Изобретение относится к обработке металлов давлением, а именно к способам радиальной ковки.
Известен способ циклической многопроходной радиальной ковки [Ковка на радиально-обжимных машинах. / В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др.- М.: Машиностроение, 1990. - С. 33], при котором ковка «в» бойки осуществляется при жестко удерживаемом задним манипулятором или толкателем заднем конце заготовки и «из» бойков при свободном заднем конце заготовки.
При этом способе на часть деформируемой заготовки, находящейся между задним манипулятором и бойками, действуют значительные осевые усилия. Эти усилия способствуют созданию известных положительных технологических особенностей процесса радиальной ковки.
Однако они создают неблагоприятные условия работы деталей механизмов привода бойков и заднего манипулятора применяемой для осуществления процесса радиальной ковки радиально-ковочной машины. В частности, указанные осевые передаются на бойки, подбоечные плиты, винты-ползуны, направляющие втулки и крепежные винты. Такие условия работы деталей указанных механизмов приводят к их повышенному износу, снижая ресурс их работы.
Одновременно создаются дополнительные силы трения между винтом-ползуном и направляющими втулками при возвратно-поступательном перемещении винта-ползуна, повышая расход энергии на указанное перемещение.
Кроме того, действие на заготовку сжимающего усилия при ковке профилей малого поперечного сечения и значительной длины приводит к их искривлению, что снижает качественные характеристики. Этим ограничиваются технологические возможности радиальной ковки по размерному сортаменту.
Вместе с тем, действие сжимающего осевого усилия, ограничивает вытеснение металла заготовки на задний (подающий) манипулятор, создает однопоточное перемещение металла [Ковка на радиально-обжимных машинах. / В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др. - М.: Машиностроение, 1990. - С. 33], металл «уходит» в уширение, увеличивая ширину очага деформации, что приводит к увеличению очага деформации [Ковка на радиально-обжимных машинах. / В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др. - М.: Машиностроение, 1990. - С. 78, 4-ый абзац снизу]. Этим повышается усилие и снижается кпд радиальной ковки.
Таким образом, недостатками указанного аналога являются низкий ресурс работы механизмов привода бойков и заднего манипулятора, применяемых для осуществления процесса радиальной ковки, повышенный расход энергии при работе радиально-ковочной машины, ограниченные технологические возможности по размерному сортаменту, повышенное усилие и низкий кпд процесса радиальной ковки.
Наиболее близким к предлагаемому решению по технической сущности и достигаемому эффекту является способ многопроходной радиальной ковки [Радюченко Ю.С. Ротационная ковка. М.: Гос. научно-техн. из-во маш. лит-ры. - 1962. - С. 90-91], при котором ковка «в» бойки осуществляется при свободном заднем конце заготовки. Для этого в подающем манипуляторе (механизме подачи) имеется демпфирующий механизм (пружина), которая при «отжиме прутка» во время деформации сжимается, давая заготовке перемещаться в направлении противоположном подаче заготовки «в» бойки. В этом случае достигается практическое устранение действия на часть заготовки, находящейся между подающим (задним) манипулятором и бойками, осевого усилия.
Однако такой способ радиальной ковки имеет существенные недостатки, связанные со следующим.
При многопроходной радиальной ковке, согласно прототипу, перемещение заготовки «в» бойки осуществляется при неизменной скорости подающего механизма (манипулятора), как при подаче заготовки «в» бойки, так и «из» бойков, обеспечивающим постоянную проектную величину подачи за одно обжатие заготовки бойками, определяемую по формуле S=V/N, где V - скорость продольного перемещения манипулятора; N - число обжатий заготовки в единицу времени [Ковка на радиально-обжимных машинах. / В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др. - М.: Машиностроение, 1990. - С. 114, 6-ой абзац снизу].
При этом согласно прототипу при перемещении заготовки «в» бойки ковка осуществляется при свободном ее заднем конце с образованием двухпоточной схемы продольного течения металла заготовки [Ковка на радиально-обжимных машинах / В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др. - М.: Машиностроение, 1990. - С. 33]. За счет этого заготовка, задаваемая «в» бойки, в каждом цикле радиальной ковки за счет деформации металла заготовки бойками будет получать некоторое перемещение ΔS в сторону, противоположную направлению подачи «в» бойки. Это перемещение будет аккумулироваться (накапливаться) в демпфирующем механизме (сжимаемой пружине). В каждом следующем цикле ковки во время образования зазора между бойками и заготовкой осуществляется ее перемещение «в» бойки. Величина этого перемещения будет равна заданной проектной величине подачи S и дополнительно указанной величине ΔS, т.е. перемещение заготовки будет равно S+ΔS. Это связано с тем, скорость перемещения подающего механизма (манипулятора) постоянна и дает перемещение манипулятора без демпфирующего устройства на величину S, а демпфирующий механизм дает дополнительное перемещение на величину ΔS. Следовательно, фактическое перемещение заготовки будет превышать проектную величину подачи S на величину ΔS. Причем в каждом последующем цикле ковки при перемещении заготовки «в» бойки значение величины ΔS будет повышаться. Это приведет к выходу процесса ковки из проектного режима, что связано с повышением усилия ковки, нарушением проектных параметров формоизменения. В конечном итоге это за счет повышенной поперечной деформации приведет, в первую очередь, к снижению качества получаемых заготовок по их форме и размерам поперечного сечения, а затем к остановке радиально-ковочной машины из-за превышения ограничений по силовым параметрам. Последнее уменьшает производительность процесса радиальной ковки и снижает надежность ее работы.
Таким образом, основным недостатками способа, согласно прототипу, являются низкое качество получаемых заготовок, ограниченная производительность радиально-ковочной машины и пониженная ее надежность.
Задачей изобретения является повышение качества получаемых заготовок, увеличение производительности процесса радиальной ковки и повышение надежности работы радиально-ковочной машины.
Поставленная задача достигается тем, что в заявляемом способе циклической многопроходной радиальной ковки с периодами перемещения заготовки подающим манипулятором «в» бойки и тянущим манипулятором «из» бойков каждый цикл ковки включает подачу и обжатие заготовки, каждый проход состоит из процесса получения конуса деформации, установившегося процесса ковки и доковывания конуса деформации при свободных концах заготовки, согласно изобретению в каждом цикле ковки установившегося процесса радиальной ковки, за исключением первого, скорость подающего манипулятора устанавливают в λ раз меньше скорости тянущего манипулятора, где λ - отношение площадей поперечного сечения заготовки соответственно на входе и на выходе из бойков в рассматриваемом проходе.
Установка в каждом проходе установившегося процесса радиальной скорости подающего манипулятора в λ раз меньше скорости тянущего манипулятора обеспечит одинаковые условия деформации заготовки по параметрам формоизменения и силовым условиям как при перемещении заготовки «в» бойки, так и «из» бойков. При таких скоростных условиях подающий манипулятор, принимая во внимание прямо-пропорциональную зависимость продольной подачи заготовки от скорости продольного перемещения манипулятора [Ковка на радиально-обжимных машинах. В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др. - М.: Машиностроение, 1990. - С. 114, зависимость 3.3], дает за один цикл ковки перемещение заготовки «в» бойки на величину S/λ, а тянущий манипулятор дает за один цикл ковки перемещение заготовки «из» бойков на величину S.
Осуществление перемещения заготовки «в» бойки в каждом цикле установившегося процесса радиальной ковки на величину S/λ, обеспечивает фактическую подачу заготовки, равную S, т.е. создает постоянный режим ковки по параметрам формоизменения как при продольном перемещении заготовки «в» бойки, так и «из» бойков. Исключением является первый цикл ковки при перемещении заготовки «в» бойки, перед которым отсутствовал предыдущий цикл ковки, а следовательно, и отсутствовало перемещение заднего конца заготовки на величину ΔS в сторону, противоположную направлению перемещения заготовки «в» бойки.
Для доказательства этих положений рассмотрим формоизменение при деформации заготовки радиальной ковкой в сравнении с процессами ковки между наклонными плитами и продольной прокатки, в частности, с разновидностью последней, шаговой прокаткой.
Радиальная ковка, очевидно, по существу является процессом ковки между наклонными плитами. Ковка между наклонными плитами имеет геометрическое сходство по очагу деформации с продольной прокаткой [Ковка на радиально-обжимных машинах. В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др. - М.: Машиностроение, 1990. - С. 146, 1-ый абзац снизу]. Подтверждением этого положения является заключение [И.Я. Тарновский. Формоизменение при пластической обработке металлов (ковка и прокатка). М.: Металлургиздат, 1954. - С. 222, 3-й абзац снизу, с. 223, 1-й абзац снизу], что процессы ковки между наклонными плитами и прокатки по параметрам формоизменения не имеют существенных отличий.
Шаговая (периодическая, пилигримовая) прокатка, являющаяся разновидностью продольной прокатки [А.И. Целиков. Теория расчета усилий в прокатных станах. - М: Металлургиздат, 1962. - С. 381-384], наиболее близка по формоизменению к радиальной ковке, особенно шаговая прокатка обратным ходом [см., например, Коваль Г.И. Формоизменение при шаговой прокатке. / Моделирование и развитие процессов обработки металлов давлением: Межрегиональный сборник научных трудов. Магнитогорск: МГТУ, 2002. - С. 154, последние 7 строк снизу; с. 155, рис. 16], при которой, как и при радиальной ковке, в каждом цикле деформации осуществляется подача заготовки на величину mλ (при радиальной ковке подача равна S), имеет место смещение металла в сторону исходной заготовки на величину m(λ-1) [при радиальной ковке это смещение, заменяя mλ на S, будет равно S(1-1/λ)]. Исходя из этого, получается, что при радиальной ковке за один цикл ковки при перемещении заготовки «в» бойки на величину подачи S и ее обжатии бойками задний конец заготовки переместится в сторону, противоположную направлению перемещения заготовки «в» бойки на величину S(1-1/λ). В следующем цикле ковки для осуществления проектного ее режима, при котором величина перемещения заготовки «в» бойки должна быть равна S, необходимо вернуть задний конец заготовки в прежнее положение на величину S(1-1/λ), т.е. перемесить заготовку в направлении ее перемещения при подаче, и осуществить дополнительное перемещение заготовки в направлении подачи «в» бойки на величину S-S(1-1/λ)=S/λ.
Отсюда следует, что дополнительное перемещение, сообщаемое заготовке при ковке «в» бойки с помощью подающего манипулятора должно составлять S/λ, т.е. в λ раз меньше перемещения заготовки тянущим манипулятором. Тогда скорость подающего манипулятора, учитывая, как было сказано выше, прямо-пропорциональную зависимость подачи от скорости продольного перемещения манипулятора, должна быть в λ раз меньше скорости тянущего манипулятора.
Подробно описание кинематики перемещения концов заготовки при более сложном процессе шаговой прокатки поочередно двумя парами валков приведено в работе [Коваль Г.И. Формоизменение металла при шаговой прокатке прямым и обратным ходом // Вестник ЮУрГУ. Серия «Металлургия». - 2007. - Вып. 8. - №13(85). - С. 21-23]. Указанные доказательства проводятся при отсутствии поперечной деформации металла, которое, как известно, при радиальной ковке или ковке наклонными плитами пренебрежительно мало.
Приведенные доказательства показывают, что предложенные технологические режимы радиальной ковки при перемещении заготовки «в» бойки позволяют осуществлять радиальную ковку как при перемещении заготовки «в» бойки, так и «из» бойков в одинаковых проектных режимах, обеспечивая получение качественный заготовок по форме и размерам поперечного сечения, при стабильных силовых условиях работы радиально-ковочной машины, повышающих надежность ее работы без снижения производительности.
Таким образом, применение предложенного способа улучшает качество получаемых заготовок, увеличивает производительности процесса радиальной ковки и повышает надежность работы радиально-ковочной машины.
Предложенный способ радиальной ковки проиллюстрирован на чертежах.
На фиг. 1 показано положение заготовки, манипуляторов и бойков перед первым циклом установившегося процесса радиальной ковки «в» бойки.
На фиг. 2 показано положение заготовки, манипуляторов и бойков в первом цикле установившегося процесса радиальной ковки после перемещении всей заготовки «в» бойки на величину подачи S.
На фиг. 3 показано положение заготовки, манипуляторов и бойков в первом цикле установившегося процесса радиальной ковки в конце обжатия заготовки бойками и после перемещения ее заднего конца с площадью поперечного сечения S0 в сторону противоположную направлению подачи на величину ΔS.
На фиг. 4 показано положение заготовки, манипуляторов и бойков в конце первого и в начале второго цикла установившегося процесса радиальной ковки «в» бойки после перемещения всей заготовки в направлении подачи ее «в» бойки на величину ΔS.
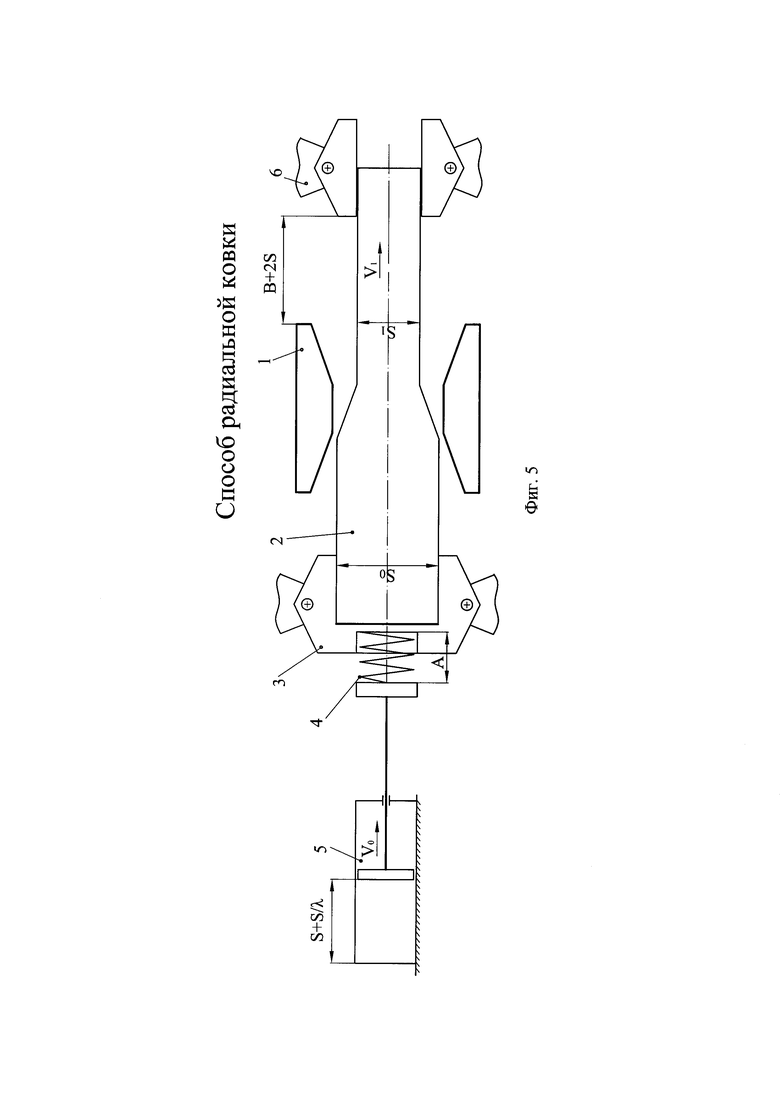
На фиг. 5 показано положение заготовки, манипуляторов и бойков в начале второго цикла установившегося процесса радиальной ковки «в» бойки после перемещения всей заготовки в направлении подачи ее «в» бойки на величину Sλ.
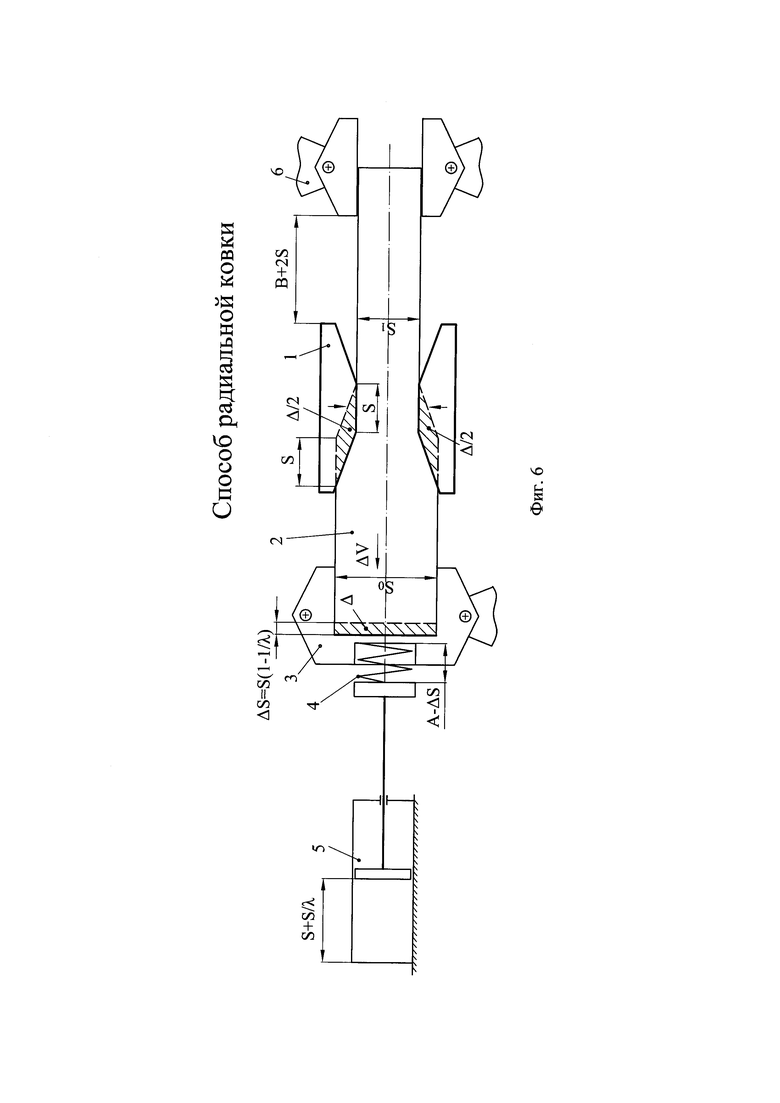
На фиг. 6 показано положение заготовки, манипуляторов и бойков во втором цикле установившегося процесса радиальной ковки «в» бойки в конце обжатия заготовки.
С использованием фиг. 1…6 рассмотрим вариант реализации технологии радиальной ковки с применением предложенного способа.
Радиальная ковка осуществляется одной или несколькими парами одно или двухзаходных бойков. В рассматриваемом примере будем говорить только об одной паре двухзаходных бойков 1, позволяющих осуществлять циклическую многопроходную деформацию заготовки 2 как при прямом, так при обратном ее перемещении. Ковка осуществляется в два периода, в период перемещения заготовки «в» бойки и «из» бойков. В первом периоде заготовка удерживается манипулятором, выполняющим функции подающего манипулятора, с зажимными губками 3, демпфирующими пружинами 4 и механизмом привода в виде силового цилиндра 5. Во втором периоде ковки заготовка удерживается манипулятором 6, выполняющим функции тянущего манипулятора и имеющем в своем составе аналогичный перечень механизмов. В следующем обратном проходе функции манипуляторов изменяются.
На указанных рисунках условно показаны положения механизмов в определенные моменты времени. Например, приводы манипуляторов 5 и 6, за исключением времени обжатия заготовки 2 бойками 1, постоянно перемещают зажимные губки с заготовкой. Во время обжатия заготовки 2 бойками 1 приводы манипуляторов сжимают демпфирующие пружины 4. Демпфирующие пружины 4 всегда разжаты при отсутствии контакта бойков 1 с заготовкой 2.
Рассмотрим период осуществления радиальной ковки «в» бойки при установившемся процессе ковки в одном проходе. Установившийся процесс радиальной ковки начинается после получения на заготовке переходной зоны (конуса деформации) в виде усеченного конуса или пирамиды, одно основание которой (ого) имеет поперечное сечение заготовки на входе в бойки S0 в рассматриваемом проходе, другое основание имеет поперечное сечение заготовки на выходе из бойков S1 в рассматриваемом проходе и на выходе из бойков выкована заготовка длиной не менее величины подачи S. Установившийся процесс ковки заканчивается после того, когда на заднем конце заготовки площадь поперечного сечения становится меньше S0. После окончания установившегося процесса радиальной ковки осуществляется доковывание конуса деформации.
В начале первого цикла радиальной ковки между бойками 1 и заготовкой 2 существует зазор (фиг. 1). Механизм привода в виде силового цилиндра 5 подающего манипулятора находится в крайнем левом положении. Демпфирующая пружина 4 разжата, длина ее равна А. Для наглядности на фиг. 1 и других чертежах показано положение тянущего манипулятора 6, привязанное к бойкам 6 параметром В.
Далее в первом цикле радиальной ковки осуществляется перемещение всей заготовки 2 в направлении горизонтальных стрелок с помощью механизма привода 5 со скоростью V1 на величину проектной подачи S (фиг. 2). При этом тянущий манипулятор 6 синхронно с подающим манипулятором со скоростью V1 перемещается без удержания заготовки 2 зажимными губками. Расстояние между бойками 1 и тянущим манипулятором станет равным B+S. После этого в первом цикле ковки производится обжатие заготовки 2 бойками 1 (фиг. 3) за счет их перемещения в направлении вертикальных стрелок. При этом деформируемый объем металла А за счет закономерностей, описанных, например, в работах [Целиков А.И. Теория расчета усилий в прокатных станах. - М.: Металлургиздат, 1962. - С. 381-384; Коваль Г.И. Формоизменение при шаговой прокатке. / Моделирование и развитие процессов обработки металлов давлением: Межрегиональный сборник научных трудов. Магнитогорск: МГТУ, 2002. - С. 154, последние 7 строк снизу; с. 155, рис. 16; Коваль Г.И. Формоизменение металла при шаговой прокатке прямым и обратным ходом // Вестник ЮУрГУ. Серия «Металлургия». - 2007. - Вып. 8. - №13(85). - С. 21-23], смещается влево в сторону заготовки с поперечным сечением S0 на величину ΔS со скоростью ΔV. За счет этого зажимные губки 3 переместятся в том же направлении на величину ΔS, сжав демпфирующую пружину 4 на эту же величину. Длина сжатой демпфирующей пружины 4 станет равной A-ΔS.
Далее начинается второй цикл радиальной ковки (фиг. 4). Бойки 1 расходятся в направлении вертикальных стрелок. Между заготовкой и бойками образуется зазор. Пружина 4 разжимается и вся заготовка 2 зажимными губками 3 перемещается в направлении горизонтальных стрелок на величину ΔS со скоростью ΔV. Длина демпфирующей пружины 4 станет равной А.
Механизм привода 5 в начале второго цикла ковки переводится в режим перемещения со скоростью V0=V1/λ. В связи с этим после начала второго цикла ковки механизм привода 5 монотонно перемещается в направлении стрелок со скоростью V0, воздействуя с такой же скоростью на демпфирующую пружину 5, зажимные губки 3. Во время обжатия заготовки перемещение механизм привода 5 аккумулируется в демпфирующей пружине 4, а при образовании зазора между заготовкой 2 и бойками 1 это перемещение передается заготовке 2. Однако на фиг. 3…6 показаны только конечные значения этих перемещений. Расстояние между бойками 1 и тянущим манипулятором 6 станет равным B+S+ΔS.
В результате непрерывного перемещения со скоростью V0=V1/λ, механизм привода 5, демпфирующая пружина 4, зажимные губки 3 и вся заготовка 2 при сохранении зазора между бойками 1 и заготовкой 2 переместятся на величину S/λ, из положения, показанного на фиг. 4 в положение, показанное на фиг. 5. Перемещение механизма привода 5 со скоростью V0=V1/λ во втором цикле ковки составит S/λ, а общее перемещение всей заготовки в направлении горизонтальных стрелок во втором цикле ковки составит ΔS+S/λ=S, что равняется величине проектной подачи в первом цикле радиальной ковки. Расстояние между бойками 1 и тянущим манипулятором 6 станет равным B+S+ΔS+S/λ=B+2S. Таким образом, перед вторым циклом радиальной ковки вся заготовка оказывается перемещенной в сторону заготовки с поперечным сечением S1 на величину S=ΔS+S/λ, т.е. из положения, показанного на фиг. 3, в положение, показанное на фиг. 5.
Далее во втором цикле радиальной ковки, аналогично первому циклу радиальной ковки производится обжатие заготовки 2 бойками 1 (фиг. 6) за счет их перемещения в направлении вертикальных стрелок. Закономерности формоизменения металла во втором цикле ковки аналогичны закономерностям формоизменения металла в первом цикле ковки, показанным на фиг. 3. Дальнейшие циклы радиальной ковки при установившемся процессе ковки аналогичны второму циклу радиальной ковки.
Подачу заготовки при окончании радиальной ковки в установившемся процессе и доковывании конуса деформации в рассматриваемом проходе осуществляет тянущий манипулятор 6.
В следующем обратном проходе тянущий манипулятор 6 выполняет функции подающего манипулятора.
Рассмотрим на конкретном примере реализацию предложенного способа при горячей ковке квадратной исходной заготовки 55 мм с получением в одном проходе готовой квадратной заготовки 45 мм на радиально-ковочной машине SKK-14 австрийской фирмы GFM, установленной на одном из предприятий г. Челябинска. Число ходов бойков в минуту-N=800ход/мин. Количество бойков в ковочном блоке - 4. Скорость тянущего манипулятора принята V1=5000 мм/мин.
Путем расчета определены:
Подача заготовки S=V1/N=6,25 мм.
Отношение площадей поперечного сечения заготовки соответственно на входе и на выходе из бойков в рассматриваемом проходе λ=S0/S1=(55/45)2≈1,49.
Смещение металла в сторону исходной заготовки ΔS=S(1-1/λ)≈2,06 мм.
Скорость подающего манипулятора в установившемся режиме радиальной ковки, начиная со второго цикла ковки, V0=V1/λ≈3355 мм/мин.
Период радиальной ковки «из» бойков может начаться только после выхода из бойков готовой заготовки длиной достаточной для фиксации зажимными губками тянущего манипулятора. На радиально-ковочной машине SKK-14 длина готовой заготовки после выхода из бойков должна быть равна примерно 150 мм. Тогда число циклов ковки «в» бойки до перехода в период ковки «из» бойков примерно равно - 24.
Получение конуса деформации осуществлялись при скорости подающего манипулятора V0=V1/λ≈3355 мм/мин. Доковывание конуса деформации осуществлялись при скорости тянущего манипулятора V1=5000 мм/мин.
Для сравнения предложенного способа радиальной ковки и способа согласно прототипу проведена радиальная ковка при скоростных режимах, применяемых прототипа V0=V1=5000 мм/мин.
Величина фактической подачи по циклам при реализации способа согласно прототипу рассчитана по формуле Sф=S+ΔSi=S+(S+ΔSi-1)×(1-1/λ). Тогда во втором цикле ковки Sф≈8,312 мм, в 6-ом цикле ковки Sф≈9,299 мм, в 11-ом цикле Sф≈9,3282 мм, в 24-ом цикле Sф≈9,3284 мм. Таким образом, в течение процесса ковки «в» бойки фактическая подача заготовки при применении радиальной ковки в технологических режимах прототипа превышает проектную примерно в 1,33-1,5 раза.
Проведенные опытные работы показали, что за счет повышенной фактической подачи при ковке «в» бойки при реализации способа согласно прототипу усилие ковки примерно на 15-20% превышает усилие ковки при ковке «из» бойков. На части заготовки, полученной при ковке «в» бойки, высота заготовки примерно на 0,5 мм больше, чем при ковке «из» бойков. Это связано как с дополнительной упругой деформацией ковочного блока за счет повышенного усилия ковки, так и меньшего соотношения между длиной калибрующего участка бойков и фактической повышенной подачей заготовки.
При ковке с применением технологических режимов согласно предложенному способу силовые условия радиальной ковки и геометрия поперечного сечения получаемых заготовок как в режиме ковки «в» бойки, так и «из» бойков практически не отличались. Существенно ниже динамика работы демпфирующего устройства манипуляторов, работающих в режиме ковки «в» бойки.
Таким образом, применение предлагаемого способа радиальной ковки за счет сохранения постоянной величины подачи заготовки стабилизирует силовые условия работы механизмов радиально-ковочной машины и геометрические размеры поперечного сечения получаемых заготовок. Этим решаются поставленные задачи.
Предложенный способ планируется использовать при разработке технологий получения всех видов заготовок на радиально-ковочной машине SKK-14.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655514C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655527C1 |
| БОЕК ДЛЯ РАДИАЛЬНОЙ КОВКИ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2016 |
|
RU2633133C2 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2015 |
|
RU2614918C2 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПОЛЫХ ПРОФИЛЕЙ | 2015 |
|
RU2607108C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2676541C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2538132C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2016 |
|
RU2634543C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655504C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ КОРОТКОМЕРНЫХ ЗАГОТОВОК | 2016 |
|
RU2650654C1 |
Изобретение относится к обработке металлов давлением. Способ циклической многопроходной радиальной ковки включает период радиальной ковки заготовки бойками при ее перемещении подающим манипулятором в бойки и период радиальной ковки при перемещении заготовки тянущим манипулятором из бойков. Каждый проход состоит из процесса получения на заготовке конуса деформации, установившегося процесса ковки и процесса доковывания конуса деформации. Процессы осуществляют циклически при свободном конце заготовки. Каждый цикл состоит из подачи заготовки и обжатия ее бойками. В каждом цикле установившегося процесса ковки, за исключением первого, скорость подающего манипулятора устанавливают в λ раз меньше скорости тянущего манипулятора, где λ - отношение площадей поперечного сечения заготовки соответственно на входе и на выходе из бойков. В результате обеспечивается повышение качества получаемых заготовок, увеличение производительности процесса радиальной ковки и повышение надежности работы радиально-ковочной машины. 6 ил., 1 пр.
Способ циклической многопроходной радиальной ковки заготовки, включающий период радиальной ковки заготовки бойками при ее перемещении подающим манипулятором в бойки и период радиальной ковки заготовки при ее перемещении тянущим манипулятором из бойков, при этом каждый проход радиальной ковки состоит из процесса получения на заготовке конуса деформации, установившегося процесса ковки и процесса доковывания конуса деформации, осуществляемых циклически при свободном конце заготовки, а каждый цикл ковки состоит из подачи заготовки и обжатия ее бойками, отличающийся тем, что в каждом цикле установившегося процесса радиальной ковки, за исключением первого, скорость подающего манипулятора устанавливают в λ раз меньше скорости тянущего манипулятора, где λ - отношение площадей поперечного сечения заготовки соответственно на входе и на выходе из бойков в рассматриваемом проходе.
| СПОСОБ КОВКИ ЗАГОТОВКИ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2406588C2 |
| Способ радиальной ковки | 1985 |
|
SU1346316A1 |
| US 4899570 A1, 13.02.1990 | |||
| US 20060123871 A1, 15.06.2006. | |||

