N9
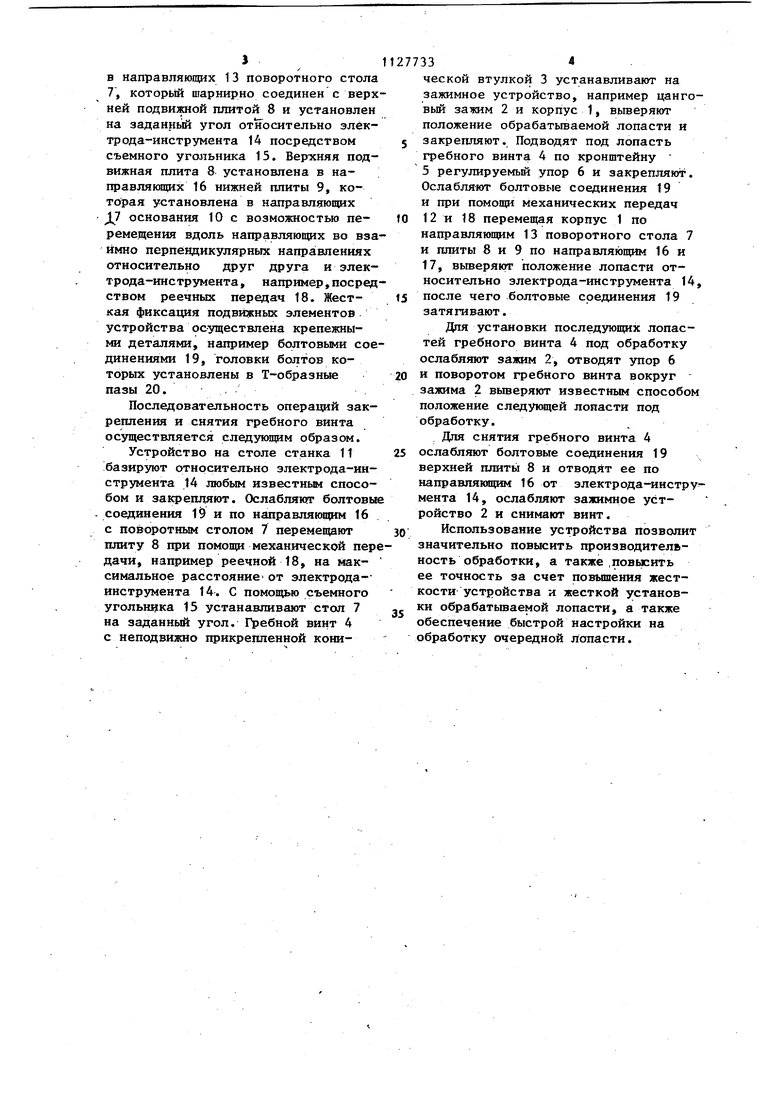
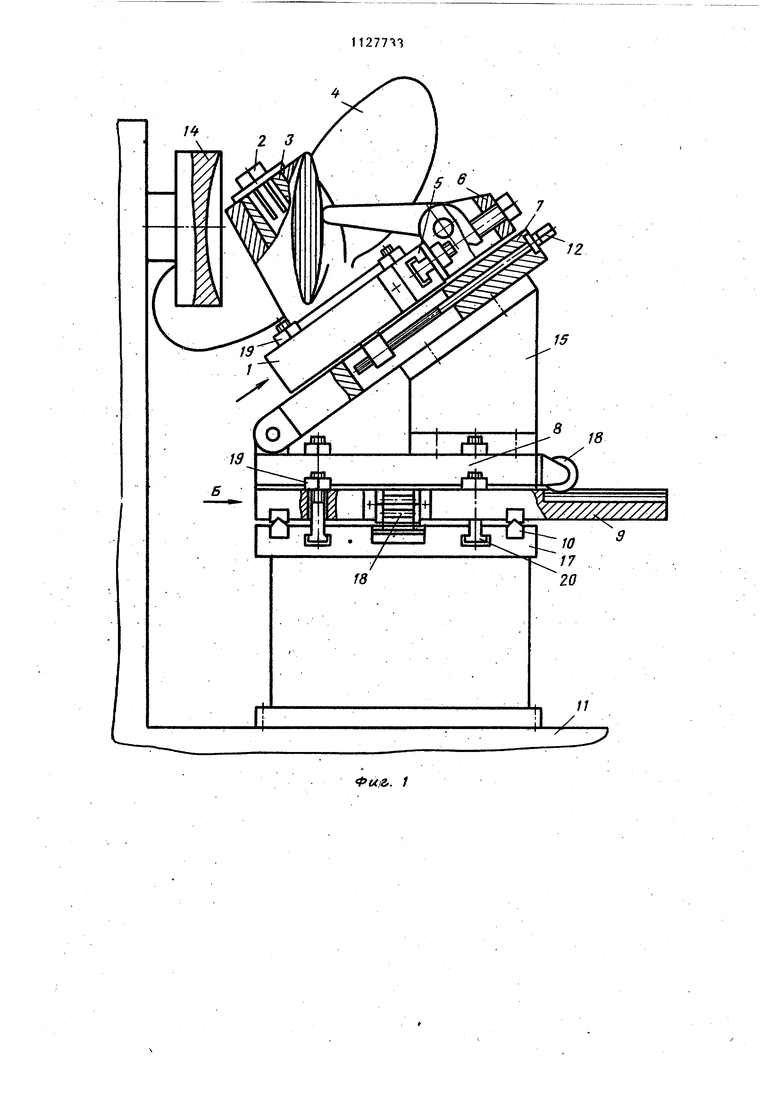
СО 00 Изобретение относится к электрохимической размерной обработке и предназначено для обработки последовательно всех лопастей гребного винта. Известно устройство, в котором в отверстии гребного винта крепится втулка, через которую подводится ток, втулка устанавливается на базирующей оправке и закрепляется. Устройство позволяет переориентировать лопасти относительно профилированного электрода -инструмента 1. Недостатком устройства является невысокая точность и производительность обработки, обусловленные сложностью перестройки с одной лопас ти на другую. Целью изобретения является устранение указанных недостатков. Поставленная цель достигается тем, что в устройстве для электрохимической обработки лопастей гребного винта, выполненном в виде составной базирующей оправки, снабженной втулкой, неподвижно закрепленной в обрабатываемом гребном винте и служащей токоподводом, и электрода-инструмент оправка с корпусом и зажимным устройством и кронштейном с регулируемым упором, устанавливаемым под обрабатываемую лопасть гребного винта, закреплена с возможностью хфодольного перемещения в направляющих поворотного стола установочного приспособления, содержащего две подвижные плиты, причем сто шарнирно соединен с верхней из двух плит с возможностью поворота относительно горизонтальной оси, верхняя подвижная плита установлена в направляющих нижней плиты, а нижняя в направляющих основания с возможностью перемещения во взаимноперпендикулярных направлениях относительно друг друга и электрода-инструмента, при этом жесткая фиксахщя подвижных элементов устройства осуществлена крепежными деталями. Целесообразно устройство снабдить набором угольников для установки оправ си на определенный угол относительно электрода-инструмента. Повьшение точности обработки в изобретении достигается за счет точного «базирования гребного винта относительно электрода-инструмента (устройство имеет пять степеней свободы), надежного закрепления как отдельных элементов устройства,так и обрабатываемой детали, высокой жесткости конструкции устройства, а также жесткости закрепления обрабатьюаемого гребного винта (установка под лопасть). Устройство обеспечит точную повторяемость размеров партии гребных винтов, благодаря точному перемещению по направляюпшм верхней плиты с обрабатываемой заготовкой при ее переустановке для обработки последующих поверхностей или при установке новой заготовки при жесткой фиксации всех остальных элементов устройства . Снижение трудоемкости обеспечивается уменьщением вспомогательного времени в процессе обработки .вследствие простоты обслуживания устройства, а также применения механических передач. Надежность работы устройства достигается простотой ее конструкции, использованием оптимальной конфигурации деталей и их компановкой, при которых отсутствуют для электролита застойные зоны, в результате чего не происходит оседанИе солей на рабочих поверхностях устройства. .; Использование поворотного стола, на котором установлена оправка с обрабатываемой заготовкой, позволит, использовать широко применяемую схему обработки с автоматической горизонтальной подачей электрода-инстру- . мента, а также проектировать оптимальные конструкции -электрода-инструмента с минимальными габаритными размерами и массой. На фиг.1 представлено устройство, обпщй В1од, на фиг. 2 - вид А на фиг. 15. на 4н1Г. 3 - вид Б на фиг.1. Щ едлагаемре устройство содержит оправку, состоящую из корпуса 1 и прикрепленных к нему зажимного устройства, например цангового зажима 2, на котором закреплена втулка 3 с гребным винтом А, кронштейна 5 с регулируемым упором 6 и приспособление, состоящее из поворотного стола 7 j вер.хней и нижней подвижных плит 8 и 9 и основания 10, закреплениого на столе станка 11. Оправка закреплена с возможностью продольн.ого перемещения, например, посредством винтовой передачи 12
в направляющих 13 поворотного стола 7, которьШ шарнирно соединен с верхней подвижной плитой 8 и установлен на заданньй угол относительно электрода-инструмента 14 посредством съемного угольника 15. Верхняя подвижная плита 8 установлена в направлякицих 16 нижней плиты 9, которая установлена в направляющих основания 10 с возможностью перемещения вдоль направляющих во взаимно перпендикулярных направлениях относительно друг друга и электрода-инструмента, например,посредством реечных передач 18. Жесткая фиксация подвижных элементов ус тр ойст ва рс-ущест влена кр епежными деталями, например болтовыми соединениями 19, головки болтов которых установлены в Т-образные пазы 20.
Последовательность операций закрепления и снятия гребного винта ос5пцествляется следующим образом.
Устройство на столе станка 11 базируют относительно электрода-инструмеята 14 любым известным способом и закрепляют. Ослаблякуг болтовы соединения 19 и по направлякщим 16 с поворотным столом 7 перемепщют шшту 8 при помощи механической пер дачи, например реечной 18, на максимальное расстояние- от электродаинстрзп ента 14. С помо11ц ю съемного угольника 15 устанавливают стол 7 на заданный угол. Гребной винт 4 с неподвижно прикрепленной кони27733«
ческой втулкой 3 устанавливают на зажимное устройство, например цанговый зажим 2 и корпус 1, вьгоеряют положение обрабатьшаемой лопасти и 5 закрепляют. Подводят под лопасть гребного винта 4 по кронштейну 5 регулируемый упор 6 и закрепляют. Ослабляют болтовые соединения 19 и при помощи механических передач 12 и 18 перемепщя корпус 1 по
10 направляющим 13 поворотного стола 7 и плиты 8 и 9 по направляющим 16 и 17, вьшеряют положение лопасти относительно электрода-инструмента 14, после чего болтовые соединения 19 затягивают.
Для установки последующих лопастей гребного винта 4 под обработку ослабляют зажим 2, отводят упор 6 и поворотом гребного винта вокруг
20 зажима 2 вьгаеряют известным способом положение следунмцей лопасти под обработку.
Для снятия гребного винта 4 ослабляют болтовые соединения 19 верхней плиты 8 и отводят ее по направляющим 16 от электрода-инстру мента 14, ослабляют зажимное устройство 2 и снимают винт.
Использование устройства позволит значительно повысить производительность обработки, а также .повысить ее точность за счет повышения жесткости устройства и жесткой установки обрабатьшаемой лопасти, а также обеспечение быстрой настройки на обработку очередной лопасти.
fui&. 1
Видб
-Ь -f Фиг. 2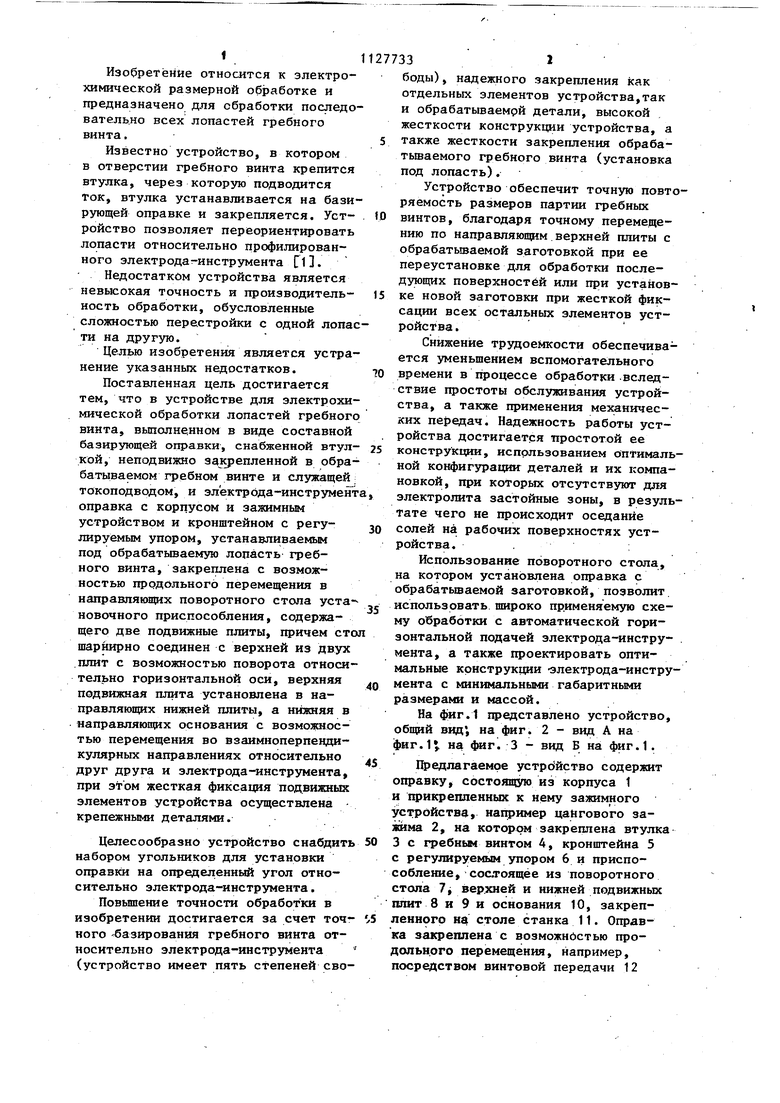
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимической обработки лопастей гребных винтов | 1973 |
|
SU462691A1 |
| Устройство для размерной электрохимической обработки | 1978 |
|
SU958072A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 2014 |
|
RU2556180C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Устройство для размерной электрической обработки | 1984 |
|
SU1261759A1 |
| Устройство для изготовления изделий из пенопласта | 1971 |
|
SU437623A1 |
| Устройство для электроэрозионной прошивки отверстий | 1985 |
|
SU1313609A1 |
| Суппорт токарно-многоцелевого станка | 1991 |
|
SU1816626A1 |
| Устройство для измерения глубины отверстий | 1981 |
|
SU973269A1 |
| Устройство для размерной электрохимической обработки винтовых поверхностей | 1988 |
|
SU1535682A1 |
УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАСТЕЙ ГРЕБНОГО ВИНТА, закрепляемого через служащую токоподводом промежуточную втулку на базирующей оправке, снабженное профилйрованньм электродом-инструментом, отличающеес я тем, что, с целью повьшения точности и производительности обработки, в устройство введены имеющие возможность перемещения в взаимно пер- пендикулярных направлениях две плиты и поворотный относительно горизонтальной оси, связанный шарнирно с верхней шштой стол с направляющими, в которых с возможностью продольного перемещения размещен корпус оправки, несущий крошптейн с регулируемым Запором, предназначенньм для подведения под обрабатьшаемую лопасть винта, при зтом устройство снабжено средствами жесткой фикскции всех подвижных частей.
-f 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для электрохимической обработки лопастей гребных винтов | 1973 |
|
SU462691A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
