Настоящее изобретение относится к способу производства высокопрочного стального листа, обладающего улучшенной прочностью, пластичностью и формуемостью, и к стальным листам, получаемым с помощью данного способа.
Для производства различного оборудования, такого как конструкционные детали кузовных элементов и панели кузовов для автомобильных транспортных средств, обычной практикой является применение листов, изготовленных из DP (двухфазные) сталей или TRIP (с наведенной превращением пластичностью) сталей.
Например, таких сталей, которые включают мартенситную структур) и/или некоторые количества остаточного аустенита и которые содержат около 0,2% С, около 2% Mn, около 1,7% Si, имеют предел текучести около 750 МПа, прочность при растяжении около 980 МПа, полное удлинение более 8%. Эти листы выпускаются на линии непрерывного отжига посредством закалки от температуры нагрева при отжиге, превышающей температуру фазового перехода Ас3, вниз к температуре закалки, превышающей температуру фазового перехода Ms, с последующим нагреванием до температуры перестаривания, превосходящей температуру Ms, и выдерживанием листа при такой температуре в течение заданного времени. Затем лист охлаждается до комнатной температуры.
Ввиду общемировых тенденций к охране окружающей среды и обусловленного этим стремления к снижению массы автомобиля в целях улучшения эффективности использования им топлива, желательным является наличие листов, демонстрирующих улучшенные показатели предела текучести и прочности при растяжении. Но такие листы также должны иметь хорошую пластичность и хорошую формуемость и, более конкретно, хорошую пригодность к отбортовке внутренних кромок.
В этой связи желательно иметь листы, имеющие предел текучести YS по меньшей мере в 850 МПа, прочность при растяжении TS около 1180 МПа, полное удлинение по меньшей мере 14% и коэффициент раздачи отверстия HER, измеренный согласно стандарту ISO 16630:2009, равный по меньшей мере 30%. Следует отметить, что из-за различий в методиках измерений показатели коэффициента раздачи отверстия HER согласно стандарту ISO значительно отличаются и не сопоставимы с величинами коэффициента раздачи отверстия λ согласно JFS Т 1001 (стандарт Японской федерации производителей железа и стали).
В этой связи цель настоящего изобретения состоит в том, чтобы предоставить такой лист и способ его производства.
Поэтому изобретение относится к способу получения высокопрочного стального листа, обладающего улучшенной пластичностью и улучшенной формуемостью, имеющего предел текучести YS по меньшей мере 850 МПа, прочность при растяжении TS по меньшей мере 1180 МПа, полное удлинение по меньшей мере 14% и коэффициент раздачи отверстия HER согласно стандарту ISO по меньшей мере 30%, с помощью тепловой обработки листовой стали при том, что химическая композиция такой стали содержит в массовых процентах:
0,15%≤С≤0,25%;
1,2%≤Si≤1,8%;
2%≤Mn≤2,4%;
0,1%≤Cr≤0,25%;
Nb≤0,05%;
Ti≤0,05%;
Al≤0,50%,
с остальным, представленным Fe и неизбежными примесями. Термическая обработка содержит следующие этапы:
- отжиг листа при температуре нагрева при отжиге ТА выше, чем Ас3, но ниже 1000°С, в течение времени более 30 с,
- закалка листа охлаждением его до температуры закалки QT между 275°С и 325°С со скоростью охлаждения, достаточной для получения структуры, сразу после закалки состоящей из аустенита и по меньшей мере 50% мартенсита, при этом содержание аустенита является таким, что конечная структура, то есть структура после обработки и охлаждения до комнатной температуры, может содержать между 3% до 15% остаточного аустенита и между 85% и 97% суммы мартенсита и бейнита без феррита,
- нагревание листа вплоть до температуры перераспределения РТ между 420°С и 470°С и выдерживание листа при этой температуре в течение времени перераспределения Pt между 50 с и 150 с, и
- охлаждение листа до комнатной температуры.
В одном предпочтительном воплощении химическая композиция стали является такой, что Al≤0,05%.
Предпочтительно скорость охлаждения при закалке составляет по меньшей мере 20°С/с, более предпочтительно по меньшей мере 30°С/с.
Предпочтительно данный способ, кроме того, содержит этап выдерживания листа при температуре закалки QT в течение времени выдержки между 2 с и 8 с, предпочтительно между 3 с и 7 с, выполняемый после резкого охлаждения листа до температуры закалки QT и перед нагреванием листа вплоть до температуры перераспределения РТ.
Предпочтительно температура нагрева при отжиге превышает Ас3 + 15°С, в частности, выше чем 850°С.
Данное изобретение также касается листовой стали, химическая композиция которой содержит в массовых процентах:
0,15%≤С≤0,25%;
1,2%≤Si≤1,8%;
2%≤Mn≤2,4%;
0,1%≤Cr≤0,25%;
Nb≤0,05%;
Ti≤0,05%;
Al≤0,5%,
при этом остальное является Fe и неизбежными примесями, лист имеет предел текучести по меньшей мере 850 МПа, прочность при растяжении по меньшей мере 1180 МПа, полное удлинение по меньшей мере 14% и коэффициент раздачи отверстия HER по меньшей мере 30%, а его структура состоит из от 3% до 15% остаточного аустенита и от 85% до 97% мартенсита и бейнита без феррита.
Предел текучести может быть даже более 950 МПа.
В одном предпочтительном воплощении химическая композиция стали является такой, что Al≤0,05%.
Предпочтительно содержание углерода в остаточном аустените составляет по меньшей мере 0,9%, предпочтительно по меньшей мере 1,0%.
Предпочтительно средний размер зерна аустенита не превышает 5 мкм.
Далее изобретение описывается более подробно, но без введения каких-либо ограничений, и иллюстрируется только с обращением к фигуре, представляющей собой полученную с помощью электронного сканирующего микроскопа микрофотографию, соответствующую примеру 10.
Согласно изобретению, лист является полученным горячей прокаткой и, не обязательно, холодной прокаткой полупродукта, химическая композиция которого содержит в массовых процентах:
- От 0,15% до 0,25% и предпочтительно более 0,17%, предпочтительно менее 0,21% углерода для гарантирования удовлетворительной прочности и улучшения стабильности остаточного аустенита, что является необходимым для обеспечения достаточного удлинения. Если содержание углерода слишком высоко, горячекатаный лист оказывается чересчур твердым для холодной прокатки, а свариваемость его недостаточной.
- От 1,2% до 1,8%, предпочтительно более 1,3% и менее 1,6% кремния для стабилизирования аустенита с целью обеспечения упрочнения твердого раствора и сдерживания образования карбидов во время перестаривания.
- От 2% до 2,4%, предпочтительно более 2,1% и предпочтительно менее 2,3% марганца для того, чтобы иметь достаточную способность принимать закалку с целью получения структуры, содержащей по меньшей мере 65% мартенсита, обеспечения прочности при растяжении более 1180 МПа и избежания проблем сегрегации, оказывающей вредное влияние на пластичность.
- От 0,1% до 0,25% хрома для увеличения способности принимать закалку и стабилизирования остаточного аустенита в целях сдерживания образования бейнита в ходе перестаривания.
- Вплоть до 0,5% алюминия, который обычно добавляется к жидкой стали для раскисления. Если содержание Al превышает 0,5%, температура отжига становится слишком высокой для достижения и сталь оказывается трудно поддающейся промышленной обработке. Предпочтительно содержание Al ограничивается содержанием примесей, то есть максимумом в 0,05%.
Содержание Nb ограничено 0,05%, поскольку его более высокие количества приводят к значительному образованию выделений и снижению формуемости, вследствие чего обеспечение 14% полного удлинения оказывается более труднодостижимым.
- Содержание Ti ограничено 0,05%, поскольку его более высокие количества приводят к значительному образованию выделений и снижению формуемости, вследствие чего обеспечение 14% полного удлинения оказывается более труднодостижимым.
Остальное является железом и остаточными элементами, образующимися при производстве стали. В этом отношении Ni, Mo, Cu, V, В, S, Р и N рассматриваются по меньшей мере как остаточные элементы, которые являются неизбежными примесями. Поэтому их содержание составляет менее 0,05% для Ni, 0,02% для Мо, 0,03% для Cu, 0,007% для V: 0,0010% для В, 0,007% для S, 0,02% для Р и 0,010% для N.
Лист изготавливается горячей прокаткой и, не обязательно, холодной прокаткой согласно способам, известным специалистам в данной области.
После прокатки листы подвергаются травлению или очистке, а затем термической обработке.
Термическая обработка, которая предпочтительно выполняется на объединенной линии для непрерывного отжига, содержит этапы:
- Отжига листа при температуре нагрева при отжиге ТА выше температуры фазового перехода Ас3 стали и предпочтительно выше, чем Ас3 + 15°С, то есть выше 850°С для стали согласно изобретению, с тем, чтобы гарантировать получение полностью аустенитной структуры, но ниже 1000°С, чтобы не допускать слишком сильного огрубления аустенитного зерна. Лист выдерживается при температуре нагрева при отжиге, то есть при ТА между -5°С и +10°С, в течение времени, достаточного для гомогенизации химической композиции. Это время предпочтительно составляет более 30 с, но не должно быть более 300 с.
- Закалки листа охлаждением до температуры закалки QT ниже температуры фазового перехода Ms со скоростью охлаждения, достаточной для избежания образования феррита и бейнита. Температура закалки находится между 275°С и 325°С с тем, чтобы сразу после закалки иметь структуру состоящую из аустенита и по меньшей мере 50% мартенсита, при этом содержание аустенита является таким, что конечная структура, то есть структура после обработки и охлаждения до комнатной температуры, может содержать между 3% и 15% остаточного аустенита и между 85% и 97% суммы мартенсита и бейнита без феррита, Скорость охлаждения составляет по меньшей мере 20°С/с, предпочтительно по меньшей мере 30°С/с. Скорость охлаждения по меньшей мере в. 30°С/с необходима для избежания образования феррита в ходе охлаждения от температуры нагрева при отжиге.
- Повторного нагревания листа вплоть до температуры перераспределения РТ между 420°С и 470°С.При осуществлении повторного нагревания с помощью индукционного нагревателя скорость повторного нагревания может быть высокой, но такой, чтобы эта скорость повторного нагревания между 5°С/с и 20°С/с не оказывала заметного воздействия на конечные свойства листа. Таким образом, скорость повторного нагревания предпочтительно составляет между 5°С/с и 20°С/с. Предпочтительно между этапом закалки и этапом повторного нагревания листа до температуры перераспределения РТ лист выдерживается при температуре закалки в течение времени выдержки между 2 с и 8 с, предпочтительно между 3 с и 7 с.
- Выдерживания листа при температуре перераспределения РТ в течение времени между 50 с и 150 с. Выдерживание листа при температуре перераспределения означает, что ходе перераспределения температура РТ листа остается между -10°С и +10°С.
- Остывания листа до комнатной температуры со скоростью охлаждения предпочтительно более 1°С/с с тем, чтобы не допускать образования феррита или бейнита. В настоящий момент эта скорость охлаждения составляет между 2°С/с и 4°С/с.
При такой обработке листы имеют структуру состоящую из от 3% до 15% остаточного аустенита и от 85% до 97% мартенсита и бейнита без феррита. Действительно, благодаря закалке ниже температуры Ms структура содержит мартенсит и по меньшей мере в количестве 50%. Но в таких сталях мартенсит и бейнит очень трудно поддаются различению. Именно поэтому рассматривается только суммарное содержание мартенсита и бейнита. С такой структурой могут быть получены листы, имеющие предел текучести YS по меньшей мере 850 МПа, прочность при растяжении по меньшей мере 1180 МПа, полное удлинение по меньшей мере 14% и коэффициент раздачи отверстия HER согласно стандарту ISO 16630:2009 по меньшей мере 30%.
В качестве примера, лист толщиной 1,2 мм имеющий следующую композицию: С = 0,19%, Si = 1,5%, Mn = 2,2%, Cr = 0,2% с остальным, являющимся Fe и примесями, был получен горячей и холодной прокаткой. Расчетная температура Ms фазового перехода этой стали равна 375°С, точка Ас3 отвечает 835°С.
Образцы такого листа были подвергнуты термической обработке с отжигом, закалкой и перераспределением, т.е. нагреванием до температуры перераспределения и выдержкой при такой температуре, после чего были оценены его механические свойства. Листы были выдержаны при температуре закалки в течение около 3 с.
Сведения по условиям обработки и полученным свойствам представлены в таблице 1, где колонка типа отжига (Отж. тип) определяет, является ли отжиг межкритическим (IA) или полностью аустенитным (Полн. γ).
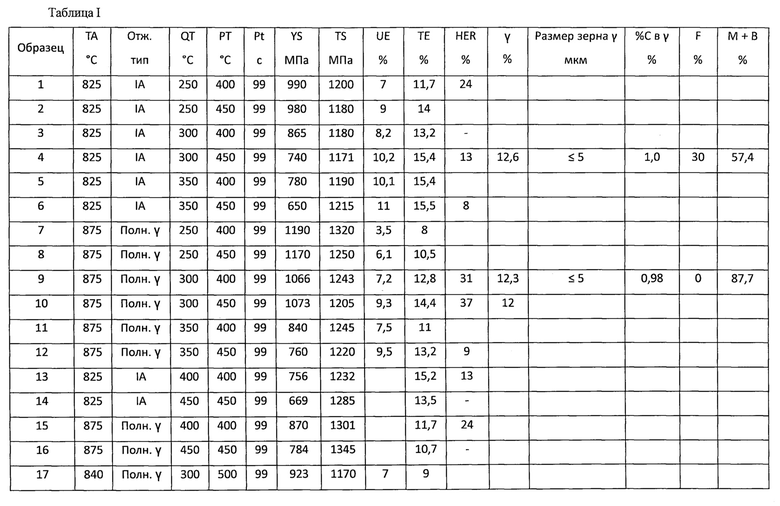
В этой таблице ТА - температура нагрева при отжиге, QT - температура закалки, РТ - температура перераспределения, Pt - время перераспределения, YS - предел текучести, TS - прочность при растяжении, UE - равномерное относительное удлинение. ТЕ - полное удлинение. HER - коэффициент раздачи отверстия согласно стандарту ISO, γ - доля содержания остаточного аустенита в структуре, размер зерна у - средний размер зерна аустенита, %С в γ - количество углерода остаточного аустенита, F представляет количество феррита в структуре и М+В - суммарное количество мартенсита и бейнита в структуре.
В таблице I пример 10 является примером согласно изобретению, и все его свойства превосходят минимально требуемые качества. Как показано на фигуре, его структура содержит 11,2% остаточного аустенита и 88,8% суммы мартенсита и бейнита.
Примеры 1-6, которые относятся к образцам, отожженным при межкритической температуре, показывают, что даже если полное удлинение превышает 14%, что имеет место только для образцов 4, 5 и 6, коэффициент раздачи отверстия оказывается слишком низким.
Примеры 13-16, которые относятся к известному уровню техники, то есть к листам, которые не подвергались закалке при температуре ниже точки Ms (QT выше Ms, а РТ равна QT), показывают, что при такой термической обработке, даже если прочность при растяжении оказывается очень хорошей (выше 1220 МПа), предел текучести не очень высок (ниже 780), когда отжиг является межкритическим, а формуемость (коэффициент раздачи отверстия) во всех случаях недостаточна (ниже 30%).
Примеры 7-12, все из которых относятся к образцам, которые были отожжены при температуре выше Ас3, то есть имели полностью аустенитную структуру, показывают, что единственным способом достижения целевых свойств является применение температуры закалки 300°С (+/-10) и температуры перераспределения 450°С (+/-10). При таких условиях возможно получение предела текучести более 850 МПа и даже более 950 МПа, прочности при растяжении более 1180 МПа, полного удлинения более 14% и коэффициента раздачи отверстия более 30%. Пример 17 показывает, что температура перераспределения выше 470°С не позволяет обеспечить получение целевых свойств.

Способ получения высокопрочного стального листа, обладающего пределом текучести YS по меньшей мере 850 МПа, прочностью при растяжении TS по меньшей мере 1180 МПа, полным удлинением по меньшей мере 14% и коэффициентом раздачи отверстия HER по меньшей мере 30%. Композиция стали содержит в мас.%: 0,15≤С≤0,25, 1,2≤Si≤1,8, 2≤Mn≤2,4, 0,1≤Cr≤0,25, Nb≤0,05, Ti≤0,05, Al≤0,50 и остальное, являющееся Fe и неизбежными примесями. Данный лист отжигают при температуре отжига ТА выше Ас3, но ниже 1000°С в течение времени более 30 с, посредством охлаждения его до температуры закалки QT между 275°С и 325°С со скоростью охлаждения, достаточной для получения сразу после отжига структуры, состоящей из аустенита и по меньшей мере 50% мартенсита, при этом содержание аустенита является таким, что конечная структура содержит 3-15% остаточного аустенита и 85-97% суммы мартенсита и бейнита без феррита, нагревают до температуры перераспределения РТ 420-470°С, выдерживают при этой температуре в течение времени 50-150 с и охлаждают до комнатной температуры. Полученный стальной лист обладает улучшенной пластичностью и улучшенной формуемостью. 2 н. и 12 з.п. ф-лы, 1 ил., 1 табл.
1. Способ получения высокопрочного стального листа, обладающего улучшенной пластичностью и улучшенной формуемостью, при этом данный стальной лист имеет предел текучести YS по меньшей мере 850 МПа, предел прочности TS по меньшей мере 1180 МПа, полное удлинение по меньшей мере 14% и коэффициент раздачи отверстия HER по меньшей мере 30%, с помощью термической обработки листа, изготовленного из стали, имеющей химический состав, содержащий в мас.%:
0,15≤С≤0,25
1,2≤Si≤1,8
2≤Mn≤2,4
0,1≤Cr≤0,25
Nb≤0,05
Ti≤0,05
Al≤0,50
с остальным, представленным Fe и неизбежными примесями,
и при этом термическая обработка содержит следующие этапы:
отжиг листа при температуре отжига ТА выше, чем Ас3, но ниже 1000°С, в течение времени более 30 с,
закалку листа охлаждением до температуры закалки QT 275-325°С со скоростью охлаждения, достаточной для получения структуры, сразу после закалки, состоящей из аустенита и по меньшей мере 50% мартенсита, при этом содержание аустенита является таким, что стальной лист имеет конечную структуру, то есть структуру после термической обработки и охлаждения до комнатной температуры, содержащую 3-15% остаточного аустенита и 85-97% суммарно мартенсита и бейнита без феррита,
нагрев листа до температуры перераспределения РТ 420-470°С и выдерживание листа при этой температуре в течение времени перераспределения Pt 50-150 с, и охлаждение листа до комнатной температуры.
2. Способ по п. 1, в котором химический состав стали таков, что Al≤0,05%.
3. Способ по п. 1, в котором скорость охлаждения при закалке составляет по меньшей мере 20°С/с, предпочтительно по меньшей мере 30°С/с.
4. Способ по п. 2, в котором скорость охлаждения при закалке составляет по меньшей мере 20°С/с, предпочтительно по меньшей мере 30°С/с.
5. Способ по любому из пп. 1-4, также содержащий этап выдерживания листа при температуре закалки QT в течение времени выдержки 2-8 с, предпочтительно 3-7 с,
выполняемый после резкого охлаждения листа до температуры закалки QT и перед нагревом листа до температуры перераспределения РТ.
6. Способ по любому из пп. 1-4, в котором температура нагрева при отжиге ТА превышает 850°С.
7. Способ по п. 5, в котором температура нагрева при отжиге ТА превышает 850°С.
8. Листовая сталь, в которой химический состав стали содержит в мас.%:
0,15≤С≤0,25
1,2≤Si≤1,8
2,1≤Mn≤2,3
0,1≤Cr≤0,25
Nb≤0,05
Ti≤0,05
Al≤0,5,
при этом остальное является Fe и неизбежными примесями, стальной лист имеет предел текучести по меньшей мере 850 МПа, предел прочности по меньшей мере 1180 МПа, полное удлинение по меньшей мере 14% и коэффициент раздачи отверстия HER по меньшей мере 30%, при этом данный стальной лист имеет структуру, состоящую из 3-15% остаточного аустенита и 85-97% мартенсита и бейнита без феррита.
9. Стальной лист по п. 8, в котором предел текучести составляет более 950 МПа.
10. Стальной лист по п. 8, в котором химический состав стали таков, что Al≤0,05%.
11. Стальной лист по п. 9, в котором химическая композиция данного листа является такой, что Al≤0,05%.
12. Стальной лист по любому из пп. 8-11, в котором содержание углерода в остаточном аустените составляет по меньшей мере 0,9%, предпочтительно по меньшей мере 1,0%.
13. Стальной лист по любому из пп. 8-11, в котором средний размер зерна аустенита составляет не более 5 мкм.
14. Стальной лист по п. 12, в котором средний размер зерна аустенита составляет не более 5 мкм.
| US 2006011274 A1, 19.01.2006 | |||
| WO 2006106733 A1, 12.10.2006 | |||
| WO 2007142197 A1, 13.12.2007 | |||
| ГИДРОЗОЛОУЛОВИТЕЛЬ-ТЕПЛОУТИЛИЗАТОР | 2013 |
|
RU2524970C1 |
| CN 102149840 A, 10.08.2011 | |||
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ МАРТЕНСИТНОГО КЛАССА И ДЕФОРМАЦИОННО-ТЕРМИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2474623C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ХОЛОДНОКАТAНЫХ И ОТОЖЖЕННЫХ СТАЛЬНЫХ ЛИСТОВ И ЛИСТЫ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ | 2008 |
|
RU2437945C2 |

