Настоящее изобретение относится к изготовлению высокопрочного стального листа с покрытием или без покрытия с улучшенным пределом прочности на растяжение и. улучшенным общим удлинением и листам, полученные этим способом.
Для изготовления различного оборудования, такого как конструктивные детали и панели кузова для автомобильных транспортных средств, в настоящее время обычно используют непокрытые электрооцинкованные, оцинкованные или оцинкованные отожженные листы изготовленные из DP (двухфазных) сталей, многофазных или мартенситных сталей.
Например, высокопрочная многофазная сталь может включать бейнитно-мартенситную структуру с/без некоторым количеством остаточного аустенита и содержит около 0,2% С, около 2% Mn, около 1,5% Si, что приводит к пределу прочности на растяжение около 750 МПа, пределу прочности на разрыв около 980 МПа, общему удлинению около 10%. Эти листы производят на линии непрерывного отжига путем закалки от температуры отжига выше, чем температура превращения Ас3, до температуры перестаривания выше температуры превращения Ms и выдержки листа при температуре в течение заданного времени. Необязательно лист оцинковывают или оцинковывают и отжигают.
Для уменьшения веса автомобильных деталей с целью повышения их эффективности использования топлива с учетом глобальной охраны окружающей среды, желательно иметь листы с улучшенным соотношением прочность-пластичность. Но такие листы должны также иметь подходящую формуемость.
В связи с этим было предложено изготавливать листы из так называемой закаленной и распределенной стали с улучшенными механическими свойствами и подходящей формуемостью. Целевыми являются листы с покрытием или без покрытия (непокрытые), имеющие предел прочности на растяжение TS около 1470 МПа и общее удлинение, по меньшей мере, 19%. Эти свойства являются целевыми, по меньшей мере, когда лист не покрыт или не оцинкован.
Когда лист оцинкован, целевыми являются предел прочности на растяжение TS, по меньшей мере, 1470 МПа и общее удлинение, по меньшей мере, 15%, предпочтительно, по меньшей мере, 16%.
Поэтому целью настоящего изобретения является создание такого листа и способ его изготовления.
Поэтому настоящее изобретение относится к способу изготовления холоднокатаного стального листа, имеющего предел прочности на растяжение TS, по меньшей мере, 1470 МПа и общее удлинение ТЕ, по меньшей мере, 16%, причем способ включает последовательные стадии:
- отжига при температуре отжига AT холоднокатаного стального листа из стали, химический состав которой содержит в массовых %:
0,34% ≤ С ≤ 0,40%
1,50% ≤ Mn ≤ 2,30%
1,50 ≤ Si ≤ 2,40%
0% ≤ Cr ≤ 0,7%
0% ≤ Мо ≤ 0,3%
0,01% ≤ Аl ≤ 0,08%
и необязательно 0% ≤ Nb ≤ 0,05%,
остальное Fe и неизбежные примеси, температура отжига AT равна или выше температуры превращения стали Ас3, для получения отожженного стального листа,
- закалки отожженного стального листа его охлаждением до температуры закалки QT более низкой, чем температура превращения стали Ms, обычно между 150°С и 250°С, чтобы получить закаленный стальной лист, и,
- проведения обработки перераспределения повторным нагревом закаленного стального листа при температуре перераспределения РТ между 350°С и 450°С и выдержки стального листа при этой температуре в течение времени перераспределения Pt между 15 секундами и 250 секундами.
Предпочтительно во время закалки отожженный стальной лист охлаждают до указанной температуры закалки с достаточно высокой скоростью охлаждения, чтобы избежать образования феррита при охлаждении, чтобы получить закаленный лист, имеющий структуру, состоящую из мартенсита и аустенита.
Предпочтительно температура отжига AT составляет между 870°С и 930°С.
В соответствии с осуществлением общее удлинение ТЕ холоднокатаного стального листа составляет, по меньшей мере, 19%, состав стали таков, что 0% ≤ Cr ≤ 0,5%, 0% < Мо ≤ 0,3% и время перераспределения составляет между 15 секундами и 150 секундами. Предпочтительно в соответствии с этим осуществлением Nb не добавляют.
Таким образом, согласно этому осуществлению изобретение относится к способу получения холоднокатаного стального листа, имеющего предел прочности на растяжение. TS, по меньшей мере, 1470 МПа и общее удлинение ТЕ, по меньшей мере, способ включает последовательные стадии:
- отжига при температуре отжига AT холоднокатаного стального листа, из стали, химический состав которой содержит в массовых %:
0,34% ≤ С ≤ 0,40%
1,50% ≤ Mn ≤ 2,30%
1,50 ≤ Si ≤ 2,40%
0% ≤ Cr ≤ 0,5%
0% ≤ Мо ≤ 0,3%
0,01% ≤ Al ≤ 0,08%
остальное Fe и неизбежные примеси, температура отжига AT равна или выше, чем температура превращения стали Ас3, чтобы получить отожженный стальной лист,
- закалки отожженного стального листа его охлаждением до температуры закалки QT более низкой, чем температура превращения стали Ms, обычно между 150°С и 250°С для получения закаленного стального листа, и
- выполнения обработки перераспределения повторным нагревом закаленного стального листа при температуре перераспределения РТ между 350°С и 450°С и выдержки стального листа при этой температуре в течение времени перераспределения Pt между 15 секундами и 150 секундами.
В двух осуществлениях, после перераспределения стальной лист охлаждают до комнатной температуры, чтобы получить стальной лист без покрытия.
В первом из этих двух осуществлений состав стали таков, что 0,36% ≤ С ≤ 0,40%, Cr < 0,05% и Мо < 0,05%, температура закалки составляет между 190°С и 210°С, и время перераспределения Pt составляет между 90 секундами и 110 секундами.
Во втором из этих двух осуществлений состав стали таков, что 0,34% ≤ С ≤ 0,37%, 0,35% ≤ Cr ≤ 0,45% и 0,07% ≤ Мо ≤ 0,20%, температура закалки составляет между 200°С и 230°С, и время перераспределения Pt составляет между 25 секундами и 120 секундами.
Предпочтительно непокрытую холоднокатаную сталь затем проводят электролитическое цинкование.
В другом осуществлении после перераспределения стальной лист оцинковывают, затем охлаждают до комнатной температуры, чтобы получить стальной лист с покрытием, состав стали таков, что 0,34% ≤ С ≤ 0,37%, 0,35% ≤ Cr ≤ 0,45% и 0,07% ≤ Mo ≤ 0,20%, температура закалки составляет между 200° и 230°С, и время перераспределения Pt составляет между 25 секундами и 55 секундами.
Таким образом, в предпочтительном осуществлении состав стали таков, что, 0,35% ≤ Cr ≤ 0,45% и 0,07% ≤ Mo ≤ 0,20%, и предпочтительно таков, что 0,34% ≤ C ≤ 0,37%.
В этом предпочтительном осуществлении, если после перераспределения стальной лист охлаждают до комнатной температуры, чтобы получить непокрытый стальной лист, температура закалки предпочтительно составляет между 200°С и 230°С, и время перераспределения Pt, предпочтительно составляет между 15 секундами и 120 секундами.
Также в этом предпочтительном осуществлении, если после перераспределения стальной лист оцинковывают, затем охлаждают до комнатной температуры, чтобы получить стальной лист с покрытием, температура закалки предпочтительно составляет между 200°С и 230°С, и время перераспределения Pt предпочтительно составляет между 25 секундами и 55 секундами.
В соответствии с другим осуществлением состав стали таков, что 0,46% ≤ Cr ≤ 0,7% и/или 0,03% ≤ Nb ≤ 0,05%, и предпочтительно таков, что 0% ≤ Мо ≤ 0,005%.
В соответствии с этим осуществлением после перераспределения предпочтительно на стальной лист наносят покрытие, затем охлаждают до комнатной температуры, чтобы получить стальной лист с покрытием.
В соответствии с этим осуществлением стадия нанесения покрытия является, например, стадией цинкования. Предпочтительно температура закалки составляет между 200°С и 230°С, и время перераспределения Pt составляет между 50 секундами и 250 секундами.
Стадия нанесения покрытия может быть стадией цинкования с температурой сплавления GA между 470 и 520°С, предпочтительно между 480°С и 500°С, лист выдерживают при температуре сплавления GA в течение времени между 5 секундами и 15 секундами. Предпочтительно температура закалки затем составляет между 200°С и 230°С, и время перераспределения Pt между 40 с и 120 с.
Изобретение относится также к стальному листу с покрытием или без покрытия, изготовленному из стали, химический состав которой включает в массовых %:
0,34% ≤ С ≤ 0,40%
1,50% ≤ Mn ≤ 2,30%
1,50 ≤ Si ≤ 2,40%
0% ≤ Cr ≤ 0,7%
0% ≤ Мо ≤ 0,3%
0,01% ≤ Аl ≤ 0,08%
и необязательно 0% ≤ Nb ≤ 0,05%,
остальное Fe и неизбежные примеси, структура включает, по меньшей мере, 60% мартенсита и между 12% и 15% остаточного аустенита, предел прочности на растяжение составляет, по меньшей мере, 1470 МПа, и общее удлинение составляет, по меньшей мере, 16%.
В конкретном осуществлении сталь такова, что 0% < Cr ≤ 0,5% и 0% < Мо ≤ 0,3%.
Общее удлинение листа составляет предпочтительно, по меньшей мере, 19%.
Таким образом, изобретение относится, в частности, к стальному листу с покрытием или без покрытия, изготовленному из стали, химический состав которой включает в массовых %:
0,34% ≤ С ≤ 0,40%
1,50% ≤ Mn ≤ 2,30%
1,50 ≤ Si ≤ 2,40%
0% < Cr ≤ 0,5%
0% < Мо ≤ 0,3%
0,01% ≤ Al ≤ 0,08%
остальное Fe и неизбежные примеси, структура включает, по меньшей мере, 60% мартенсита и между 12% и 15% остаточного аустенита, предел прочности на растяжение составляет, по меньшей мере, 1470 МПа, и общее удлинение составляет, по меньшей мере, 19%.
В конкретном осуществления стальной лист является непокрытым, состав стали таков, что 0<Cr < 0,05% и 0 < Мо < 0,05%, и предел прочности на разрыв выше 1150 МПа. Предпочтительно без добавления Nb.
В другом осуществлении стальной лист является непокрытым, состав стали таков, что 0,35 ≤ Cr ≤ 0,45% и 0,07 ≤ Мо ≤ 0,20%, и предел прочности на разрыв выше 880 МПа, предел прочности на растяжение выше 1520 МПа, и общее удлинение составляет, по меньшей мере, 20%. Предпочтительно без добавления Nb.
В другом осуществлении стальной лист является оцинкованным, состав стали таков, что 0,35% ≤ Cr ≤ 0,45% и 0,07% ≤ Мо ≤ 0,20%, предел прочности на разрыв выше 1510 МПа и общее удлинение составляет, по меньшей мере, 20%. Предпочтительно без добавления Nb.
Таким образом, в соответствии с предпочтительным осуществлением состав стали таков, что 0,35% ≤ Cr ≤0,45% и 0,07% ≤ Мо ≤ 0,20%. Если лист без покрытия, предел прочности на разрыв может быть выше 880 МПа, предел прочности на растяжение выше 1520 МПа и общее удлинение, по меньшей мере, 20%. Если лист оцинкован, предел прочности на разрыв может быть выше 1510 МПа и общее удлинение, по меньшей мере, 20%.
В соответствии с другим предпочтительным осуществлением состав стали таков, что 0,46% ≤ Cr ≤ 0,7%, и/или 0,03% ≤ Nb ≤ 0,05%. Предпочтительно состав стали таков, что 0% ≤ Мо ≤ 0,005%.
Предпочтительно в этом предпочтительным осуществлением, по меньшей мере, одна поверхность листа является оцинкованной или оцинкованной с отжигом.
Изобретение далее будет описано в деталях, но без введения ограничений.
В соответствии с изобретением лист получают термообработкой горячекатаного или предпочтительно холоднокатаного необработанного стального листа, изготовленного из стали, химический состав которой содержит в массовых %:
- 0,34% - 0,40% углерода, чтобы обеспечить удовлетворительную прочность и улучшить стабильность остаточного аустенита. Это необходимо для того, чтобы получить достаточное удлинение. Если содержание углерода слишком высокое, горячекатаный лист слишком твердый для холодной прокатки и свариваемость является недостаточной.
- 1,50% - 2,40% кремния, чтобы стабилизировать аустенит для обеспечения твердорастворного упрочнения и задерживать формирование карбидов во время перераспределения с соответствующими процедурами, чтобы предотвратить образование оксидов кремния на поверхности листа, которые ухудшают покрываемость.
- 1,50% - 2,30% марганца, чтобы иметь достаточную прокаливаемость для получения структуры, содержащей, по меньшей мере, 60% мартенсита, предел прочности на растяжение более 1470 МПа и, чтобы избежать проблем сегрегации, которые ухудшают пластичность.
- 0% - 0,3% молибдена и 0% - 0,7% хрома для увеличения прокаливаемости и для стабилизации остаточного аустенита, чтобы значительно снизить разложение аустенита в процессе перераспределения. Абсолютное нулевое значение исключается из-за остаточных количеств. В соответствии с осуществлением состав включает от 0% до 0,5% хрома. Когда стальной лист без покрытия, молибден и хром могут быть исключены, и их содержание может оставаться менее 0,05% каждого. Когда стальной лист является оцинкованным, содержание молибдена предпочтительно составляет от 0,07% до 0,20%, и содержание хрома предпочтительно составляет от 0,35% до 0,45%. В качестве альтернативы, когда лист покрыт, в частности, оцинкован с отжигом, содержание молибдена предпочтительно ниже 0,005%, и содержание хрома предпочтительно составляет от 0,46% до 0,7%. Содержание молибдена ниже 0,005% соответствует наличию молибдена только в качестве примеси или остаточного содержания.
-0,01% - 0,08% алюминия, который обычно добавляют к жидкой стали с целью раскисления, предпочтительно.
Остальное железо и остаточные элементы или неизбежные примеси при изготовлении стали. В этом отношении Ni, Cu, V, Ti, В, S, Р и N, по меньшей мере, рассматриваются как остаточные элементы, которые являются неизбежными примесями. Поэтому, как правило, их содержание составляет менее 0,05% для Ni, 0,05 для Cu, 0,007% для V, 0,001% для В, 0,005% для S, 0,02% для Р и 0,010% для N.
Добавление микролегирующих элементов, таких как Nb от 0 до 0,05% и/или Ti от 0 до 0,1% может быть использовано для получения искомой микроструктуры и оптимального сочетания свойств продукта.
В частности, когда лист с покрытием, Nb может быть добавлен в количестве до 0,05%. В соответствии с осуществлением содержание Nb предпочтительно составляет от 0,03 до 0,05%. В соответствии с этим осуществлением лист предпочтительно покрыт цинкованием или цинкованием с отжигом. Содержание Nb от 0,03 до 0,05% позволяет получить удовлетворительный предел прочности на растяжение и удлинение, в частности, предел прочности на растяжение, по меньшей мере, 1470 МПа и удлинение, по меньшей мере, 16%, когда лист покрыт цинкованием или цинкованием с отжигом.
Таким образом, когда лист с покрытием, в частности, путем цинкования с отжигом, состав может включать Nb в количестве от 0,03% до 0,05%, Cr в количестве от 0,46% до 0,7%, и без добавления Мо.
Необработанный стальной лист представляет собой холоднокатаный лист изготовленный в соответствии со способами, известными специалистам в данной области техники.
После прокатки листы протравливают кислотой или очищают, затем подвергают термообработке и необязательно горячему покрытию.
Термообработка, которую предпочтительно выполняют непрерывным отжигом, когда лист без покрытия, и на линии горячего покрытия, когда стальной лист с покрытием, включает следующие последовательные стадии:
- отжига холоднокатаного листа при температуре отжига AT равной или выше, чем температура превращения стали Ас3, и предпочтительно выше Ас3 + 15°С, чтобы получить отожженный стальной лист, имеющий полностью аустенитную структуру, но менее 1000°С, чтобы не слишком укрупнять аустенитное зерно. Обычно температура выше 870°С является достаточной для стали в соответствии с изобретением, и эта температура не должна быть выше 930°С. Затем стальной лист выдерживают при этой температуре, т.е. выдерживают между AT - 5°С и AT + 10°С, в течение времени, достаточного для выравнивания температуры в стали. Предпочтительно это время более 30 секунд, но не должно быть более 300 секунд. Для нагрева до температуры отжига холоднокатаный стальной лист, например, сначала нагревают до температуры около 600°С со скоростью, как правило, ниже 20°С/с, затем снова нагревают до температуры около 800°С со скоростью, как правило, ниже 10°С/с, и в конечном счете нагревают до температуры отжига AT со скоростью нагрева ниже 5°С/с. В этом случае лист выдерживают при температуре отжига в течение времени между 40 и 150 секундами.
- закали отожженного листа охлаждением до температуры закалки QT более низкой, чем температура превращения Ms между 150°С и 250°С при достаточно высокой скорости охлаждения, чтобы избежать образования феррита при охлаждении, предпочтительно, более 35°C/сек, чтобы получить закаленный лист, имеющий структуру, состоящую из мартенсита и аустенита, поэтому конечная структура содержит, по меньшей мере, 60% мартенсита и между 12% и 15% аустенита. Если сталь содержит менее 0,05% молибдена и менее 0,05% хрома, температура закалки предпочтительно составляет между 190°С и 210°С. Когда стальной лист должен быть оцинкован и когда химический состав стали таков, что 0,34% ≤ C ≤ 0,37%, 0,35% ≤ Cr ≤ 0,45% и 0,07% ≤ Мо ≤ 0,20%, температура закалки предпочтительно составляет между 200°С и 230°С. Когда состав стали таков, что 0,46% ≤ Cr ≤ 0,7% и 0% ≤ Мо ≤ 0,005%, температура закалки также предпочтительно составляет между 200°С и 230°С.
- повторного нагрева закаленного листа до температуры перераспределения РТ между 350°С и 450°С. Скорость нагрева предпочтительно составляет, по меньшей мере, 30°С/с.
- выдержки листа при температуре перераспределения РТ в течение времени перераспределения Pt между 15 сек и 250 сек, например, между 15 сек и 150 сек. Во время стадии перераспределения углерод распределяется, т.е. диффундирует из мартенсита в аустенит, который, таким образом, обогащается.
- необязательно, охлаждения листа до комнатной температуры, если отсутствует необходимость в покрытии, или нагрева листа до температуры горячего покрытия листа и его охлаждения до комнатной температуры, если необходимо покрытие. Горячее покрытие представляет собой, например, цинкование, и температура покрытия составляет около 460°С, как известно в данной области техники.
Нагрев до температуры покрытия выполняют предпочтительно со скоростью нагрева, по меньшей мере, 30°/с, и покрытие занимает от 2 до 10 секунд.
В соответствии с конкретным осуществлением горячее покрытие является цинкованием. В этом осуществлении время перераспределения предпочтительно составляет между 40 с и 120 с, например, более или равно 50 с и/или менее или равное 100 с.
Лист нагревают от температуры перераспределения РТ до температуры нанесения покрытия, которая в данном случае является температурой сплавления, и охлаждают до комнатной температуры после цинкования с отжигом.
Нагрев до температуры сплавления выполняют предпочтительно со скоростью нагрева, по меньшей мере, 20°С/с, предпочтительно, по меньшей мере, 30°С/с.
Предпочтительно температура сплавления ниже 520°C и выше 470°С. Более предпочтительно температура сплавления менее или равна 500°С, и/или выше или равна 480°С.
Лист выдерживают при температуре сплавления в течение времени, которое составляет, например, между 5 секундами и 20 секундами, предпочтительно между 5 с и 15 с, например, между 8 с и 12 с. Действительно, выдержка листа при температуре сплавления в течение более 20 с, приводит к уменьшению пластичности, в частности, к снижению общего удлинения листа.
При нанесении покрытия или без покрытия, скорость охлаждения до комнатной температуры предпочтительно составляет между 3 и 20°С/с.
Когда лист без покрытия и сталь содержит предпочтительно менее 0,05% хрома и менее 0,05% молибдена, время перераспределения предпочтительно составляет между 90 сек и 110 сек. С помощью такой обработки можно получить листы, имеющие предел текучести более 1150 МПа, предел прочности более 1470 МПа и общее удлинение более 19%.
Когда лист без покрытия и сталь содержит 0,35-0,45% хрома и 0,07-0,20% молибдена, время перераспределения предпочтительно составляет между 15 сек и 120 сек. С помощью такой обработки можно получить листы, имеющие предел текучести более 880 МПа, предел прочности более 1520 МПа и общее удлинение более 20%.
Когда лист с покрытием, состав и параметры обработки предпочтительно регулируют в соответствии с двумя следующими осуществлениями.
В соответствии с первым осуществлением, когда лист с покрытием, сталь содержит предпочтительно между 0,35% и 0,45% хрома и между 0,07% - 0,20% молибдена, и время перераспределения Pt предпочтительно составляет между 25 секундами и 55 секундами. В этих условиях даже можно получить стальной лист с покрытием, имеющий предел прочности выше 1510 МПа и общее удлинение, по меньшей мере 20%.
В соответствии со вторым осуществлением, когда лист с покрытием, сталь может включать между 0,46 и 0,7% хрома, менее 0,005% Мо и между 0,03 и 0,05% Nb. С этим составом время перераспределения предпочтительно выше 30 с, более предпочтительно выше или равно 50 с.
Когда лист покрыт цинкованием, время перераспределения может достигать 230 секунд.
Когда лист покрыт цинкованием с отжигом, время перераспределения Pt предпочтительно составляет между 40 секундами и 120 секундами, более предпочтительно между 50 и 100 секундами. Температура сплавления предпочтительно составляет между 470°С и 520°С, более предпочтительно между 480°С и 500°С.
Лист предпочтительно выдерживают при температуре сплавления в течение менее 20 с, предпочтительно менее 15 сек и более 5 с. В этих условиях можно получить оцинкованный с отжигом стальной лист, имеющий предел прочности выше 1470 МПа, даже выше 1510 МПа и общее удлинение, по меньшей мере, 16%.
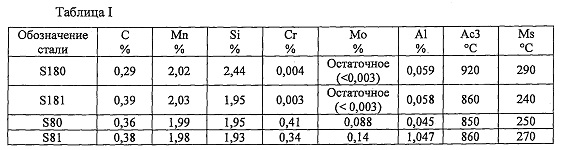
В качестве примеров и сравнения, были изготовлены листы из сталей, массовый состав которых и характеристические температуры, такие как Ас3 и Ms, приведены в таблице I.
Листы подвергают холодной прокатки, отжигают, закаливают, разделяют и охлаждают до комнатной температуры, или оцинковывают после перераспределения, затем охлаждают до комнатной температуры.
Механические свойства измеряют в поперечном направлении по отношению к направлению прокатки. Как хорошо известно, в данной области техники, уровень пластичности в направлении прокатки немного лучше, чем в поперечном направлении, для такой высокопрочной стали. Определенными свойствами являются коэффициент раздачи отверстия HER, измеряемый в соответствии со стандартом ISO 16630:2009, предел текучести YS, предел прочности на растяжение TS, однородное удлинение UE и общее удлинение ТЕ.
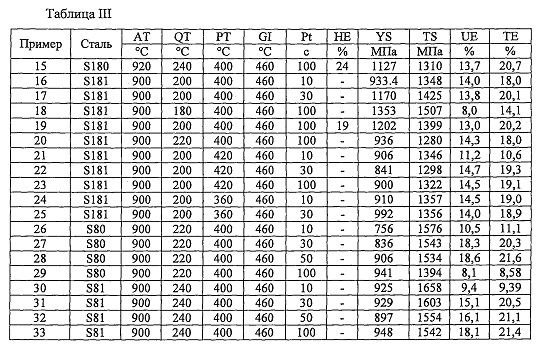
Условия обработки и механические свойства приведены в таблице II для листов без покрытия и в таблице III, для листов с покрытием.
В этих таблицах AT является температурой отжига, QT температура закалки, РТ температура перераспределения. В таблице II, GI является температурой цинкования.

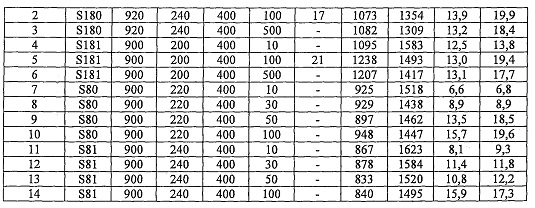
Примеры 1-14 показывают, что только со сталью S181, которая не содержит ни хрома, ни молибдена, и сталью S80, которая содержит и хром и молибден, можно достичь искомые свойства, т.е. TS ≥ 1470 МПа и ТЕ ≥ 19%. В сплаве S181, искомые свойства достигаются при температуре закалки QT 200°С и времени перераспределения 100 секунд. В этом случае предел прочности на разрыв превышает 1150 МПа. В сплаве S80, который содержит хром и молибден, искомые свойства достигаются при температуре закалки QT 220°С и времени перераспределения между 30 и 100 секундами (примеры 7-10). В этом случае предел прочности на растяжение выше 1520 МПа и общее удлинение составляет более 20%. Кроме того, стоит отметить, что все примеры, содержащие Cr и Мо (7-14), имеют предел прочности на разрыв значительно ниже, чем в примерах 1-6, относящихся к стали без Cr и Мо.
Примеры 15-33, показывают, что только примеры, соответствующие сталям, содержащим Cr и Мо способны достичь искомых свойств, когда листы оцинкованы (примеры 27-28). Для стали S80 температура закалки должна быть 220°С и время перераспределения 10 секунд слишком короткое время, в то время как время перераспределения 100 секунд слишком длительное. Когда сталь не содержит Cr и не содержит Мо, предел прочности на разрыв всегда остается ниже 1470 МПа.
Другие листы, изготовленные из сплава, имеющего состав, показанный в таблице IV, были холоднокатаными, отожженными, закаленными, разделенными, оцинкованными или оцинкованными с отжигом и охлажденными до комнатной температуры.

Механические свойства листов были измерены в поперечном направлении по отношению к направлению прокатки. Как хорошо известно, в данной области техники, уровень пластичности в направлении прокатки немного лучше, чем в поперечном направлении, для такой высокопрочной стали. Определенными свойствами являются коэффициент раздачи отверстия HER, измеренный в соответствии со стандартом ISO 16630:2009, предел прочности на разрыв YS, предел прочности на растяжение TS, равномерное удлинение UE и общее удлинение ТЕ.
Условия обработки и механические свойства оцинкованных листов представлены в таблице V.
В этой таблице GI является температурой цинкования.
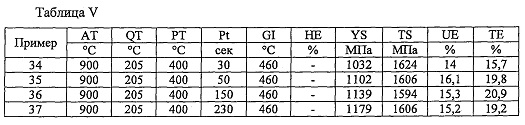
Примеры 35-37 показывают, что в случае стали, содержащей большое количество хрома и ниобия и меньшее количество молибдена, искомые свойства, то есть TS≥1470 МПа и ТЕ≥19%, могут быть достигнуты со временем перераспределения более 30 с, в частности, по меньшей мере, 50 с.
Условия обработки и механические свойства оцинкованных и отожженных листов представлены в таблице VI.
В таблице VI TGA является температурой сплавления и tGA является временем выдержки при этой температуре сплавления TGA.
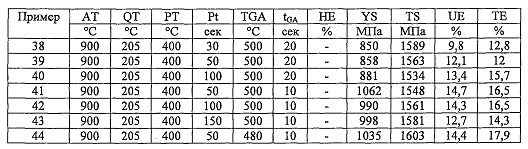
Примеры 38-44 показывают, что время перераспределения Pt между 40 секундами и 120 секундами, в частности, между 50 и 100 секундами позволяет получить оцинкованный и отожженный стальной лист, имеющий предел прочности на разрыв выше 1510 МПа и общее удлинение, по меньшей мере, 16%.
В частности, пример 44 показывает, что температура сплавления 480°С и время выдержки при температуре сплавления 10 с позволяют получить предел прочности на разрыв более 1510 МПа и общее удлинение более 16%, даже более 17%.
Изобретение относится к стальному листу с покрытием, изготовленным из стали, имеющей химический состав, включающий в себя, мас. %: 0,34% ≤ C ≤ 0,40%, 1,50% ≤ Mn ≤ 2,30%, 1,50 ≤ Si ≤ 2,40%, 0,35% ≤ Cr ≤ 0,45%, 0,07% ≤ Мо ≤ 0,20%, 0,01% ≤ Al ≤ 0,08% и 0% ≤ Nb ≤ 0,05%, остальное Fe и неизбежные примеси, при этом стальной лист с покрытием имеет структуру, включающую в себя по меньшей мере 60% мартенсита и 12-15% остаточного аустенита, причем стальной лист с покрытием является оцинкованным, а также стальной лист с покрытием имеет предел прочности по меньшей мере 1470 МПа и общее удлинение по меньшей мере 16%. Также раскрыт способ изготовления стального листа с покрытием, имеющего предел прочности TS по меньшей мере 1470 МПа и общее удлинение TE по меньшей мере 16%, при этом способ включает следующие последовательные стадии: нагрев до температуры АТ холоднокатаного стального листа, выполненного из стали указанного выше состава, причем температура АТ выше, чем температура превращения стали Ас3, охлаждение нагретого стального листа до температуры QT более низкой, чем температура превращения стали Ms, и находящейся в диапазоне от 200 до 230°C, и перераспределяющую обработку повторным нагревом стального листа до температуры перераспределения PT 350-450°С с выдержкой стального листа при этой температуре в течение времени перераспределения Pt 25-55 с, при этом после перераспределения стальной лист оцинковывают и охлаждают до комнатной температуры для получения стального листа с покрытием. Также раскрыт вариант указанного выше стального листа и вариант способа его получения. Технический результат – изготовление сверхпрочного стального листа с улучшенным пределом прочности на растяжение и улучшенным общим удлинением. 4 н. и 15 з.п. ф-лы, 6 табл., 44 пр.
1. Стальной лист с покрытием, изготовленный из стали, имеющей химический состав, включающий в себя, мас. %:
0,34% ≤ C ≤ 0,40%
1,50% ≤ Mn ≤ 2,30%
1,50 ≤ Si ≤ 2,40%
0,35% ≤ Cr ≤ 0,45%
0,07% ≤ Мо ≤ 0,20%
0,01% ≤ Al ≤ 0,08%
и 0% ≤ Nb ≤ 0,05%,
остальное Fe и неизбежные примеси, при этом стальной лист с покрытием имеет структуру, включающую в себя по меньшей мере 60% мартенсита и 12-15% остаточного аустенита, причем стальной лист с покрытием является оцинкованным, а также стальной лист с покрытием имеет предел прочности по меньшей мере 1470 МПа и общее удлинение по меньшей мере 16 %.
2. Способ изготовления стального листа с покрытием по п. 1, имеющего предел прочности TS по меньшей мере 1470 МПа и общее удлинение TE по меньшей мере 16%, при этом способ включает следующие последовательные стадии:
нагрев до температуры АТ холоднокатаного стального листа, выполненного из стали, имеющей химический состав, включающий в себя, мас. %:
0,34% ≤ C ≤ 0,40%
1,50% ≤ Mn ≤ 2,30%
1,50 ≤ Si ≤ 2,40%
0,35% ≤ Cr ≤ 0,45%
0,07% ≤ Мо ≤ 0,20%
0,01% ≤ Al ≤ 0,08%,
и 0% ≤ Nb ≤ 0,05%,
остальное Fe и неизбежные примеси, причем температура АТ выше, чем температура превращения стали Ас3,
охлаждение нагретого стального листа до температуры QT более низкой, чем температура превращения стали Ms, и находящейся в диапазоне от 200 до 230°C, и
перераспределяющую обработку повторным нагревом стального листа до температуры перераспределения PT 350-450°С с выдержкой стального листа при этой температуре в течение времени перераспределения Pt 25-55 с,
при этом после перераспределения стальной лист оцинковывают и охлаждают до комнатной температуры для получения стального листа с покрытием.
3. Способ по п. 2, характеризующийся тем, что при охлаждении стального листа до указанной температуры QT, его охлаждают со скоростью охлаждения, достаточно высокой, чтобы избежать образования феррита при охлаждении, и для того, чтобы получить стальной лист, обладающий структурой, состоящей из мартенсита и аустенита при указанной температуре QT.
4. Способ по п. 2 или 3, характеризующийся тем, что температура АТ составляет от 870 до 930°С.
5. Способ по п. 2 или 3, характеризующийся тем, что химический состав стали таков, что 0,34% ≤ C ≤ 0,37%.
6. Стальной лист с покрытием или без покрытия, изготовленный из стали, имеющей химический состав, включающий в себя, мас. %:
0,34% ≤ C ≤ 0,40%
1,50% ≤ Mn ≤ 2,30%
1,50 ≤ Si ≤ 2,40%
0,46% ≤ Cr ≤ 0,7%
0% ≤ Мо ≤ 0,3%
0,01% ≤ Al ≤ 0,08%
и 0,03% ≤ Nb ≤ 0,05%,
остальное Fe и неизбежные примеси, причем стальной лист имеет структуру, включающую в себя по меньшей мере 60% мартенсита и 12-15% остаточного аустенита, а также стальной лист имеет предел прочности по меньшей мере 1470 МПа и общее удлинение по меньшей мере 16%.
7. Стальной лист по п. 6, характеризующийся тем, что химический состав стали таков, что 0% ≤ Мо ≤ 0,005%.
8. Стальной лист по п. 7, характеризующийся тем, что по меньшей мере одна поверхность стального листа оцинкована.
9. Стальной лист по п. 7, характеризующийся тем, что по меньшей мере одна поверхность стального листа оцинкована и подвергнута отжигу.
10. Способ изготовления стального листа по п. 6, имеющего предел прочности TS по меньшей мере 1470 МПа и общее удлинение TE по меньшей мере 16%, при этом способ включает следующие последовательные стадии:
нагрев до температуры АТ холоднокатаного стального листа, выполненного из стали, имеющей химический состав, включающий в себя, мас. %:
0,34% ≤ C ≤ 0,40%
1,50% ≤ Mn ≤ 2,30%
1,50 ≤ Si ≤ 2,40%
0,46% ≤ Cr ≤ 0,7%
0% ≤ Мо ≤ 0,3%
0,01% ≤ Al ≤ 0,08%,
и 0,03% ≤ Nb ≤ 0,05%,
остальное Fe и неизбежные примеси, причем температура АТ выше, чем температура превращения стали Ас3,
охлаждение нагретого стального листа до температуры QT более низкой, чем температура превращения стали Ms, и составляющей 150-250°C, и
перераспределяющую обработку повторным нагревом стального листа при температуре перераспределения PT 350-450°С с выдержкой стального листа при этой температуре в течение времени перераспределения Pt 15-250 с.
11. Способ по п. 10, характеризующийся тем, что при охлаждении стального листа до указанной температуры QT, его охлаждают со скоростью охлаждения, достаточно высокой, чтобы избежать образования феррита при охлаждении, и для того, чтобы получить стальной лист, обладающий структурой, состоящей из мартенсита и аустенита при указанной температуре QT.
12. Способ по п. 10 или 11, характеризующийся тем, что температура АТ составляет 870-930°С.
13. Способ по п. 10 или 11, характеризующийся тем, что химический состав стали таков, что 0% ≤ Мо ≤ 0,005%.
14. Способ по п. 10 или 11, характеризующийся тем, что после перераспределения на стальной лист наносят покрытие, затем охлаждают до комнатной температуры, чтобы получить стальной лист с покрытием.
15. Способ по п. 14, характеризующийся тем, что стадия нанесения покрытия представляет собой стадию цинкования.
16. Способ по п. 15, характеризующийся тем, что температура QT составляет 200-230°С, а время перераспределения Pt составляет 50-250 с.
17. Способ по п. 14, характеризующийся тем, что стадия нанесения покрытия представляет собой стадию цинкования с отжигом с температурой сплавления GA 470-520°C, при этом стальной лист выдерживают при температуре сплавления GA в течение периода времени 5-15 с.
18. Способ по п. 17, характеризующийся тем, что температура сплавления GA составляет 480-500°С.
19. Способ по п. 17, характеризующийся тем, что температура QT составляет 200-230°С, а время перераспределения Pt 40-120 с.
| ВЕТРОЭНЕРГЕТИЧЕСКАЯ И ГИДРОЭНЕРГЕТИЧЕСКАЯ УСТАНОВКИ И СПОСОБЫ ПРОИЗВОДСТВА ЭЛЕКТРОЭНЕРГИИ | 2013 |
|
RU2546368C2 |
| GUHUI GAO ET AL: "Enhanced ductility and toughness in an ultrahigh-strength Mn-Si-Cr-C steel: The great potential of ultrafine filmy retained austentile", ACTA MATERIALIA, vol.76, 26.06.2014., рр.425-433, DOI: 10.1016/j.actamat.2014.05.055 | |||
| СТЕКЛО | 2006 |
|
RU2325346C1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| ВЫСОКОПРОЧНЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2518852C1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

