Настоящее изобретение относится к способу получения высокопрочного стального листа, имеющего улучшенную прочность, пластичность и формуемость, и к листам, полученным с помощью способа.
Для изготовления различного оборудования, такого как детали конструктивных элементов кузова и панелей кузова для автомобильной техники обычно используют листы, изготовленные из DP (двухфазных) сталей или TRIP (пластичность, наведенная превращением) сталей.
Например, такие стали, которые включают мартенситную структуру и/или остаточный аустенит и которые содержат около 0,2% C, около 2% Mn, около 1,7% Si, имеют предел прочности при разрыве около 750 МПа, предел прочности при растяжении около 980 МПа, общее удлинение более 8%. Эти листы производят на линии непрерывного отжига охлаждением от температуры отжига выше температуры превращения Ac3, до температуры перестаривания выше точки превращения Ms и выдержкой листа при температуре в течение заданного времени. Затем лист охлаждают до комнатной температуры.
В связи с этим, желательно иметь листы с пределом прочности при разрыве YS, по меньшей мере, 850 МПа, пределом прочности при растяжении TS около 1180 МПа, общим удлинением, по меньшей мере, 13% или предпочтительно, по меньшей мере, 14% и коэффициентом раздачи отверстия HER в соответствии со стандартом ISO 16630:2009 более 30%, и даже более 50%. Следует подчеркнуть, что из-за различий в методах измерения, значения коэффициента раздачи отверстия HER в соответствии со стандартом ISO очень разные и несравнимы с величинами коэффициента раздачи отверстия λ в соответствии с JFS T 1001 (стандарт Федерации черной металлургии Японии).
Таким образом, целью настоящего изобретения является создание такого листа и способа его изготовления.
Поэтому изобретение относится к способу изготовления высокопрочного стального листа, имеющего улучшенную пластичность и формуемость, листа, имеющего предел прочности при разрыве YS, по меньшей мере, 850 МПа, предел прочности при растяжении TS, по меньшей мере, 1180 МПа, общее удлинение, по меньшей мере, 13% и коэффициент раздачи отверстия HER, по меньшей мере, 30%, путем термической обработки стального листа, причем химический состав стали содержит в мас. %:
0,13%≤C≤0,22%
1,2%≤Si≤1,8%
1,8%≤Mn≤2,2%
0,10%≤Mo≤0,20%
Nb≤0,05%
Ti≤0,05%
Al≤0,5%
остальное Fe и неизбежные примеси. Лист отжигают при температуре отжига TA выше 865°C, но ниже 1000°C в течение времени более 30 с. Затем лист подвергают закалке путем охлаждения до температуры закалки QT между 275°C и 375°C, при скорости охлаждения, по меньшей мере, 30°C/с, чтобы сразу после закалки иметь структуру, состоящую из аустенита и, по меньшей мере, 50% мартенсита, содержание аустенита должно быть таким, что конечная структура, то есть структура после обработки и охлаждения до комнатной температуры, может содержать между 3 и 15% остаточного аустенита и между 85% и 97% суммы мартенсита и бейнита без феррита. Затем лист нагревают до температуры разделения РТ между 370°C и 470°C и выдерживают при этой температуре в течение времени разделения Pt между 50 с и 150 с. Затем лист охлаждают до комнатной температуры.
Предпочтительно химический состав стали таков, что Al≤0,05%.
Предпочтительно температура закалки QT составляет между 310°C и 375°C, в частности, между 310 и 340°C.
Предпочтительно способ дополнительно включает после охлаждения листа до температуры закалки QT и перед нагревом листа до температуры разделения РТ, стадию выдержки листа при температуре закалки в течение времени выдержки между 2 с и 8 с, предпочтительно между 3 с и 7 с.
Изобретение также относится к стальному листу, химический состав которого содержит в мас. %:
0,13%≤C≤0,22%
1,2%≤Si≤1,8%
0,10%≤Mo≤0,20%
Nb≤0,05%
Ti≤0,05%
Al≤0,5%
остальное Fe и неизбежные примеси, имеющему предел прочности при разрыве YS, по меньшей мере, 850 МПа, предел прочности при растяжении TS, по меньшей мере, 1180 МПа, общее удлинение, по меньшей мере, 13% и коэффициент раздачи отверстия HER, по меньшей мере, 30%.
Структура стали включает между 3 и 15% остаточного аустенита и между 85% и 97% суммы мартенсита и бейнита без феррита.
Предпочтительно химический состав стали таков, что Al≤0,05% или менее.
Предпочтительно средний размер зерна остаточного аустенита составляет 5 мкм или менее.
Средний размер зерна или блоков мартенсита и бейнита предпочтительно составляет 10 мкм или менее.
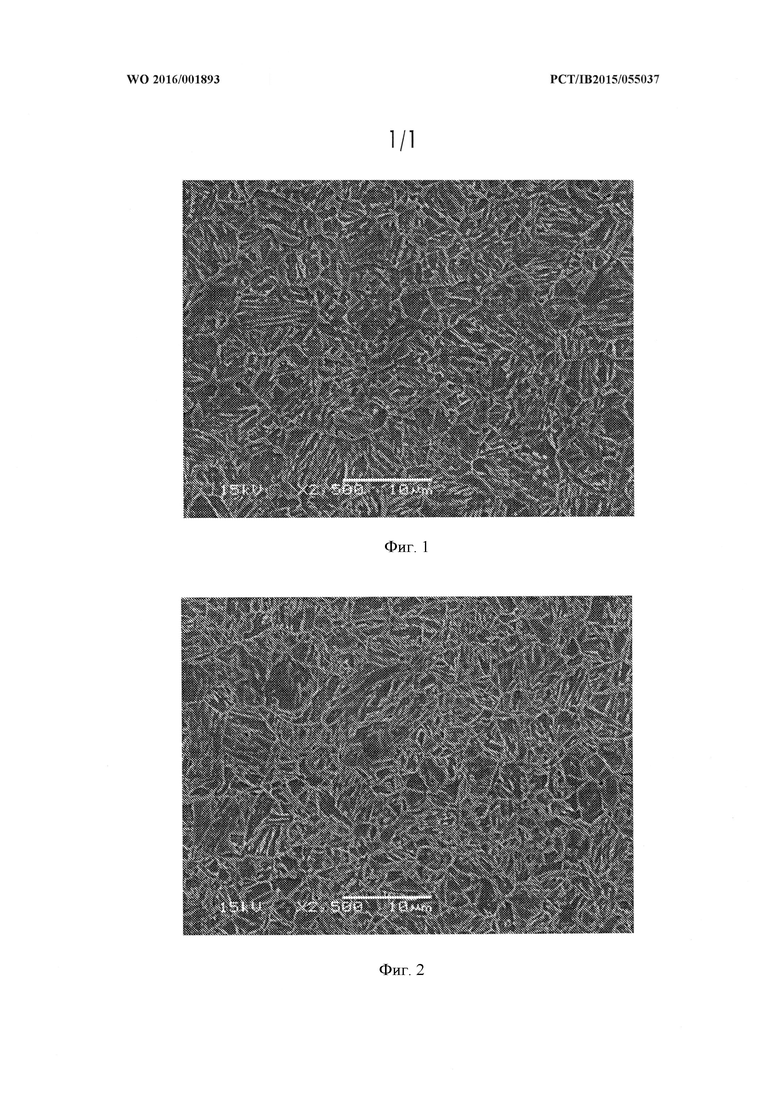
Изобретение далее будет описано в деталях, но без введения ограничений и проиллюстрировано фиг. 1-2, которые представляют СЭМ микрофотографии двух примеров изобретения.
В соответствии с изобретением лист получают горячей прокаткой и необязательно холодной прокаткой полупродукта, изготовленного из стали, химический состав которой содержит в мас. %:
- 0,13-0,22% и предпочтительно более 0,16%, предпочтительно менее 0,20% углерода для обеспечения удовлетворительной прочности и улучшенной стабильности остаточного аустенита, что необходимо для получения достаточного удлинения. Если содержание углерода слишком высоко, горячекатаный лист слишком твердый для холодной прокатки и свариваемость является недостаточной.
- 1,2-1,8% предпочтительно более 1,3% и менее 1,6% кремния с целью стабилизации аустенита, чтобы обеспечить упрочнение твердого раствора и задерживать формирование карбидов во время перестаривания.
- 1,8-2,2% и предпочтительно более 1,9%, предпочтительно менее 2,1% марганца, чтобы иметь достаточную прокаливаемость для того, чтобы получить структуру, содержащую, по меньшей мере, 65% мартенсита, предел прочности при разрыве более 1150 МПа и избежать проблем сегрегации, которые вредны для пластичности.
- 0,10-0,20% молибдена для повышения прокаливаемости и стабилизации остаточного аустенита, чтобы задержать разложение аустенита так, чтобы не происходило разложение аустенита в ходе перестаривания в соответствии с настоящим изобретением,
- до 0,5% алюминия, который обычно добавляют к жидкой стали для раскисления. Если содержание Al превышает 0,5%, температура аустенизации будет слишком высокой, чтобы ее достичь, и будет трудно перерабатывать сталь в промышленном масштабе Предпочтительно содержание Al ограничено 0,05%.
- содержание Nb ограничено 0,05%, потому что выше такого значения будут формироваться выделения большого размера и формуемость будет уменьшаться, затрудняя достижение общего удлинения 13%.
- содержание Ti ограничено 0,05%, потому что выше такого значения будут формироваться выделения большого размера и формуемость будет уменьшаться, затрудняя достижение общего удлинения 13%.
Остальное в составе составляют железо и остаточные элементы, появляющиеся при производстве стали. В этом отношении Ni, Cr, Cu, V, B, C, P и N, по меньшей мере, рассматриваются как остаточные элементы, которые являются неизбежными примесями. Таким образом, их содержание составляет менее 0,05% для Ni, 0,10% для Cr, 0,03% для Cu, 0,007% для V, 0,0010% для B, 0,005% для S, 0,02% для P и 0,010% для N.
Лист получают горячей прокаткой и необязательно холодной прокаткой в соответствии со способами, известными специалистам в данной области техники.
После прокатки листы протравливают кислотой или очищают, затем подвергают термообработке
Термическая обработка, которую предпочтительно выполняют на линии непрерывного отжига и горячего покрытия, включает стадии:
- отжиг листа при температуре отжига TA выше температуры превращения стали Ac3 и предпочтительно выше Ac3 + 15°C, т.е. выше 865°C для стали в соответствии с изобретением, чтобы быть уверенным, что структура полностью аустенитная, но ниже 1000°C, чтобы излишне не укрупнять аустенитное зерно. Лист выдерживают при температуре отжига, т.е. температуре, поддерживаемой между TA - 5°C и TA + 10°C, в течение времени, достаточного для гомогенизации химического состава. Это время предпочтительно составляет более 30 c, но не должно быть более 300 c.
- закалки листа путем охлаждения до температуры закалки QT ниже температуры превращения Ms со скоростью охлаждения достаточной, чтобы избежать формирования феррита и бейнита. Температура закалки составляет 275-375°C и предпочтительно 290-360°C, чтобы иметь структуру, состоящую из аустенита и 50% мартенсита, содержание аустенита таково, что конечная структура, то есть структура после обработки и охлаждения до комнатной температуры, может содержать между 3 и 15% остаточного аустенита и между 85% и 97% суммы мартенсита и бейнита без феррита. Предпочтительно температура закалки выше 300°C, в частности, находится в интервале между 310°C и 375°C, например, между 310°C и 340°C. Скорость охлаждения выше 30°C/с необходима, чтобы избежать формирование феррита при охлаждении от температуры отжига TA.
- повторного нагрева листа до температуры разделения PT между 370°C и 470°C и предпочтительно между 390°C и 460°C. Выше 470°C механические свойства требуемой стали, в частности, предел прочности при разрыве, по меньшей мере, 1180 МПа и общее удлинение, по меньшей мере, 13%, не получается. Скорость повторного нагрева может быть высокой, когда повторный нагрев выполняют с помощью индукционного нагревателя, но скорость этого повторного нагрева в диапазоне 5-20°C/с не оказывает заметного влияния на конечные свойства листа. Скорость нагрева, таким образом, предпочтительно составляет 5-20°C/с. Например, скорость повторного нагрева составляет, по меньшей мере, 10°C/с. Предпочтительно между стадией быстрого охлаждения и стадией повторного нагрева листа до температуры разделения РТ лист выдерживают при температуре закалки в течение времени выдержки в интервале между 2 c и 8 c, предпочтительно между 3 c и 7 c.
- выдержки листа при температуре разделения PT в течение времени между 50 с и 150 с. Выдержка листа при температуре разделения означает, что в процессе разделения температура листа остается между PT - 10°C и T + 10°C.
- охлаждения листа до комнатной температуры.
При такой обработке могут быть получены листы, имеющие предел прочности при разрыве YS, по меньшей мере, 850 МПа, предел прочности при растяжении, по меньшей мере, 1180 МПа, общее удлинение, по меньшей мере, 13%, и коэффициент раздачи отверстия HER согласно стандарту ISO 16630: 2009, по меньшей мере, 30%, или даже 50%.
Эта обработка позволяет получить конечную структуру после разделения и охлаждения до комнатной температуры, содержащую между 3 и 15% остаточного аустенита и между 85 и 97% суммы мартенсита и бейнита без феррита.
Кроме того, средний размер аустенитного зерна предпочтительно составляет 5 мкм или менее, и средний размер блоков бейнита или мартенсита предпочтительно составляет 10 мкм или менее.
В качестве примера лист 1,2 мм толщиной, имеющей следующий состав:
C=0,18%, Si=1,55% Mn=2,02%, Nb=0,02%, Mo=0,15%, Al=0,05%, N=0,06%, остальное Fe и примеси, был изготовлен путем горячей и холодной прокатки. Теоретическая температура превращения Ms этой стали составляет 386°C и точка Ac3 составляет 849°C.
Образцы листа подвергали термообработке отжигом, закалкой и разделением и определяли механические свойства. Листы выдерживали при температуре закалки в течение около 3 c.
Условия обработки и полученные свойства приведены в таблице 1.
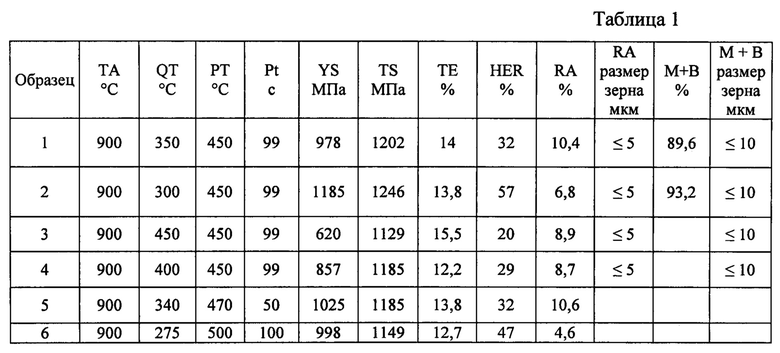
В этой таблице, TA температура отжига, QT температура закалки, PT температура разделения, Pt время разделения, YS предел прочности при разрыве, TS предел прочности при растяжении, TE общее удлинение, HER коэффициент раздачи отверстия в соответствии со стандартом ISO, RA доля остаточного аустенита в конечной структуре, RA размер зерна является средним размером аустенитного зерна, M+B представляет долю бейнита и мартенсита в конечной структуре и M+B размер зерна является средним размером зерна или блоков мартенсита и бейнита.
Пример 1, структура которого показана на фиг. 1, и которая содержит 10,4% остаточного аустенита и 89,6% мартенсита и бейнита, и пример 2, структура которого показана на фиг. 2, и которая содержит 6,8% остаточного аустенита и 93,2% мартенсита и бейнита, показывают, что при температуре закалки 300°C или 350°C, разделении при температуре 450°C со временем разделения 99 с лист имеет предел прочности при разрыве выше 850 МПа, предел прочности при растяжении выше 1180 МПа, общее удлинение около 14%, выше 13% и коэффициент раздачи отверстия HER согласно стандарту ISO 16630: 2009 выше 30%. Когда температура закалки составляет 300°C (+/-10°C), общее удлинение может быть выше 13% и коэффициент раздачи отверстия является подходящим: 57%, как показано в примере 2.
Примеры 3-4, которые относятся к уровню техники, с температурой закалки выше, чем Ms, то есть структура не является мартенситной, показывают, что невозможно достичь одновременно требуемые предел прочности при разрыве, общее удлинение и коэффициент раздачи отверстия.
Пример 5 также показывает, что при температуре закалки 340°C, разделении при 470°C со временем разделения 50 с, лист имеет предел прочности при разрыве выше 850 МПа, предел прочности при растяжении выше 1100 МПа, общее удлинение около 14%, выше, чем 13%, и коэффициент раздачи отверстия по измерению согласно стандарту ИСО 16630: 2009 выше 30%.
Пример 6 показывает, что, когда температура разделения слишком высока, то есть выше 470°C, предел прочности при растяжении, по меньшей мере, 1180 МПа и общее удлинение, по меньшей мере, 13% не будут получены.
Изобретение относится к металлургии. Стальной лист следующего химического состава, мас. %: 0,13≤С≤0,22; 1,2≤Si≤1,8; 1,8≤Mn≤2,2; 0,10≤Мо≤0,20; Nb≤0,05; Ti≤0,05; Al≤0,5; Fe и неизбежные примеси - остальное, отжигают при температуре выше 865°C, но ниже 1000°C в течение времени, превышающего 30 с, и закаливают охлаждением до температуры 310-375°C при скорости охлаждения, по меньшей мере, 30°C/с. Поучают структуру, состоящую из аустенита, и, по меньшей мере, 50 % мартенсита. Затем лист нагревают до 370-470°C, выдерживают при этой температуре в течение 50-150 с и охлаждают до комнатной температуры. Получают высокопрочный стальной лист с улучшенной прочностью и формуемостью, пределом прочности при разрыве не менее 850 МПа, пределом прочности при растяжении не менее 1180 МПа, общим удлинением не менее 13 % и коэффициентом раздачи отверстия не менее 30 %. При этом структура стали включает 3-15 % остаточного аустенита и 85-97 % суммы мартенсита и бейнита без феррита, средний размер аустенитного зерна составляет 5 мкм или менее, средний размер зерна или блоков мартенсита и бейнита составляет 10 мкм или менее. 2 н. и 7 з.п. ф-лы, 2 ил., 1 табл., 5 пр.
1. Способ изготовления высокопрочного стального листа, имеющего улучшенную прочность и формуемость, имеющего предел прочности при разрыве YS, по меньшей мере, 850 МПа, предел прочности при растяжении TS, по меньшей мере, 1180 МПа, общее удлинение, по меньшей мере, 13% и коэффициент раздачи отверстия HER, по меньшей мере, 30%, путем термической обработки стального листа, химический состав стали которого содержит, мас. %:
0,13%≤С≤0,22%,
1,2%≤Si≤1,8%,
1,8%≤Mn≤2,2%,
0,10%≤Мо≤0,20%,
Nb≤0,05%,
Ti≤0,05%,
Al≤0,5%,
Fe и неизбежные примеси - остальное,
причем термическая обработка включает в себя следующие стадии:
отжиг листа при температуре отжига ТА выше 865°C, но ниже 1000°C в течение времени более 30 с,
закалка листа путем его охлаждения до температуры закалки QT между 310°C и 375°C при скорости охлаждения, по меньшей мере, 30°C/с, чтобы непосредственно после закалки иметь структуру, состоящую из аустенита и, по меньшей мере, 50% мартенсита, с таким содержанием аустенита, что конечная структура после обработки и охлаждения до комнатной температуры содержит между 3% и 15% остаточного аустенита и между 85% и 97% суммы мартенсита и бейнита без феррита,
нагрев листа до температуры разделения РТ между 370°C и 470°C и выдержку листа при этой температуре в течение времени разделения Pt между 50 с и 150 с и
охлаждение листа до комнатной температуры.
2. Способ по п. 1, в котором химический состав стали таков, что Al≤0,05%.
3. Способ по п. 1, в котором температура закалки QT находится между 310°C и 340°C.
4. Способ по любому из пп. 1-3 дополнительно включает после охлаждения до температуры закалки QT и перед нагревом листа до температуры разделения РТ стадию выдержки листа при температуре закалки QT в течение времени выдержки между 2 и 8 с, предпочтительно между 3 и 7 с.
5. Стальной лист, в котором химический состав стали содержит, мас. %:
0,13%≤С≤0,22%,
1,2%≤Si≤1,8%,
1,8%≤Mn≤2,2%,
0,10%≤Мо≤0,20%,
Nb≤0,05%,
Ti<0,05%,
Al≤0,5%,
Fe и неизбежные примеси - остальное,
причем лист имеет предел прочности при разрыве, по меньшей мере, 850 МПа, предел прочности при растяжении, по меньшей мере, 1180 МПа, общее удлинение, по меньшей мере, 13% и коэффициент раздачи отверстия HER, по меньшей мере, 30%, структура стали включает между 3 и 15% остаточного аустенита и между 85 и 97% суммы мартенсита и бейнита без феррита и средний размер аустенитного зерна составляет 5 мкм или менее.
6. Стальной лист по п. 5, в котором химический состав стали таков, что Al≤0,05%.
7. Стальной лист по п. 5, для которого общее удлинение составляет, по меньшей мере, 14%.
8. Стальной лист по п. 5, для которого коэффициент раздачи отверстия составляет, по меньшей мере, 50%.
9. Стальной лист по любому из пп. 5-8, в котором средний размер зерна или блоков мартенсита и бейнита составляет 10 мкм или менее.
| СТЕКЛО | 2006 |
|
RU2325346C1 |
| ВЫСОКОПРОЧНЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2518852C1 |
| ВЫСОКОПРОЧНЫЙ С НИЗКИМ ОТНОШЕНИЕМ ПРЕДЕЛА ТЕКУЧЕСТИ К ПРЕДЕЛУ ПРОЧНОСТИ ОЦИНКОВАННЫЙ ПОГРУЖЕНИЕМ СТАЛЬНОЙ ЛИСТ, ВЫСОКОПРОЧНЫЙ С НИЗКИМ ОТНОШЕНИЕМ ПРЕДЕЛА ТЕКУЧЕСТИ К ПРЕДЕЛУ ПРОЧНОСТИ ОТОЖЖЕННЫЙ ОЦИНКОВАННЫЙ ПОГРУЖЕНИЕМ СТАЛЬНОЙ ЛИСТ, СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОГО С НИЗКИМ ОТНОШЕНИЕМ ПРЕДЕЛА ТЕКУЧЕСТИ К ПРЕДЕЛУ ПРОЧНОСТИ ОЦИНКОВАННОГО ПОГРУЖЕНИЕМ СТАЛЬНОГО ЛИСТА И СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОГО С НИЗКИМ ОТНОШЕНИЕМ ПРЕДЕЛА ТЕКУЧЕСТИ К ПРЕДЕЛУ ПРОЧНОСТИ ОТОЖЖЕННОГО ОЦИНКОВАННОГО ПОГРУЖЕНИЕМ СТАЛЬНОГО ЛИСТА | 2012 |
|
RU2530199C2 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| JP 2006083403 A, 30.03.2006 | |||
| JP 2012240095 A, 10.12.2012. | |||

