Известен полуавтомат для развальцовки труб в трубных решетках анпаратов, содержащий станину, тумбу, перемещающуюся по направляющим станины, каретку, несущую развальцовочную головку и размещенную на направляющих тумбы. Перемещение каретки с вальцовкой -от одного развальцовываемого отверстия к другому осуществляется гидродвигателем, а величина этого перемещения, соответствующая шагу, :С которым установлены трубы в решетке, контролируется следящим золотником. Рабочая подача вальцовок производится гидроцилиндром.
Однако ориентация вальцовок относительно отверстий трубной решетки при помощи следящего золотника связана ico значительныМИ потерями времени и не дает необходимой точности. Кроме того, на известном полуавтомате невозможна одновременная развальцовка нескольких отверстий.
Описываемый полуавтомат с целью увеличения точности и скорости ориентации вальцовок относительно отверстий развальцовываемых труб, а также обеспечения возможности одновременной развальцовки нескольких труб снабжен закрепленным на каретке устройством, задающим программу перемещения каретки с требуемым количеством вальцовок, а также программу ввода последних в отверстиях труб.
Устройство выполнено в виде барабана с расположенными попарно вдоль образующих упорами, количество пар которых соответствует числу рядов отверстий в трубной решетке.
Между упорами размещены электроизолированные и электропроводящие участки.
Расстояние между упорами, располол енными на каждой образующей барабана, выбирается соответствующим величине хода каретки.
Длина, электроизолированных участков барабана соответствует перемещению каретки на один шаг, а длина электропроводящих участков соответствует перемещению каретки на
заданное количество шагов.
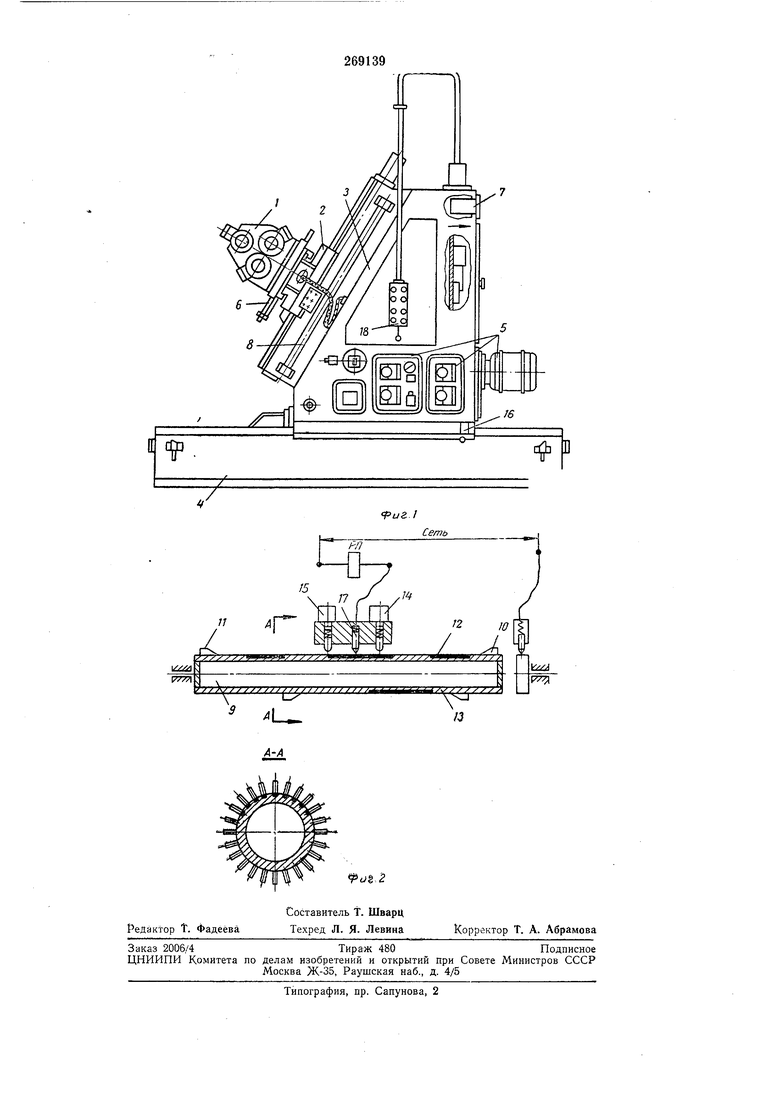
На фиг. 1 изображен предлагаемый полуавтомат, общий вид; на фиг. 2 - схема устройства, задающего программу перемещения каретки.
Развальцовочная головка 1 полуавтомата установлена на суппорте каретки 2, которая перемещается по направляющим тумбы 3. Последняя, в свою очередь, может перемещаться по направляющим станины 4. В тумбе 3 размещен гидропривод 5, осуществляющий обход развальцовочной головкой / с закрепленными на ней вальцовками 6 отверстий трубной решетки, а также ввод и вывод вальцовок из отверстий труб. В верхней части цотроля степени уплотнения. На каретке установлено устройство, задающее программу перемещения каретки S.
Устройство выполнено в виде барабана 9 с попарно расположенными вдоль образующей упорами 10 и 11. Количество пар упоров соответствует числу рядов отверстий трубной решетки. Между упорами размещены злектроизолированные участки 12, длина которых соответствует перемещению каретки 2 на один щаг, и электропроводящие участки 13, длина которых соответствует перемещению каретки 2 на несколько щагов. Упоры 10 и 11 ограничивают перемещение ,каретки 2 вверх и вниз, взаимодействуя соответственно с датчиками 14 и 15.
Для ограничения перемещения тумбы 3 вправо на ней установлен датчик 16. Для передачи сигналов от устройства задающего программу, на каретке 2 установлен датчик 17. Управление полуавтоматом производится при помощи подвесного пульта управления 18.
При установке выключателя на пульте управления 18 в положение «автоматический цикл .каретка 2 с развальцовочной головкой / перемещается по направляющим тумбы 3 вверх для обхода ряда отверстий в трубной решетке.
Датчик 17 при взаимодействии с электроизолированным уча1стком 12 на барабане 9 подает команду на останов каретки 2 и ввод вальцовок 6 в отверстия труб.
После окончания процесса развальцовки устройство 7 контроля степени уплотнения подает команду на вывод вальцовок 6, перемещение каретки 2 и последующий ввод вальцовок. В зависимости от того, с каким участком барабана в это время контактирует датчик 17, перемещение происходит либо на щаг, либо на заданное количество щагов. Цикл повторяется столько раз, сколько записано вводов на барабане 9.
При дальнейщем перемещении коробки 2 вверх датчик 14 воздействует на упор 10, который посылает сигнал на перемещение каретки 2 вниз для обхода следующего ряда рещет5 ки, поворота барабана 9 на угол, соответствующий установке необходимого участка боковой поверхности барабана, а также сигнал на перемещение тумбы 3 по станине 4 вправо на один щаг. При перемещение каретки 2 вниз в
0 крайнее положение датчик 15 взаимодействует с упором 11, подавая сигнал на рабочее перемещение каретки 2 вверх.
Предмет изобретения
5 1. Полуавтомат для развальцовки труб в трубных рещетках алпаратов, содержащий установленную на направляющих станины тумбу и каретку, несущую развальцовочную головку с вальцовками, перемещаемую по направляющим тумбы, отличающийся тем, что, с целью увеличения точности и скорости ориентации вальцовок относительно оси отверстий развальцовываемых труб, он снабжен закрепленным на каретке устройством, задающим программу перемещения каретки с требуемым количеством вальцовок, а также программу ввода последних в отверстия труб, и выполненным в виде барабана с расположенными попарно вдоль образующих упорами,
0 количество пар которых выбрано соответствующим числу рядов отверстий трубной рещетки, при этом между упорами размещены электроизолированные и электропроводящие участки.
5 2. Полуавтомат по п. 1, отличающийся тем, что упоры, установленные на каждой образующей барабана, расположены на расстоянии, соответствующем величине хода каретки, длина электройзолированных участков барабана
0 соответствует щагу перемещения каретки, а длина электропроводящих участков барабана соответствует заданному количеству шагов.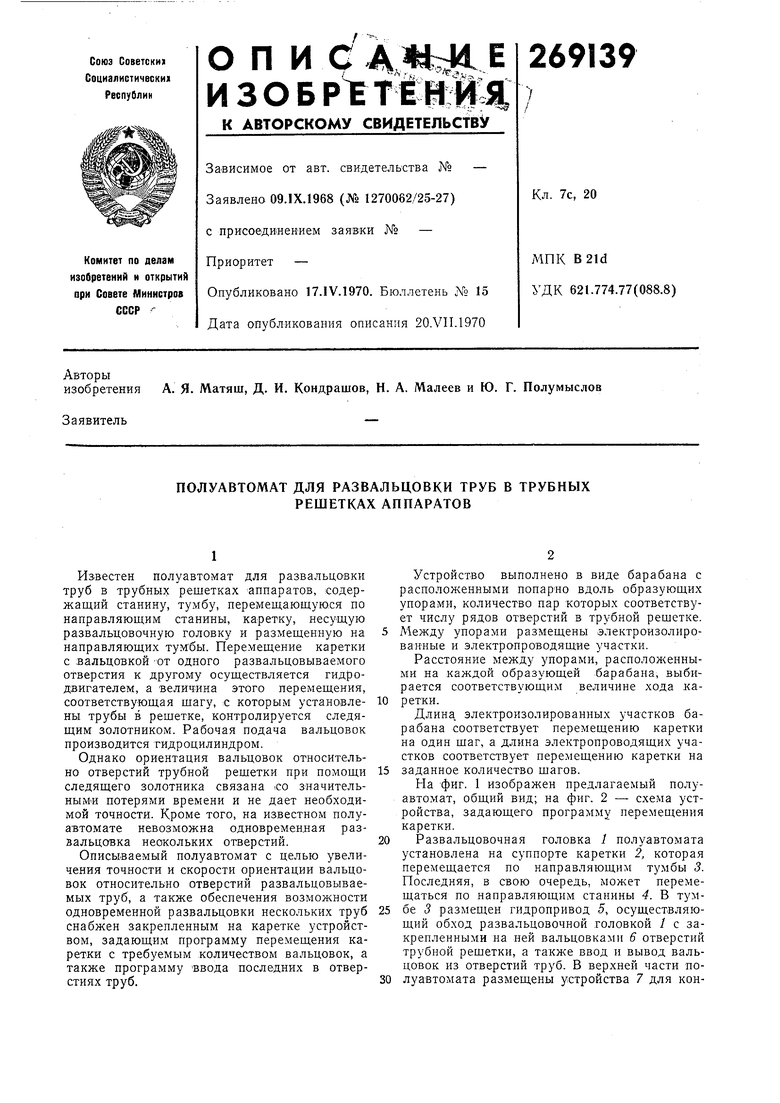
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для развальцовки труб в трубных решетках аппаратов | 1960 |
|
SU145205A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ ТЕПЛООБМЕННЫХ АППАРАТОВ И ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2776894C1 |
| ГОРИЗОНТАЛЬНАЯ РАЗВАЛЬЦОВОЧНАЯ МАШИНА | 2015 |
|
RU2691005C2 |
| Кулачковая муфта к труборасширителям | 1977 |
|
SU713639A2 |
| Способ крепления труб в трубных решетках теплообменных аппаратов | 1983 |
|
SU1119756A1 |
| Установка для развальцовки труб в коллекторах | 1980 |
|
SU891196A1 |
| Способ крепления труб в отверстиях трубных решеток | 1980 |
|
SU940944A1 |
| Устройство для развальцовки труб в трубных решетках | 1990 |
|
SU1779444A1 |
| Устройство для одновременного уплотнения всех труб в трубной доске | 1981 |
|
SU963622A1 |
| Способ развальцовки труб в отверстиях трубной решетки теплообменного аппарата | 1989 |
|
SU1639844A1 |