простая кинематическая схема автомата, высокая производительность и возможность обеспечения высокой степени автоматизации процесса развальцовки несложными средствами.
Автомат для развальцовки тонкостенных трубок содержит вращающие державки, развальцовочный инструмент, выполненный в виде конических шипов, вводимых в трубку с двух сторон и радиально установленных в державках.
Этот автомат имеет следующие недостатки. Подача трубки на позицию развальцовки осуществляется самим инструментом, причем усилие, сообщающее трубке поступательное перемещение, излишне деформирует ее, таудшая качество развальцовки. Вследствие износа механизма зацепления параллельных валов может быть нарушена соосность противолежащих инструментов, что приведет к неравномерной и некачественной развальцовке трубок.
Известная конструкция не позволяет производить развальцовку набранного пакета труб со сложным рисунком, что ограничивает технологические возможности устройства.
Целью изобретения является создание установки, обладающей возможностью развальцовки труб в трубных досках.
Поставленная цель достигается тем, что державки снабжены расположенными на их периферии на одинаковом расстоянии от шппов зпорами, а питатель выполнен в виде трубной доски, взаимодействующей торцом с упорами, и снабжен приводом перемещения в направлении, перпендикулярном к плоскости, проходящей через оси державок, оси выполнены эксцентриковыми.
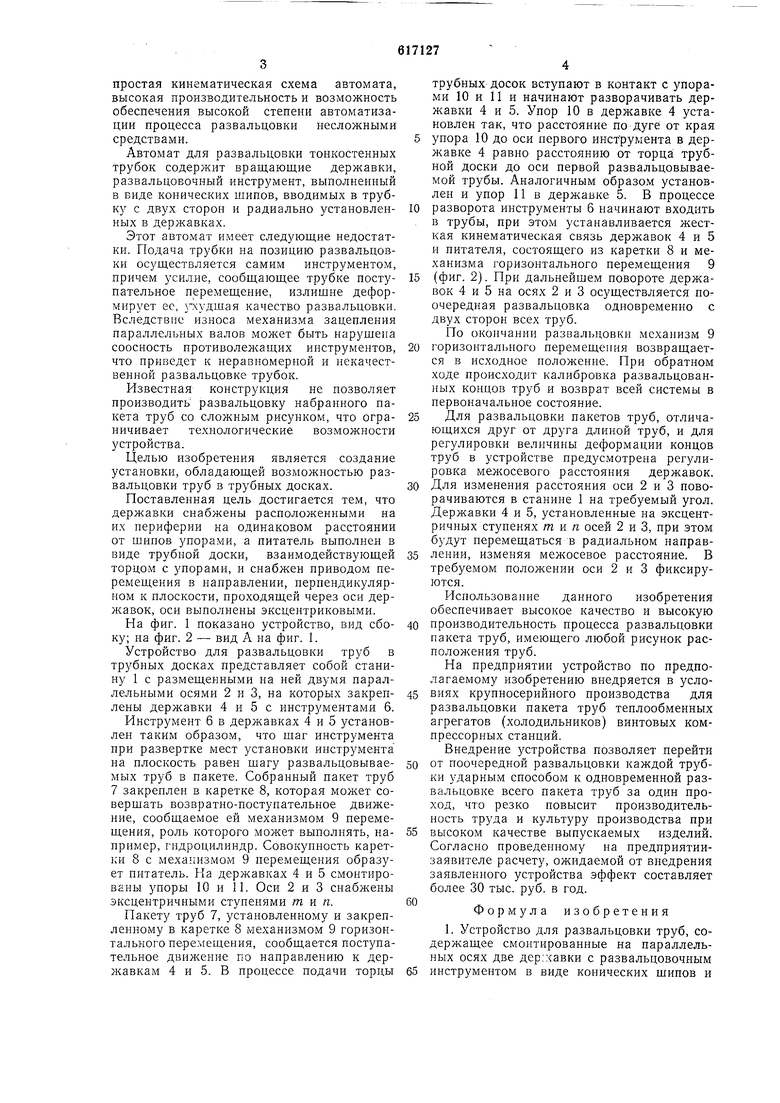
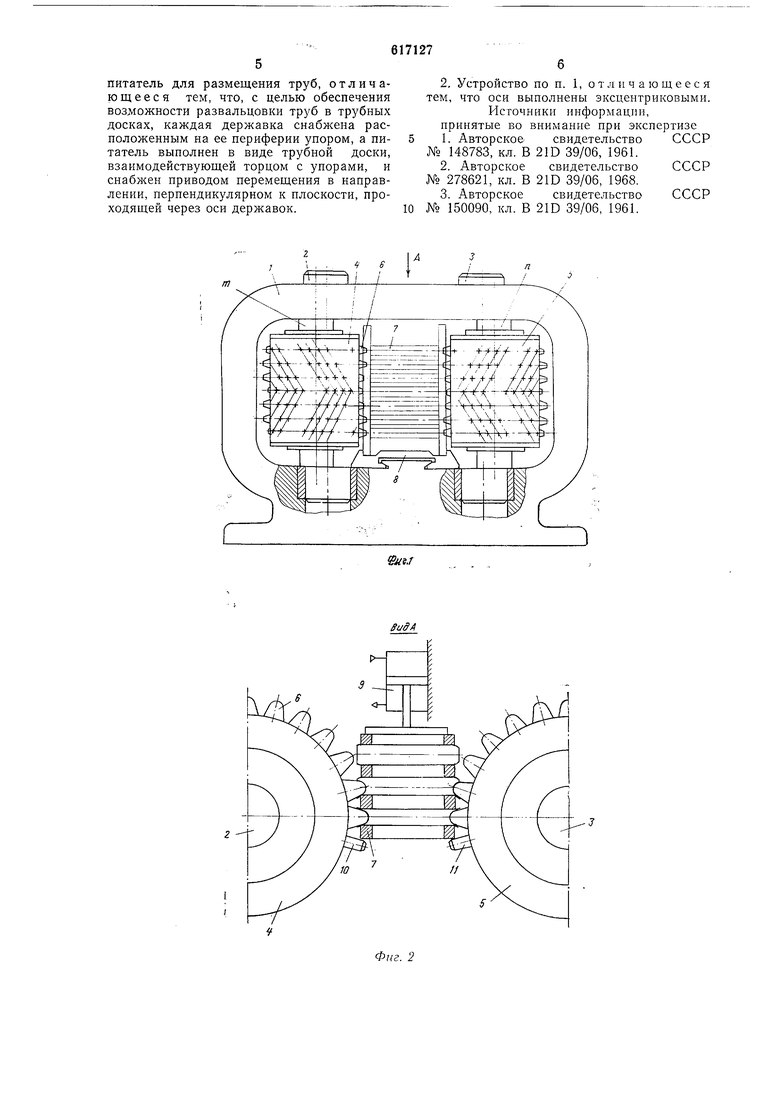
На фиг. 1 показано устройство, вид сбоку; на фиг. 2 - вид А на фиг. 1.
Устройство для развальцовки труб в трубных досках представляет собой станину 1 с размещенными на ней двумя параллельными осями 2 и 3, на которых закреплены державки 4 и 5 с инструментами 6.
Инструмент 6 в державках 4 и 5 установлен таким образом, что шаг инструмента при развертке мест установки ипструмента на плоскость равен шагу развальцовываемых труб в пакете. Собранный пакет труб 7 закреплен в каретке 8, которая может совершать возвратно-поступательное движение, сообщаемое ей механизмом 9 перемещения, роль которого может выполнять, например, гндроцилиндр. Совокупность каретки 8 с механизмом 9 перемещения образует питатель. На державках 4 и 5 смонтированы упоры 10 и 11. Оси 2 и 3 снабжены эксцентричными ступенями т и п.
Пакету труб 7, установленному и закрепленному в каретке 8 механизмом 9 горизонтального перемещения, сообщается поступательное движение по направлению к державкам 4 п 5. В процессе подачи торцы
трубных досок вступают в контакт с упорами 10 и 11 и начинают разворачивать державки 4 и 5. Упор 10 в державке 4 установлен так, что расстояние по дуге от края упора 10 до оси первого инструмента в державке 4 равно расстоянию от торца трубной доски до оси первой развальцовываемой трубы. Аналогичным образом установлен и упор 11 в державке 5. В процессе
разворота инструменты 6 начинают входить в трубы, при этом устанавливается жесткая кинематическая связь державок 4 и 5 н питателя, состоящего из каретки 8 и механизма горизонтального перемещения 9
(фиг. 2). При дальнейшем повороте державок 4 и 5 на осях 2 и 3 осуществляется поочередная развальцовка одновременно с двух сторон всех труб.
По окончании развальцовки механизм 9
горизонтального перемещения возвращается в исходное положение. При обратном ходе происходит калибровка развальцованных концов труб и возврат всей системы в первоначальное состояние.
Для развальцовки пакетов труб, отличающихся друг от друга длиной труб, и для регулировки величины деформации концов труб в устройстве предусмотрена регулировка межосевого расстояния державок.
Для изменения расстояния оси 2 и 3 поворачиваются в станине 1 на требуемый угол. Державки 4 и 5, установленные на эксцентричных ступенях тип осей 2 и 3, при этом будут перемещаться в радиальном направлении, изменяя межосевое расстояние. В требуемом положении оси 2 и 3 фиксируются.
Использование данного изобретения обеспечивает высокое качество п высокую
производительность процесса развальцовки пакета труб, имеющего любой рисунок расположения труб.
На предприятии устройство по предполагаемому изобретению внедряется в услоВИЯХ крупносерийного производства для развальцовки пакета труб теплообменных агрегатов (холодильников) винтовых компрессорных станций.
Внедрение устройства позволяет перейти
от поочередной развальцовки каждой трубки ударным способом к одновременной развальцовке всего пакета труб за один проход, что резко повысит производительность труда и культуру производства при
высоком качестве выпускаемых изделий. Согласно проведенпому на предприятиизаявителе расчету, ожидаемой от внедрения заявленного устройства эффект составляет более 30 тыс. руб. в год.
л
Формула изобретения
1. Устройство для развальцовки труб, содержащее смонтированные на параллельных осях две дер:хавки с развальцовочным инструментом в виде конических шипов и
питатель для размещения труб, отличающееся тем, что, с целью обеспечения возможности развальцовки труб в трубных досках, каждая державка снабжена расположенным на ее периферии упором, а питатель выполнен в виде трубной доски, взаимодействующей торцом с упорами, и снабжен приводом перемещения в направлении, перпендикулярном к плоскости, проходящей через оси державок.
2, Устройство по п. 1, отличающееся тем, что оси выполнены эксцентриковыми.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 148783, кл. В 21D 39/06, 1961.
2.Авторское свидетельство СССР № 278621, кл. В 21D 39/06, 1968.
3.Авторское свидетельство СССР № 150090, кл. В 21D 39/06, 1961.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для развальцовки труб | 1977 |
|
SU659248A1 |
| Устройство для одновременного уплотнения всех труб в трубной доске | 1981 |
|
SU963622A1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| Автомат для одновременной развальцовки обоих концов тонкостенных трубок | 1961 |
|
SU150090A1 |
| Устройство для развальцовки труб в трубных досках | 1987 |
|
SU1433575A1 |
| Установка для развальцовки труб в коллекторах | 1980 |
|
SU891196A1 |
| ПОЛУАВТОМАТ ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ В ТРУБНЫХ РЕШЕТКАХ АППАРАТОВ | 1970 |
|
SU269139A1 |
| РУЧНОЙ РАЗВАЛЬЦОВОЧНЫЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2011 |
|
RU2550679C2 |
| Способ развальцовки труб в отверстиях трубной решетки теплообменного аппарата | 1989 |
|
SU1639844A1 |
| СПОСОБ СБОРКИ ТРУБЧАТОГО ТЕПЛООБМЕННИКА | 1992 |
|
RU2019377C1 |
