребра квадрата, имеющие угол между гранями равный 90 град., быстро остывают и поэтому имеют более высокое значение сопротивления металла пластической деформации, чем остальная часть заготовки. Быстрый износ рабочей поверхности бойков является показателем низкой стойкости инструмента.
3. Самопроизвольный поворот квадратной заготовки (сваливание) при ее ковке на диагональ в круглый профиль в бойках, имеющих гладкую рабочую поверхность [И.Я. Тарновский. Формоизменение при пластической обработке металлов (ковка и прокатка). М.; Металлургиздат, 1954. - С. 516], приводящий к снижению качества получаемых в первом переделе круглых профилей. Это в конечном итоге снижает качество готовой продукции -шестигранных профилей.
4. Высокая неравномерность деформации при ковке квадратной заготовки на диагональ в бойках, имеющих гладкую рабочую поверхность, которая ведет к значительной поперечной деформации металла (уширению). Это требует дополнительного расхода энергии на деформацию при формировании круглого профиля. Высокая неравномерность деформации также приводит к появлению в осевой зоне заготовки максимальных продольных растягивающих напряжений, которые являются причиной нарушения сплошности металла заготовки, особенно специальных сталей [Ковка на радиально-обжимных машинах / В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др. - М.: Машиностроение, 1990. - С. 98]. При дальнейшей ковке во втором переделе из полученной круглой заготовки с несплошностями в осевой зоне производятся шестигранные профили низкого качества.
При этом рассматриваемый способ имеет ограничения по размерам сечения квадратной и круглой заготовки для получения качественных шестигранных профилей. Это связано с тем, что при определенной ширине вырезного ручья, который для формирования требуемого шестигранного профиля должен быть не менее размера «под ключ» шестигранного профиля, при деформации заготовки возможен выход металла за пределы его ширины, что приводит к образованию на заготовке заусенцев и заковов, которые являются критерием низкого качества шестигранных профилей. Это снижает технологические возможности рассматриваемого способа.
Таким образом, основными недостатками данного способа являются ограниченные технологические возможности, высокий расход энергии на нагрев заготовок и их формоизменение, ограниченная производительность, низкая стойкость бойков и низкое качество шестигранных профилей.
Задачей изобретения является расширение технологических возможностей, снижение расхода энергии, увеличение производительности, повышение стойкости бойков и качества шестигранных профилей.
Поставленная задача достигается тем, что в заявляемом способе получения шестигранных профилей путем передела квадратной заготовки многопроходной радиальной ковкой двумя взаимно-перпендикулярными парами бойков с поворотом заготовки вокруг оси ковки, бойки одной пары выполнены с гладкой рабочей поверхностью, бойки второй пары имеют вырезные ручьи с поверхностями, наклоненными друг к другу под углом 120 град., рабочие поверхности взаимно перпендикулярных бойков смещены относительно друг друга вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка, согласно изобретении получение шестигранных профилей выполняют за один передел, перед обжатием одновременно двумя взаимно перпендикулярными парами бойков с получением шестигранного профиля осуществляют обжатие квадратной заготовки поочередно парами бойков за нечетное число циклов деформации с поворотом заготовки вокруг оси ковки после каждого цикла деформации на угол π/4, каждый из которых включает не менее двух проходов с поворотом заготовки вокруг оси ковки на угол π/2, в нечетных циклах деформации обжатие заготовки осуществляют по диагонали бойками с вырезными ручьями, при этом в первом цикле деформации расстояние между вершинами вырезных ручьев устанавливают не менее a√2-b(1-1/√3) при b<а/√2 и не менее a(1/√2+1/√6 при b>a/√2, где а - сторона квадратной заготовки; b - ширина вырезного ручья, в последующих нечетных циклах деформации за исключением последнего расстояние между вершинами вырезных ручьев устанавливают не менее a1√2-b(1-1/√3) при b<а1/√2 и не менее a1(1/√2+1/√6) при b>аi/√2), где a1 - расстояние между гранями заготовки, получаемыми бойками с гладкой рабочей поверхностью в предыдущем четном цикле деформации и задаваемой в бойки с вырезными ручьями, в четных циклах деформации обжатие заготовки осуществляют бойками с гладкой рабочей поверхностью, четные циклы деформации заканчивают после получения на заготовке расстояния между гранями, получаемыми бойками с гладкой рабочей поверхностью, не менее диаметра описанной окружности шестигранного профиля, а нечетные циклы деформации заканчивают после получения восьмигранного профиля с углами при его соседних вершинах 120 и 150 град, и расстоянием между противолежащими ребрами, образованными гранями с углами между ними равными 150 град., не менее диаметра описанной окружности шестигранного профиля.
Получение шестигранных профилей из квадратной заготовки за один передел с одного нагрева одним комплектом бойков достигается совокупностью применяемых технологических операций. Получение шестигранных профилей из квадратной заготовки за один передел обеспечивает повышение производительности и снижение расхода энергии на нагрев заготовок.
Первоначальное поочередное обжатие заготовки парами бойков обеспечивает реализацию рациональных схем деформации при определенном положении заготовки.
Обжатие только парой бойков с вырезными ручьями обеспечивает рациональную схему деформации при установке заготовки по диагонали. Обжатием квадратной заготовки по диагонали достигается следующее:
- устойчивое положение квадратной заготовки без ее поворота (сваливания) вокруг оси ковки во время обжатия;
- высокий коэффициент укова за счет бокового подпора металла, снижающего уширение металла заготовки и обеспечивающего схему деформации всестороннего сжатия металла, при этом угол 120 град, между боковыми поверхностями вырезных ручьев обеспечивает наибольший коэффициент укова [В.И. Крайнов. Технология процессов ковки и объемной штамповки: конспект лекций - Челябинск: Изд-во ЮУрГУ, 2007, с. 68];
- отсутствие высокой неравномерности деформации, устраняющей появление растягивающих напряжений в осевой зоне заготовки и нарушение сплошности металла заготовки;
- контакт ребер квадратной заготовки с вершинами вырезных ручьев рабочей поверхности бойков с постепенным переходом на их боковые поверхности.
В случае одновременной деформации парой бойков с гладкой рабочей поверхностью при таком положении заготовки осуществлялся бы процесс ковки диагонали квадрата, что приводило к недостаткам, характерным для способа-прототипа.
Обжатие заготовки только парой бойков с гладкой рабочей поверхностью позволяет реализовывать «мягкую» схему деформаций только при положении диагонали заготовки, расположенной под углом π/4 к бойкам с гладкой рабочей поверхностью.
В случае одновременной деформации парой бойков с вырезными ручьями осуществлялся бы врез ручьев в грани заготовки, что приводило бы к образованию заковов.
Объединение технологических операций в циклы деформации позволяет осуществлять требуемое изменение формы заготовки соответствующей парой бойков. Включение в каждый цикл деформации не менее двух проходов и поворота заготовки на угол π/2 позволяет одной парой бойков обжимать заготовку в двух взаимно перпендикулярных направлениях. Большее число проходов в каждом цикле деформации позволяет, в случае ограничений по усилию ковки или по параметрам заходных частей бойков, дифференцировать обжатия, т.е. выполнять, несколько обжатий в одном направлении.
Применение нечетного числа циклов связано с тем, что при поочередном обжатии заготовки парами бойков обжатие должна начать и закончить одна и та же пара бойков.
В первом нечетном цикле деформации обжатие обязательно должна осуществлять пара бойков с вырезными ручьями. Последний цикл деформации, после которого заготовка передается для осуществления обжатия одновременно двумя парами бойков, также должна осуществлять пара бойков с вырезными ручьями, формирующая восьмигранный профиль с углами при его соседних вершинах 120 и 150 град, и расстоянием между противолежащими ребрами, образованными гранями с углами между ними равными 150 град., не менее диаметра описанной окружности шестигранного профиля.
Поворот заготовки вокруг оси ковки после каждого цикла деформации на угол π/4 необходим для установки заготовки в положения, обеспечивающие реализацию рациональных схем деформации в каждом цикле деформации, а также для установки требуемого положения заготовки при обжатии одновременно двумя взаимно перпендикулярными парами бойков с получением шестигранного профиля.
Установка в первом цикле деформации расстояния между вершинами вырезных ручьев не менее а√2-b(1-1/√3) при b<a/√2 позволяет формировать профиль без выхода металла исходной квадратной заготовки за пределы вырезного ручья путем вреза краев вырезного ручья в грани квадратной заготовки, устраняя образование на заготовке заусенцев, переходящих при дальнейшей деформации в заковы.
Установка в первом цикле деформации расстояния между вершинами вырезных ручьев не менее a(1/√2+1/√6) при b<a/√2 позволяет в рассматриваемом цикле деформации формировать профиль «по правилу вписанных фигур» без образования заусенца на ребрах заготовки.
Установка в последующих нечетных циклах деформации за исключением последнего расстояния между вершинами вырезных ручьев не менее a1√2-b(1-1/√3) при b<a1/√2, позволяет также формировать профиль без выхода металла заготовки за пределы вырезного ручья путем вреза краев вырезного ручья в грани квадратной заготовки, устраняя образование на заготовке заусенцев, переходящих при дальнейшей деформации в заковы.
Установка в последующих нечетных циклах деформации за исключением последнего расстояния между вершинами вырезных ручьев не менее a1(1/√2+1/√6) при b>а1/√2 позволяет в рассматриваемом цикле деформации формировать профиль «по правилу вписанных фигур» без образования заусенца на ребрах заготовки.
Исключение последнего нечетного цикла деформации связано с тем, что в этом цикле деформации расстояние между вершинами вырезных ручьев определено условием, что получаемый в этом цикле деформации восьмигранный профиль имеет углы при его соседних вершинах 120 и 150 град, и расстояния между противолежащими ребрами, образованными гранями с углами между ними равными 150 град., не менее диаметра описанной окружности шестигранного профиля. Этим гарантируется, что восьмигранный профиль не выйдет за пределы вырезного ручья, устраняя образование на заготовке заусенцев, переходящих при дальнейшей деформации в заковы. При этом также выполняется условие, обеспечивающее при обжатии одновременно двумя взаимно-перпендикулярными парами бойков формирование вершинами вырезных ручьев заполненных металлом ребер шестигранного профиля, учитывая, что при формировании ребер шестигранного профиля вершинами вырезных ручьев имеет место утяжка металла.
Осуществление в четных циклах деформации обжатия заготовки парой бойков с гладкой рабочей поверхностью при предварительном повороте заготовки вокруг оси ковки на угол π/4, позволяет выполнять обжатие заготовки по сторонам, соответствующим сторонам исходной квадратной заготовки, по сути дела, уменьшая размер квадратной заготовки, деформируемой в следующем нечетном цикле деформации.
Окончание последнего четного цикл деформации после получения на заготовке расстояния между гранями, получаемыми бойками с гладкой рабочей поверхностью, не менее диаметра описанной окружности шестигранного профиля, объясняется тем, что из такого профиля в следующем последнем нечетном цикле деформации по правилу вписанных фигур формируются ребра восьмигранного профиля, образованные гранями с углами между ними равными 150 град., обеспечивающие формирование шестигранного профиля с требуемыми размерами поперечного сечения и с заполнением металлом ребер шестигранного профиля при деформации одновременно двумя взаимно перпендикулярными парами бойков.
Окончание последнего нечетного цикла деформации после получения восьмигранного профиля с углами при его соседних вершинах 120 и 150 град, и расстоянием между противолежащими ребрами, образованными гранями с углами между ними равными 150 град., не менее диаметра описанной окружности получаемого шестигранного профиля, объясняется тем, что из такого профиля по правилу вписанных фигур одновременно двумя парами бойков формируется шестигранный профиль с требуемыми размерами поперечного сечения без образования заусенца на его ребрах, находящихся в разъемах между этими бойками.
Таким образом, при применении предлагаемого способа обеспечивается получение широкого сортамента качественных шестигранных профилей при использовании исходных квадратных заготовок практически неограниченного размера поперечного сечения.
Отсюда можно заключить, что использование предложенного комплекса взаимосвязанных технологических операций обеспечивает получение из широкого сортамента исходных квадратных заготовок за один передел с высокой производительностью разнообразного сортамента качественных шестигранных профилей при высокой стойкости инструмента (бойков), ограниченном расходе энергии.
Таким образом, применение предлагаемого способа. обеспечивает расширение технологических возможностей, снижение расхода энергии, увеличение производительности, повышение стойкости бойков и качества получаемых шестигранных профилей.
Предложенный способ получения шестигранных профилей проиллюстрирован на чертежах.
В данном примере конкретного выполнения на чертежах и в дальнейшем тексте рассмотрен вариант, при котором в каждом цикле деформации перед и после поворота заготовки на угол π/2 вокруг оси ковки осуществляется один проход, после поворота восьмигранного профиля на угол π/4 вокруг оси ковки также осуществляется один проход. В общем случае в зависимости от ограничений по силовым условиям радиальной ковки, условиям захвата или по параметрам заходной части рабочей поверхности бойков в цикле деформации одной парой бойков перед или после поворота заготовки на угол π/2 вокруг оси ковки может осуществляться несколько проходов. После поворота восьмигранного профиля на угол π/4 вокруг оси ковки по этим же причинам также может осуществляться несколько проходов при обжатии одновременно двумя парами бойков.
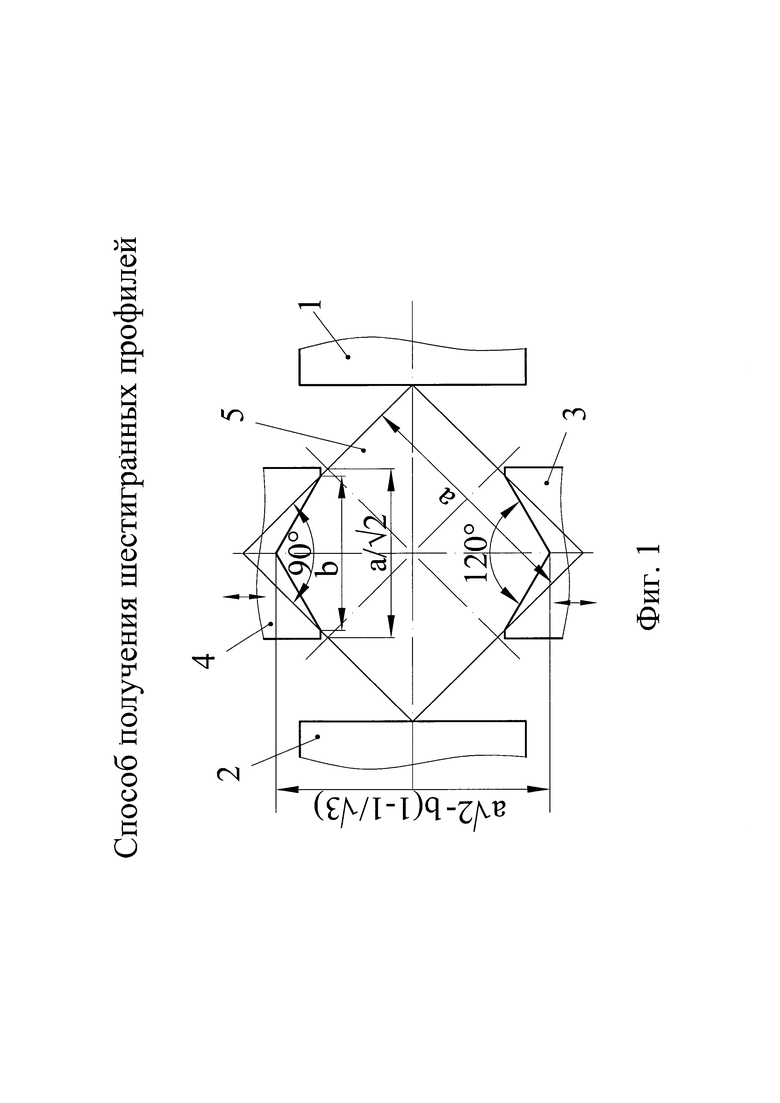
На фиг. 1 показан вид на квадратную исходную заготовку и бойки в направлении подачи заготовки во время обжатия в первом проходе первого цикла деформации квадратной исходной заготовки на диагональ бойками, имеющими на рабочей поверхности вырезной ручей.
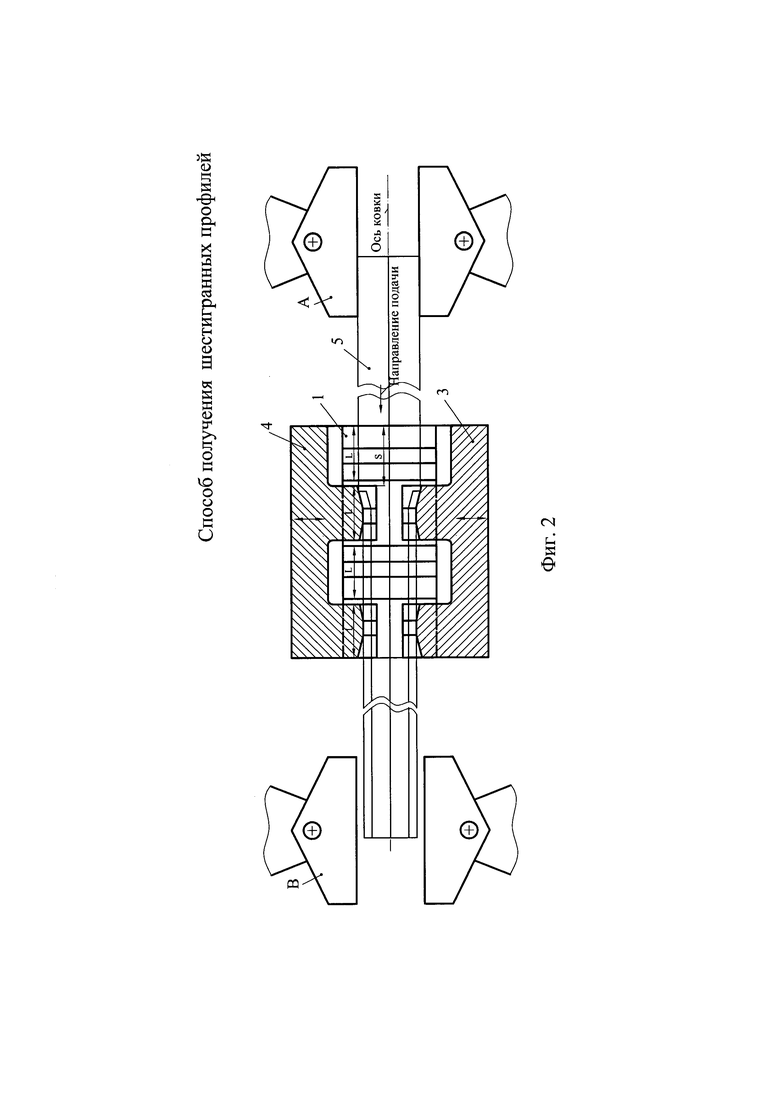
На фиг. 2 показан разрез по двухзаходным бойкам, имеющим на рабочей поверхности вырезной ручей, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов во время обжатия в первом проходе первого цикла деформации квадратной исходной заготовки на диагональ бойками, имеющими на рабочей поверхности вырезной ручей.
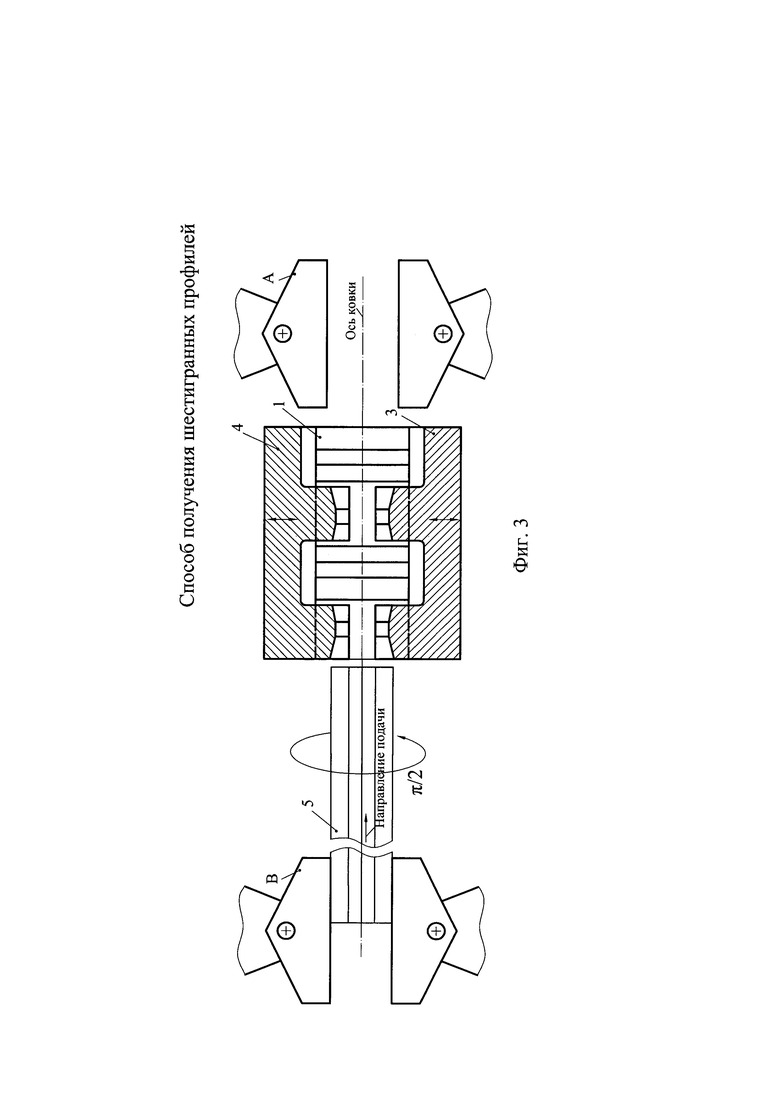
На фиг. 3 показан разрез по двухзаходным бойкам, имеющим на рабочей поверхности вырезной ручей, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов после поворота заготовки на угол π/2 вокруг оси ковки перед вторым проходом первого цикла деформации.
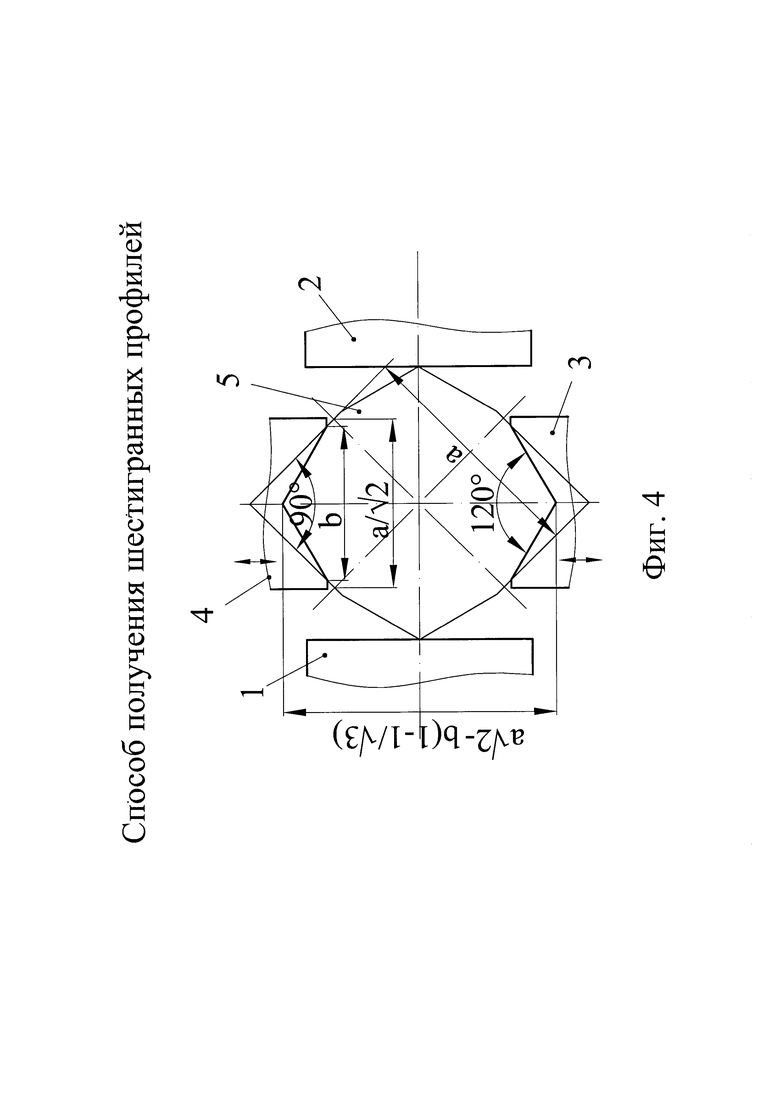
На фиг. 4 показан вид на заготовку и бойки в направлении подачи заготовки во время обжатия во втором проходе первого цикла деформации заготовки на диагональ бойками, имеющими на рабочей поверхности вырезной ручей.
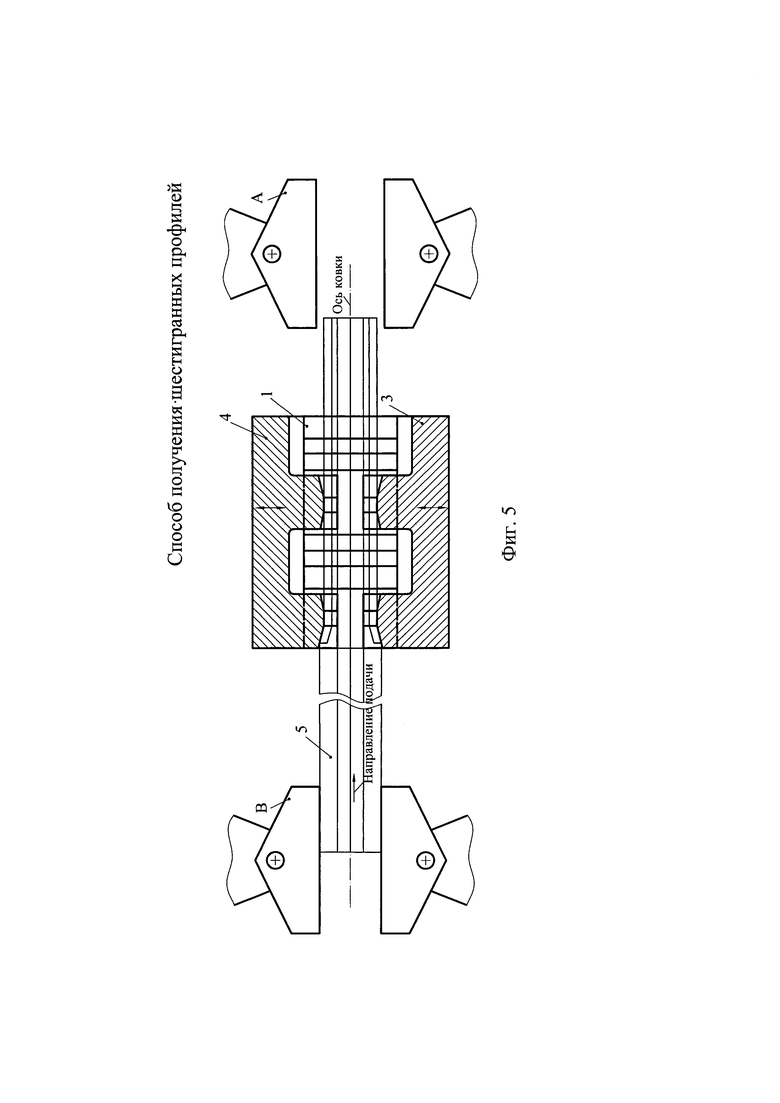
На фиг. 5 показан разрез по двухзаходным бойкам, имеющим на рабочей поверхности вырезной ручей, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов во время обжатия во втором проходе первого цикла деформации заготовки на диагональ бойками, имеющими на рабочей поверхности вырезной ручей..
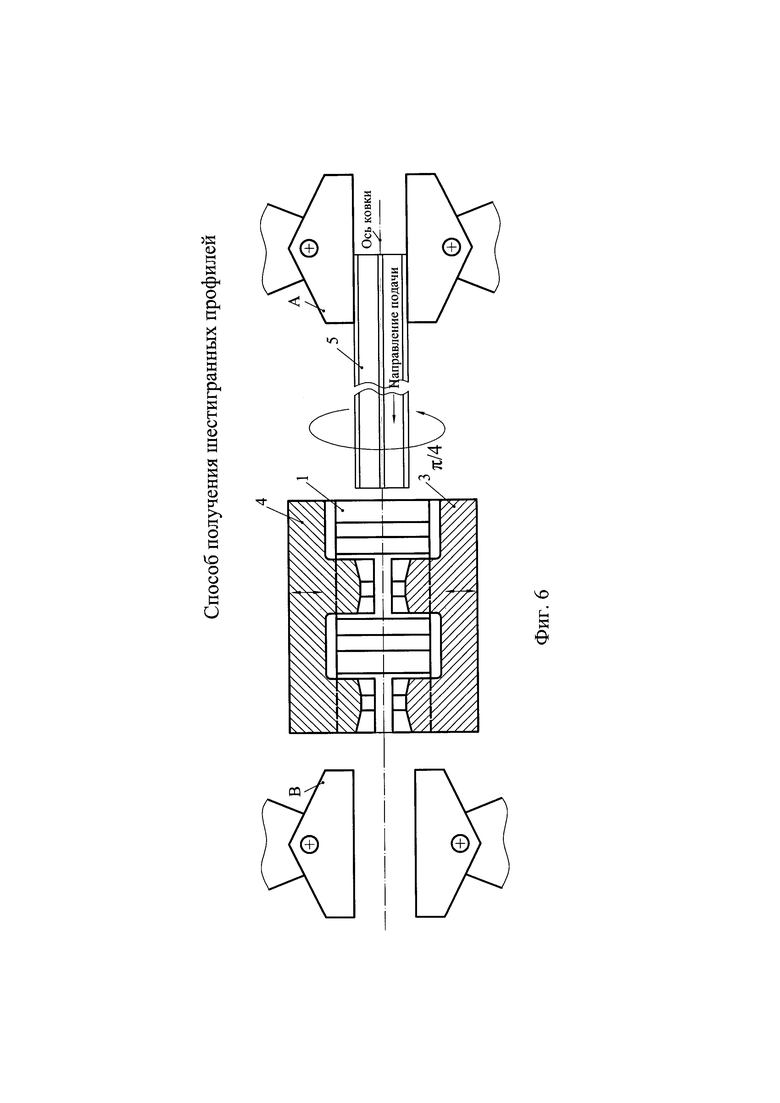
На фиг. 6 показан разрез по двухзаходным бойкам, имеющим на рабочей поверхности вырезной ручей, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов после поворота заготовки на угол π/4 вокруг оси ковки перед первым проходом второго цикла деформации.
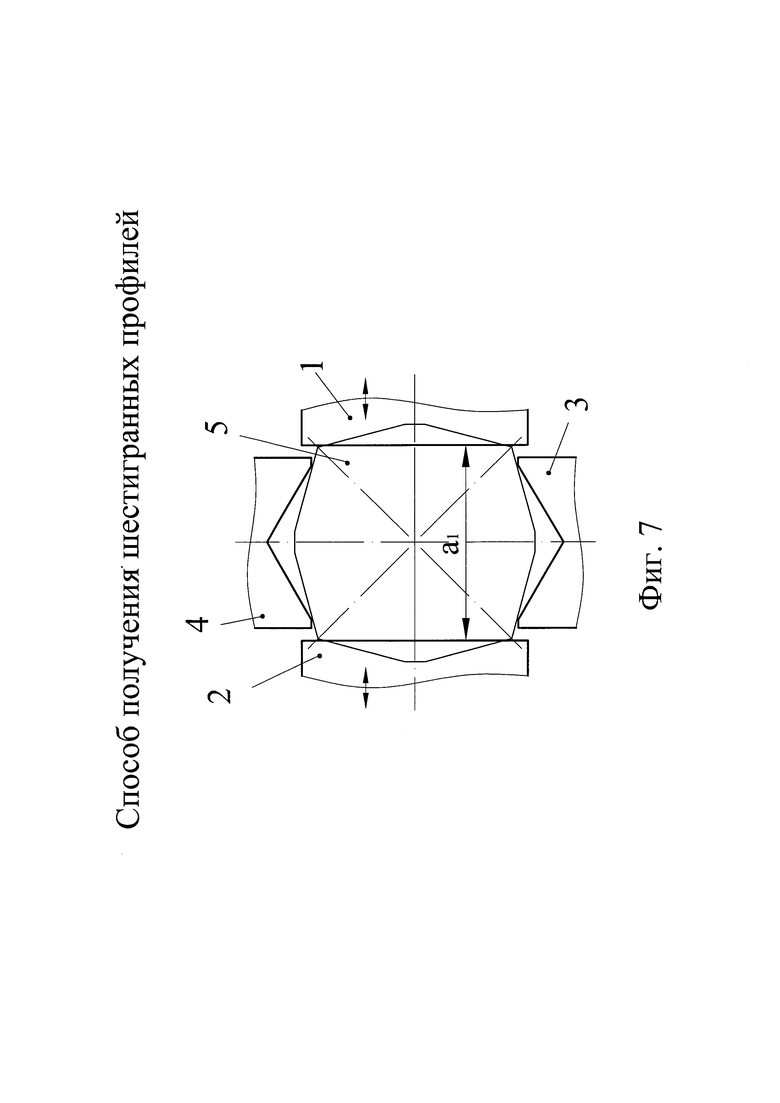
На фиг. 7 показан вид на заготовку и бойки в направлении подачи заготовки во время обжатия бойками с гладкой рабочей поверхностью в первом проходе второго цикла деформации.
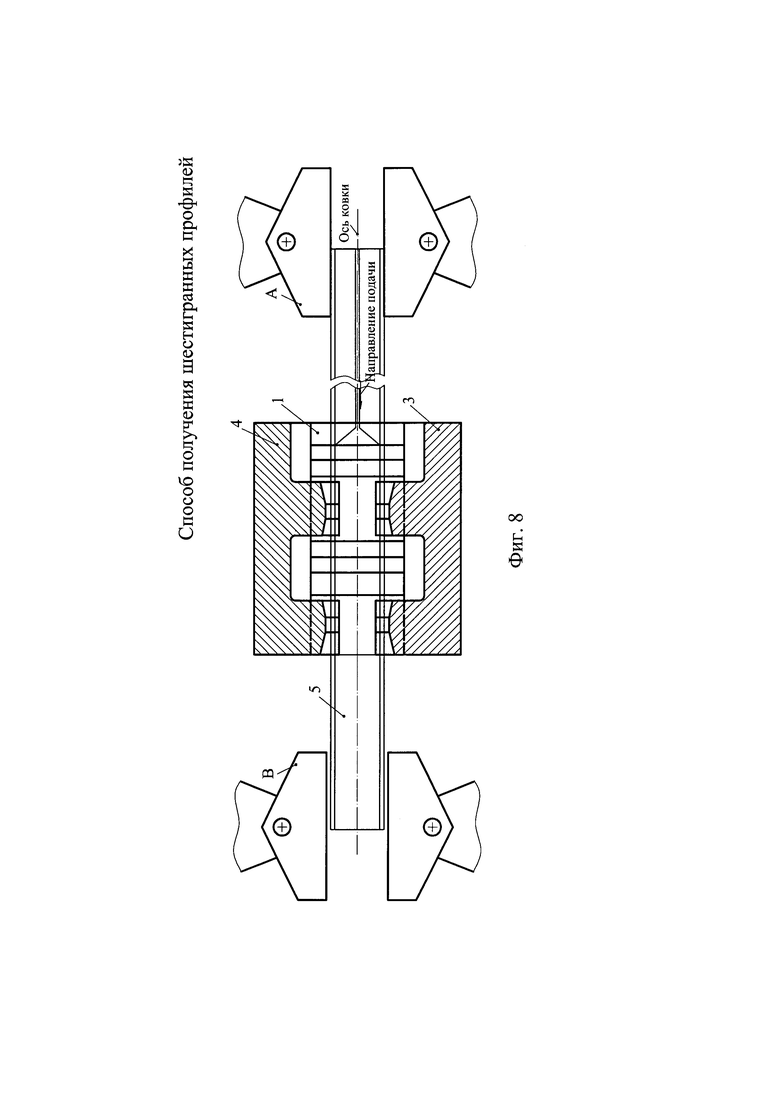
На фиг. 8 показан разрез по двухзаходным бойкам, имеющим на рабочей поверхности вырезной ручей, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов во время обжатия в первом проходе второго цикла деформации заготовки бойками с гладкой рабочей поверхностью.
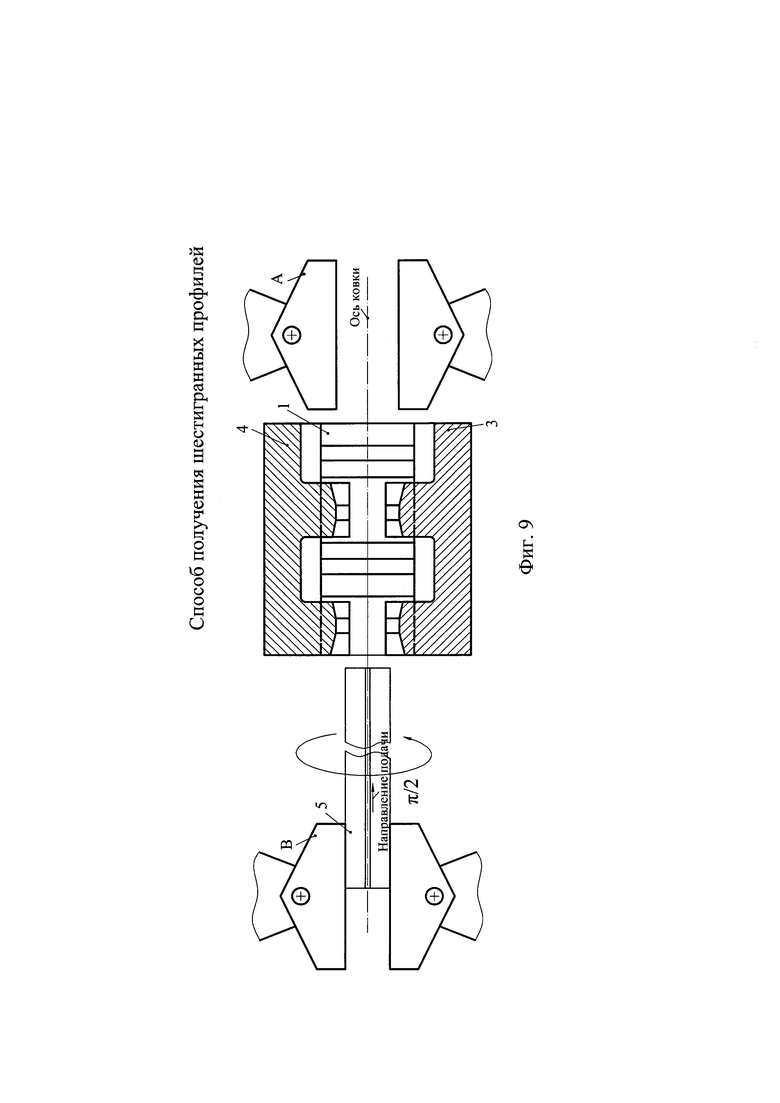
На фиг. 9 показан разрез по двухзаходным бойкам, имеющим на рабочей поверхности вырезной ручей, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов после поворота заготовки на угол π/2 вокруг оси ковки перед вторым проходом второго цикла деформации.
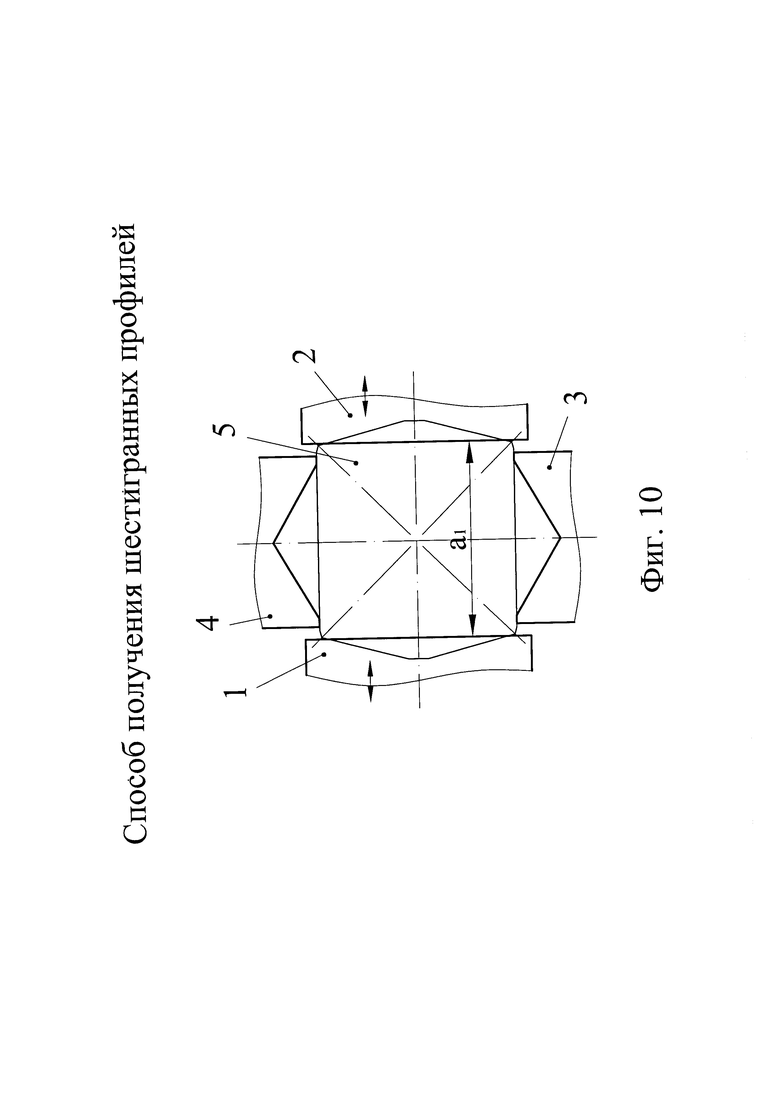
На фиг. 10 показан вид на заготовку и бойки в направлении подачи заготовки во время обжатия бойками с гладкой рабочей поверхностью во втором проходе второго цикла деформации.
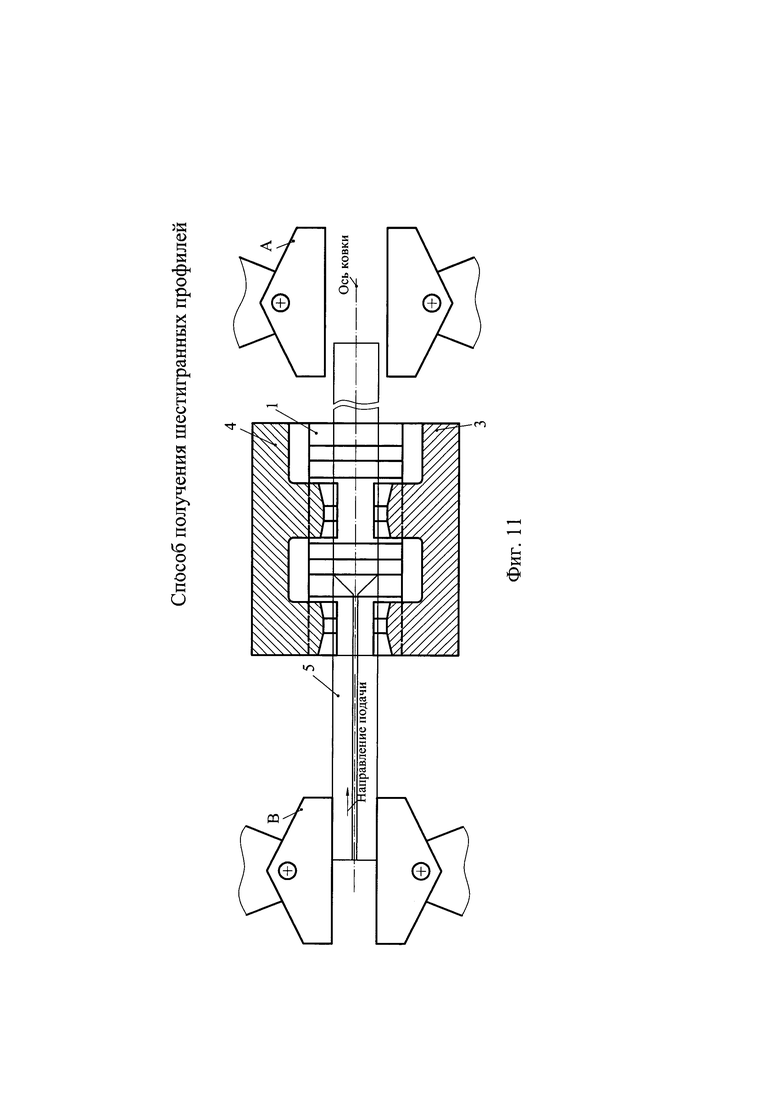
На фиг. 11 показан разрез по двухзаходным бойкам, имеющим на рабочей поверхности вырезной ручей, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов во время обжатия во втором проходе второго цикла деформации заготовки бойками с гладкой рабочей поверхностью.
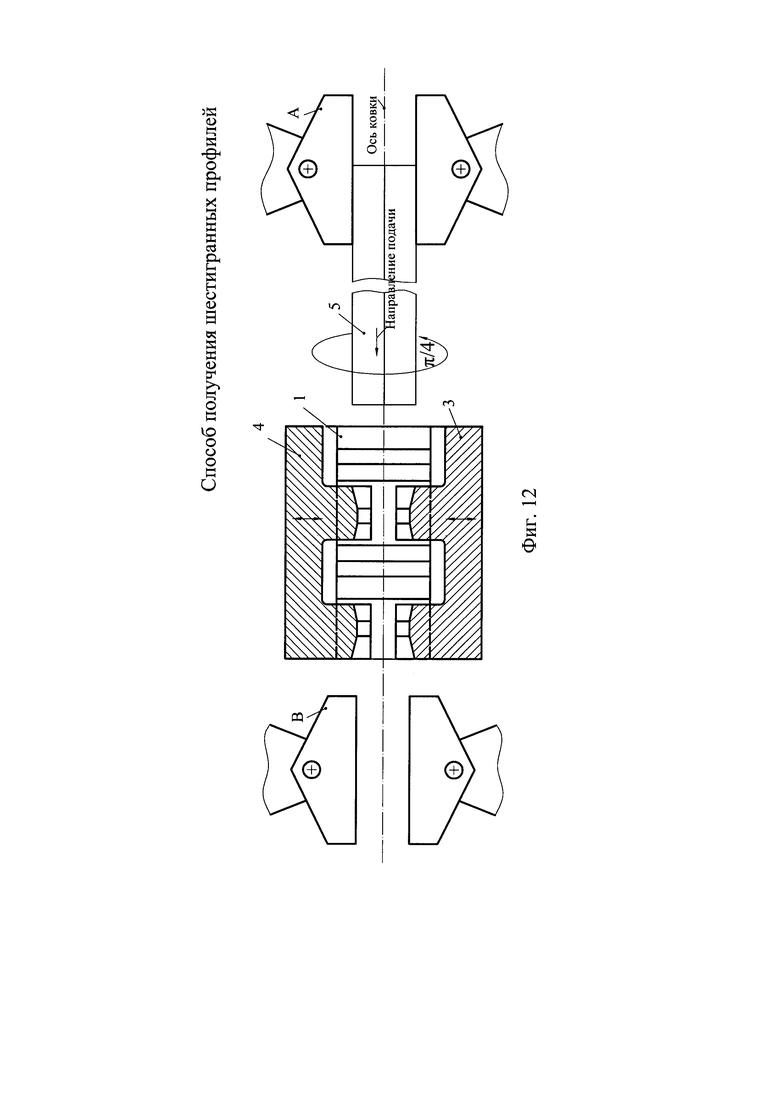
На фиг. 12 показан разрез по двухзаходным бойкам, имеющим на рабочей поверхности вырезной ручей, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов после поворота заготовки на угол π/4 вокруг оси ковки перед первым проходом третьего цикла деформации.
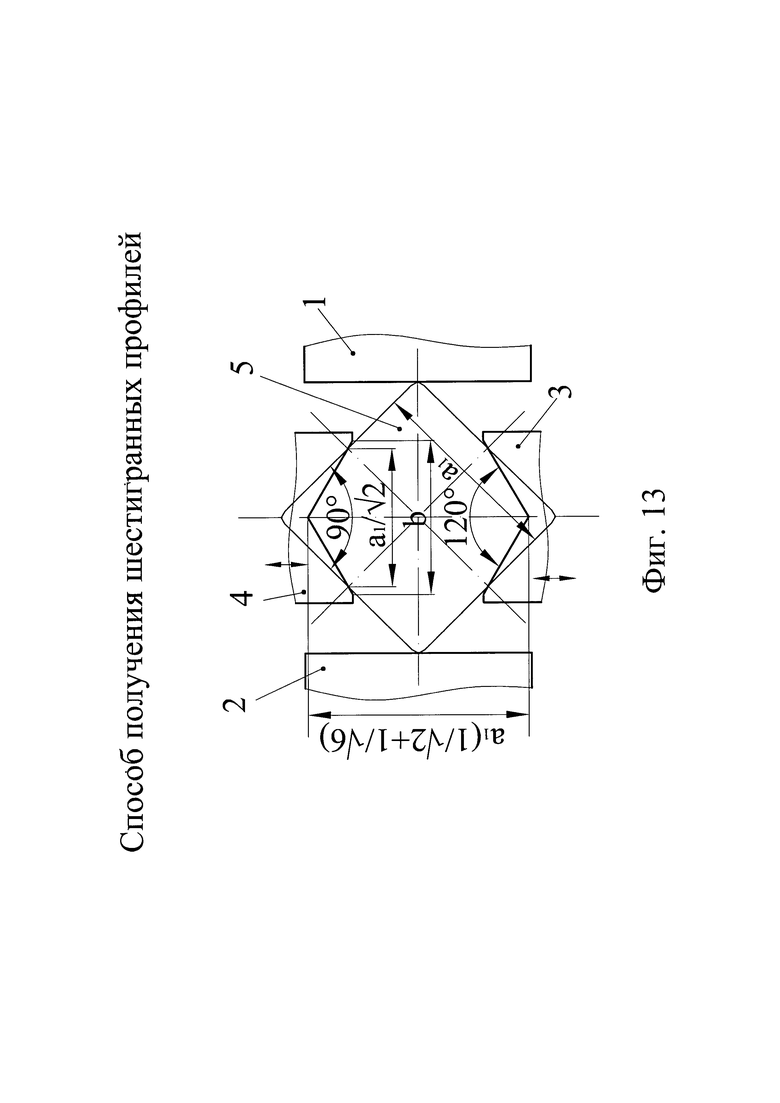
На фиг. 13 показан вид на заготовку и бойки в направлении подачи заготовки во время обжатия в первом проходе третьего цикла деформации заготовки на диагональ бойками, имеющими на рабочей поверхности вырезной ручей.
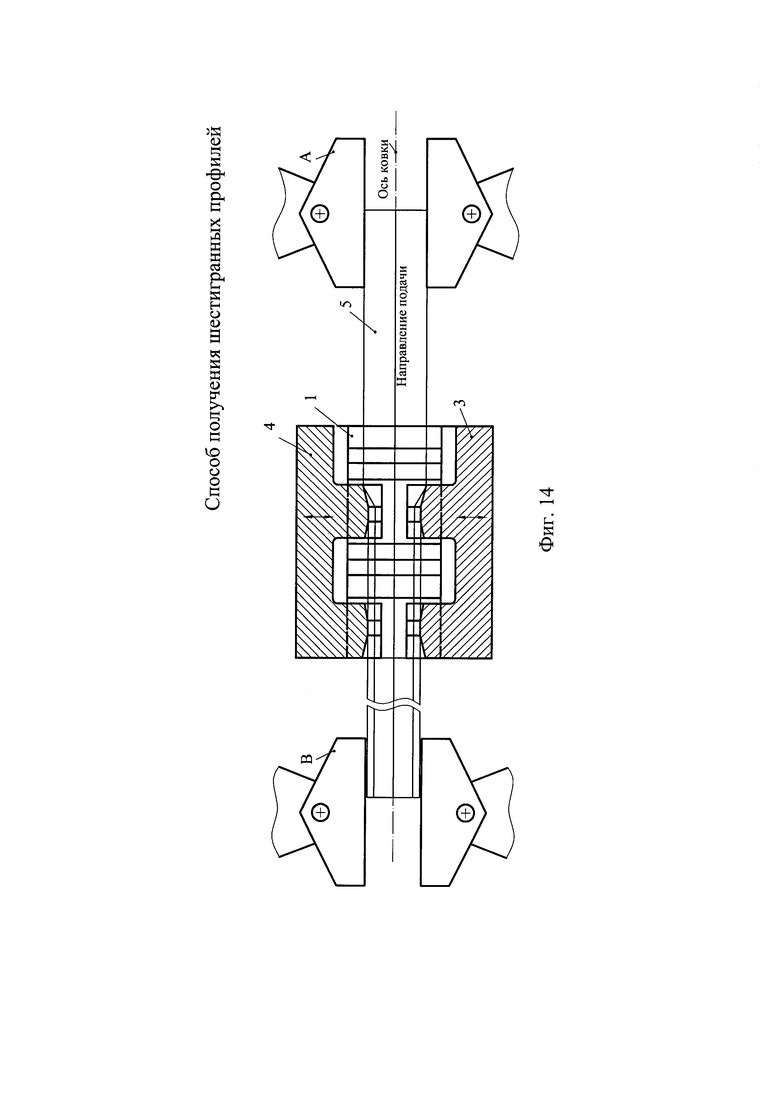
На фиг. 14 показан разрез по двухзаходным бойкам, имеющим на рабочей поверхности вырезной ручей, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов во время обжатия в первом проходе третьего цикла деформации заготовки на диагональ бойками, имеющими на рабочей поверхности вырезной ручей.
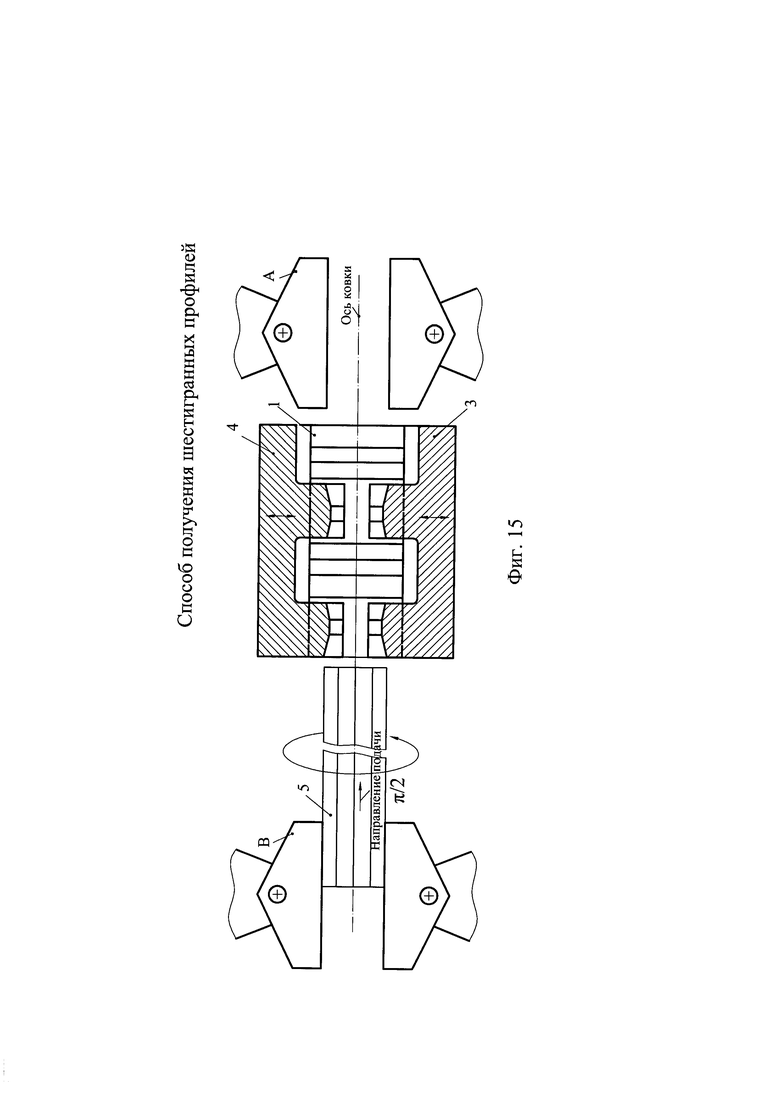
На фиг. 15 показан разрез по двухзаходным бойкам, имеющим на рабочей поверхности вырезной ручей, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов после поворота заготовки на угол π/2 вокруг оси ковки перед вторым проходом третьего цикла деформации.
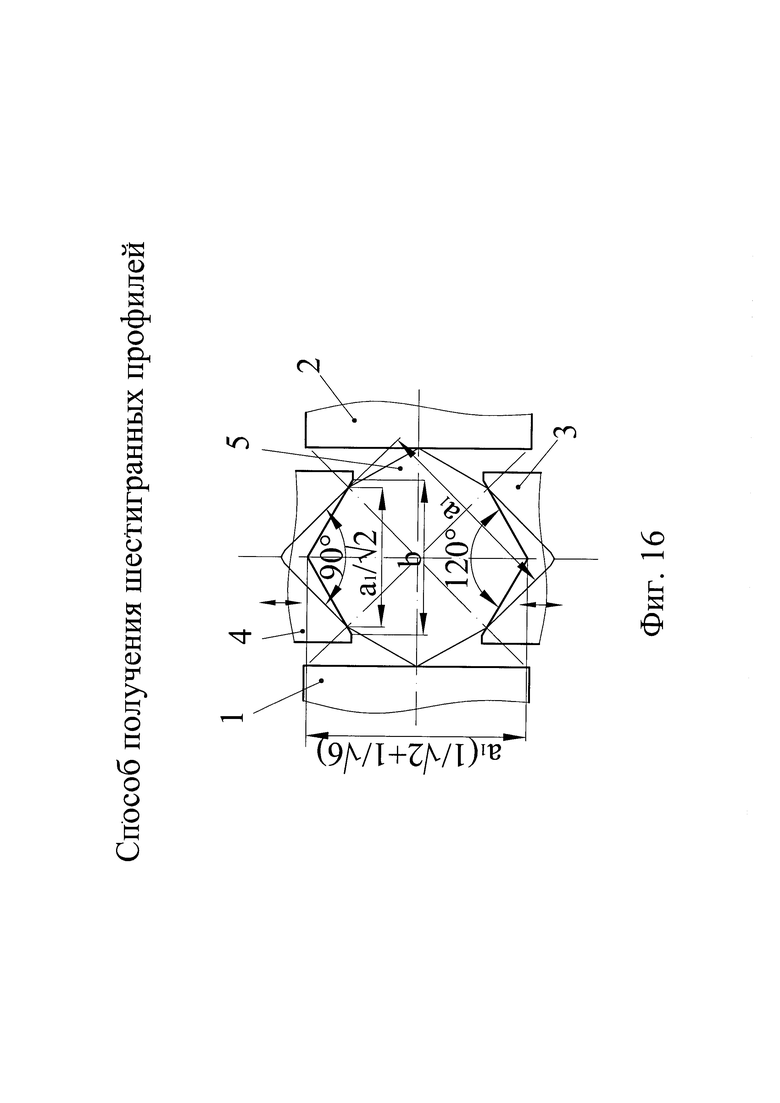
На фиг. 16 показан вид на заготовку и бойки в направлении подачи заготовки во время обжатия во втором проходе третьего цикла деформации заготовки на диагональ бойками, имеющими на рабочей поверхности вырезной ручей.
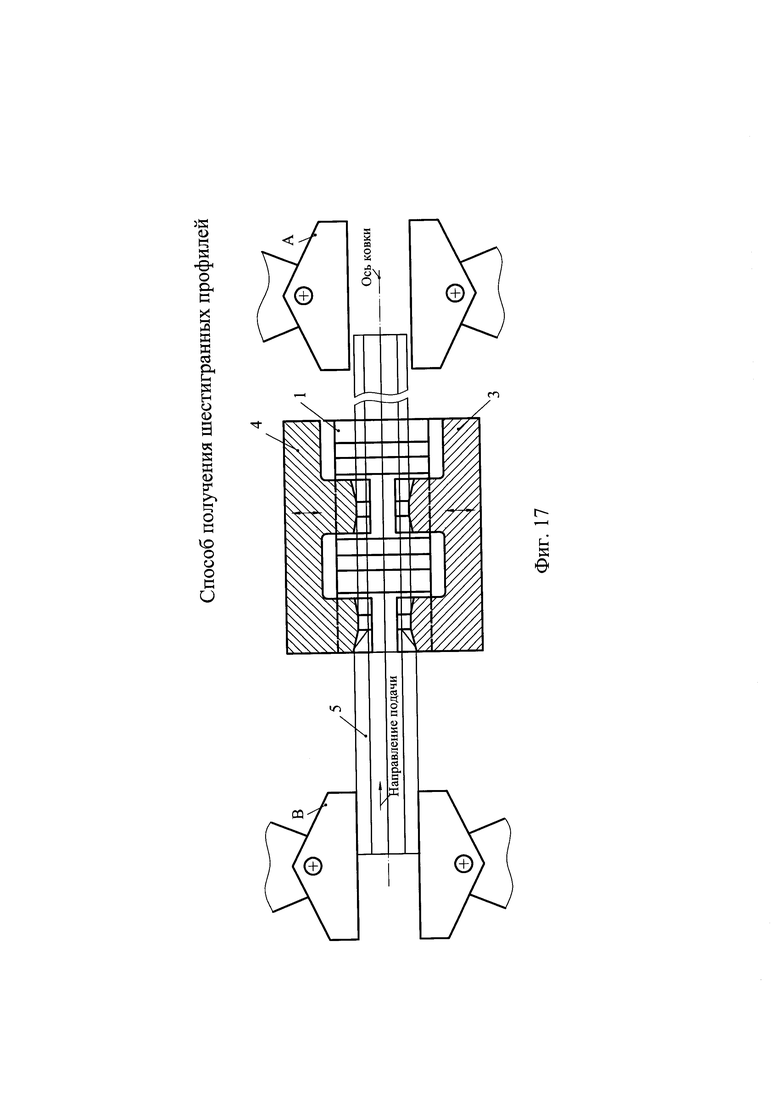
На фиг. 17 показан разрез по двухзаходным бойкам, имеющим на рабочей поверхности вырезной ручей, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов во время обжатия во втором проходе третьего цикла деформации заготовки -на диагональ бойками, имеющими на рабочей поверхности вырезной ручей.
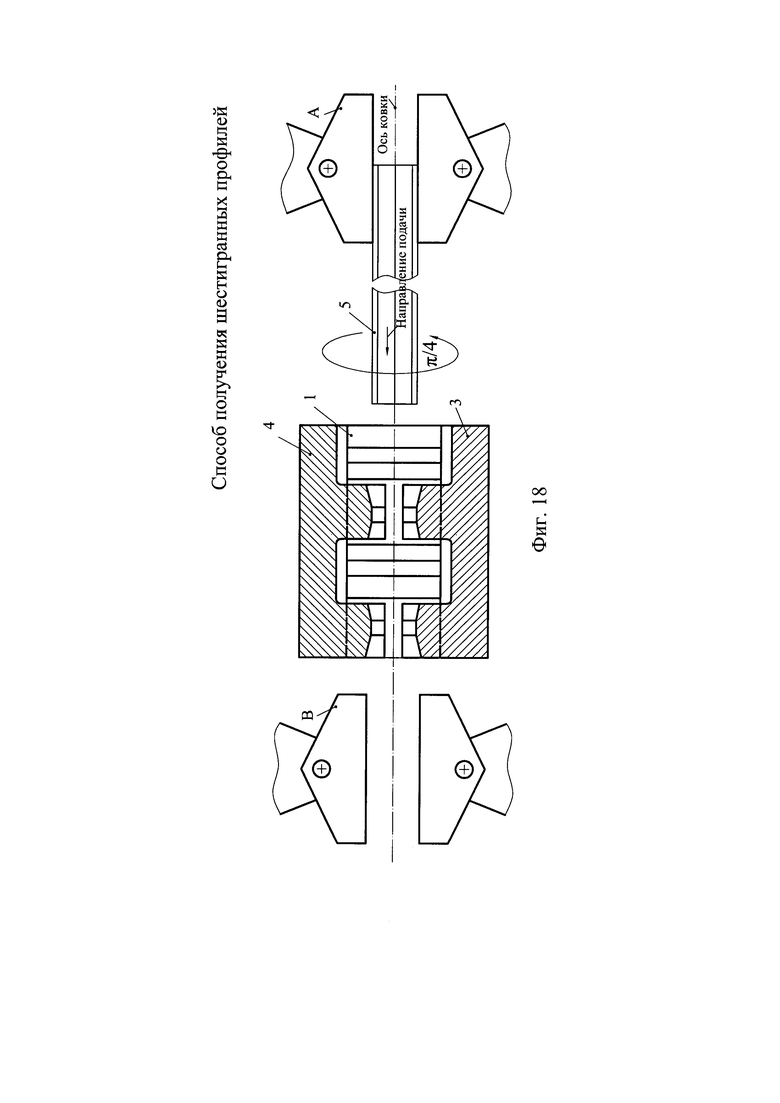
На фиг. 18 показан разрез по двухзаходным бойкам, имеющим на рабочей поверхности вырезной ручей, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов после поворота заготовки на угол π/4 вокруг оси ковки перед первым проходом четвертого цикла деформации.
На фиг. 19 показан вид на заготовку и бойки в направлении подачи заготовки во время обжатия бойками с гладкой рабочей поверхностью в первом проходе четвертого цикла деформации.
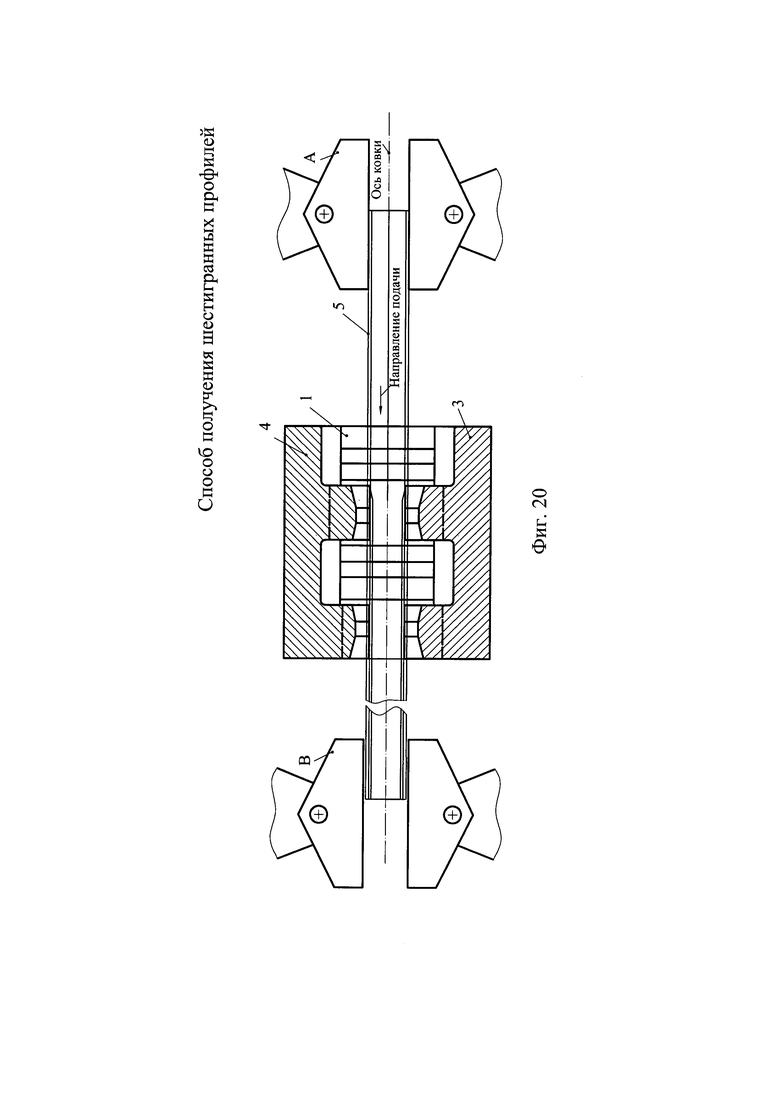
На фиг. 20 показан разрез по двухзаходным бойкам, имеющим на рабочей поверхности вырезной ручей, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов во время обжатия в первом проходе четвертого цикла деформации заготовки бойками с гладкой рабочей поверхностью.
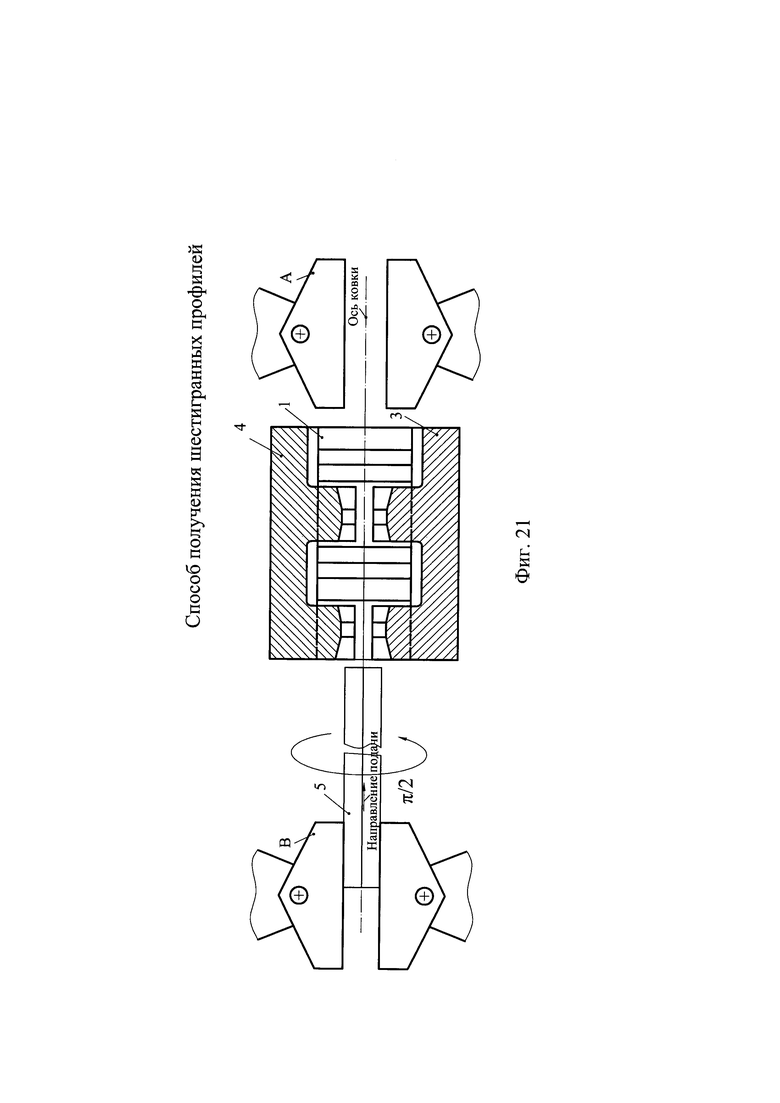
На фиг. 21 показан разрез по двухзаходным бойкам, имеющим на рабочей поверхности вырезной ручей, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов после поворота заготовки на угол π/2 вокруг оси ковки перед вторым проходом четвертого цикла деформации.
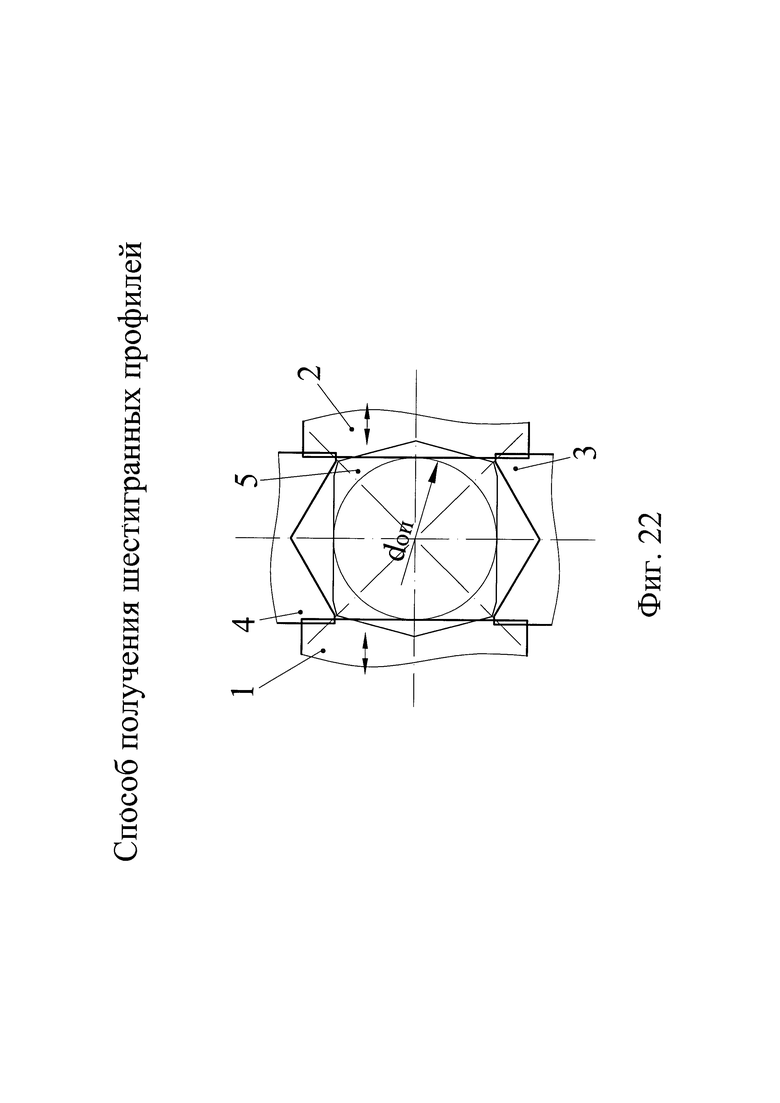
На фиг. 22 показан вид на заготовку и бойки в направлении подачи заготовки во время обжатия бойками с гладкой рабочей поверхностью во втором проходе четвертого цикла деформации.
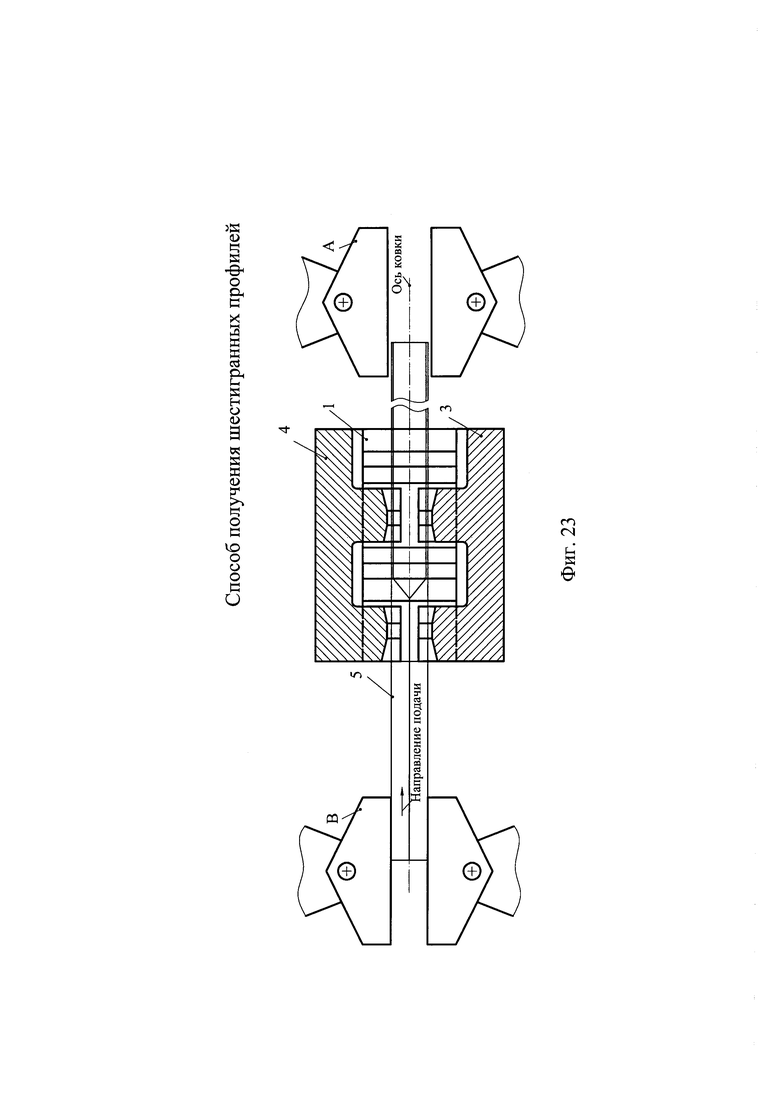
На фиг. 23 показан разрез по двухзаходным бойкам, имеющим на рабочей поверхности вырезной ручей, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов во время обжатия во втором проходе четвертого цикла деформации заготовки бойками с гладкой рабочей поверхностью.
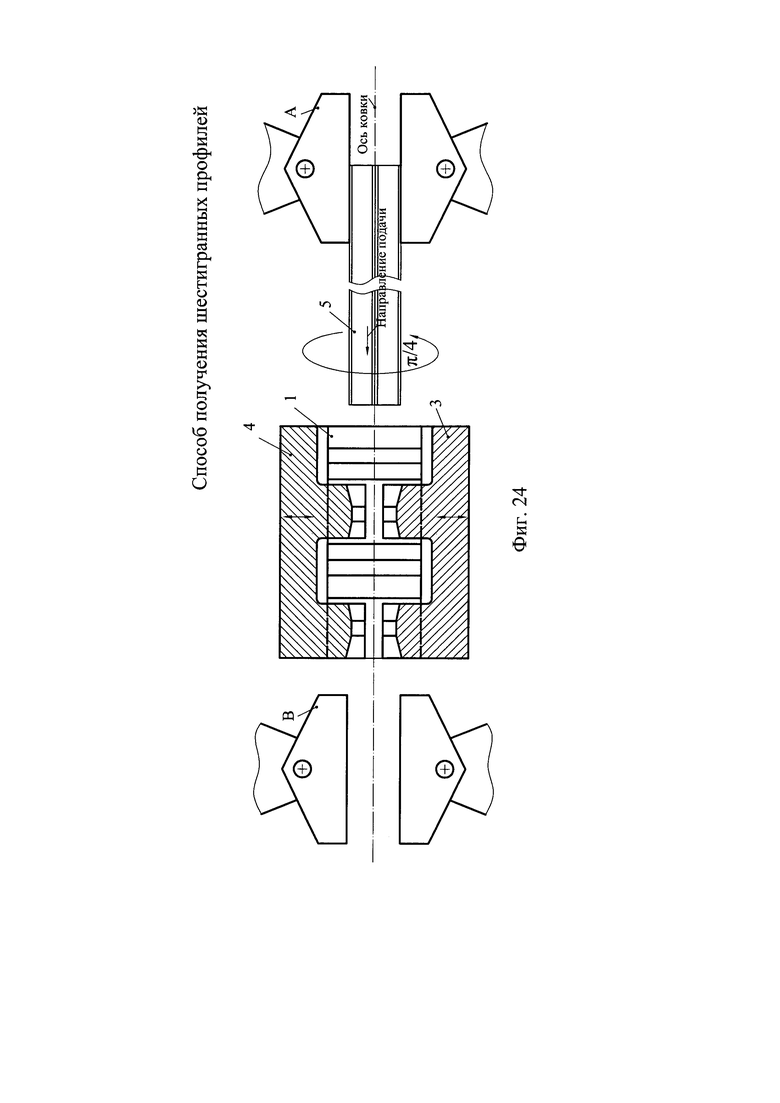
На фиг. 24 показан разрез по двухзаходным бойкам, имеющим на рабочей поверхности вырезной ручей, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов после поворота заготовки на угол π/4 вокруг оси ковки перед первым проходом пятого (последнего нечетного) цикла деформации.
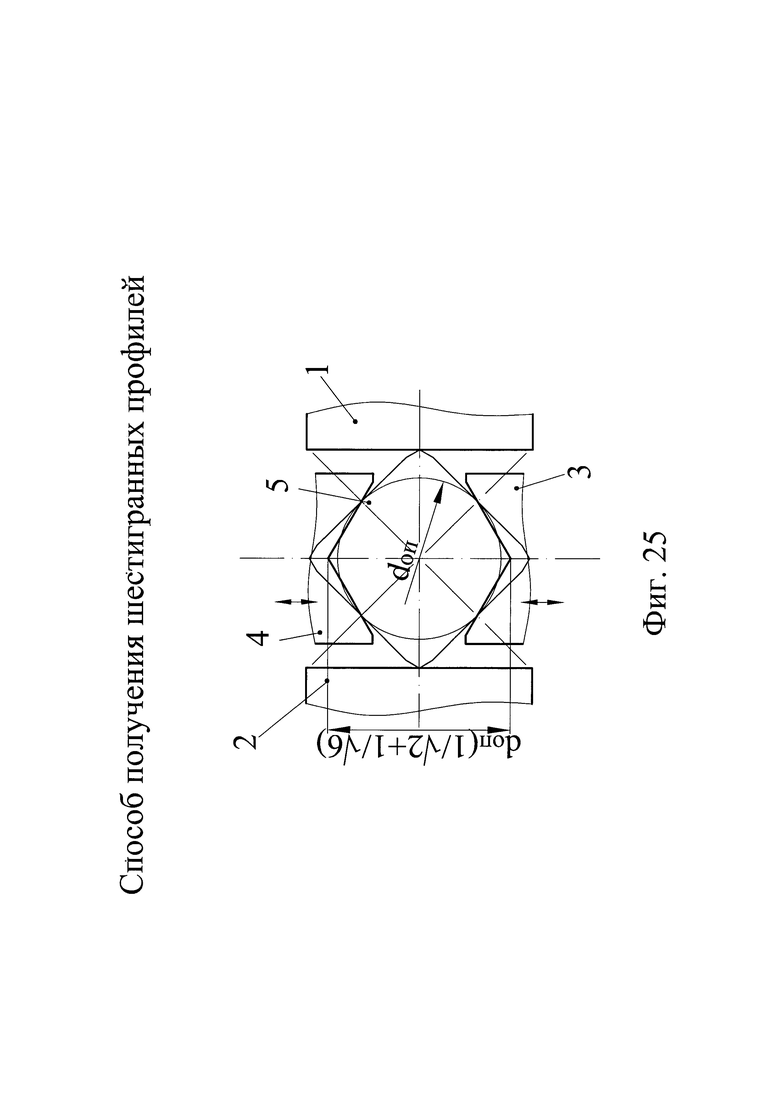
На фиг. 25 показан вид на заготовку и бойки в направлении подачи заготовки во время обжатия в первом проходе пятого цикла деформации заготовки на диагональ бойками, имеющими на рабочей поверхности вырезной ручей.
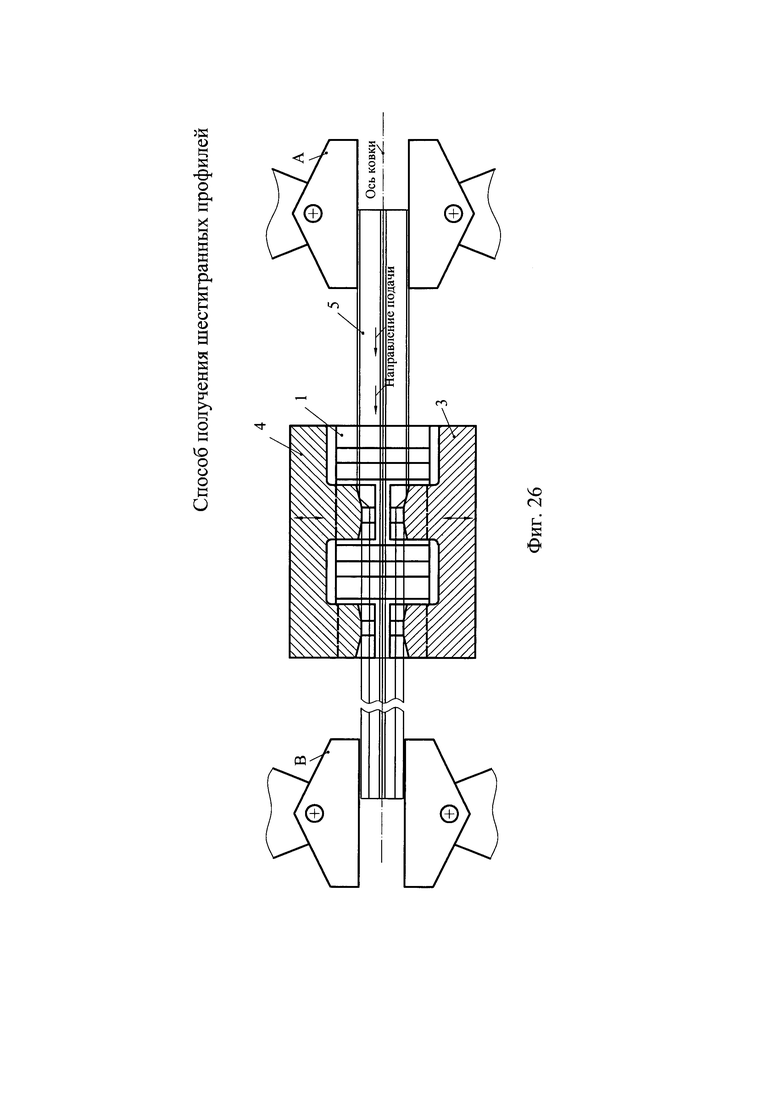
На фиг. 26 показан разрез по двухзаходным бойкам, имеющим на рабочей поверхности вырезной ручей, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов во время обжатия в первом проходе пятого цикла деформации заготовки на диагональ бойками, имеющими на рабочей поверхности вырезной ручей.
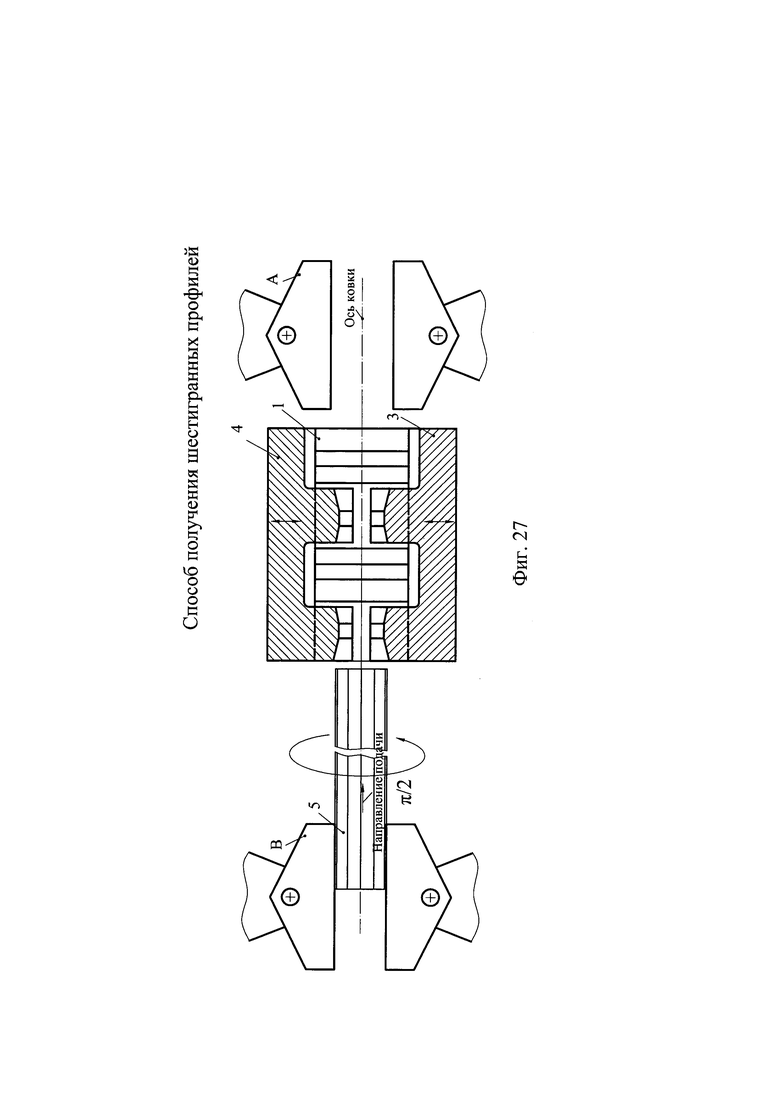
На фиг. 27 показан разрез по двухзаходным бойкам, имеющим на рабочей поверхности вырезной ручей, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов после поворота заготовки на угол π/2 вокруг оси ковки перед вторым проходом пятого цикла деформации.
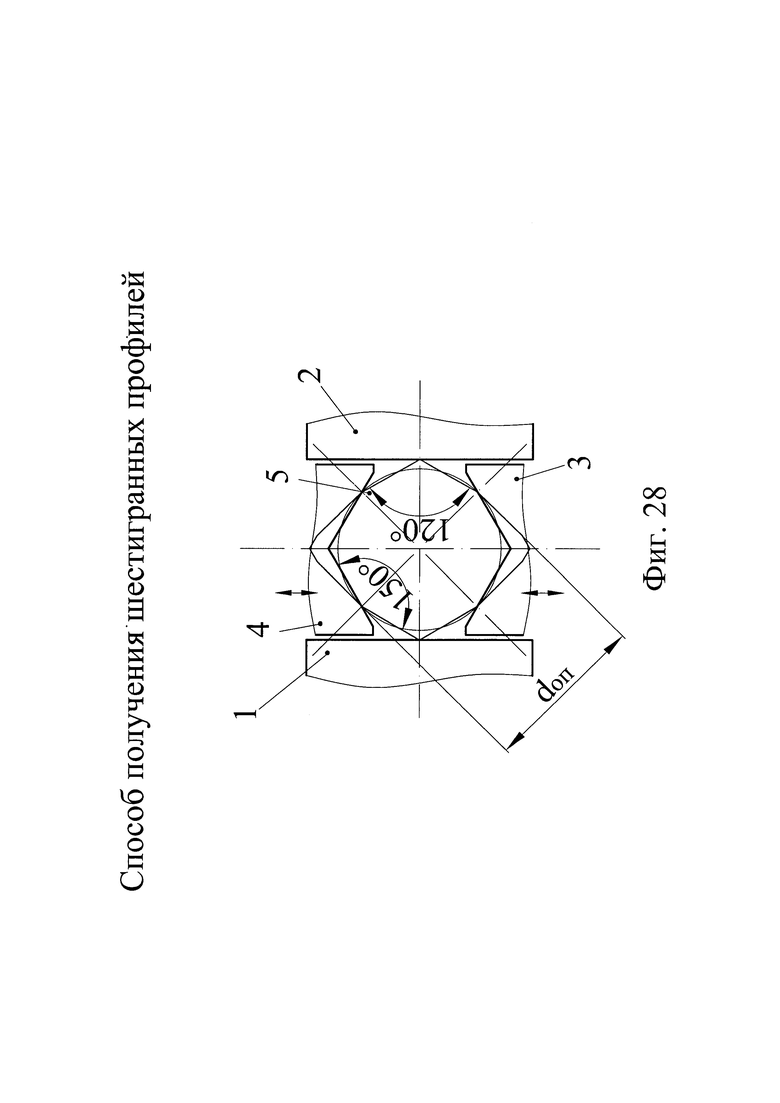
На фиг. 28 показан вид на заготовку и бойки в направлении подачи заготовки во время обжатия во втором проходе пятого цикла деформации заготовки на диагональ бойками, имеющими на рабочей поверхности вырезной ручей.
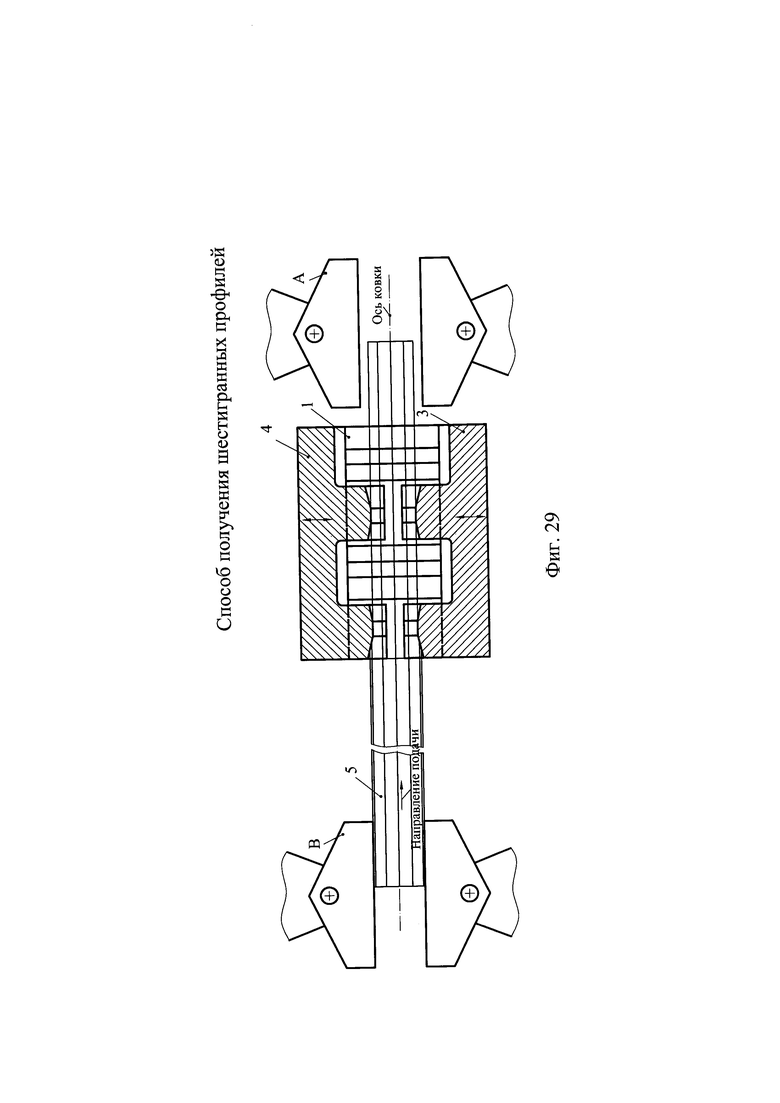
На фиг. 29 показан разрез по двухзаходным бойкам, имеющим на рабочей поверхности вырезной ручей, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов во время обжатия во втором проходе пятого цикла деформации заготовки на диагональ бойками, имеющими на рабочей поверхности вырезной ручей.
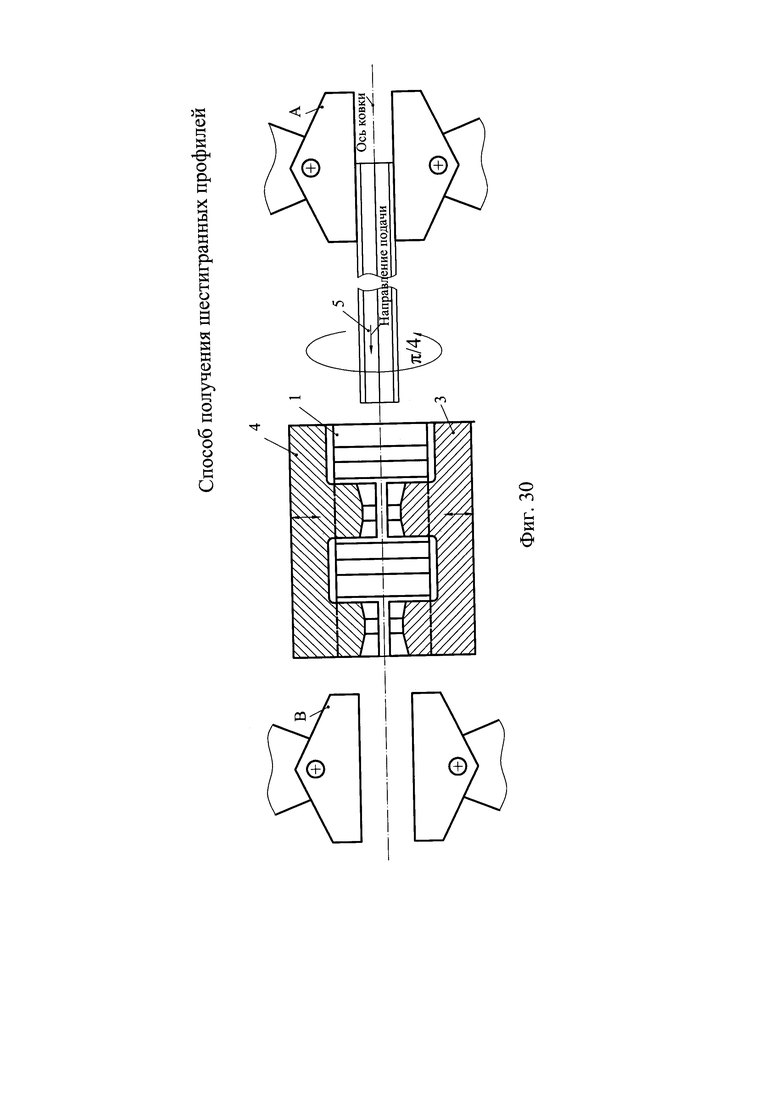
На фиг. 30 показан разрез по двухзаходным бойкам, имеющим на рабочей поверхности вырезной ручей, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов после поворота восьмигранного профиля на угол π/4 вокруг оси ковки.
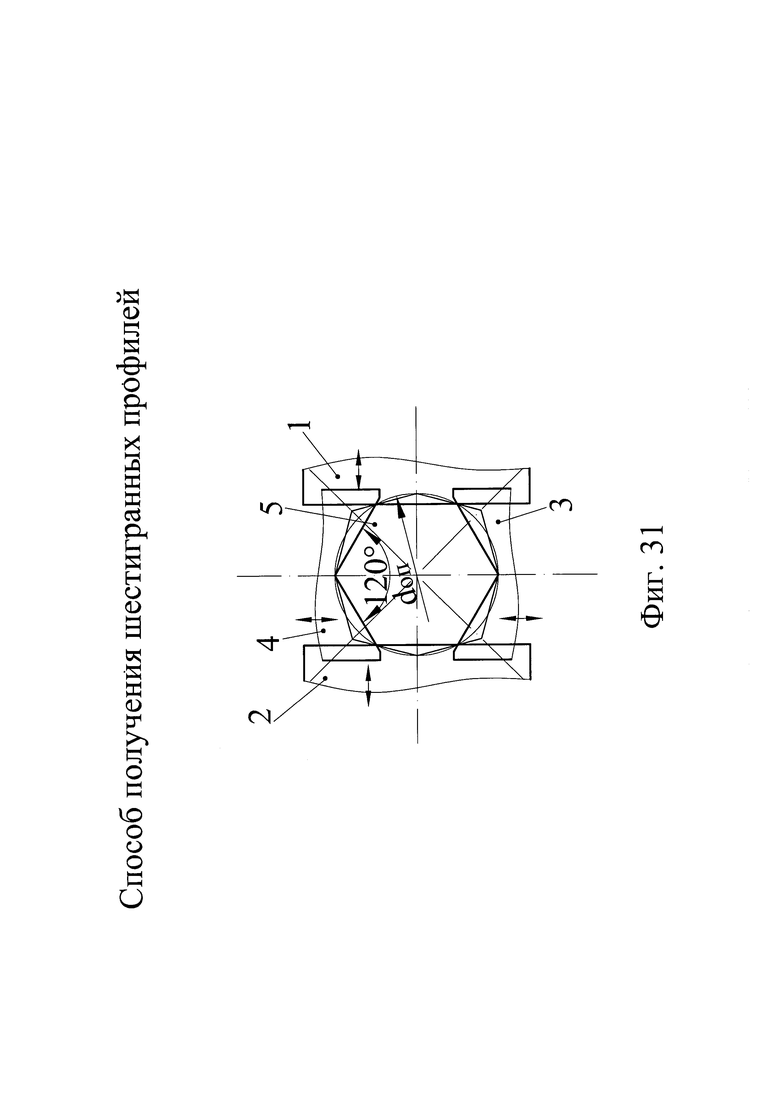
На фиг. 31 показан вид на восьмигранный профиль и бойки в направлении подачи во время обжатия восьмигранного профиля одновременно двумя взаимно перпендикулярными парами бойков с получением шестигранного профиля.
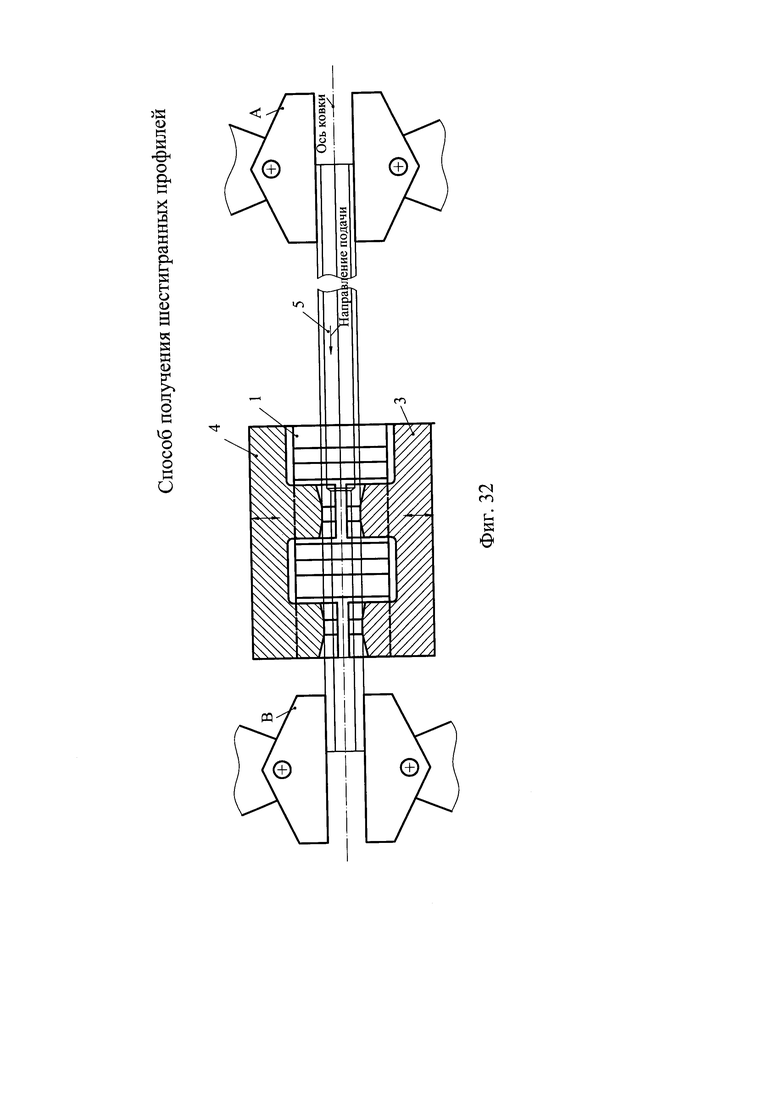
На фиг. 32 показан разрез по двухзаходным бойкам, имеющим на рабочей поверхности вырезной ручей, вид на двухзаходный боек с гладкой рабочей поверхностью и зажимные губки манипуляторов во время обжатия восьмигранного профиля одновременно двумя взаимно перпендикулярными парами бойков с получением шестигранного профиля.
С использованием фиг. 1…32 рассмотрим осуществление технологии получения шестигранных профилей многопроходной радиальной ковкой с применением предложенного способа.
В данном примере конкретного выполнения процесс получения шестигранных профилей с целью упрощения рассматривается без учета имеющей место в реальных условиях незначительной поперечной деформации металла (уширения и утяжки).
Получение шестигранных профилей многопроходной радиальной ковкой осуществляется двумя взаимно перпендикулярными парами двухзаходных бойков, у которых каждый боек имеет две рабочие поверхности, позволяющие осуществлять деформацию как при прямом, так и при обратном перемещении заготовки. Одна пара бойков 1, 2 имеет гладкую рабочую поверхность. Другая пара бойков 3, 4 имеет на рабочей поверхности вырезные ручьи шириной b с боковыми поверхностями, наклоненными друг к другу под углом 120 град. (фиг. 1). Рабочие поверхности взаимно перпендикулярных бойков смещены вдоль оси ковки на величину S, превышающую длину рабочей поверхности бойка L (фиг. 2). Удержание заготовки по оси ковки, подача ее в бойки и поворот вокруг оси ковки осуществляется двумя манипуляторами А и В (на рисунках для упрощения изображены зажимные губки манипуляторов) (фиг. 1).
Получение шестигранных профилей многопроходной радиальной ковкой осуществляется в два этапа. На первом этапе за нечетное число циклов деформации поочередно парами бойков получается неправильный восьмигранный профиль. На этом этапе нечетные циклы деформации выполняет пара бойков с вырезными ручьями, четные циклы деформации выполняет пара бойков с гладкой рабочей поверхностью. Т.е. первый и последний циклы деформации на первом этапе выполняет пара бойков с вырезными ручьями. Между циклами деформации осуществляется поворот заготовки на угол π/4. В каждом цикле деформации между проходами осуществляется поворот заготовки на угол π/2. На втором этапе обжатие полученного на первом этапе неправильного восьмигранного профиля, осуществляется одновременно двумя взаимно перпендикулярными парами бойков с получением готового шестигранного профиля. Перед вторым этапом производится поворот заготовки вокруг оси ковки на угол π/4.
Количество циклов деформации на первом этапе зависит от соотношения размеров поперечного сечения исходной квадратной заготовки и готового шестигранного профиля. В рассматриваемом примере в целях сокращения числа иллюстраций рассмотрено получение шестигранного профиля за пять циклов деформации поочередно парами бойков, каждый из которых включает два прохода, и один проход при обжатии заготовки одновременно двумя взаимно перпендикулярными парами бойков.
Исходная заготовка 5 имеет квадратное поперечное сечение со стороной а (фиг. 1). Перед первым циклом деформации заготовка 5 зажимается губками манипулятора А (фиг. 2), подается данным манипулятором в бойки 1-4 двумя противолежащими ребрами, направленными в вершины вырезных ручьев рабочих поверхностей бойков 3, 4 (на диагональ), и начинается обжатие бойками 3, 4 (фиг. 1). Бойки 1, 2 выполняют роль направляющих и не принимают участия в обжатии заготовки 5. За счет возвратно-поступательного перемещения (показано вертикальными стрелками) бойки 3, 4 осуществляют обжатие квадратной исходной заготовки вдоль одной ее диагонали. При этом расстояние между вершинами вырезных ручьев бойков 3, 4 устанавливают не меньше значения a√2-b(1-1/√3), т.к. в данном цикле деформации выполнятся условие b<а/√2. Выполнение этого условия, получаемого из геометрических соотношений, обеспечивает осуществление деформации без вреза краев вырезных ручьев в грани квадратной заготовки.
В процессе первого прохода первого цикла деформации заготовка 5 из манипулятора А передается манипулятору В, который заканчивает осуществление данного прохода (фиг. 2). Перед вторым проходом первого цикла деформации (фиг. 3) с помощью манипулятора В производится поворот полученной в первом проходе первого цикла деформации заготовки вокруг оси ковки на угол π/2. В результате недеформированные противолежащие ребра квадратной заготовки 5 оказываются направленными в вершины вырезных ручьев рабочих поверхностей бойков 3, 4 (на диагональ) (фиг. 4) и начинается второй проход первого цикла деформации (фиг. 5). При этом обжатие осуществляется также бойками 3, 4 (фиг. 4, 5). Зазор между рабочими поверхностями бойков 3, 4 сохраняется. Зазор между рабочими поверхностями бойков 1, 2 изменяется. Бойки 1, 2 выполняют роль направляющих и не принимают участия в обжатии заготовки 5. В процессе второго прохода первого цикла деформации заготовка 5 из манипулятора В передается манипулятору А, который заканчивает осуществление второго прохода первого цикла деформации (фиг. 5).
Перед началом второго цикла деформации (фиг. 6) заготовку 5 поворачивают манипулятором А вокруг оси ковки на угол π/4, устанавливают требуемые зазоры между рабочими поверхностями бойков 1-4 (фиг. 7). В первом проходе второго цикла деформации обжатие осуществляется бойками 1, 2. Бойки 3, 4 выполняют роль направляющих и не принимают участия в обжатии заготовки 5. В процессе первого прохода второго цикла деформации заготовка 5 из манипулятора А передается манипулятору В, который заканчивает осуществление первого прохода второго цикла деформации (фиг. 8). Перед вторым проходом второго цикла деформации (фиг. 9) с помощью манипулятора В производится поворот полученной в первом проходе второго цикла деформации заготовки 5 вокруг оси ковки на угол π/2. Зазор между рабочими поверхностями бойков 1, 2 сохраняется. Зазор между рабочими поверхностями бойков 3, 4 изменяется. Во втором проходе второго цикла деформации обжатие также осуществляется бойками 1, 2 (фиг. 10). Бойки 3, 4 выполняют роль направляющих и не принимают участия в обжатии заготовки 5. В процессе второго прохода второго цикла деформации заготовка 5 из манипулятора В передается манипулятору А, который заканчивает осуществление второго прохода второго цикла деформации (фиг. 11).
Перед началом третьего цикла деформации (фиг. 12) заготовку 5 манипулятором А поворачивают вокруг оси ковки на угол π/4, устанавливают требуемые зазоры между рабочими поверхностями бойков 1-4 (фиг. 13). При этом расстояние между вершинами вырезных ручьев бойков 3, 4 устанавливают не меньше значения a1(1/√2+1/√6), т.к. в данном цикле деформации выполнятся условие b>а1/√2. Установка такого значения расстояния между вершинами вырезных ручьев, получаемого из геометрических соотношений (фиг. 13), обеспечивает осуществление деформации без вреза краев вырезных ручьев в грани квадратной заготовки со стороной a1.
В первом проходе третьего цикла деформации обжатие осуществляется бойками 3, 4 (фиг. 13). Бойки 1, 2 выполняют роль направляющих и не принимают участия в обжатии заготовки 5. В процессе первого прохода третьего цикла деформации заготовка 5 из манипулятора А передается манипулятору В, который заканчивает осуществление первого прохода третьего цикла деформации (фиг. 14).
Перед вторым проходом третьего цикла деформации (фиг. 15) с помощью манипулятора В производится поворот полученной в первом проходе третьего цикла деформации заготовки 5 вокруг оси ковки на угол π/2. Зазор между рабочими поверхностями бойков 3, 4 сохраняется. Зазор между рабочими поверхностями бойков 1, 2 изменяется. Во втором проходе третьего цикла деформации обжатие также осуществляется бойками 3, 4 (фиг. 16). Бойки 1, 2 выполняют роль направляющих и не принимают участия в обжатии заготовки 5. В процессе второго прохода третьего цикла деформации заготовка 5 из манипулятора В передается манипулятору А, который заканчивает осуществление второго прохода третьего цикла деформации (фиг. 17).
Перед началом четвертого цикла деформации (фиг. 18) заготовку 5 манипулятором А поворачивают вокруг оси ковки на угол π/4, устанавливают требуемые зазоры между рабочими поверхностями бойков 1-4 (фиг. 19). При этом расстояние между рабочими поверхностями бойков 1, 2 устанавливают не менее диаметра описанной окружности dоп готового шестигранного, профиля. Это обеспечит заполнение металлом ребер готового шестигранного профиля.
В первом проходе четвертого цикла деформации обжатие осуществляется бойками 1, 2 (фиг. 19). Бойки 3, 4 выполняют роль направляющих и не принимают участия в обжатии заготовки 5. В процессе первого прохода четвертого цикла деформации заготовка 5 из манипулятора А передается манипулятору В, который заканчивает осуществление первого прохода четвертого цикла деформации (фиг. 20). Перед вторым проходом четвертого цикла деформации (фиг. 21) с помощью манипулятора В производится поворот полученной в первом проходе четвертого цикла деформации заготовки 5 вокруг оси ковки на угол π/2. Зазор между рабочими поверхностями бойков 1, 2 сохраняется. Зазор между рабочими поверхностями бойков 3, 4 изменяется. Во втором проходе четвертого цикла деформации обжатие также осуществляется бойками 1, 2 (фиг. 22). Бойки 3, 4. выполняют роль направляющих и не принимают участия в обжатии заготовки 5. В процессе второго прохода четвертого цикла деформации заготовка 5 из манипулятора В передается манипулятору А, который заканчивает осуществление второго прохода четвертого цикла деформации (фиг. 23).
Перед началом последнего пятого цикла деформации (фиг. 24) заготовку 5 манипулятором А поворачивают вокруг оси ковки на угол π/4, устанавливают требуемые зазоры между рабочими поверхностями бойков 1-4 (фиг. 25). При этом расстояние между рабочими поверхностями бойков 3, 4. устанавливают так, чтобы после обжатия бойками 3, 4 получился профиль, в котором расстояния между противолежащими ребрами, образованными гранями с углами между ними равными 150 град., было не менее диаметра описанной окружности doп готового шестигранного профиля, что соответствует расстоянию между вершинами вырезных ручьев бойков 3, 4 большему doп(1/√2+1/√6). Последнее соотношение получено из геометрических условий (фиг. 25). Благодаря этому при обжатии одновременно двумя парами бойков обеспечивается заполнение металлом ребер готового шестигранного профиля.
В первом проходе пятого цикла деформации обжатие осуществляется бойками 3, 4 (фиг. 25). Бойки 1, 2 выполняют роль направляющих и не принимают участия в обжатии заготовки 5. В процессе первого прохода пятого цикла деформации заготовка 5 из манипулятора А передается манипулятору В, который заканчивает осуществление первого прохода пятого цикла деформации (фиг. 26).
Перед вторым проходом пятого цикла деформации (фиг. 27) с помощью манипулятора В производится поворот полученной в первом проходе пятого цикла деформации заготовки 5 вокруг оси ковки на угол π/2. Зазор между рабочими поверхностями бойков 3, 4 сохраняется (фиг. 28). Зазор между рабочими поверхностями бойков 1, 2 изменяется. Во втором проходе пятого цикла деформации обжатие также осуществляется бойками 3, 4. Бойки 1, 2 выполняют роль направляющих и не принимают участия в обжатии заготовки 5. В процессе второго прохода пятого цикла деформации, заготовка 5 из манипулятора В передается манипулятору А, который заканчивает осуществление второго прохода пятого цикла деформации (фиг. 29).
Перед обжатием одновременно двумя парами бойков (фиг. 30) с помощью манипулятора А производится поворот полученного в пятом цикле деформации неправильного восьмигранного профиля вокруг оси ковки на угол π/4. После этого неправильный восьмигранный профиль оказывается в положении, показанном на фиг. 31.
Обжатие неправильного восьмигранного профиля осуществляется одновременно двумя взаимно перпендикулярными парами бойков 1-4 (фиг. 31). При этом из неправильного восьмигранного профиля получается шестигранный профиль с диаметром описанной окружности dоп.
Таким образом, применение предлагаемого способа обеспечивает получение из широкого сортамента квадратных исходных заготовок качественных шестигранных профилей требуемого поперечного сечения.
Предложенный способ опробован при горячей ковке шестигранных профилей «с размерами по ключ» 70 мм (диаметр описанной окружности ~80,8 мм) из квадратной заготовки со стороной a=115 мм (сталь 12Х18Н10Т) на радиально-ковочной машине SKK-14 австрийской фирмы GFM, установленной на одном из предприятий г. Челябинска. При этом применялись две взаимно перпендикулярные пары бойков. Одна пара бойков имела на рабочей поверхности вырезные ручьи с боковыми поверхностями, наклоненными друг к другу под углом 120 град. Ширина вырезного ручья b=76 мм. Другая пара бойков имела гладкую рабочую поверхность. Бойки имели калибрующие участки, параллельные оси ковки, и обжимные участки, наклоненные под углом 12 град, к оси ковки. Подача заготовки за один ход бойков составляла 8 мм. Число ходов бойков в минуту - 800. Смещение рабочих поверхностей пар бойков вдоль оси ковки составляло S=64 мм. Длина рабочей поверхности бойка L=58 мм.
Получение шестигранного профиля «с размером по ключ» 70 мм производилось по следующей технологической схеме.
Осуществлялось пять циклов деформации. В первом цикле деформации. выполнялось условие b<а/√2, т.к. 76<115/√2. Поэтому расстояние между вершинами вырезных ручьев устанавливалось исходя из зависимости а√2-b(1-1/√3)=115×√2-76(1-1/√3)≈130,08 мм. Это значение принималось 131 мм. Первый цикл деформации осуществлялся за два прохода с поворотом заготовки вокруг оси ковки между проходами на угол π/2. При этом расстояние между рабочими поверхностями бойков с гладкой рабочей поверхностью составляло в первом проходе 162,5 мм, а во втором проходе это расстояние составляло 131 мм. После поворота заготовки вокруг оси ковки на угол π/4 осуществлялся второй цикл деформации.
Второй цикл деформации выполнялся бойками с гладкой рабочей поверхностью. За два прохода с поворотом заготовки вокруг оси ковки между проходами на угол π/2 во втором цикле деформации получена заготовка в виде квадрата со стороной a1=97 мм со «сбитыми» углами. После поворота заготовки вокруг оси ковки на угол π/4 осуществлялся третий цикл деформации.
Третий цикл деформации выполнялся бойками с вырезными ручьями. В этом цикле деформации выполнялось условие при b>a1/√2 т.к. 76<97/√2. Поэтому расстояние между вершинами вырезных ручьев устанавливалось больше значения a1(1/√2+1/√6=97(l/√2+l/6)≈108,3 мм. Это значение принималось 110 мм. Третий цикл деформации осуществлялся за два прохода с поворотом заготовки вокруг оси ковки между проходами на угол π/2. При этом расстояние между рабочими поверхностями бойков с гладкой рабочей поверхностью составляло в первом проходе 131,4 мм, а во втором проходе это расстояние составляло 110 мм. После поворота заготовки вокруг оси ковки на угол π/4 осуществлялся четвертый цикл деформации.
Четвертый цикл деформации выполнялся бойками с гладкой рабочей поверхностью. За два прохода с поворотом заготовки вокруг оси ковки между проходами на угол π/2 во втором цикле деформации получена заготовка в виде квадрата со стороной a1=84 мм со «сбитыми» углами. При этом выполнено условие превышения стороны полученного квадрата над диаметром описанной окружности шестигранного профиля «с размерами по ключ» 70 мм, который равен ~80,8 мм. Такое превышение необходимо для заполнения металлом ребер шестигранного профиля, учитывая наличия утяжки металла заготовки при формировании шестигранного профиля. После поворота заготовки вокруг оси ковки на угол π/4 осуществлялся пятый цикл деформации.
Пятый (последний) цикл деформации выполнялся бойками с вырезными ручьями. Расстояние между вершинами вырезных ручьев устанавливалось исходя из условия, что данный цикл деформации, является в данном конкретном примере последним нечетным. Это расстояние устанавливалось равным 94 мм, при котором выполнялось. условие, что получаемый в данном цикле деформации восьмигранный профиль имеет расстояние между противолежащими ребрами, образованными гранями с углами между ними равными 150 град., не менее диаметра описанной окружности шестигранного профиля, что соответствует расстоянию между вершинами вырезных ручьев большему значения, определяемого по формуле doп(1/√2+1/√6)≈93,8 мм. За два прохода с поворотом заготовки вокруг оси ковки между проходами на угол π/2 в пятом цикле деформации получен неправильный восьмигранный профиль.
Далее осуществлялся поворот полученного неправильного восьмигранного профиля вокруг оси ковки на угол π/4 и за три прохода одновременно двумя взаимно перпендикулярными парами бойков получался готовый шестигранный профиль «с размером под ключ» 70 мм.
При обжатии одновременно двумя парами бойков для создания одинаковых условий формирования элементов шестигранного профиля между проходами можно производить поворот заготовки вокруг оси ковки на угол π/3.
Проведенные опытные работы подтвердили эффективность предложенного способа, а именно, получение качественного шестигранного профиля «с размером под ключ» 70 мм из квадратной исходной заготовки 115 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2016 |
|
RU2634543C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2541238C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2538132C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2676541C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655514C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655527C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПОЛЫХ ПРОФИЛЕЙ | 2015 |
|
RU2607108C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2015 |
|
RU2614918C2 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2538130C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ | 2015 |
|
RU2636610C2 |

Изобретение относится к обработке металлов давлением и может быть использовано при получении шестигранных профилей радиальной ковкой. Шестигранные профили получают из квадратной заготовки за один передел двумя взаимно перпендикулярными парами бойков. Бойки одной пары имеют гладкую рабочую поверхность. Бойки второй пары выполнены с вырезным ручьем. Перед обжатием одновременно двумя парами бойков с получением шестигранного профиля осуществляют обжатие заготовки поочередно парами бойков за нечетное число циклов деформации. После каждого цикла заготовку поворачивают вокруг оси ковки на угол π/4. Каждый цикл включает не менее двух проходов с поворотом заготовки вокруг оси ковки на угол π/2. В нечетных циклах обжатие заготовки осуществляют по диагонали бойками с вырезными ручьями. В четных циклах обжатие ведут бойками с гладкой рабочей поверхностью. Четные циклы заканчивают после получения на заготовке расстояния между гранями, получаемыми бойками с гладкой рабочей поверхностью, не менее диаметра описанной окружности шестигранного профиля. Нечетные циклы заканчивают после получения восьмигранного профиля с углами при его соседних вершинах 120 и 150°. В результате обеспечивается расширение технологических возможностей cпособа, повышение стойкости бойков и качества получаемых профилей. 32 ил., 1 пр.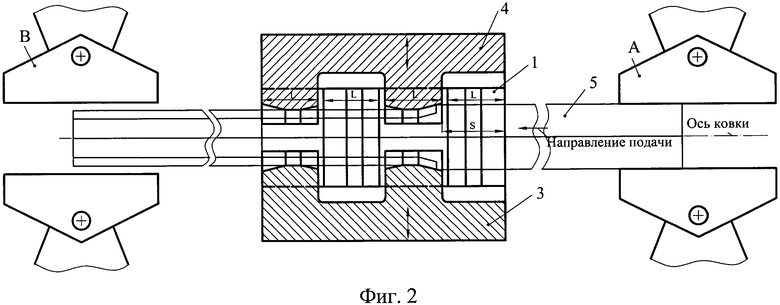
Способ получения шестигранных профилей путем передела квадратной заготовки многопроходной радиальной ковкой двумя взаимно перпендикулярными парами бойков с поворотом заготовки вокруг оси ковки, при этом бойки одной пары выполнены с гладкой рабочей поверхностью, бойки второй пары имеют вырезные ручьи с поверхностями, наклоненными друг к другу под углом 120°, а рабочие поверхности взаимно перпендикулярных бойков смещены относительно друг друга вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка, отличающийся тем, что получение шестигранных профилей производят за один передел, при этом осуществляют обжатие квадратной заготовки поочередно парами бойков за нечетное число циклов деформации с поворотом заготовки вокруг оси ковки после каждого цикла деформации на угол π/4, при этом каждый из циклов включает не менее двух проходов с поворотом заготовки вокруг оси ковки на угол π/2, в нечетных циклах деформации обжатие заготовки осуществляют по диагонали бойками с вырезными ручьями, а в четных циклах деформации обжатие осуществляют бойками с гладкой рабочей поверхностью, причем в первом цикле деформации расстояние между вершинами вырезных ручьев устанавливают не менее a√2-b(1-1/√3) при b<a/√2 и не менее а(1/√2+1/√6) при b>a/√2, где а - сторона квадратной заготовки, b - ширина вырезного ручья, в последующих нечетных циклах деформации, за исключением последнего, расстояние между вершинами вырезных ручьев устанавливают не менее a1√2-b(1-1/√3) при b<a1/√2 и не менее a1(1/√2+1/√6) при b>a1/√2, где a1 - расстояние между гранями заготовки, получаемыми бойками с гладкой рабочей поверхностью в предыдущем четном цикле деформации, задаваемой в бойки с вырезными ручьями, четные циклы деформации заканчивают после получения на заготовке расстояния между гранями, получаемыми бойками с гладкой рабочей поверхностью, не менее диаметра описанной окружности шестигранного профиля, нечетные циклы деформации заканчивают после получения восьмигранного профиля с углами при его соседних вершинах 120 и 150° и расстоянием между противолежащими ребрами, образованными гранями с углами между ними, равными 150°, не менее диаметра описанной окружности шестигранного профиля, после чего осуществляют обжатие полученного восьмигранного профиля одновременно двумя взаимно перпендикулярными парами бойков с получением шестигранного профиля.
| СПОСОБ РАДИАЛЬНОЙ КОВКИ | 2013 |
|
RU2538129C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2538132C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2541238C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2538130C1 |
| Сопло | 1981 |
|
SU1005933A1 |

