Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к горизонтальной развальцовочной машине.
УРОВЕНЬ ТЕХНИКИ
В области производства теплообменников, но также в других отраслях промышленности, используют развальцовочные машины, которые осуществляют развальцовку металлических труб для соединения с соответствующим внешним оребрением; термин развальцовка обобщенно предназначен для обозначения процесса деформации самих труб - в частности процесса радиального расширения - направленного на увеличение их диаметра для их постоянного соединения с соответствующими отверстиями, предусмотренными в теплообменных ребрах.
Некоторые конкретные типы развальцовочных машин относятся к так называемому горизонтальному типу, т.е. они содержат подвижные несущие каретки валы, которые, за счет скольжения вдоль оси машины, которая, на самом деле, расположена горизонтально, полностью проходят сквозь трубы, подлежащие расширению по всей длине за один проход: трубы расширяются до требуемого диаметра за счет действия соответствующих оправок, связанных с концами самих валов.
Более конкретно, операция горизонтальной развальцовки тогда может выполняться посредством вытягивания или проталкивания.
В первом случае валы снабжают соответствующими развальцовочными оправками, и сперва полностью вставляют вдоль соответствующих труб с оправками в неактивном положении; после этого оправки расширяют, и валы тянут назад с помощью каретки, таким образом, чтобы расширять трубы до требуемого диаметра.
Во втором случае развальцовку, с другой стороны, выполняют прямо в проход вставки валов в соответствующие трубы.
Рабочие условия, разумеется, изменяются от случая к случаю, например, потому что развальцовочные валы должны быть соответствующим образом спроектированы и рассчитаны на работу с противоположными напряжениями.
В настоящее время во всех областях производства, включая, в том числе, теплообменники, существует большая необходимость в постоянно увеличивающейся гибкости производства, которая позволяет полностью использовать потенциал задействованных машин.
В данном конкретном случае горизонтальные развальцовочные машины обычно характеризуются высокой скоростью выполнения, даже в случае труб с многометровой длиной.
Так как такие машины содержат много развальцовочных валов, которые работают параллельно, время выполнения процесса развальцовки зависит, в основном, от длины труб одного обрабатываемого изделия и от количества труб, подлежащих развальцовке.
Следует также учитывать, что каждый из обрабатываемых изделий, то есть различных собранных деталей, содержащих трубы и внешнее оребрение, которые затем образуют готовые теплообменники, очевидно, характеризуется различными размерами и геометрией.
Например, каждый теплообменник содержит свое собственное количество труб, имеющих определенную длину, и трубы расположены - если смотреть на теплообменник спереди - в рядах и колоннах, распределенных специальным образом для данного типа изделия; кроме того, трубы расположены согласно конкретным конфигурациям и с расстояниями между центрами, которые очевидно изменяются от одного изделия к другому, и которые также могут отличаться в пределах одного и того же изделия.
Разумеется, в результате развальцовочная машина должна соответствующим образом переоборудоваться каждый раз, когда изменяется изделие, или, другими словами, каждое изменение изделия должно сопровождаться соответствующим изменением формата машины.
В частности, для каждого изделия валы, которые должны активно участвовать в процессе развальцовки этого конкретного изделия, должны быть связаны с кареткой, в то время как другие валы, очевидно, должны быть удалены, чтобы не мешать производственным операциям.
В настоящее время операции смены формата на горизонтальных развальцовочных машинах полностью выполняются вручную.
Более конкретно, по меньшей мере один квалифицированный оператор проверяет, чтобы развальцовочные валы, которые будут использоваться в задании, были фактически соединены с каретой, тогда как он/она заботится о снятии ненужных валов с каретки, помещая их затем, снова вручную, в подходящее хранилище, предоставленное на той же самой машине.
Разумеется, эти операции требуют времени, которое даже в том случае, если оператор является высококвалифицированным и очень быстрым, разумеется, слишком велико по сравнению с фактическим временем выполнения развальцовочной машины.
На самом деле, в конечном итоге парадоксальная ситуация заключается в затрачивании десятков минут или даже больше на оборудование машины, которая затем завершит фактическую операцию развальцовки через пару минут.
Эта ситуация может фактически стать неприемлемой в случае, когда развальцовочная машина используется для обработки нескольких деталей изделий, которые сильно отличаются друг от друга; в таком случае неактивное время, разумеется, дольше, чем рабочее время, с существенными потерями для производителя.
Эта проблема еще более очевидна, если учесть, что машина в результате ее конструктивных и функциональных характеристик потенциально может позволить даже параллельную обработку нескольких различных изделий с очень низким временем выполнения.
ЦЕЛИ ИЗОБРЕТЕНИЯ
Техническая задача настоящего изобретения заключается в улучшении уровня техники.
В рамках такой технической задачи целью настоящего изобретения является разработка горизонтальной развальцовочной машины, которая позволяет избежать вышеуказанных недостатков.
Другой целью настоящего изобретения является создание горизонтальной развальцовочной машины, характеризующейся временем переоборудования и/или изменением формата, который существенно короче по сравнению с обычными машинами.
Еще одной целью настоящего изобретения является создание горизонтальной развальцовочной машины, способной сочетать преимущества, связанные с ее собственной высокой скоростью производства, с требованиями высокой гибкости, чтобы эффективно и быстро обрабатывать даже несколько деталей изделий, отличающихся друг от друга.
Эта задача и эти цели выполняются с помощью горизонтальной развальцовочной машины в соответствии с прилагаемым пунктом 1 формулы изобретения.
Горизонтальная развальцовочная машина содержит опорную раму, образующую ось горизонтальной развальцовки, по меньшей мере одну направляющую, связанную с рамой и параллельную оси развальцовки, по меньшей мере каретку, выполненную с возможностью перемещения вдоль направляющей, и множество развальцовочных валов, выполненных с возможностью соединения с кареткой и расположенных вдоль самой оси развальцовки.
В соответствии с изобретением развальцовочная машина содержит средство автоматического выбора развальцовочных валов, выполненное с возможностью избирательного удерживания/высвобождения валов в/из каретки.
Благодаря этому решению валы, связанные с кареткой, не участвующие в данном процессе развальцовки, автоматически исключаются и выводятся из самой каретки с помощью автоматических средств, предоставленных соответствующим образом на самой машине, без необходимости в длительных и дорогостоящих ручных вмешательствах.
Зависимые пункты формулы изобретения относятся к предпочтительным и преимущественным вариантам осуществления изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Признаки изобретения станут более понятны специалистам в данной области из следующего описания и из прилагаемых таблиц чертежей, приведенных в качестве неограничивающего примера, на которых:
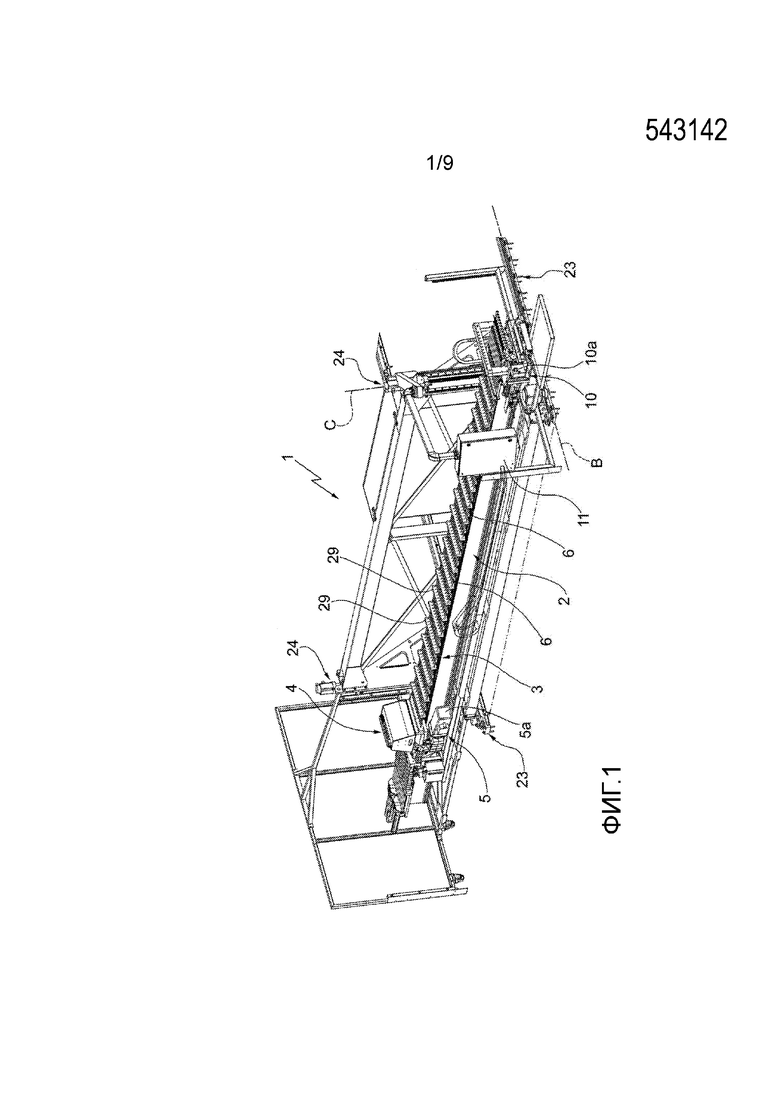
Фиг. 1 представляет собой вид в перспективе развальцовочной машины в соответствии с изобретением;
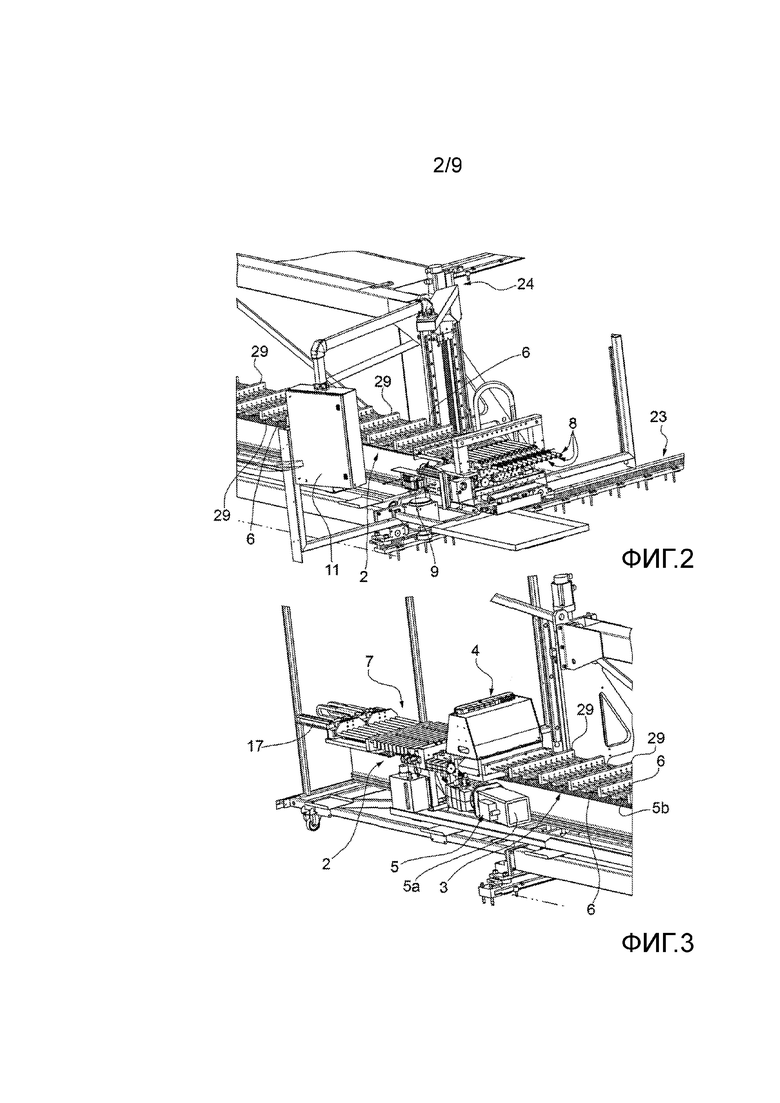
Фиг. 2 представляет собой подробный вид в перспективе передней части машины;
Фиг. 3 представляет собой подробный вид в перспективе задней части машины;
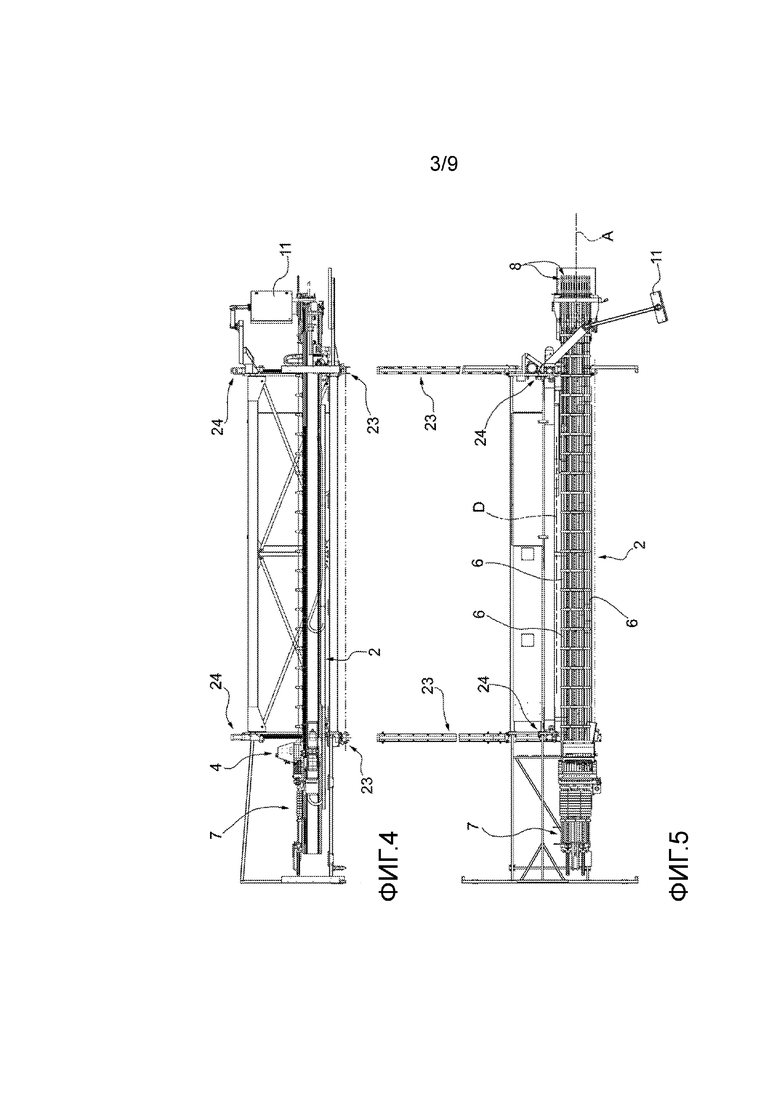
Фиг.4 представляет собой вид сбоку машины;
Фиг. 5 представляет собой вид сверху машины;
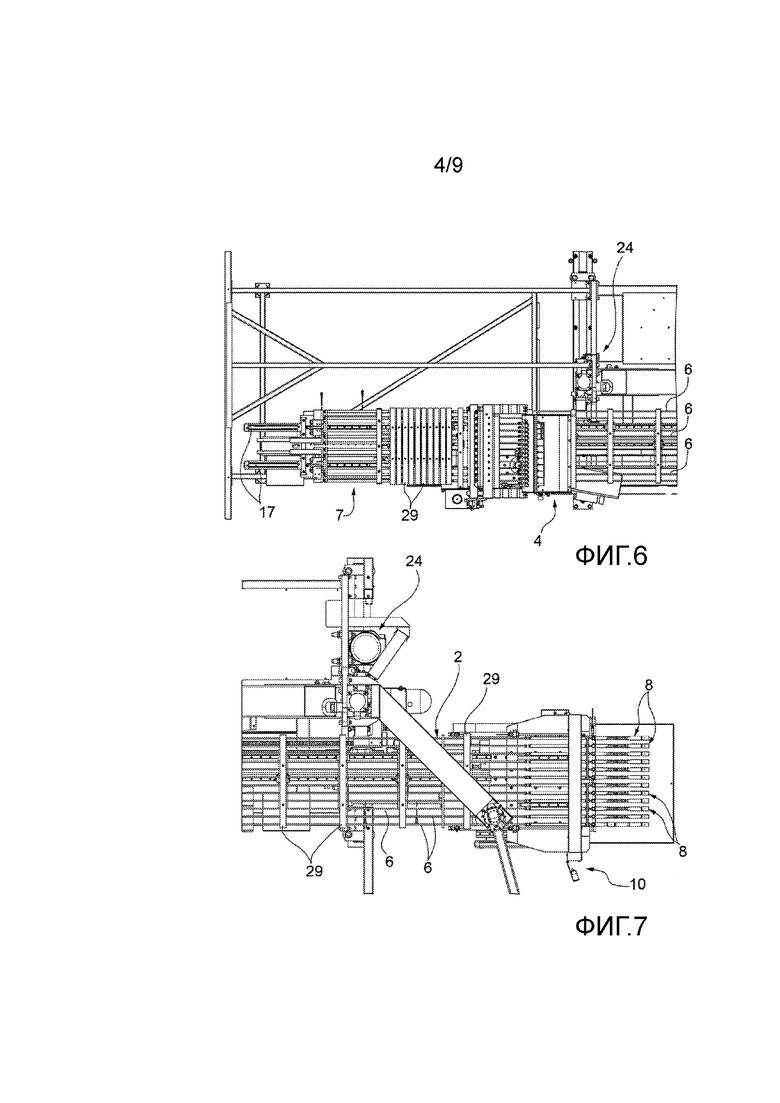
Фиг. 6 представляет собой подробный вид сверху задней части машины;
Фиг. 7 представляет собой подробный вид сверху передней части машины;
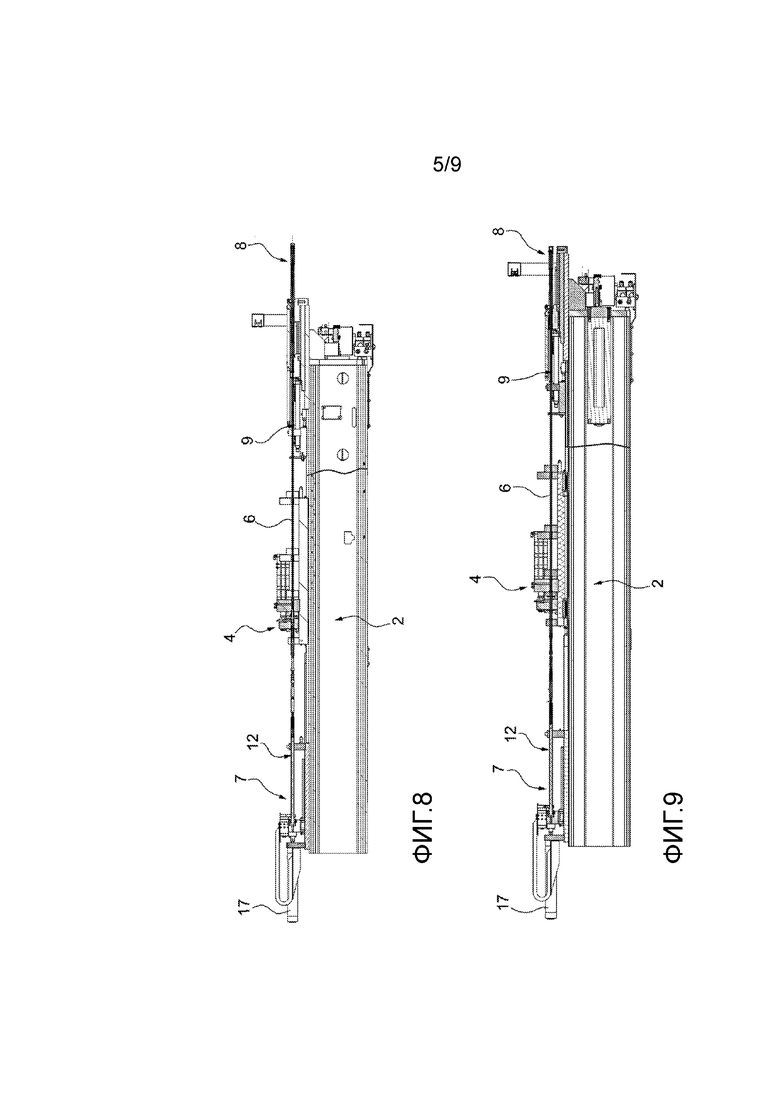
Фиг. 8 представляет собой вид сбоку с частичным разрезом машины в определенной рабочей конфигурации;
Фиг. 9 представляет собой другой вид сбоку с частичным разрезом машины в другой рабочей конфигурации;
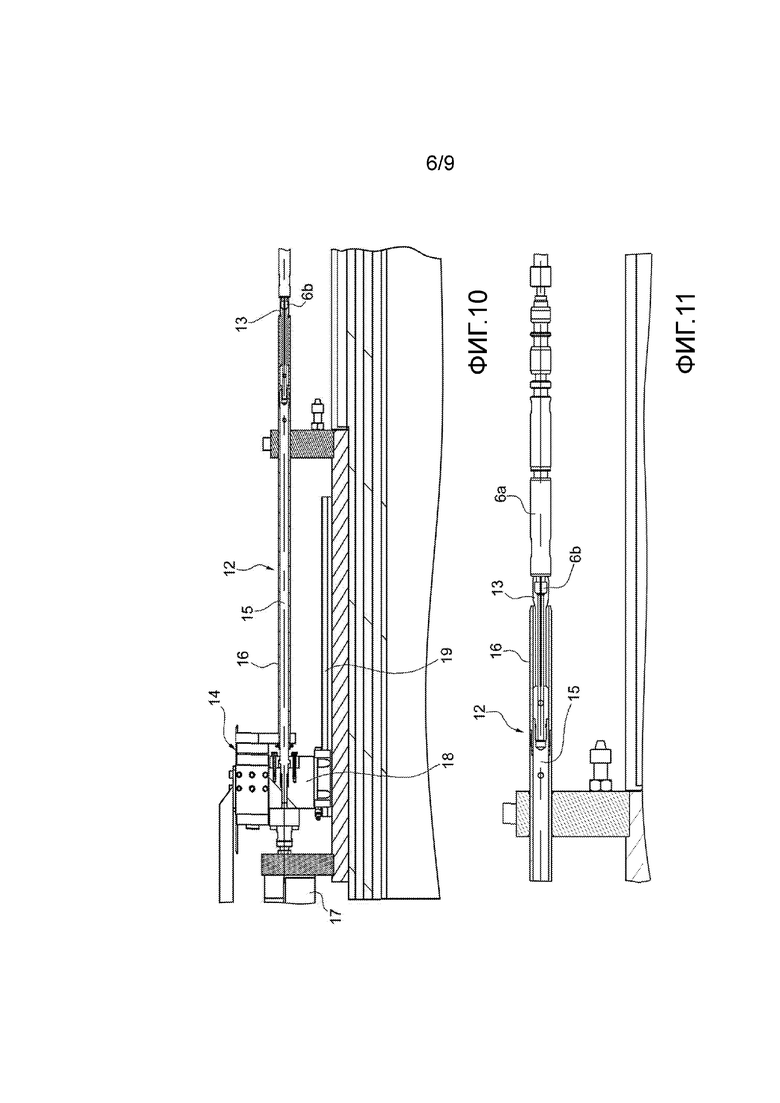
Фиг. 10 представляет собой деталь фиг.8;
Фиг. 11 представляет собой деталь фиг. 10;
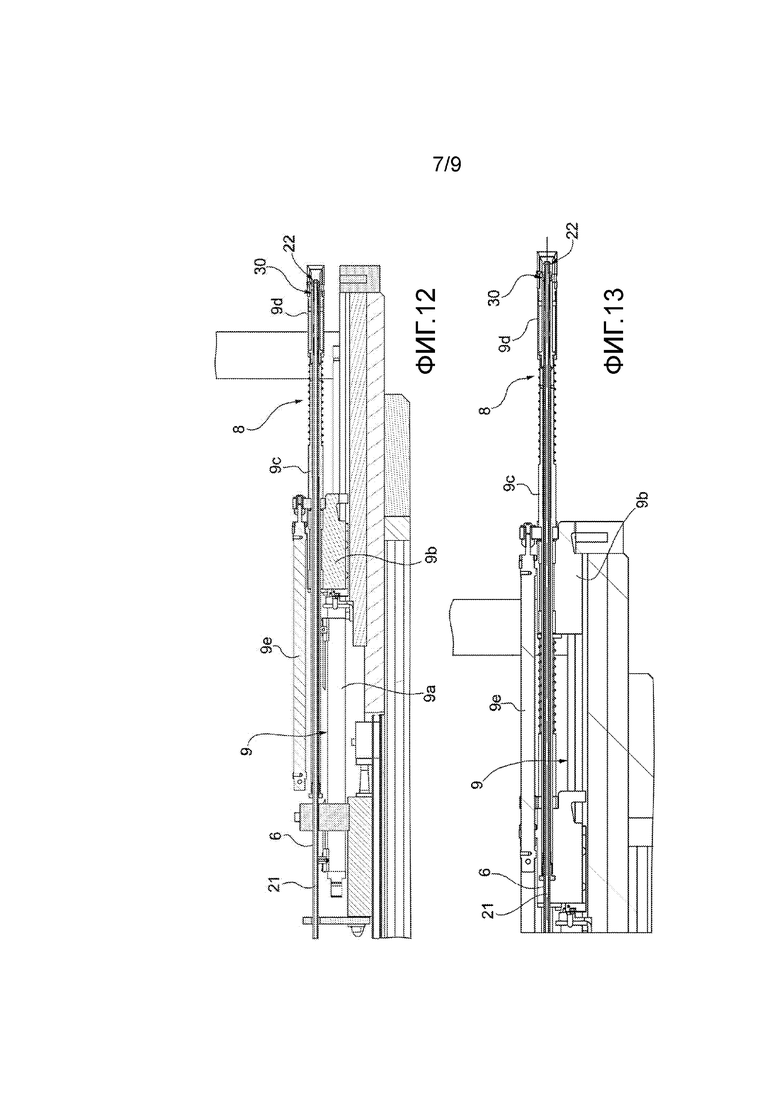
Фиг. 12 представляет собой деталь фиг.9;
Фиг.13 представляет собой еще одну деталь фиг.8;
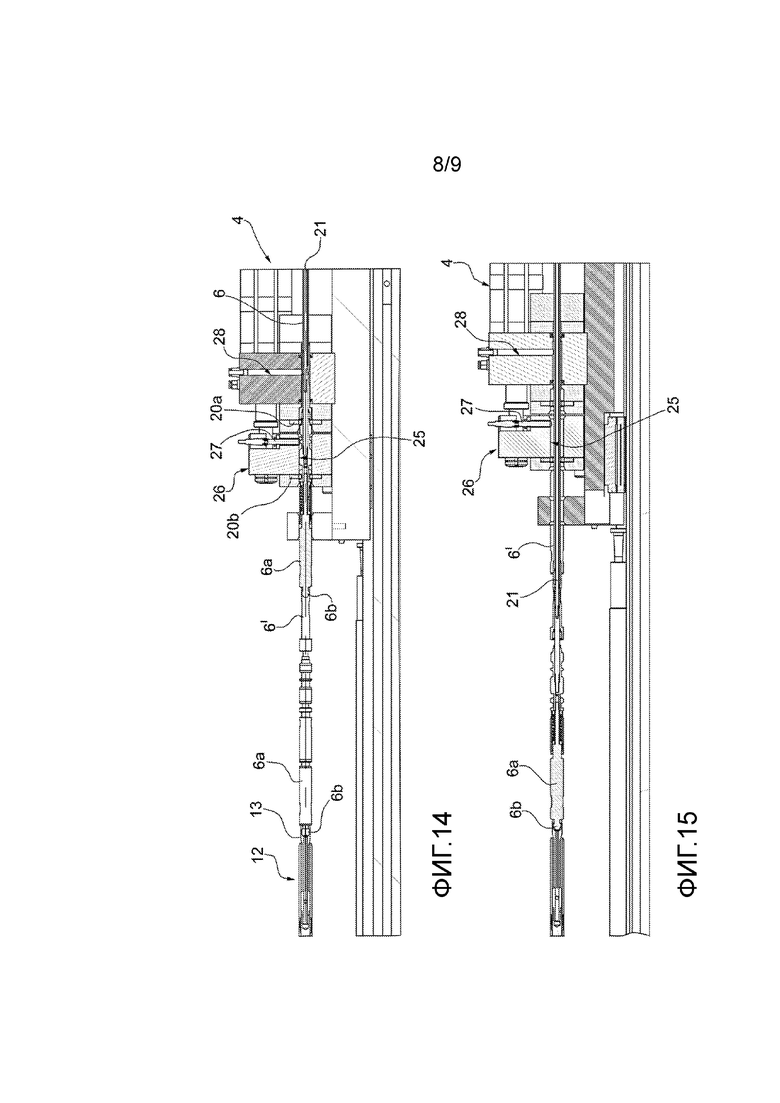
Фиг.14 представляет собой еще одну деталь фиг.8;
Фиг. 15 представляет собой еще одну деталь фиг.9;
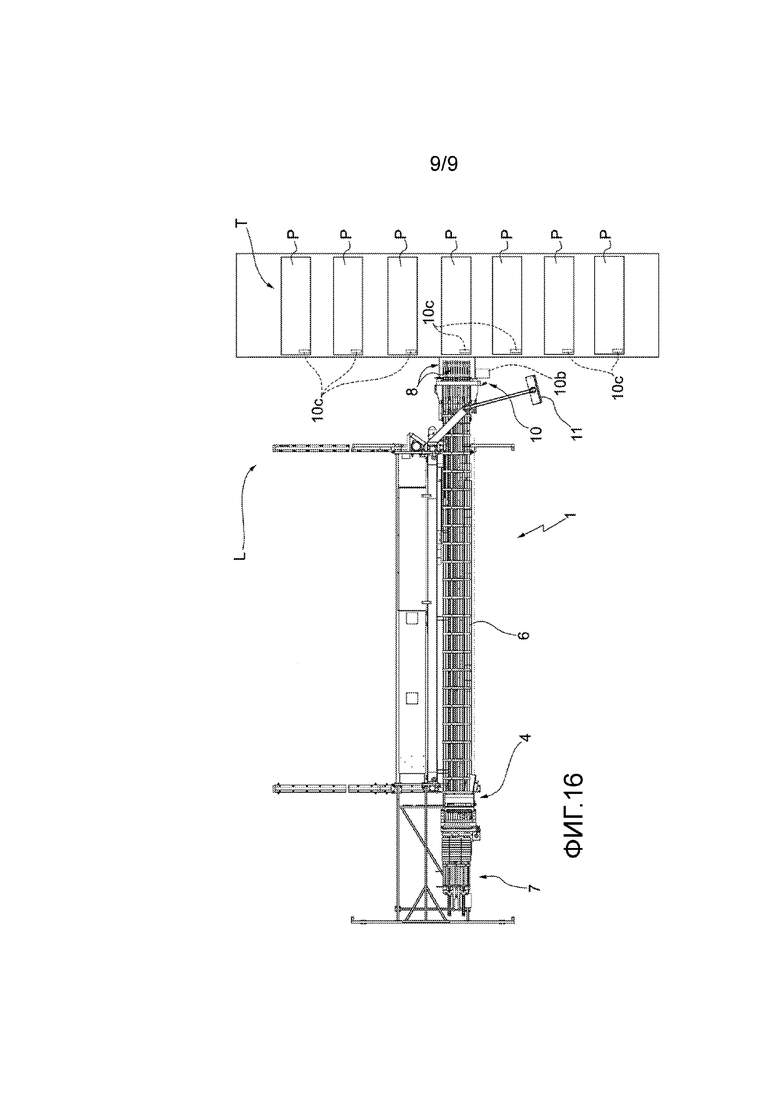
Фиг.16 представляет собой вид сверху машины согласно изобретению, связанной с автоматическим конвейером обрабатываемых изделий.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Со ссылкой на прилагаемую фигуру 1 горизонтальная развальцовочная машина согласно настоящему изобретению обозначена в целом позицией 1.
Машина согласно настоящему изобретению подходит для осуществления развальцовки труб, относящихся, например, к теплообменникам или другим подобным элементам любой формы и размера и содержащих любое количество труб, однако, выполненных без каких-либо ограничений.
Однако, машина также может быть пригодна для других вариантов применения, в которых по какой-либо причине необходимо увеличить диаметр труб или групп труб.
Машина 1 потенциально может использоваться для операций развальцовки труб как путем вытягивания, так и путем проталкивания.
Следует отметить, что конкретный вариант осуществления машины 1, описанный ниже и проиллюстрированный на фигурах 1-16, в частности относится к типу, приспособленному для развальцовки путем вытягивания: однако, это пример применения, который сам по себе не является ограничением целей настоящего изобретения, как станет понятным далее.
Машина 1 содержит опорную раму 2.
Опорная рама 2 образует горизонтальную ось А развальцовки, схематично показанную на рисунке 5.
Машина 1 также содержит, по меньшей мере, одну направляющую 3.
Направляющая 3 связана с рамой 2 и параллельна оси А развальцовки.
Машина 1 содержит, по меньшей мере, одну каретку 4, выполненную с возможностью перемещения вдоль направляющей 3.
Каретка 4 связана с соответствующими средствами 5 продвижения вдоль направляющей 3.
Например, средство 5 продвижения может содержать блок 5а редукторного двигателя, несущий на своей выходной оси зубчатое колесо, входящее в зацепление с зубчатой рейкой 5b, связанной с направляющей 3.
В других вариантах осуществления средство 5 продвижения может быть конструктивно иным, но функционально эквивалентным.
Машина 1 также содержит множество развальцовочных валов 6.
Развальцовочные валы 6 могут быть связаны с кареткой 4 в соответствии со способами, описанными далее.
Развальцовочные валы 6 расположены вдоль оси А развальцовки машины 1, то есть они параллельны друг другу.
Согласно аспекту настоящего изобретения машина 1 содержит автоматическое средство 7 выбора развальцовочных валов 6.
Как более подробно описано ниже, средство 7 автоматического выбора выполнено с возможностью выборочного позиционирования развальцовочных валов 6 на каретке 4, так чтобы они содержались на ней для выполнения определенного задания развальцовки.
Благодаря этому решению машина 1 способна автономно без ручного вмешательства оператора выбирать, то есть активировать или приводить в действие валы 6, необходимые для выполнения определенного задания, то есть необходимые для развальцовки труб, предусмотренных в данном изделии; в то же время валы 6, ненужные в этом задании, автоматически деактивируются, то есть они не приводятся в действие.
Это новаторское решение будет более конкретно описано ниже.
Как указано, машина 1 в соответствии с настоящим вариантом осуществления представляет собой, в качестве неограничивающего примера, тип, приспособленный для осуществления развальцовки посредством протягивания труб, присутствующих в данном изделии, подлежащем механической обработке.
Термин изделие P, подлежащее механической обработке, предназначен для обозначения, в общем и без ограничения, механического узла или компонента, содержащего определенное количество прямых труб, подлежащих радиальной развальцовке.
Такой механический узел или компонент может, например, состоять из теплообменника с трубами, собранными внутри внешнего оребрения.
Альтернативно, изделие P может состоять из механического узла или компонента другого типа без каких-либо ограничений.
Для того чтобы иметь возможность осуществлять развальцовку задействованных труб, которая в конкретном проиллюстрированном примере представляет собой развальцовку, выполняемую при помощи протаскивания, машина 1 содержит множество передних противодействующих средств 8 для соответствующих концов труб, см. например, фигуры 2, 7.
Передние противодействующие средства 8 связаны с соответствующим средством 9 автоматической активации/деактивации.
Средство 9 автоматической активации/деактивации выполнено с возможностью выборочного позиционирования передних противодействующих средств 8 в рабочем положении, показанном, например, на фигурах 8, 13, или в неактивном положении, показанном, например, на фигурах 9, 12.
Средство 9 автоматической активации/деактивации может содержать один или более пневматических цилиндров 9а со штоками, связанными с подвижной опорой 9b.
Мобильная опора 9b, в свою очередь, связана с множеством втулок 9с, через которые проходят соответствующие развальцовочные валы 6.
Втулки 9с эластично связаны с соответствующими торцевыми трубчатыми элементами 9d, приспособленными для примыкания к отверстиям труб, подлежащих развальцовке, обеспечивая постоянный контакт, который обеспечивает правильное введение валов 6 в самих трубах.
Втулки 9с также содержат соответствующие пневматические цилиндры 9е, которые выполняют функцию приведения торцевых трубчатых элементов 9d близко к трубам на начальной стадии ввода валов 6.
Во время развальцовки переднее противодействующее средство 8 обеспечивает необходимую реакцию на тяговое усилие, прикладываемое кареткой 4.
В соответствии с другим аспектом настоящего изобретения машина 1 содержит средство 10 автоматического распознавания геометрических характеристик обрабатываемого изделия P.
Согласно еще одному аспекту настоящего изобретения машина 1 содержит блок 11 управления, к которому функционально подключено средство 6 автоматического выбора.
В частности, блок 11 управления приспособлен для управления средством 6 автоматического выбора по отношению к информации, полученной через средство 10 автоматического распознавания, относительно геометрических характеристик обрабатываемого изделия P.
Средство 10 автоматического распознавания в варианте осуществления изобретения содержит, по меньшей мере, одну видеокамеру 10а.
Видеокамера 10a способна определять диаметр труб, их расположение, расстояния между центрами и другую полезную информацию для определения геометрических характеристик обрабатываемого изделия P.
В других вариантах осуществления изобретения и/или в дополнение к вышеуказанной видеокамере 10а - см., например, фигуру 16 - средство 10 автоматического распознавания может содержать, по меньшей мере, одно считывающее устройство 10b считываемого элемента 10с, связанного с обрабатываемым изделием P.
Считываемый элемент 10c может, например, состоять из штрих-кода, схемы RFID или аналогичного.
Поэтому считывающее устройство 10b выбирается по отношению к типу считываемого элемента 10с.
Считываемый элемент 10c содержит информацию о геометрических характеристиках конкретного обрабатываемого изделия P.
Такая информация может обрабатываться блоком 11 управления таким образом, чтобы в результате управлять средством 7 автоматического выбора, чтобы обеспечить каретку 4 необходимыми развальцовочными валами 6 для выполнения конкретной требуемой работы.
Согласно еще одному аспекту изобретения средство 7 автоматического выбора содержит множество захватных элементов 12.
Каждый из захватных элементов 12 может быть избирательно соединен с соответствующим развальцовочным валом 6.
Каждый из захватных элементов 12 является подвижным между неактивным положением соответствующего развальцовочного вала 6 и соединительным положением соответствующего развальцовочного вала 6 с кареткой 4.
Более конкретно, в предпочтительном варианте осуществления изобретения захватные элементы 12 является подвижным вдоль осей соответствующих развальцовочных валов 6.
Каждый из указанных захватных элементов 12 содержит захват 13.
Вышеуказанный захват 13 выполнен с возможностью выборочного зажима торцевой головки 6b конца 6а соответствующего развальцовочного вала 6.
Каждый из захватных элементов 12 связан с соответствующими пневматическими приводными средствами 14.
Пневматическое приводное средство 14, в частности, выполнено с возможностью регулирования каждого захвата 13 из закрытого положения, в котором он захватывает конец 6а развальцовочного вала 6, в открытое положение.
Более конкретно пневматическое приводное средство 14 содержит множество пневматических цилиндров, каждый из которых подходит для выборочного переведения соответствующего захвата 13 из закрытого положения в открытое положение и наоборот.
В варианте осуществления изобретения, имеющего конкретный практический интерес - см. Фиг. 10, 11 - каждый захватный элемент 12 содержит внутренний шток 15 и внешний трубчатый элемент 16; пневматическое приводное средство 14, в частности, связано со штоком 15.
За счет того, что шток 15 скользит относительно трубчатого элемента 16 в одном или другом направлении, штыри соответствующего захвата 13 соответственно закрыты или открыты.
В других вариантах осуществления изобретения пневматическое приводное средство 14 может быть связано с внешним трубчатым элементом 16, получая функционально эквивалентное решение.
Согласно еще одному аспекту изобретения средство 7 автоматического выбора содержит средство 17 перемещения захватных элементов 12 между вышеуказанным неактивным положением и вышеуказанным положением соединения, см., например, фигуру 6.
Более конкретно, средство 17 перемещения содержит один или более пневматических цилиндров, имеющих шток, связанный с подвижной рамой 18, связанной с направляющим средством 19, жестко соединенным с рамой 2 и параллельным оси A развальцовки.
Захватные элементы 12 соединены с подвижной рамой 18.
Согласно еще одному аспекту изобретения средство 7 автоматического выбора развальцовочных валов 6 содержит множество запирающих элементов 20а, 20b, предусмотренных на каретке 4.
Запирающие элементы 20а, 20b особенно выполнены с возможностью избирательного удерживания/высвобождения соответствующих развальцовочных валов 6 в/из каретки 4.
Более конкретно в настоящем варианте осуществления изобретения предусмотрены первые запирающие средства 20а, которые выполнены с возможностью избирательного удерживания/высвобождения развальцовочных валов 6, несущих вальцовки 30 в/из каретки 4, см. Фиг. 12; также предусмотрены вторые блокирующие элементы 20b, которые выполнены с возможностью избирательного удерживания/высвобождения управляющих стержней 21 конических защелок 22, которые при их перемещении позволяют разворачивать вышеуказанные вальцовки 30 или возвращать в неактивное положение.
Каждый управляющий стержень 21 вставлен коаксиально внутрь соответствующего развальцовочного вала 6, а его управляемое скольжение внутри самого вала 6 в одном или другом направлении определяет расширение или сжатие соответствующей вальцовки 30.
Первый и второй запирающие элементы 20а, 20b могут содержать соответствующие первую и вторую защелки, которые могут быть выборочно вставлены в соответствующие периферийные горловины, предусмотренные в соответствующих развальцовочных валах 6 и управляющих стержнях 21.
В некоторых вариантах осуществления изобретения, представляющих особый практический интерес, первый и второй запирающие элементы 20а, 20b могут быть связаны с соответствующими исполнительными элементами, например, пневматического, гидравлического или электрического типа, которые автоматически определяют его избирательное открытие или закрытие.
Селективное открытие или закрытие первого и второго запирающих элементов 20а, 20b может быть предпочтительно выполнено согласованным образом с приведением в действие захватных элементов 12, как лучше описано дальше, таким образом, получая полную автоматизацию операций выбора развальцовочных валов 6, которые будут использоваться для данного обрабатываемого изделия P.
Опорная рама 2 машины связана с первыми элементами 23 перемещения и со вторыми элементами 24 перемещения, неподвижно соединенными с полом, которые определяют его передвижение в соответствии с двумя соответствующими осями В, С, перпендикулярными друг другу, и, в свою очередь, перпендикулярно развальцовочной оси А.
Дополнительная ось D, параллельная развальцовочной оси A, позволяет перемещать опорную раму 2, перенося вместе с ней все блоки машины 1, к обрабатываемому изделию P, которое может, например, состоять из батареи труб, подлежащих развальцовке.
Если такая батарея очень длинная, соответствующие трубы длиннее, чем у короткой батареи.
Ось D, таким образом, имеет функцию захвата передних противодействующих средств 8 в правильное рабочее положение в зависимости от длины труб, подлежащих развальцовке; кроме того, ось D также имеет функцию отведения передних противодействующих средств 8 от изделия P, чтобы обеспечить перемещение опорной рамы 2 вдоль оси B. Таким образом, развальцовочные валы 6 могут быть перемещены точно на требуемую высоту в конкретной серии труб, подлежащих развальцовке, в одном и том же изделии P или даже в последовательности на разных изделиях.
Каретка 4 содержит, в частности, соответствующие сквозные отверстия 25, вдоль которых вставлены развальцовочные валы 6.
Со ссылкой, например, на фиг. 14, 15, каретка 4 также содержит исполнительные элементы 26 управляющих стержней 21 для разворачивания/сжатия соответствующих вальцовок 30 посредством конических защелок 22; например, исполнительные элементы 26 могут быть пневматического типа.
Приводные элементы 26 для каждого из валов 6 содержат датчик 27 управления, который действительно определяет перемещение управляющего стержня 21 внутри соответствующего вала 6.
Каретка 4 также содержит смазочные средства, которые через отверстия 28 следят за подачей масла внутрь каждого развальцовочного вала 6 таким образом, чтобы такое масло достигало полости соответствующей трубы, обрабатываемой для облегчения операции радиальной развальцовки.
Рама 2 машины содержит множество скользящих размыкающих секции элементов 29, которые поддерживают развальцовочные валы 6 по всей их длине.
Работа машины 1 в соответствии с изобретением заключается в следующем.
Геометрические характеристики обрабатываемого изделия P поступают в блок 11 управления из средства 10 автоматического распознавания или, в качестве альтернативы, они могут быть установлены вручную оператором через подходящий интерфейс.
После того как будут получены характеристики обрабатываемого изделия Р, блок 11 управления машины 1 управляет средством 7 автоматического выбора, чтобы активировать - то есть, чтобы связать с кареткой 4 - развальцовочные валы 6, фактически задействованные в механической обработке данного изделия P.
В частности, предположено идеальное начальное состояние, когда машина 1 остановлена, в котором все развальцовочные валы 6 находятся в активном положении.
В таком состоянии все первые и вторые фиксирующие элементы 20а, 20b удерживают соответствующие валы 6 и управляющие стержни 21, жестко соединенные с кареткой 4.
Если в связи с полученной информацией об обрабатываемом изделии Р возникает необходимость деактивировать некоторые из развальцовочных валов 6, поскольку соответствующие трубы не нужно развальцовывать, средство 7 автоматического выбора сначала приводит в действие средство 17 перемещения, чтобы привести все захватные элементы 12 к концам 6а соответствующих валов 6.
В частности, в данном состоянии торцевые головки 6b концов 6а расположены между зубцами соответствующих захватов 13.
В отношении отдельных валов 6, подлежащих дезактивации, средство 7 автоматического выбора приводит в действие задействованные захватные элементы 12 и, в частности, соответствующее пневматическое приводное средство 14, чтобы зажимать зубья соответствующих захватов 13 на торцевых головках 6b.
В то же время средство 7 автоматического выбора управляет открыванием первого и второго запирающих элементов 20а, 20b.
Альтернативно, операция открытия первого и второго запирающих элементов 20а, 20b также может выполняться оператором вручную.
Таким образом, развальцовочные валы 6, подлежащие дезактивации, могут быть высвобождены из каретки 4.
В этот момент средство 17 перемещения приводится в действие в обратном направлении, чтобы тянуть задействованные развальцовочные валы 6 в неактивное положение.
В частности, на фиг. 14 показан подробный разрез машины 1 с валом 6 в активном положении и другим валом 6' в неактивном положении.
На рисунке 15, с другой стороны, показан подробный разрез, на котором только вал 6' показан в неактивном положении, то есть снятый с каретки 4.
Выбрав и удалив описанным способом валы 6', которые не должны использоваться для данного обрабатываемого изделия P, первый и второй блокирующие элементы 20a, 20b приводятся в закрытое положение, чтобы удерживать валы 6, которые необходимо еще раз использовать при механической обработке.
В этот момент может быть запущен этап развальцовки трубок изделия Р: ось D приводит активированные передние противодействующие средства 8 к трубам, подлежащим развальцовке; каретка 4 выполняет продвижение вперед, и одновременно передние противодействующие средства 8 приводятся в контакт с концами труб изделия P.
Таким образом, валы 6, приводимые в движение кареткой 4 и направляемые противодействующими средствами 8, проникают внутрь соответствующих труб и пересекают их по всей их длине, чтобы иметь возможность развальцовывать трубы на всех вовлеченных ребрах (например, в конкретном случае, когда обрабатываемое изделие P состоит из теплообменника).
Затем регулируют исполнительные элементы 26, и вальцовки 30 входят в соответствующие положения развальцовки.
После этого каретка 4 приводится в действие с перемещением назад, так что вальцовки 30, пересекающие трубы еще раз по всей их длине, определяют радиальную развальцовку до требуемого диаметра.
В конце операции, если необходимо еще раз модифицировать оборудование каретки 4 для обработки изделия Р с иными характеристиками или другой серии труб того же изделия Р с иными характеристиками, описанные выше шаги повторяется снова, на этот раз с участием - возможно - валов 6, отличающихся от предыдущих.
Благодаря цели технического решения настоящего изобретения машина 1 может чрезвычайно быстро автономно изменять формат обработки и, более того, без вмешательства какого-либо оператора.
Это позволяет резко сократить время простоя, которое при использовании известных машин обязательно должно быть направлено на ручной выбор валов, участвующих в механической обработке, и на повторное ручное изъятие тех, которые не участвуют в той же механической обработке.
Следовательно, машина 1 в соответствии с изобретением обладает гораздо лучшими характеристиками гибкости и универсальности применительно к известным устройствам, поскольку ее также можно эффективно использовать в производственных ситуациях, в которых различные типы изделий должны обрабатываться с ограниченным количеством этапов, без неприемлемого времени ожидания, например, делающего невыгодным использование самой машины.
Другим важным техническим преимуществом, которое может быть получено с машиной 1 согласно настоящему изобретению, является возможность обработки еще больше изделий за то же самое время, то есть параллельно.
Действительно, предлагаемое техническое решение позволяет определить на той же каретке 4 множество групп валов 6, которые фактически представляют собой независимые модули, каждый из которых может быть изменен автономно с точки зрения формата.
Например, одновременно можно обрабатывать два или три изделия P с различными геометрическими характеристиками, например, содержащие различное количество труб, имеющих даже разный диаметр и с разным расположением в пространстве.
Принятое техническое решение является конструктивно простым и экономичным, и оно также может быть применено к машинам 1, которые уже существуют и уже установлены.
Другой целью настоящего изобретения является автоматическая линия L развальцовки, проиллюстрированная, в частности, на фиг. 16.
Линия L содержит, по меньшей мере, одну развальцовочную машину 1, имеющую описанные выше характеристики.
Кроме того, линия L содержит, по меньшей мере, один автоматический конвейер T или перемещение изделий, подлежащих обработке P.
Автоматический конвейер T приспособлен, в частности, для последовательного расположения обрабатываемых изделий P перед машиной 1, чтобы иметь возможность распознавания средством 10 автоматического распознавания.
Следовательно, машина 1 полностью автоматическим образом может оснащать каретку 4 для выполнения требуемой обработки.
В конце обработки автоматический конвейер T располагает другое изделие P перед машиной 1, а последняя в результате обеспечивает оснащение каретки 4.
Понятно, что происходит сокращение времени производства по отношению к известным устройствам, поскольку может быть полностью использовано быстродействие развальцовочной машины 1.
Следует еще раз отметить, что, хотя описанный вариант осуществления изобретения относится к машине, которая специально выполняет развальцовку посредством вытягивания труб изделий P, технические идеи настоящего изобретения также полностью применимы к машинам, которые выполняют развальцовку путем проталкивания труб.
В самом деле, достаточно оборудовать машину специально предназначенными для такого типа развальцовки устройствами - например, средствами крепления для удержания концов труб, подходящих для противодействия осевому проталкивающему действию валов, вместо переднего противодействующего средства - чтобы полностью получить те же технические результаты и производственные преимущества, обеспечиваемые настоящим изобретением.
Таким образом, было показано, как изобретение достигает предлагаемых целей.
Настоящее изобретение описано в соответствии с предпочтительными вариантами осуществления, но могут быть разработаны эквивалентные варианты, не выходящие за рамки объема, определенного в приведенной ниже формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РУЧНОЙ РАЗВАЛЬЦОВОЧНЫЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2011 |
|
RU2550679C2 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| УДАРНЫЙ МЕХАНИЗМ РУЧНОЙ МАШИНЫ | 2007 |
|
RU2466856C2 |
| Установка для развальцовки труб в коллекторах | 1980 |
|
SU891196A1 |
| ВАЛЬЦОВОЧНАЯ МАШИНКА | 1996 |
|
RU2100122C1 |
| БЫСТРОЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕНОСНОЙ ТЕХНОЛОГИЧЕСКОЙ МАШИНЫ, ИМЕЮЩЕЙ ПО МЕНЬШЕЙ МЕРЕ ОДИН ПРИВОДИМЫЙ ВО ВРАЩЕНИЕ ВЫХОДНОЙ ВАЛ, В ЧАСТНОСТИ УГЛОВОЙ ШЛИФОВАЛЬНОЙ МАШИНЫ | 2017 |
|
RU2752491C2 |
| ПОЛУАВТОМАТ ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ В ТРУБНЫХ РЕШЕТКАХ АППАРАТОВ | 1970 |
|
SU269139A1 |
| Устройство для контроля степени развальцовки труб | 1980 |
|
SU948494A1 |
| Привод устройства для развальцовки концов труб | 1982 |
|
SU1106567A1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ДЕКОРАТИВНОГО ПОКРЫТИЯ ПУТЕМ ПЕЧАТИ | 2015 |
|
RU2693754C2 |
Изобретение относится к горизонтальной развальцовочной машине. Машина содержит опорную раму, направляющую, связанную с указанной рамой, каретку, выполненную с возможностью перемещения вдоль указанной направляющей, развальцовочные валы, связанные с кареткой, и средство автоматического выбора развальцовочных валов. Средство автоматического выбора развальцовочных валов выполнено с возможностью избирательного позиционирования указанных валов на указанной каретке. В результате увеличивается производительность. 2 н. и 14 з.п. ф-лы, 16 ил. 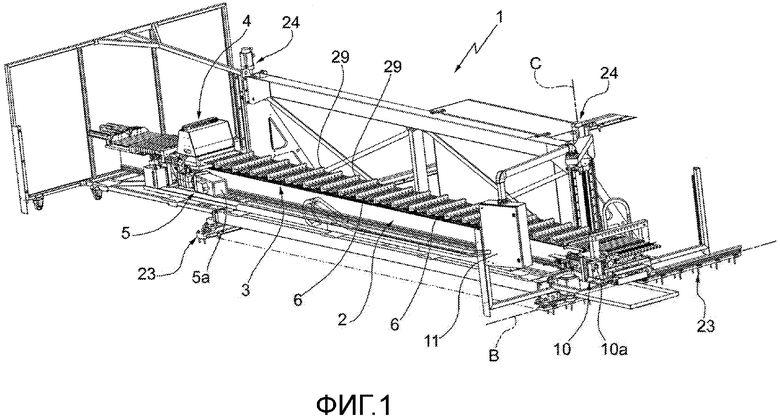
1. Горизонтальная развальцовочная машина, содержащая
опорную раму (2), определяющую горизонтальную развальцовочную ось (А),
по меньшей мере одну направляющую (3), связанную с указанной рамой (2) и параллельную указанной развальцовочной оси (А),
по меньшей мере одну каретку (4), выполненную с возможностью перемещения вдоль указанной направляющей (3),
множество развальцовочных валов (6, 6'), связанных с кареткой (4) и расположенных вдоль указанной развальцовочной оси (А),
отличающаяся тем, что она содержит средство (7) автоматического выбора развальцовочных валов (6, 6'), выполненное с возможностью избирательного позиционирования указанных валов (6, 6') на указанной каретке (4).
2. Машина по п. 1, содержащая средство (10) автоматического распознавания геометрических характеристик обрабатываемого изделия (Р).
3. Машина по п. 2, содержащая по меньшей мере один блок (11) управления, к которому функционально подключено средство (7) автоматического выбора, выполненное с возможностью управления указанным средством (7) автоматического выбора в отношении информации, полученной с помощью указанного автоматического средства (10) распознавания.
4. Машина по п. 2 или 3, в которой указанное средство (10) автоматического распознавания содержит по меньшей мере одну видеокамеру (10а).
5. Машина по одному из пп. 2-4, в которой средство (10) автоматического распознавания содержит по меньшей мере одно устройство (10b) считывания считываемого элемента (10с), связанного с обрабатываемым изделием (Р).
6. Машина по одному из предшествующих пунктов, в которой указанное средство (7) автоматического выбора содержит множество захватных элементов (12), каждый из которых выполнен с возможностью избирательного соединения с соответствующим развальцовочным валом (6, 6').
7. Машина по п. 6, в которой каждый из захватных элементов (12) выполнен с возможностью перемещения между неактивным положением соответствующего развальцовочного вала (6') и положением подсоединения соответствующего развальцовочного вала (6) к указанной каретке (4).
8. Машина по п. 7, в которой указанные захватные элементы (12) выполнены с возможностью перемещения вдоль осей соответствующих развальцовочных валов (6, 6').
9. Машина по одному из пп. 6-8, в которой каждый из захватных элементов (12) содержит соответствующий захват (13), выполненный с возможностью избирательного зажима конца (6а) соответствующего развальцовочного вала (6, 6').
10. Машина по п. 9, в которой каждый из захватных элементов (12) связан с соответствующим пневматическим приводным средством (14).
11. Машина по п. 10, в которой пневматическое приводное средство (14) содержит множество пневматических цилиндров, каждый из которых выполнен с возможностью избирательного открывания/закрывания указанного захвата (13).
12. Машина по одному из пп. 7-11, в которой указанное средство (7) автоматического выбора содержит средство (17) перемещения указанных захватных элементов (12) между указанным неактивным положением и указанным положением соединения.
13. Машина по одному из предшествующих пунктов, в которой указанное средство (7) автоматического выбора содержит множество запирающих элементов (20а, 20b), предусмотренных на указанной каретке (4), выполненных с возможностью избирательного прикрепления/высвобождения соответствующего развальцовочного вала (6) к указанной каретке (4).
14. Машина по п. 13, в которой указанные запирающие элементы (20а, 20b) содержат защелки, выполненные с возможностью избирательного введения в соответствующие периферийные горловины, предусмотренные в соответствующих развальцовочных валах (6).
15. Машина по одному из предшествующих пунктов, которая, в частности, выполнена с возможностью выполнять развальцовку с протягиванием множества труб и содержащая множество передних противодействующих средств (8) для соответствующих концов указанных труб, при этом указанные передние противодействующие средства (8) связаны с соответствующим средством (9) автоматической активации/деактивации.
16. Автоматическая развальцовочная линия, содержащая по меньшей мере одну развальцовочную машину (1) по одному из пп. 2-15 и по меньшей мере один автоматический конвейер (Т) обрабатываемых изделий (Р), причем указанный автоматический конвейер (Т) выполнен с возможностью размещения изделий в последовательности (P) перед указанной машиной (1) для распознавания указанным средством (10) автоматического распознавания.
| JP S59110438 A, 26.06.1984 | |||
| Устройство для развальцовки труб | 1976 |
|
SU617127A1 |
| US 5127155 A, 07.07.1992. | |||

