Изобретение относится к обработке металлов давлением и предназначено для изготовления конических концов трубопро ЗОДОВ.
Известен привод устройства для развальцовки концов труб, содержащий силовой гидроцилиндр для перемещения деформирующего инструмента и гидросистему с золотником переключения полостей цилиндра, регулятором давления и установленным на валике средством включения гидросистемы 1.
Однако известный привод не содержит узла для точного регулирования и обеспечения заданного рабочего давления и поэтому не позволяет обеспечить хорощее качестно при развальцовке концов трубопроводов щирокого диапазона типоразмеров по диаметру, толщине стенок и твердости материала.
Целью изобретения является повыщение качества развальцовки концов трубопроводов различных типоразмеров по диаметру, толщине стенок и твердости материала путем обеспечения точности регулировки давления в гидроцилиндре.
Поставленная цель достигается тем, что в приводе устройства для развальцовки концов труб, содержащем силовой гидроцилиндр для перемещения деформирующего инструмента и гидросистему с золотником переключения полостей цилиндра, регулятором давления и пневмогидравлическим преобразователем с валом, на котором смонтирована рукоятка его включения, регулятор давления выполнен в виде коромысла с передвижной опорой, сочлененного с его концами гидравлического плунжерного цилиндра и подпружиненного толкателя, двуплечего рычага, закрепленного на валу рукоятки включения пневмогидравлического преобразователя, а также кулачка переключения золотника с упорной планкой, при этом последняя связана с одним плечом рычага , а подпружиненный толкатель - с другим его плечом.
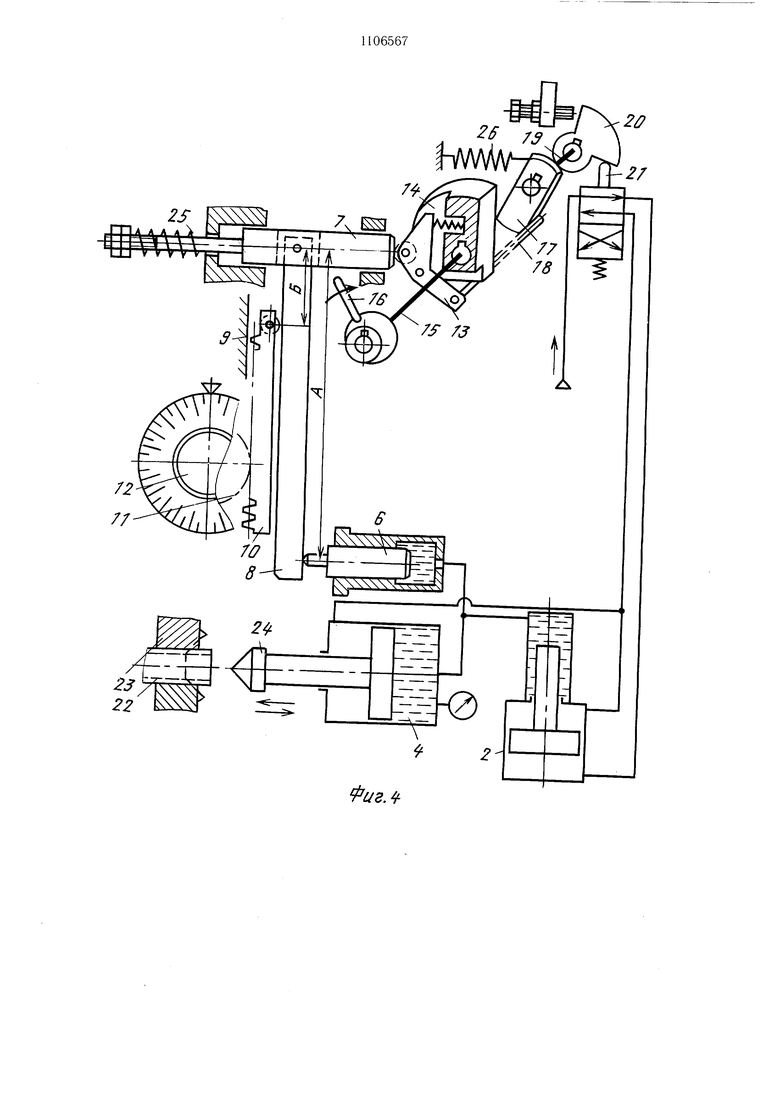
На фиг. 1 схематически изображен привод устройства для развальцовки концов труб , вид спереди; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - устройство для точного регулирования и обеспечения заданного рабочего давления; на фиг. 5 - кинематическая цепь взаимодействия рукоятки включения с воздухораспределителем устройства для точного регулирования и обеспечения заданного давления.
Привод устройства для развальцовки концов трубопроводов пневмогидравлики имеет закрепленный на корпусе 1 пневмогидравлический преобразователь 2, рабочее приспособление 3 для развальцовки, силовой цилиндр 4 и панель 5, на которой размещено устройство для точного регулирования и обеспечения рабочего давления.
Устройство для точного регулирования и обеспечения заданного рабочего давления выполнено в виде противодействующих плунжера 6 гидравлического плунжерного цилиндра и подпружиненного толкателя 7, кинематически связанных коромыслом 8 с установочно-передвижной средней опорой 9 посредством зубчатой рейки 10 и зубчатого колеса 11, соединенного с регулировочной рукояткой 12, и двуплечего подпружиненного рычага 13, размещенного эксцентрично на ступице 14 валика 15, на котором установлена рукоятка 16- для включения пневмогидравлического преобразователя 2.
Двуплечий цодпружиненный рычаг 13 одним концом взаимодействует с подпружиненным толкателем 7, а другим плечом - с упорной планкой 17 через упорный щтифт 18.
Упорная планка 17 посредством валика 19 связана с кулачком 20 для включения воздухораспределителя 21.
Для выполнения операции развальцовки в зависимости от типоразмеров трубопроводов пневмогидравлики, толщине стенок и материала на соответствующее деление устанавливается регулировочная рукоятка 12 для регулирования точного заданного рабочего давления. При этом установочнопередвижная средняя опора 9 занимает такое положение на коромысле 8, в соответствии с которым устанавливается длина плеча Б, определяющая заданное рабочее давление в силовом цилиндре 4.
Конец трубопровода 22 устанавливается и зажимается в кулачках 23 рабочего приспособления 3 для развальцовки.
Поворотом рукоятки 16 по часовой стрелке включается воздухораспределитель 21, через который воздух из сети подается в рабочую полость пневмогидравлического преобразователя 2.
Масло из полости высокого давления пневмогидравлического преобразователя 2 поступают в рабочую полость силового цилиндра 4 и в полость гидроплунжера 6.
Шток с развальцовочным конусом 24 перемещается до соприкосновения с концом трубопровода 22, а плунжер 6 через коромысло 8, преодолевая усилие пружины 25, перемещает толкатель 7 вправо; происдит поворот двуплечего подпружиненного рычага 13, освобождается планка 17.
Под действием пружины 26 осуществляется поворот кулачка 20, возврат воздухораспределителя 21 в исходное положение.
В результате снимается рабочее давление в пневмогидравлическом преобразователе 2 и в силово.м цилиндре 4.
В исходное положение возвращается шток с развальцовочным конусом 24, а также под действием пружины 25 - толкатель 7 и коромысло 8. Диапазон программируемых уровней давления в предлагаемом устройстве определяется длиной коромысла 8, величиной установочного перемещения средней опоры, а также возможностью изменения величины усилия пружины 25, воздействующей на толкатель 7. При программировании давления перемещением средней опоры 9, коромысла 8 диапазон изменения давления определяется соотноще ием Аг Бгшн РнинБ.чин- A-B«aitc гдеРмаксРмич-предельные значения давлений; Д -диапазон изменения давления; В БАНЯ- предельные значения плеча Б, -длина коромысла. В рабочем экземпляре устройства при А 135 мм, Б«акс 115 мм Q диапазон регулировки Д удх Кроме этого, диапазон программируемых давлений может быть увеличен за счет изменения сжатия пружины. Точность установки давления при погрешности установки средней опоры 0,5 мм Фиг.2 (что соответствует погрешности поворота 1,5 мм по шкале рукоятки 12) определяется соотношение.м (, + );(, при Б 20 и - 1,029 (погрешность 2,9%); й 1,030 (попри Б 115 и грешность 3,0%); i.. t и -jj /u/f при Б ,5 - 1,015 (погрешпри Б -fность 1,5%). Таким образом, погрешность установки давления меньше погрешности применяемых манометров (5%). При развальцовке трубопроводов других типоразмеров по диаметру, толщине стенок н твердости материала на соответствующее деление поворотом переустанавливается рукоятка 12 и операции развальцовки повторяются в представленном порядке. Установка для развальцовки концов трубопроводов пневмогидравлики обладает простой конструкцией, высокой производительностью и обеспечивает с минимальными трудовыми и материальными затратами высокое качество развальцовки концов трубопроводов широкого диапазона по диаметру, толщине стенок и твердости материала. А- А Физ.З
Фигл

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для развальцовки концов труб | 1983 |
|
SU1074633A1 |
| Устройство управления механизмом подачи топлива и фрикционным многодисковым вариатором транспортного средства | 1987 |
|
SU1449379A1 |
| Установка для контроля и маркировки маканых резиновых изделий | 1982 |
|
SU1126456A1 |
| НАСТОЛЬНЫЙ ПНЕВМОГИДРАВЛИЧЕСКИЙ ПРЕСС | 1971 |
|
SU320395A1 |
| Высевающий аппарат сеялки | 1982 |
|
SU1042644A1 |
| Рулевое управление трактора | 1984 |
|
SU1221002A1 |
| Полуавтоматический пневматический пресс для влажнотепловой обработки деталей одежды | 1958 |
|
SU120493A2 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Устройство для подачи радиодеталей,преимущественно безвыводных конденсаторов,в установках для контроля по электрическим параметрам | 1983 |
|
SU1187292A1 |
| Аппарат для нанесения высоковязких лакокрасочных материалов | 1986 |
|
SU1327988A1 |

ПРИВОД УСТРОЙСТВА ДЛЯ РАЗВАЛЬЦОВКИ КОНЦОВ ТРУБ, содержащий силовой гидроцилиндр для перемещения деформирующего инструмента и гидросистему с золотником переключения полостей цилиндра, регчлятором давления и пневмогидравлическим преобразователем с валом, на котором смонтирована рукоятка его включения, отличающийся тем, что, с целью повышения качества обработки пу тем обеспечения точности регулировки давления в гидроцилиндре, регулятор давления выполнен в виде коромысла с передвижной опорой, сочлененного с его концами гидравлического плунжерного цилиндра и подпружиненного толкателя, двуплечего рычага, закрепленного на валу рукоятки включения пневмогидравлического преобразователя, а также кулачка переключения золотника с упорной планкой, при этом последняя связана с одним плечом рычага, а подпружиненный толкатель - с другим его плечом. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Полуавтомат для развальцовки труб в трубных решетках аппаратов | 1960 |
|
SU145205A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
