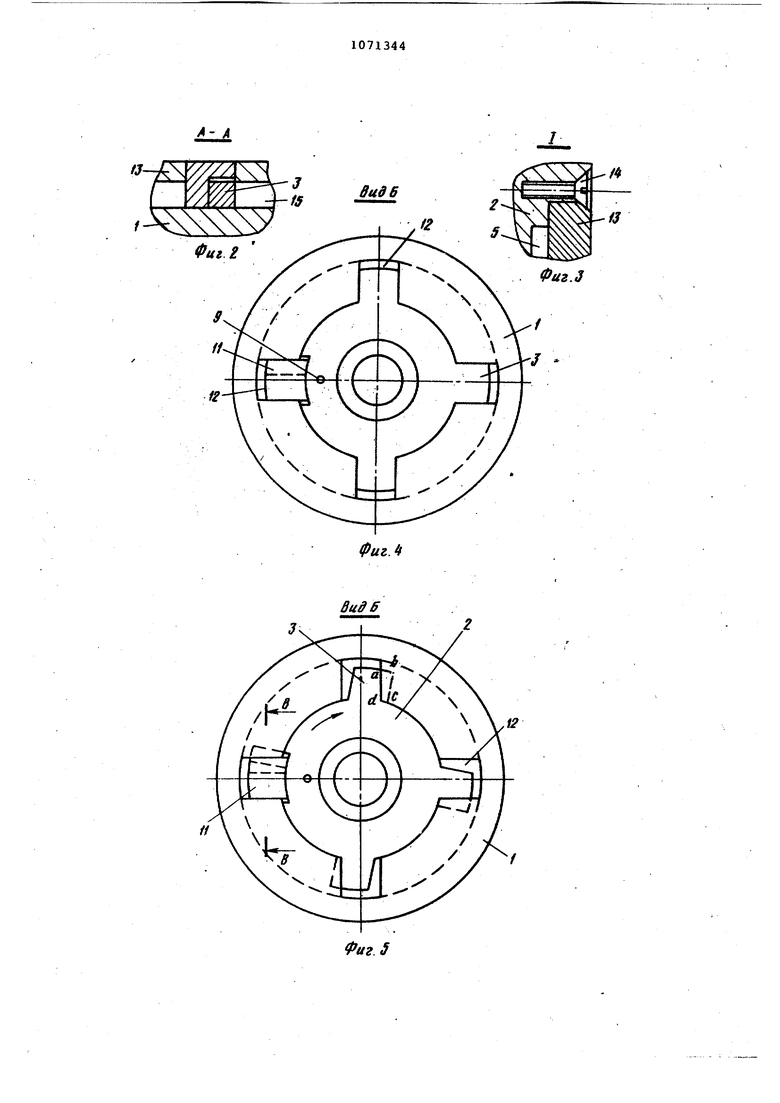
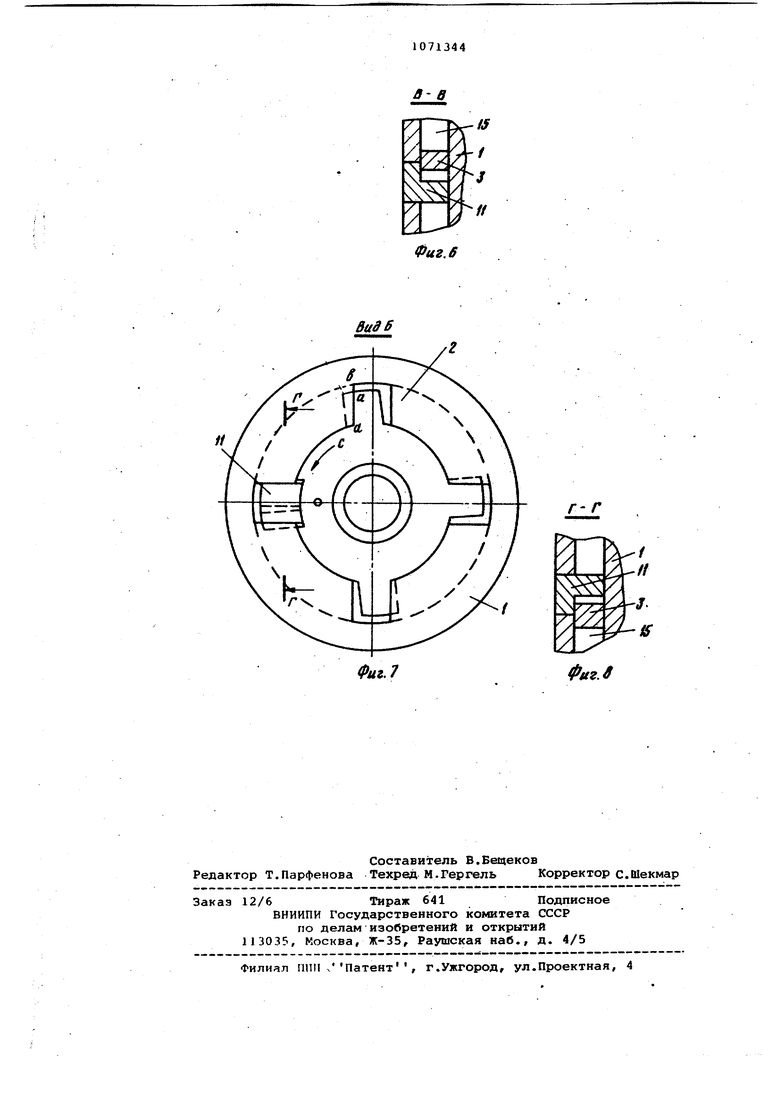
.. ff Изобретениеотносится к обработке металлов давлением, а именно к конструкции штампов для горячей штамповки, и применяется преимьтцест венно в штампах для изотермической штамповки. Известен матричный узел, содержащий матрицедержатель с матрицей, опорный элемент и фиксирующий эле;у1ент, где матрицедержатель выполнен , в виде обоймы с дополнительными цилиндрическими проточками, в которых смонтированы дополнительные матрицы при этом каждая из них снабжена фик сирующим и опорным элементами, последний из которых выполненв виде п кета шайб, а матрицедержатель установлен в жестко связанных с плитой направляющих планках, при этом на плите закреплены упоры для фиксирования маТрицедержателя tn Недостатками устройства являются большое время на замену дополнитель ных матриц из матрицедержателя, так как для демонтажа и монтажа послед них необходимо производить отвинчивание и затяжку нескольких крепежных болтов у каждой дополнительной матрицы; большие затраты энергии на. нагрев матричного узла после каж дой переналадки, так как при каждой переналадке, например при изотермической штамповке, необходимо сперва охлаждать матричный узел, а затем нагревать до рабочей температуры. Известен матричный .блок штампа для горячей штамповки .изделий, содержащий корпус с.кольцевой проточкой и установленный в нем рабочей .вставкой с элементами ее фиксации .относительно корпуса, размещенными в выемках на боковой поверхности . вставки и выполненными из материала С коэффициентом линейного расширения отличным от величины коэффициента линейного расширения материала вставки С21. Однако для известного матричного блока характерны низкая прочность, крепления вставки и значительные трудозатраты, переналадки, Цель изобретения - упрощение условий нала/ючных работ при монтаже и демонтаж:.- вставки. I Поставленная цель достигается тем, что матричный блок штампа для горячей штамповки изделий, содержа щий корпус с.кольцевой проточкой и установленной в нем рабочей вставкой с элементами ее фиксации относи тельно корпуса, размещенными в выем ках на боковой поверхности вставки и выполненными из материала с коэффициентом линейного расширения, отличным от величины коэффициента ли нейного расширения материала вставки, снабжен упОром, размещенным в кольцевой проточке корпуса с возможностью взаимодействия с рабочей вставкой и поворота относительно корпуса, элементы фиксации одними концами жестко закреплены на упоре, а другими - на вставке, при этом выемки на боковой поверхности вставки выполнены по винтовой линии , На фиг. 1 показан матричный блок, разрез; на-фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - узел Г на фиг. 1; на фиг. 4 - вид Б на фиг. 1; на фиг. 5 - то же, до за.крепления вставки; на фиг. 6 - се.чение В-В на фиг. 5; на фиг. 7 то же, фи1. 1 после закрепления вставки; на фиг. 8 - сечение Г.-Г на фиг. б. , Матричный блок состой из корпуса 1 с размещенной в нем рабочей вставкой 2 с фиксирующими, элементами 3. На вставке 2 выполнены ступенчатые винтовые выемки 4, в которых размещены элементы фиксации 5 совместно со стенками винтовой канавки, образующие винтовые каналы 6, которые соединены с окружаквдей матрицу средой отверстиями 7-9. Верхние концы 10 элементов фиксации 5 приварены к упору 11, который установлен в одном из пазо 12 корпу са 1. Нижние концы 13 Элементов 5 прикреплены к вставке 2 винтом 14. Фиксирующие элементы 3 вставки 2 находятся в кольцевой проточке 15 корпуса матрицы. Дляудаления отштампованных изделий из гравюры 16 вставок .2 в корпусе 1 расположен выталкиватель 17с фланцем 18. Для поддержания температуры штамповки корпус 1 ма.трйцы охватывается нагревателем 19. Закрепление и демонтаж вставки 2 в корпусе 1 производится в след.ующем порядке. Вставка 2 помещается в разогретый до рабочей температуры нагревателем 19 корпус 1. Вставка 2 и элементы фиксации 5, разогреваясь, увеличивают свои размеры, но так как последние имеют больший коэффициент линейного расширения, чем вставка 2, то и увеличение их размеров по длине происходит на большую величину, чем увеличение по сопрягаемым с элементом 5 размерам вставки 2. Так как верхний конец 10 элемента фиксации 5 приварен к упору 11, размещенному в пазу-12, а нижний конец 13 элемента фиксации. 5 прикреплен винтом 14 к вставке 2, то элемент фиксации, увеличивая свои размеры по длине, разворачивает . вставку 2 относительно корпуса 1. В результате фиксирующие элементы 3 смещаются относительно пазов 12 по кольцевой проточке 15 на величину
площадки obicf , которая препятствует перемещению вставки 2 по вертикальной оси симметрии матрицы, при удалении выталкивателем 17 отштампованного изделия из гравюры 16. В случае необходимости удаления вставки 2 из корпуса 1 без полного охлаждения матрицы, например при износе гравюры 16, по. отверстиям 7 и 8, каналу 6 и отверстию 9 подается охлаждающая среда (воздух) в направлении, показанном стрелками. Элемент фиксации 5, охлаждаясь, уменьшает свои, размеры и разворачивает вставку 2 с фиксирующими элементами 3 в исходное положение.
После чего фланцем 18 выталкивателя 17 вставка удаляется из корпуса 1. Для более надежного функционирования механизма закрепления вставки 2 в корпусе 1 возможно на вставке 2 равномерное размацение нескольких элементов фиксации 5, которые размещаются в соответствующих им по форме винтовых выемках 4 , расположенных равномерно по диаметру вставки 2. Равномерное расположение элементЪв фиксации 5 по диаметру вставки 2 обеспечивается за счет того, что винтовые выемки 4 выполнены по правилу многозаходной резьбы, т.е. начала и концы винтовых выемок 4 с расположенными в них элементами фиксации 5 распределены по диаметру вставки 2 равномерно. В этом случае усилие для разворота вставки 2 корпуса 1 передается равномерно по диаметру вставки несколькими элементами фиксации 5, что повышает надежность закрепления вставки 2, так как гарантируется разворот фиксирующих элементов 3 на заданную величину относительно пазов 12. Для закрепления вставки 2 в корпусе 1 матрицы возможно применение элементов фиксации 5 из материала с.коэффициентом линейного расширения меньшим, чем материал вставки 2. В этом случае разворот вставки 2 в корпусе 1 при разогреве элементов фиксации 5 происходит в направлении, обратном тому, которое обеспечивается элементами фиксации 5 с большим коэффициентом линейного расширения, чем материал вставки 2. Это происходит по той причине, что винтовая канавка вставки 2, нагреваясь, увеличивает свой диаметр на большую величину, чем размер эле-, мента фиксации 5 по длине. Соотношение величин коэффициентов линейного расширения материала элементов фиксации 5 и материала вставки 2 должно быть набрано таким, чтобы при.развороте фиксирующих элементов 3 относительно пазов 12 величина площадки ci&cd была бы достаточна для надежного крепления вставки 2 в корпусе 1. Так как иначе площадка контакта ofeccJ фиксирующих элементов 3 с корпусом 1 не вьщерживаетусилия выталкивания отштампованного изделия из гравюры 1 по причине небольшой своей величины, а следовательно, малой прочности при работе на смятие,
для надежности срабатывания элементов фиксации необходимо, чтобы сечение этих элементов охватывалось со всех сторон.корпусом и вставкой.
С этой целью элементы фиксации расположены в винтовых выемках, которые не позволяют им терять устойчивость по своей длине и деформироваться во время передачи ими усилия на вставку для ее разворота. Кроме того,
расположение элементов фиксации в винтовой выемке позволяет разместить в матрице элементы фиксации большой длины без увеличения размеров матрицы, а значит и повысить
надежность закрепления вставки за счет больших углов разворота фиксируквдих элементов вставки относительно пазов в корпусе матрицы.
Наиболее применимый способ сборки элементов фиксации со вставкой навивка элементов фиксации в винтовые канавки вставки, закрепление их на.вставке и упоре, например приварка, а затем окончательная обработка
наружной поверхности вставки совместно с элементам фиксации..
Применение предлагаемого технического решения по сравнению с базовым объектом, в качестве которого принят прототипом, позволяет значительно повысить производительность труда при переналадке устройства.
ФигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Матричный блок | 1981 |
|
SU984613A1 |
| Штамп для объемной штамповки | 1986 |
|
SU1461579A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Штамп для изотермического деформирования | 1986 |
|
SU1466863A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| Штамп для объемной штамповки | 1987 |
|
SU1489913A2 |
| Штамп для многопереходной штамповки | 1987 |
|
SU1480935A1 |
| Штамп для штамповки деталей сложной конфигурации | 1980 |
|
SU1042870A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКРЕТНОЙ ГРАВЮРЫ ШТАМПА | 2011 |
|
RU2466814C1 |
МАТРИЧНЫЙ БЛОК ШТАМПА ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ИЗДЕЛИЙ, содержащий корпус с кольцевоЛ проточкой и установленной в нем рабочей вставкой с элементами ее фиксаций относительно корпуса, размещенными в выемках на боковой поверхности вставки и выполненными из материала с коэффициентом линейного расищрения, отличным от величины коэффициента линейного расширения материала вставки, отличающийс я тем, что, с целью упрощения условий наладочных работ, он снабжен упором, р,азмещенным в кольцевой проточке корпуса с возможностью взаимодействия с рабочей вставкой и .поворота относительно корпуса, элементы фиксации одними концами жестко закреплены на упоре, а другими - на вставке, при этом выемки на боковой поверхности вставки выполнены по винтовой линии.
г-г
Фиг.7
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Матричный узел | 1974 |
|
SU533437A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Матричный блок | 1981 |
|
SU984613A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
