Изобретение относится к обработке металлов давлением, а именно к способам получения круглых профилей с применением радиальной ковки.
Известен способ получения круглых профилей из квадратной заготовки радиальной ковкой. При этом способе получение круглых профилей осуществляют путем многопроходной радиальной ковки двумя взаимно перпендикулярными парами бойков, имеющими рабочую поверхность с плоским ручьем [Ковка на радиально-обжимных машинах /В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др. - М.: Машиностроение, 1990. - с. 26, 206-208] или с вогнутым ручьем [там же, с. 47]. При этом способе сначала осуществляют обжатие квадратной заготовки по диагонали без ее поворота с получением восьмигранного профиля. Затем радиальную ковку осуществляют с поворотом заготовки перед каждым последующим обжатием с получением круглого профиля.
Недостатками этого способа являются:
1. Сложность использования в качестве исходной заготовки прямоугольного профиля. Это связано с тем, что при обжатии заготовки с прямоугольным поперечным сечением, имеющей разные стороны, по геометрическим условиям невозможно установить одновременно обе ее диагонали перпендикулярно рабочим поверхностям двух пар бойков и вдоль направлений перемещения соответствующей пары бойков при ковке. Такое положение приведет к обязательному самопроизвольному повороту прямоугольной заготовки вокруг оси ковки (сваливанию) и образованию закатов при получении из нее круглого профиля. Такие же явления могут происходить при использовании квадратной исходной заготовки для получения круглого профиля в бойках, имеющих рабочую поверхность с плоским ручьем [И.Я. Тарновский. Формоизменение при пластической обработке металлов (ковка и прокатка). М.; Металлургиздат, 1954. - с. 516]. Отмеченные недостатки приведут к снижению качества получаемых круглых профилей.
2. Высокая неравномерность деформации при ковке прямоугольной и квадратной заготовки на диагональ в бойках, имеющих рабочую поверхность с плоским ручьем, которая ведет к значительной поперечной деформации металла (уширению). Это требует дополнительного расхода энергии на деформацию при формировании круглого профиля. Высокая неравномерность деформации также приводит к появлению в осевой зоне заготовки максимальных продольных растягивающих напряжений, которые являются причиной нарушения сплошности металла заготовки, особенно специальных сталей [Ковка на радиально-обжимных машинах /В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др. – М.: Машиностроение, 1990. - с. 98]. Это является причиной низкого качества круглых профилей.
3. Возможность обжатия углов (ребер) прямоугольной или квадратной заготовки без ее поворота до получения восьмигранного профиля с гранью, не превышающей минимальный диаметр получаемого круглого профиля. Это обусловлено нахождением рабочих поверхностей всех четырех бойков в одной плоскости без их смещения. При этом, исходя из геометрических условий, соотношение между стороной используемой, например, квадратной исходной заготовки и диаметром получаемого круглого профиля не может превышать значение √2, что является критерием ограниченных технологических возможностей способа.
4. Ограниченные технологические возможности способа по минимальному диаметру готовых профилей. Минимальный диаметр готовых профилей не может быть соизмерим с ходом бойков, т.к. готовые профили при максимальном зазоре между бойками при ковке могут попадать в боковые разъемы между бойками. Из-за этого происходит «закусывание» круглого профиля боковыми кромками бойков, приводящее к снижению качества готовых профилей и аварийным ситуациям.
Таким образом, основными недостатками данного способа являются ограниченные технологические возможности и низкое качество получаемых круглых профилей, Наиболее близким к предлагаемому решению по технической сущности и достигаемому эффекту является, принятый в качестве прототипа, способ получения круглых профилей многопроходной радиальной ковкой одновременно двумя взаимно перпендикулярными парами бойков с ручьем при расположении взаимно перпендикулярных бойков со смещением их рабочих поверхностей относительно друг друга вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка [Ковка на радиально-обжимных машинах /В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др. – М.: Машиностроение, 1990. - с. 27]. Этот способ при введении операции поворота заготовки перед каждым последующим обжатием может быть использован при получении круглых профилей из прямоугольной или квадратной заготовки.
Данный способ имеет более широкие технологические возможности по размерам исходных заготовок и получаемых профилей при получении круглых профилей по п. 3 и 4 приведенного выше аналога. Однако данный способ имеет ограничения по максимальному значению диагонали исходной квадратной или прямоугольной заготовки из-за превышения значений этого параметра максимально возможного зазора между рабочими поверхностями противолежащих бойков. Это приводит к ограничению технологических возможностей данного способа по максимальному размеру исходных заготовок.
При этом принятому в качестве прототипа способу остаются присущими недостатки по п. 1, 2 приведенного выше аналога.
Таким образом, основными недостатками способа, принятого в качестве прототипа, являются ограниченные технологические возможности по размеру исходных заготовок и низкое качество получаемых круглых профилей.
Задачей изобретения является расширение технологических возможностей по размеру исходных заготовок и повышение качества получаемых круглых профилей.
Поставленная задача достигается тем, что в заявляемом способе получения круглых профилей многопроходной радиальной ковкой, включающем обжатие исходной заготовки с прямоугольным поперечным сечением одновременно двумя взаимно перпендикулярными парами бойков, выполненных с рабочей поверхностью, при этом располагают упомянутые пары бойков со смещением их рабочих поверхностей относительно друг друга вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка, согласно изобретению, используют бойки, имеющие на рабочей поверхности вогнутый ручей, при этом осуществляют обжатия исходной заготовки с прямоугольным поперечным сечением в направлениях, перпендикулярных сторонам прямоугольника, с получением заготовки с поперечным сечением в виде стрельчатого квадрата, которую поворачивают вокруг оси ковки на угол π/4 и производят ее обжатия с получением стрельчатой восьмигранной заготовки, после чего осуществляют обжатия полученной стрельчатой восьмигранной заготовки с ее поворотом вокруг оси ковки перед каждым обжатием с получением круглого профиля.
Выполнение обжатия бойками, имеющими на рабочей поверхности вогнутый ручей, обеспечивает:
- отсутствие высокой неравномерности деформации, устраняющей появление растягивающих напряжений в осевой зоне заготовки и нарушение сплошности металла заготовки;
- «мягкую» схему деформации ребер прямоугольной заготовки, начиная с краев ее граней с постепенным переходом к их середине, с уменьшением диагонали получаемого стрельчатого квадрата по сравнению с диагональю исходной прямоугольной заготовки.
Осуществление в первом цикле деформации обжатия прямоугольной заготовки указанными бойками в направлениях, перпендикулярных ее сторонам, до получения стрельчатого квадрата дает следующий эффект:
- существенно увеличиваются размеры поперечного сечения прямоугольной заготовки, входящие в максимально возможный зазор между рабочими поверхностями противолежащих бойков с учетом их прочностных характеристик;
- обеспечивается устойчивое положение прямоугольной заготовки при ее деформации, устраняя возможность ее самопроизвольного поворота вокруг оси ковки (сваливания);
- достигается уменьшение размера поперечного сечения получаемого стрельчатого квадрата (диагонали) до значения, не превышающего максимально возможный зазор между рабочими поверхностями противолежащих бойков;
- в стрельчатом квадрате отсутствуют острые углы, что позволяет сохранять его температуру [Калибровка прокатных валков. Диомидов Б.Б., Литовченко Н.В. Изд-во «Металлургия», 1970 - с. 119, шестой абзац сверху].
Поворот стрельчатого квадрата вокруг оси ковки на угол π/4 обеспечивает установку его диагоналей вдоль направлений перемещения бойков при обжатии.
Осуществление обжатия во втором цикле деформации с получением стрельчатого восьмигранника дает следующий эффект:
- стрельчатый восьмигранник максимально приближен к готовому круглому профилю, из которого при последующем его обжатии с поворотом вокруг оси ковки после каждого обжатия получается качественный готовый круглый профиль;
- обеспечивается обновление углов профиля с сохранением более равномерной его температуры [Калибровка прокатных валков. Диомидов Б.Б., Литовченко Н.В. Изд-во «Металлургия», 1970 - с. 119, шестой абзац сверху].
Отсюда можно заключить, что основными преимуществами предложенного способа являются расширение технологических возможностей по размеру поперечного сечения исходных заготовок и повышение качества получаемых круглых профилей.
Таким образом, применение предлагаемого способа обеспечивает расширение технологических возможностей и повышение качества получаемых круглых профилей.
Предложенный способ радиальной ковки круглых профилей проиллюстрирован на чертежах на примере получения радиальной ковкой круглого профиля из квадратной заготовки.
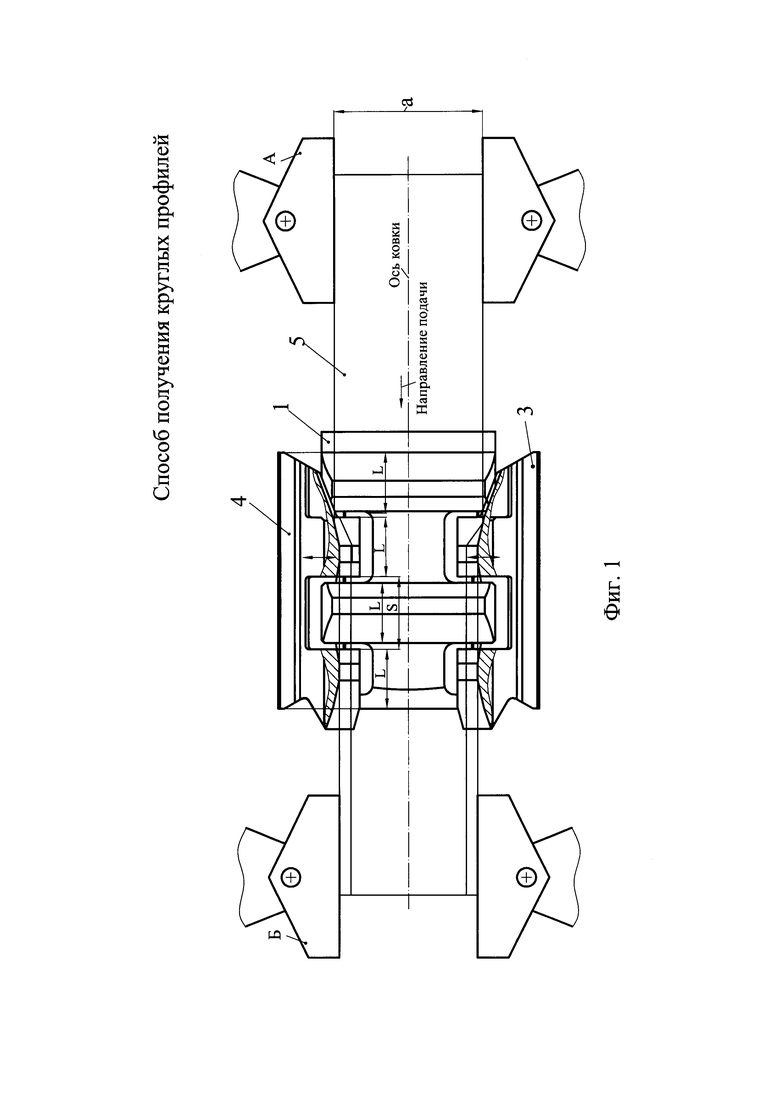
На фиг. 1 показан вид сбоку с вырывом на двухзаходные бойки одной пары и вид на двухзаходный боек другой пары, имеющих на рабочей поверхности вогнутый ручей, и зажимные губки манипуляторов во время обжатия квадратной заготовки в направлениях, перпендикулярных ее сторонам, с получением в первом цикле деформации стрельчатого квадрата.
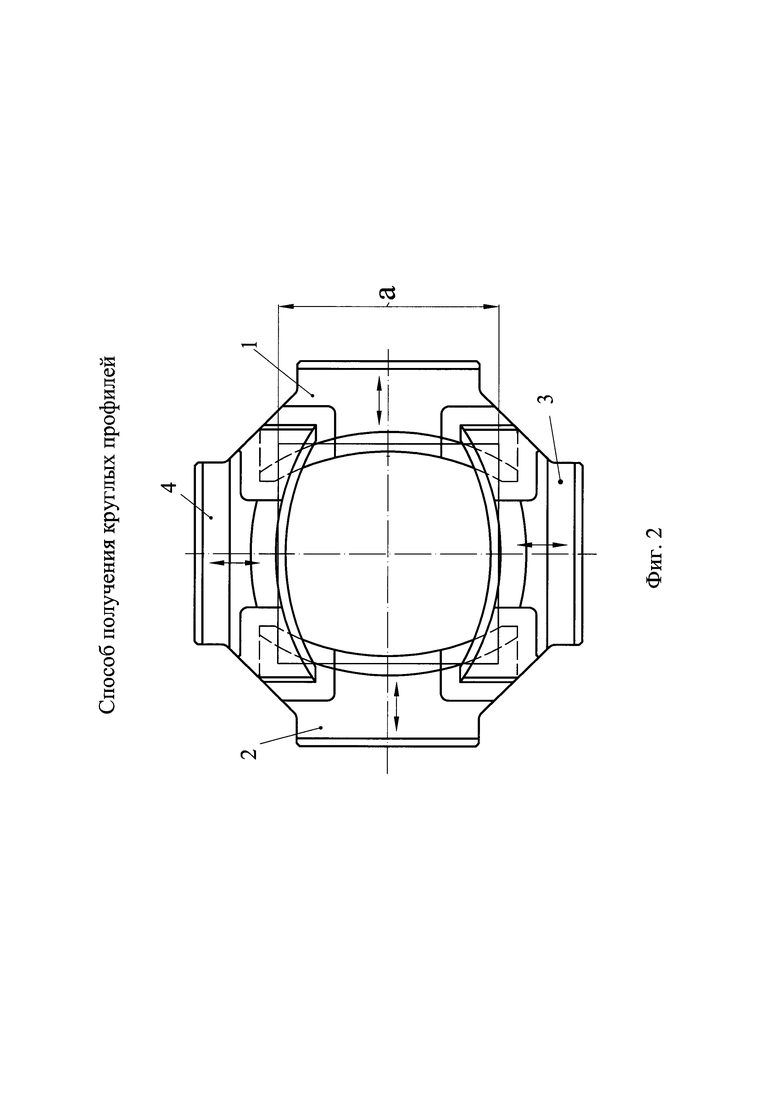
На фиг. 2 показан вид на квадратную заготовку и бойки в направлении подачи заготовки во время обжатия квадратной заготовки в направлениях, перпендикулярных ее сторонам, с получением в первом цикле деформации стрельчатого квадрата.
На фиг. 3 показан вид сбоку с вырывом на двухзаходные бойки одной пары и вид на двухзаходный боек другой пары, имеющих на рабочей поверхности вогнутый ручей, и зажимные губки манипуляторов после поворота полученного в первом цикле деформации стрельчатого квадрата вокруг оси ковки на угол π/4.
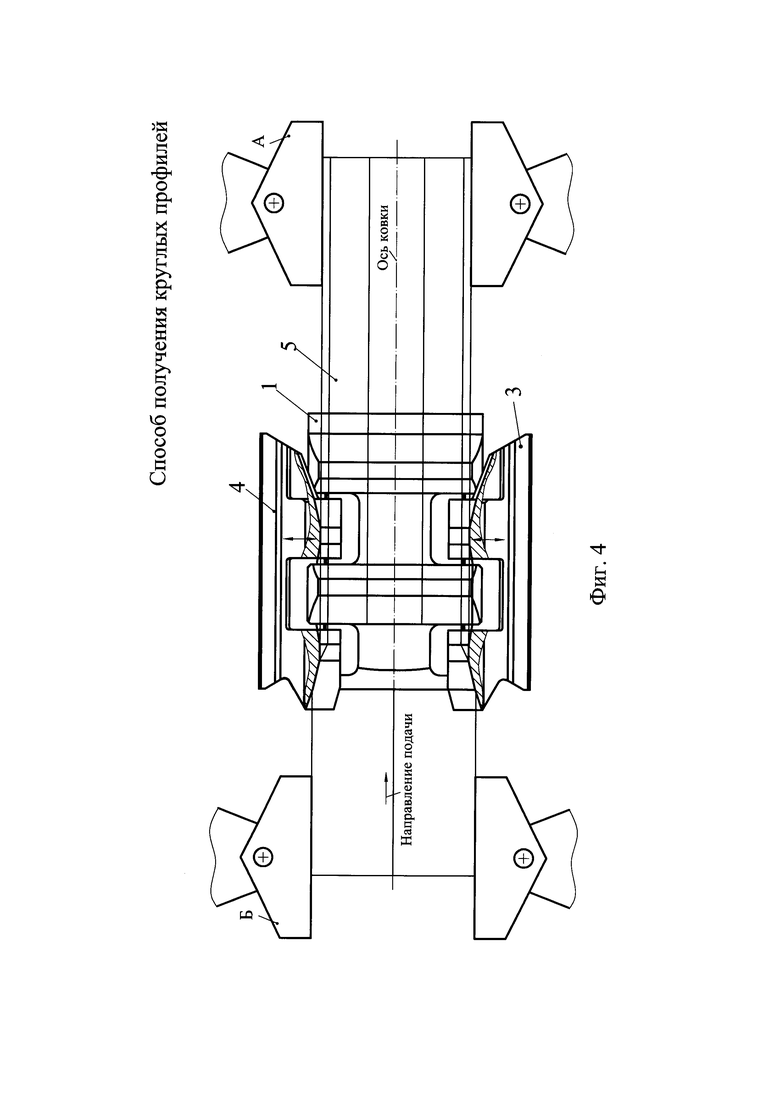
На фиг. 4 показан вид сбоку с вырывом на двухзаходные бойки одной пары и вид на двухзаходный боек другой пары, имеющих на рабочей поверхности вогнутый ручей, и зажимные губки манипуляторов во время обжатия стрельчатого квадрата с получением стрельчатого восьмигранника.
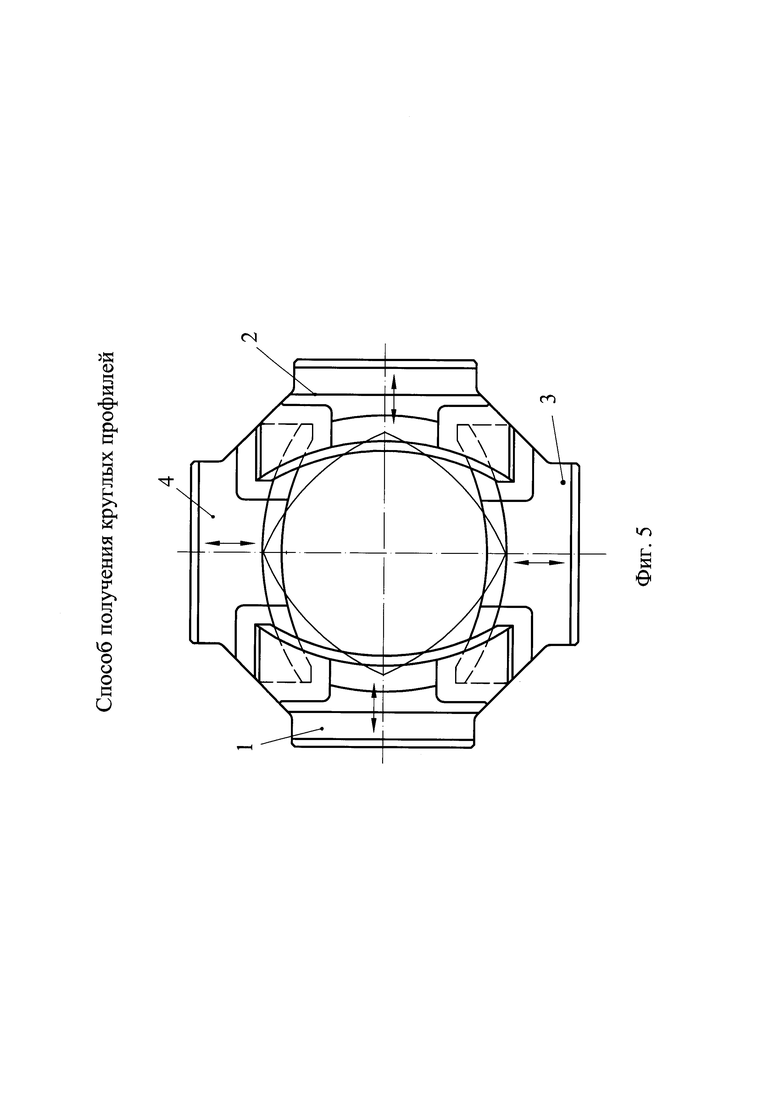
На фиг. 5 показан вид на заготовку в виде стрельчатого квадрата и бойки в направлении подачи во время обжатия стрельчатого квадрата с получением стрельчатого восьмигранника.
На фиг. 6 показан вид сбоку с вырывом на двухзаходные бойки одной пары и вид на двухзаходный боек другой пары, имеющих на рабочей поверхности вогнутый ручей, и зажимные губки манипуляторов во время обжатия заготовки в виде стрельчатого восьмигранника с ее поворотом вокруг оси ковки после каждого обжатия с получением круглого профиля.
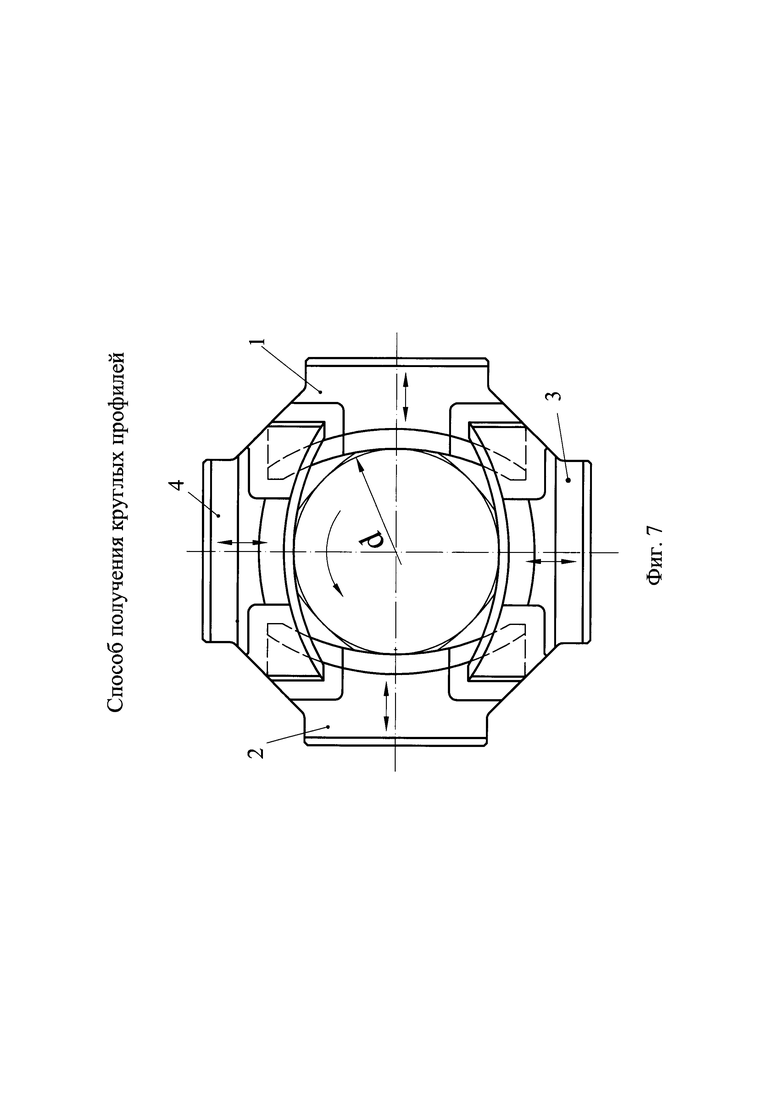
На фиг. 7 показан вид на заготовку в виде стрельчатого восьмигранника и бойки в направлении ее подачи во время обжатия заготовки в виде стрельчатого восьмигранника с ее поворотом вокруг оси ковки после каждого обжатия с получением круглого профиля.
Получение круглых профилей многопроходной радиальной ковкой осуществляется двумя взаимно перпендикулярными парами двухзаходных бойков, у которых каждый боек имеет две рабочие поверхности, позволяющие осуществлять деформацию как при прямом, так и при обратном перемещении заготовки (фиг. 1-7). Две пары бойков 1, 2, 3 и 4 имеют на рабочей поверхности вогнутый ручей. Рабочие поверхности взаимно перпендикулярных бойков смещены вдоль оси ковки на величину S, превышающую длину рабочей поверхности бойка L (фиг. 1). Удержание заготовки по оси ковки, подача ее в бойки и поворот вокруг оси ковки осуществляется двумя манипуляторами А и В (на чертежах для упрощения изображены зажимные губки манипуляторов).
Получение круглых профилей из прямоугольной заготовки многопроходной радиальной ковкой осуществляется за два предварительных цикла деформации, после которых производится обжатие с поворотом заготовки вокруг оси ковки после каждого обжатия.
Каждый цикл деформации может осуществляться за один или несколько проходов. В рассматриваемом примере с целью сокращения числа иллюстраций каждый цикл деформации осуществляется за один проход. Количество проходов определяется соотношением размеров поперечного сечения исходной прямоугольной заготовки и готового круглого профиля.
Исходная заготовка 5 в рассматриваемом примере имеет квадратное поперечное сечение (фиг. 1, 2) со стороной а. Перед первым циклом деформации квадратная заготовка 5 зажимается губками манипулятора А, подается данным манипулятором в бойки 1-4. При этом стороны квадратной заготовки устанавливают перпендикулярно направлениям перемещения соответствующих деформирующих их пар бойков 1-4. За счет возвратно-поступательного перемещения (показано вертикальными стрелками) пары бойков 1-4 осуществляют обжатие квадратной заготовки с получением заготовки в виде стрельчатого квадрата. В процессе обжатия квадратная заготовка 5 из манипулятора А в виде стрельчатого квадрата передается манипулятору В (фиг. 1), который выдает сформированный стрельчатый квадрат из бойков 1-4.
Перед вторым циклом деформации манипулятор В осуществляет поворот вокруг оси ковки на угол π/4 полученного в первом цикле деформации стрельчатого квадрата 5 (фиг. 3). Далее манипулятором В заготовка 5 в виде стрельчатого квадрата подается в бойки 1-4 (фиг. 4, 5). За счет возвратно-поступательного перемещения (показано вертикальными стрелками) пары бойков 1-4 осуществляют обжатие заготовки в виде стрельчатого квадрата с получением заготовки в виде стрельчатого восьмигранника. В процессе обжатия заготовка 5 из манипулятора В в виде сформированного стрельчатого восьмигранника передается манипулятору А (фиг. 4), который выдает сформированный стрельчатый восьмигранник из бойков 1-4.
После выдачи заготовки 5 в виде стрельчатого восьмигранника из бойков 1-4 работа манипулятора А переводится в режим вращения (фиг. 6). Заготовка 5 в виде стрельчатого восьмигранника подается манипулятором А в бойки 1-4 (фиг. 6, 7) и за счет возвратно-поступательного перемещения (показано вертикальными стрелками) бойки 1-4 осуществляют обжатие заготовки 5 виде стрельчатого восьмигранника с ее поворотом вокруг оси ковки после каждого обжатия. В результате получается готовый круглый профиль диаметром d.
При использовании исходной прямоугольной заготовки при осуществлении предложенного способа по сравнению описанной выше технологией с применением квадратной исходной заготовки необходимо только введение в первом цикле деформации корректировки режимов обжатий парами бойков 1, 2 и 3, 4.
Таким образом, применение предлагаемого способа обеспечивает получение из прямоугольной или квадратной исходной заготовки широкого сортамента качественных круглых профилей.
Предложенный способ опробован при горячей ковке круглых профилей 120 мм и 130 мм из квадратной заготовки 140 мм с диагональю ~198 мм на радиально-ковочной машине (РКМ) SKK-14 австрийской фирмы GFM, установленной на одном из предприятий г. Челябинска
При опробовании применялись две взаимно перпендикулярные пары бойков, которые имели на рабочей поверхности вогнутый ручей радиусом 150 мм. Смещение рабочих поверхностей пар бойков вдоль оси ковки составляло S=64 мм. Длина рабочей поверхности бойка L=58 мм. Бойки имели калибрующие участки, параллельные оси ковки, и обжимные участки, наклоненные под углом 13° к оси ковки. Максимально возможный зазор между рабочими поверхностями противолежащих бойков при обеспечении их прочностных характеристик составлял ~167 мм. Такой зазор между рабочими поверхностями противолежащих бойков не позволяет известными способами осуществлять получение из квадратной заготовки 140 мм с диагональю ~198 мм круглые профили.
Получение круглых профилей ∅120 и 130 мм производилось по следующим технологическим схемам.
Сначала за семь проходов осуществлялось получение профиля в виде стрельчатого квадрата 130 мм. Диагональ стрельчатого квадрата 130 мм равна ~160 мм, т.е. меньше максимального зазора между рабочими поверхностями противолежащих бойков. Далее осуществлялся поворот полученного стрельчатого квадрата на угол π/4 и его обжатие за пять проходов в тех же бойках до получения профиля в виде стрельчатого восьмигранника 130 мм.
Затем с поворотом полученного стрельчатого восьмигранного профиля вокруг оси ковки перед каждым обжатием на угол 17,5° за один проход получены круглые профили ∅130 мм. После второго прохода получен круглый профиль ∅120 мм.
Получение круглого профиля ∅120 мм производилось также по другой технологической схеме.
Сначала за девять проходов осуществлялось получение профиля в виде стрельчатого квадрата 120 мм. Далее осуществлялся поворот полученного стрельчатого квадрата на угол π/4 и его обжатие за семь проходов в тех же бойках до получения профиля в виде стрельчатого восьмигранника 120 мм. Затем с поворотом полученного стрельчатого восьмигранного профиля вокруг оси ковки перед каждым обжатием на угол 17,5° за один проход получен круглый профиль ∅120 мм.
Проведенные опытные работы подтвердили эффективность предложенного способа, а именно получение качественных круглых профилей ∅120 и 130 мм из квадратной исходной заготовки 140 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655504C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655527C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2676541C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2016 |
|
RU2634543C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2541238C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2538132C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2015 |
|
RU2614918C2 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПОЛЫХ ПРОФИЛЕЙ | 2015 |
|
RU2607108C1 |
| БОЕК ДЛЯ РАДИАЛЬНОЙ КОВКИ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2016 |
|
RU2633133C2 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2538130C1 |


Изобретение относится к обработке металлов давлением и может быть использовано при получении круглых профилей многопроходной радиальной ковкой. Исходную заготовку с прямоугольным поперечным сечением подвергают обжатию одновременно двумя взаимно перпендикулярными парами бойков. Пары бойков располагают со смещением их рабочих поверхностей, имеющих вогнутый ручей, относительно друг друга вдоль оси ковки на величину, превышающую длину рабочей поверхности. Обжатия исходной заготовки ведут в направлениях, перпендикулярных сторонам прямоугольника. Получают заготовку с поперечным сечением в виде стрельчатого квадрата, которую поворачивают вокруг оси ковки на угол π/4. Производят обжатия этой заготовки с получением стрельчатой восьмигранной заготовки. Затем осуществляют обжатия восьмигранной заготовки с ее поворотом вокруг оси ковки перед каждым обжатием с получением круглого профиля. В результате обеспечивается расширение технологических возможностей способа и повышение качества получаемых круглых профилей. 7 ил.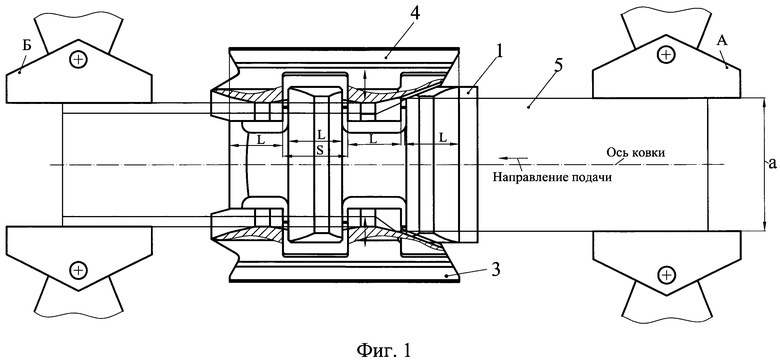
Способ получения круглых профилей многопроходной радиальной ковкой, включающий обжатие исходной заготовки с прямоугольным поперечным сечением одновременно двумя взаимно перпендикулярными парами бойков, выполненных с рабочей поверхностью, при этом упомянутые пары бойков располагают со смещением их рабочих поверхностей относительно друг друга вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка, отличающийся тем, что используют бойки, имеющие на рабочей поверхности вогнутый ручей, при этом осуществляют обжатия исходной заготовки с прямоугольным поперечным сечением в направлениях, перпендикулярных сторонам прямоугольника, с получением заготовки с поперечным сечением в виде стрельчатого квадрата, которую поворачивают вокруг оси ковки на угол π/4 и производят ее обжатия с получением стрельчатой восьмигранной заготовки, после чего осуществляют обжатия полученной стрельчатой восьмигранной заготовки с ее поворотом вокруг оси ковки перед каждым обжатием с получением круглого профиля.
| СПОСОБ РАДИАЛЬНОЙ КОВКИ | 1992 |
|
RU2008994C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| Способ радиальной ковки | 1985 |
|
SU1346316A1 |
| Сопло | 1981 |
|
SU1005933A1 |

