Изобретение относится к металлургическому производству для получения горячей штамповкой заготовок-валов с утолщением на конце.
Известна нижняя часть штампа для получения поковок типа стержней с головкой на конце, например, болтов, содержащая обойму с закрепленной в ней матрицей с формообразующей полостью и выталкивателем в ее нижней части (см. книгу Ковка и штамповка / Е.Н. Семенов и др. - М.: Машиностроение, 1986. - Т. 2, с. 32-33).
Его недостатки: незначительная стойкость формообразующей полости матрицы из-за значительных тепловых и силовых нагрузок, действующих на нее при получении поковки.
Известна формообразующая часть штампа для получения заготовок типа клапанов двигателей внутреннего сгорания, содержащая обойму с верхней и нижней кольцевыми канавками на внутренней поверхности с открытыми в них поперечными окнами под хладагент и концами ее и матрицы винтовых канавок, открытых также противоположными концами в среднюю кольцевую канавку ее, расположенную ниже зоны сопряжения частей полости матрицы (зсчпм) с выполненными в этой зоне ее наклонными каналами под хладагент с началом их в винтовых канавках обоймы, а концом их в начале винтовых канавок на наружной поверхности матрицы, охваченной обоймой, с частью ее полости меньшего диаметра (см. патент РФ №2670508 С2 от 23.10.2018).
Недостатки этого решения: из-за расположения средней канавки ниже зсчпм усложняется попадание хладагента из канавок матрицы в канавки обоймы, что также затрудняет сборку этих деталей между собой из-за необходимости совмещения концов этих канавок.
Выполнение наклонных каналов под хладагент на наружной боковой поверхности матрицы возможно наклонной установкой ее на столе, например, сверлильного или координатного станков, для зацентровки этой поверхности трудоемко, как и выполнение на ней и на внутренней поверхности обоймы наклонных канавок.
Задачей предлагаемого решения является повышение эффективности охлаждения матрицы и ее стойкости, технологичности этой части штампа и упрощении его конструкции.
Технический результат от него: повышение стойкости и технологичности матрицы с улучшением экономических показателей такого штампа.
Это достигается тем, что формообразующая часть горячего штампа под заготовку-вал с шестерней на конце, содержащая обойму с верхней и нижней кольцевыми канавками на внутренней поверхности и открытыми в них поперечными окнами под хладагент и концами ее и матрицы винтовых канавок, открытых также противоположными концами в среднюю кольцевую канавку ее, расположенную ниже зоны сопряжения частей полости матрицы с выполненными в этой зоне ее наклонными каналами под хладагент с началом их в винтовых канавках обоймы и концом в начале винтовых канавок на наружной поверхности охваченной обоймой матрицы с частью ее полости меньшего диаметра, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО только на наружной боковой поверхности матрицы в зоне ее формообразующей полости выполнены закрытые канавки с углом наклона ≥0 относительно ее продольной оси и с формой дна, подобной поверхности формообразующей полости матрицы, причем нижние и верхние края их торцевых стенок, образованные с одним значением радиуса кривизны <∞, расположены соответственно в нижней кольцевой канавке матрицы, куда открыто нижнее поперечное окно обоймы, и в верхней кольцевой канавке обоймы у верхних торцевых стенок между нижними и верхними краями сопряжены последовательно участки с радиусами кривизны <∞
и=∞, центры которых расположены с противоположной предыдущим центрам стороны; эти стенки разделены участком дна каждой из канавок длиной ≥0, выполненным с радиусом кривизны =∞;
Выполнением только на наружной боковой поверхности матрицы в зоне ее формообразующей полости закрытых с радиусными торцевыми стенками канавок с углом наклона ≥0 относительно ее продольной оси, донья которых подобны поверхности формообразующей полости матрицы, упрощаются конструкции обоймы без винтовых канавок, внутренних средней и нижней кольцевых канавок, а также и матрицы без наклонных каналов в зоне сопряжения радиусов ее формообразующей полости, чем повышается их технологичность.
Расположением краев таких канавок матрицы соответственно в нижней кольцевой канавке матрицы и в верхней кольцевой канавке обоймы отпадает надобность в ее средней кольцевой канавке и упрощается ее изготовление.
Использованием в нижних частях канавок радиусных торцевых стенок связано с уменьшением тепловой нагрузки к нижнему торцу матрицы от формирующейся в ней поковки; при этом величина их радиуса кривизны <∞ и определяется диаметром дисковой или червячной фрезы, образующей эти канавки с углом наклона ≥0 относительно ее продольной оси и учетом их глубины; при этом в начале и в конце верхних торцевых стенок канавок имеется такой же радиус кривизны, как и выше указанный, определяемый также диаметром этой фрезы на части их длины, а в остальных частях этих стенок двумя другими значениями радиуса кривизны из диапазона ≤∞, сопряженными с начальным и конечным, вследствие наличия радиусов сопряжения у формообразующей полости и значительного изменения ее нижнего диаметра по сравнению с верхним, например, с 80 до 35 мм; поэтому там выполнен прямолинейный наклонный участок с радиусом кривизны =∞, соединяющий концами другие участки. Соединением между собой торцевых стенок по доньям длиной =0 канавок упрощается изготовление матрицы с короткой нижней частью формообразующей полости и повышается прочность ее такими радиусными канавками, что определяется длиной хвостовика у получаемой поковки. Наличием у таких канавок прямых или винтовых участков длиной > (их радиус кривизны =∞) между их торцевыми радиусными стенками обеспечивается эффективное охлаждение поверхностей полости матрицы; они выполняются, как и их торцевые стенки, одной и той же дисковой или червячной фрезой на соответствующем станке.
Формированием у верхних торцевых стенок между нижними и верхними краями сопряженных с имеющимися последовательно двух участков со своими радиусами кривизны <∞ и
=∞ с их центрами, расположенными с противоположной предыдущим центрам стороны, создаются прямые или винтовые канавки под циркулирующий по ним хладагент.
Анализ предлагаемого и известных решений показывает, что оно ново, с существенными отличиями и промышленной пригодностью и поэтому соответствует критерию ИЗОБРЕТЕНИЕ.
Оно представлено на чертеже фиг. 1 и содержит обойму 1 с поперечными окнами 2 и 3 (верхним) и (нижним) под хладагент, открытыми в ее внутреннюю верхнюю кольцевую канавку 4 и нижнюю кольцевую канавку 5 матрицы, охваченной с натягом обоймой 6 с формообразующее полостью 7, содержащей сверху вниз цилиндрическую, коническую, радиусную, коническую и цилиндрическую под выталкиватель сформированной поковки части, и с наружными закрытыми с радиусными внизу (R1<∞) и радиусно-прямыми (R1<∞, R2 ∞ и R3=∞) вверху торцевыми стенками канавки 8 с углом наклона их ≥0 (на чертеже он равен 0) относительно ее продольной оси; при этом между радиусами R1 и R1 торцевых стенок может быть прямой участок канавок с R3 или их начала с R1 и R1 совмещены и поэтому и протяженность такого участка =0 (показано штриховой линией, когда у поковки короткая хвостовая часть); эти канавки отделены от поверхности формообразующей полости 7 матрицы стенками постоянной толщины (желательно) и образуются дисковыми или червячными фрезами, которыми формируется также подобный поверхности формообразующей полости матрицы профиль по доньям канавок 8; края их торцевых стенок 9 и 10 открыты в нижнюю кольцевую канавку 5 матрицы 6 и верхнюю 4 кольцевую канавку 4 обоймы 1.
Матрица охлаждается так: хладагент подводится через нижнее поперечное окно 3 обоймы 1 и нижнюю кольцевую канавку 5 матрицы 6 к краям радиусных торцевых стенок 9 канавок 8, по которым устремляется вверх к зоне сопряжения частей полости 7 матрицы 6, где максимальны силовое, тепловое и прочие воздействия нагретого металла формируемой поковки; в этой зоне обеспечивается наибольший эффект охлаждения наружной (по доньям и боковым стенкам канавок 8 поверхности матрицы и, следовательно, ее внутренней поверхности-зоны сопряжения по радиусам верхней и нижней частей ее полости 7; из этой зоны через верхние края радиусно-прямых или винтовых торцевых стенок 10 канавок 8 нагретый хладагент поступает в кольцевую канавку 4 обоймы 1 и через ее поперечное окно 2 отводится за пределы штампа.
Эффективность охлаждения матрицы определяется величиной установившейся к началу очередной запрессовки металла в нее температурой ее внутренней поверхности, зависящей от теплопоступления в нее, темпа работы пресса, толщины ее стенок по доньям канавок 8, расхода и скорости циркуляции хладагента по ним и чем меньше значение этой температуры, тем выше стойкость матрицы; предлагаемым и испытанным решением она увеличена в 1,7 раза.
Количество прямых или наклонных канавок (как минимум 10-12) матрицы определяется поперечными размерами ее формообразующей полости, длина которой задается длиной получаемой поковки.
Таким образом, предлагаемым решением упрощается конструкция обоймы при незначительном усложнении матрицы с повышением стойкости ее как минимум в 1,7 раза и улучшенными экономическими показателями штампа.

Изобретение относится к технологической оснастке для горячей штамповки. Формообразующая часть штампа содержит обойму, в полости которой установлена матрица с формообразующей полостью. Полость имеет расположенные сверху вниз цилиндрическую, коническую, радиусную, коническую и цилиндрическую части. Обойма выполнена с верхним и нижним поперечными окнами под хладагент и с верхней кольцевой канавкой на внутренней поверхности. Верхнее поперечное окно открыто в верхнюю кольцевую канавку. Матрица имеет нижнюю кольцевую канавку, в которую открыто нижнее поперечное окно обоймы, и прямые или наклонные относительно продольной оси матрицы закрытые канавки. Поверхность дна упомянутых закрытых канавок подобна поверхности формообразующей полости матрицы. Края торцевых стенок этих канавок выполнены с одним радиусом кривизны и расположены соответственно в верхней кольцевой канавке обоймы и в нижней кольцевой канавке матрицы. В результате обеспечивается повышение стойкости матрицы. 1 ил. 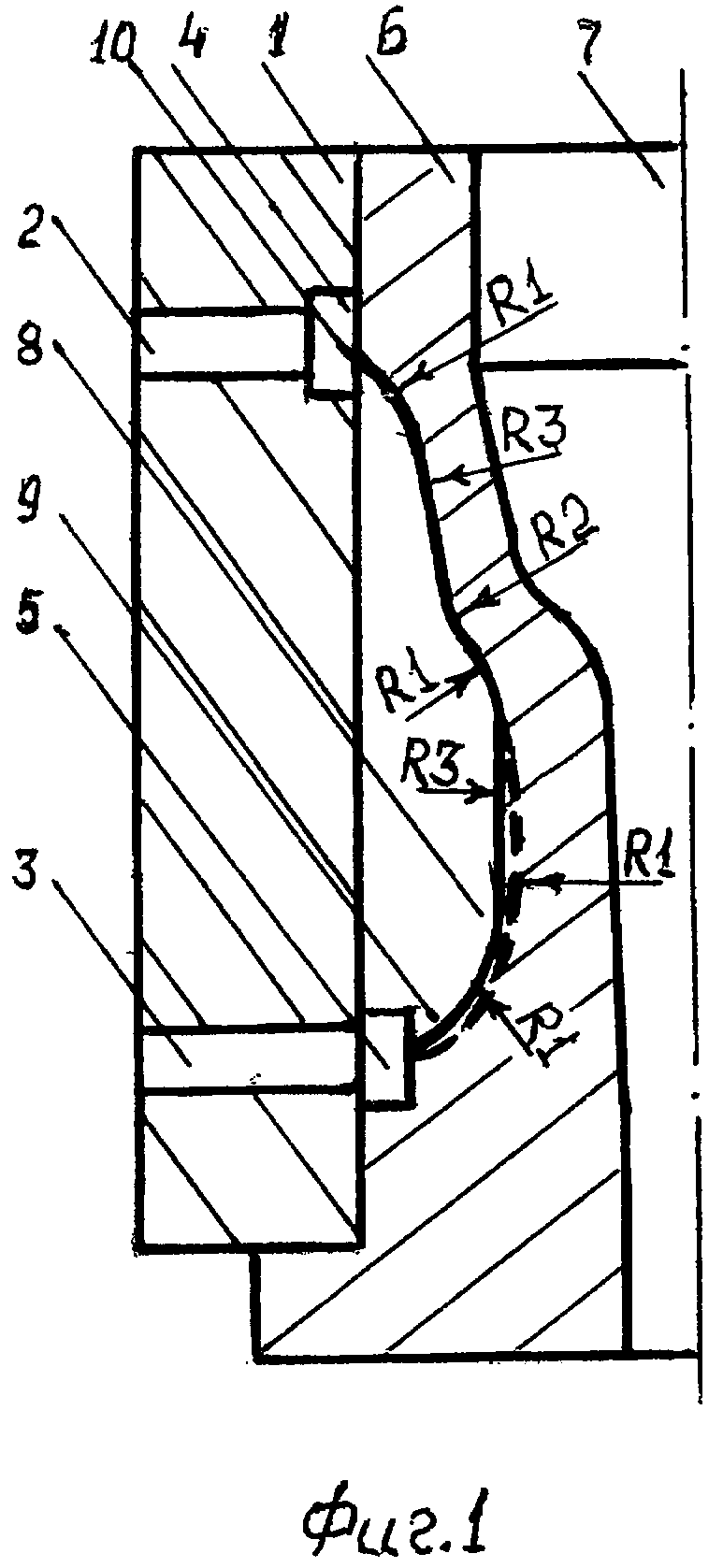
Формообразующая часть горячего штампа для получения заготовки в виде вала с шестерней на конце, содержащая обойму, в полости которой с натягом установлена матрица, выполненная с формообразующей полостью, имеющей расположенные сверху вниз цилиндрическую, коническую, радиусную, коническую и цилиндрическую части, при этом обойма выполнена с верхним и нижним поперечными окнами под хладагент и с верхней кольцевой канавкой на внутренней поверхности, в которую открыто упомянутое верхнее поперечное окно, отличающаяся тем, что матрица выполнена с нижней кольцевой канавкой, в которую открыто нижнее поперечное окно обоймы, и с прямыми или наклонными относительно продольной оси матрицы закрытыми канавками, при этом поверхность дна упомянутых канавок подобна поверхности формообразующей полости матрицы, а края их торцевых стенок выполнены с одним радиусом кривизны и расположены соответственно в верхней кольцевой канавке обоймы и в нижней кольцевой канавке матрицы.
| Способ охлаждения нижней части горячего штампа и устройство его реализации | 2017 |
|
RU2670508C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| Матричный блок штампа для горячей штамповки изделий | 1982 |
|
SU1071344A1 |
| Штамп для горячего деформирования | 1977 |
|
SU656730A1 |
| US 7043955 B2, 16.05.2006. | |||

