Изобретение относится к металлургическому производству и пригодно для получения горячей штамповкой заготовок-валов с шестерней на конце. Известны прессовые неохлаждаемые штампы, формообразующие части которых подвергаются значительным силовым, термическим, эрозионным и прочим нагрузкам, вследствие чего стойкость их составляет несколько тысяч съемов заготовок (см. книгу Технология металлов и конструкционные материалы. / В.А. Кузьмин и др. - М.: Машиностроение, 1989, с. 342-353). Известен способ охлаждения матрицы горячего штампа, включающий подачу хладагента в нижнюю часть каналов между сопрягаемыми поверхностями ее и обоймы, циркуляцию по ним и отвод его нагретым из их верхних частей за пределы последней (см. патент РФ 2670508 С1 от 23.10.2018).
Его недостаток: ограниченная стойкость (не более 10000 запрессовок заготовок) поверхности формообразующей полости матрицы из-за перегрева ее при работе и значительных давлений на нее деформируемого металла. Известно и устройство реализации этого способа в горячем штампе, содержащем обойму, с размешенной в ней матрицей с верхней частью большего диаметра и расположенной под ней частью меньшего диаметра ее формообразующей полости, соединенных радиусами сопряжения; в верхней части обоймы выполнено поперечное окно, открытое в ее внутреннюю кольцевую канавку, куда также открыты и ее винтовые канавки под циркулирующий хладагент, соединенную этими канавками со средней кольцевой канавкой обоймы, образованной ниже зоны сопряжения частей формообразующей полости матрицы с наклонными каналами под хладагент, начало которых открыто в винтовые канавки обоймы, а конец - в начало наклонных канавок на наружной поверхности матрицы в зоне ее части с формообразующей полостью меньшего диаметра, открытых концами в нижнюю кольцевую канавку обоймы, куда открыто ее нижнее поперечное окно (см. выше указанный патент).
Его недостаток: циркуляцией хладагента только вдоль менее нагретой наружной поверхности матрицы невозможно повысить ее стойкость. Задачей предлагаемого является повышение эффективности охлаждения поверхности формообразующей полости матрицы. Технический результат от предлагаемого: повышение стойкости матрицы. Это достигается тем, что в предлагаемом способе охлаждения горячего штампа, включающем подачу хладагента в нижнюю часть каналов между матрицей и обоймой, циркуляцию по ним и отвод его из их верхних частей за пределы последней, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО часть нагретого хладагента отводят в свободную от деформируемой заготовки to полученной из нее поковки формообразующую полость матрицы. Подачей части отводимого и нагретого наружной боковой поверхностью матрицы хладагента из верхней кольцевой канавки обоймы в полость матрицы обеспечивается его контакт с нагретой внутренней поверхностью ее, дополнительный подогрев его с кипением там и охлаждением этой поверхности по всей длине и повышением стойкости матрицы. Поступлением его в эту полость без деформируемой заготовки и полученной из нее поковка обеспечивается максимальный эффект охлаждения внутренней поверхности матрицы и повышением ее стойкости. Это достигается в предлагаемом устройстве для охлаждения горячего штампа под заготовку-вал с шестерней на конце, содержащем обойму с верхней и нижней кольцевыми канавками на ее внутренней поверхности и открытыми в них поперечными окнами под хладагент и концами ее и матрицы винтовых канавок, открытых также в среднюю канавку ее, расположенную ниже зоны сопряжения по радиусам верхней части большего диаметра и расположенной под ней нижней части формообразующей полости меньшего диаметра матрицы с выполненными в этой зоне ее наклонными каналами под хладагент с началом их в винтовых канавках обоймы и концом в начале винтовых канавок на наружной поверхности части матрицы с формообразующей полостью меньшего диаметра, охваченной обоймой, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО в верхнюю кольцевую канавку обоймы, расположенную в начале формообразующей полости матрицы, открыты ее поперечные, окна. Выполнением поперечных каналов у матрицы, выходящих в верхнюю часть ее формообразующей полости и находящихся в зоне верхней кольцевой канавки обоймы, обеспечивается отвод нагретого хладагента теплом наружной боковой поверхности матрицы в эту полость ее. Расположением этих каналов матрицы в начале ее формообразующей полости обеспечивается контакт подаваемого хладагента со всей поверхностью этой полости под действием давления подачи его и силы тяжести, создающих его стекание по ней сверху вниз с охлаждением ее. Сравнение предлагаемых решений с известными сейчас показывает, что они новы, существенно отличаются от них, пригодны в производстве и соответствуют критериям Изобретение.
Предлагаемое представлено на чертеже фиг. 1, в которой реализованы п. 1 и 2 этой формулы и содержит обойму 1, в цилиндрической полости которой с натягом расположена матрица 2 с формообразующей внутренней полостью в верхней части 3 большего диаметра ее, чем в остальной части 4 ее, соединенных между собой радиусами сопряжения; при этом в обойме 1 выполнено верхнее поперечное окно 5 под отводимый хладагент, выходящее в ее внутреннюю верхнюю кольцевую канавку 6, расположенную в начале формообразующей полости матрицы 2, куда открыты своими концами также внутренние винтовые канавки 7, образованные на внутренней поверхности обоймы 1; они выходят другими концами в расположенную ниже зоны сопряжения частей полости матрицы 2 среднюю кольцевую канавку 8 обоймы 1; винтовые канавки 7 открыты также и в начало наклонных каналов 9 матрицы 2, расположенных в зоне сопряжения частей 3 и 4 ее матрицы и выходящих своими концами в начало канавок 10 (прямых или наклонных) на наружной поверхности нижней части 4 ее формообразующей полости; они открыты своими концами в нижнюю кольцевую канавку 11 обоймы, куда выходит ее нижнее поперечное окно 12; в зону расположения верхней кольцевой канавки 6 обоймы 1 открыты поперечные окна 13 матрицы 2, выходящие своими концами в начало верхней части 3 формообразующей полости ее. Матрица 2 охлаждается предлагаемым и реализованным в устройстве способом так: хладагент подается по нижнему окну 12 обоймы через нижнюю кольцевую канавку 11 в продольные или наклонные канавки 10 матрицы 2, по которым поступает в конец ее наклонных каналов 9; по ним он оказывается в их начале, открытом в винтовые канавки 7 обоймы, и устремляется в ее верхнюю кольцевую канавку 6; затем через поперечное окно 5 обоймы большая часть нагретого теплом матрицы хладагента отводится за пределы предыдущей, а меньшая часть его по поперечным окнам 13 матрицы 2 подается в начало верхней части 3 ее формообразующей полости; нагретый и распыленный этими окнами хладагент взаимодействует с поверхностью данной полоски, имеющей большую как минимум на 200 градусов температуру, чем наружная боковая поверхность ее, при этом нагревается до температуры насыщения и кипит с образованием пара, на что затрачивается значительное количество тепла матрицы; далее он перемещается сверху вниз по полости в виде паро-жидкостной смеси и охлаждает эту поверхность до более низкой температуры, а образующийся в матрице пар удаляется через ее концы. При этом хладагент в полость матрицы не подается с начала деформации заготовки в ее полости, перекрывающей формирующейся боковой поверхностью поковки окна 13, и до начала удаления сформированной в ней поковки, когда они открываются до начала образования следующей поковки, причем продолжительность их перекрытия, например, 2-3 секунды, а цикл штамповки поковки порядка 10-15 секунд. Таким образом, предлагаемым способом охлаждения матрицы понижается температура поверхности ее формообразующей полости и повышается ее стойкость благодаря наличию в ней поперечных окон под хладагент.
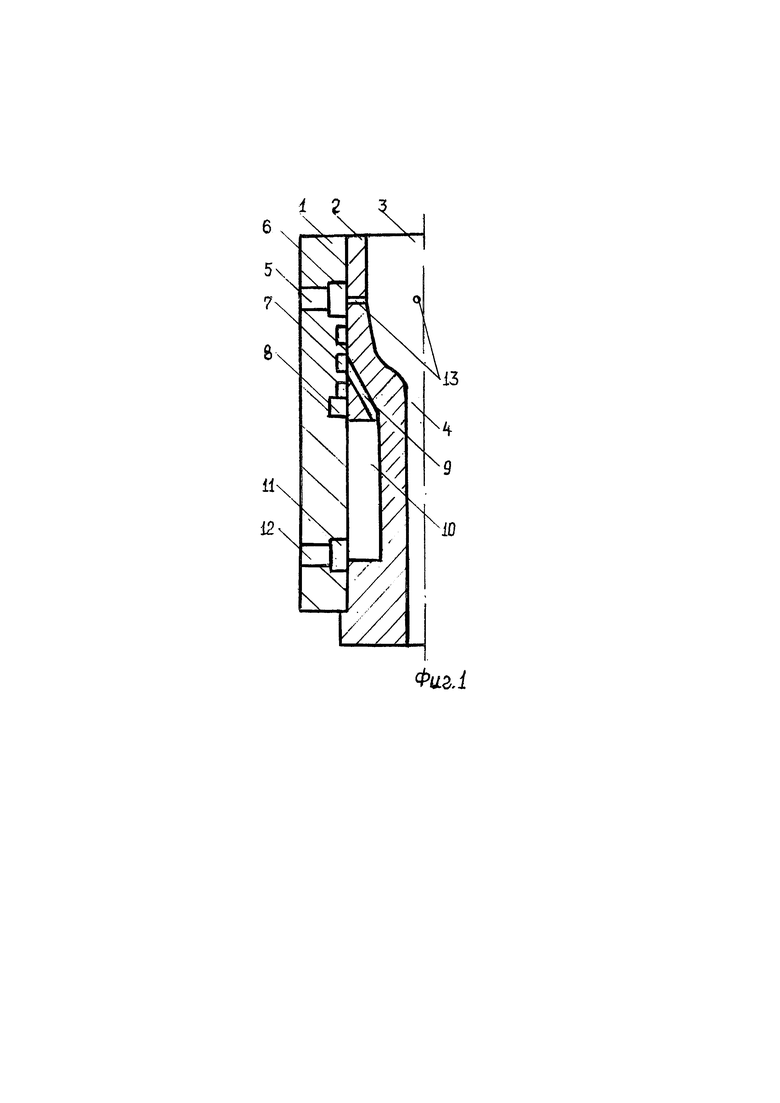
Изобретение относится к технологической оснастке для горячей штамповки. Штамп содержит обойму, в полости которой установлена матрица с формообразующей полостью. Обойма выполнена с верхним и нижним поперечными окнами под хладоагент, с верхней, средней и нижней кольцевыми канавками и с винтовыми канавками. Винтовые канавки выходят концами в верхнюю и среднюю кольцевые канавки. Поперечные окна обоймы открыты в верхнюю и нижнюю кольцевые канавки. Средняя кольцевая канавка расположена ниже зоны сопряжения частей формообразующей полости матрицы, которая имеет расположенные в указанной зоне наклонные каналы под хладоагент и продольные или наклонные канавки на наружной поверхности. Указанные канавки выходят своими концами в нижнюю кольцевую канавку обоймы. Наклонные каналы матрицы, в начало которых открыты винтовые канавки обоймы, выходят своими концами в начало продольных или наклонных канавок. Матрица имеет поперечные окна, выходящие своими концами в верхнюю кольцевую канавку обоймы и в начало верхней части формообразующей полости. В результате обеспечивается повышение стойкости матрицы за счет более эффективного охлаждения ее поверхности. 1 ил.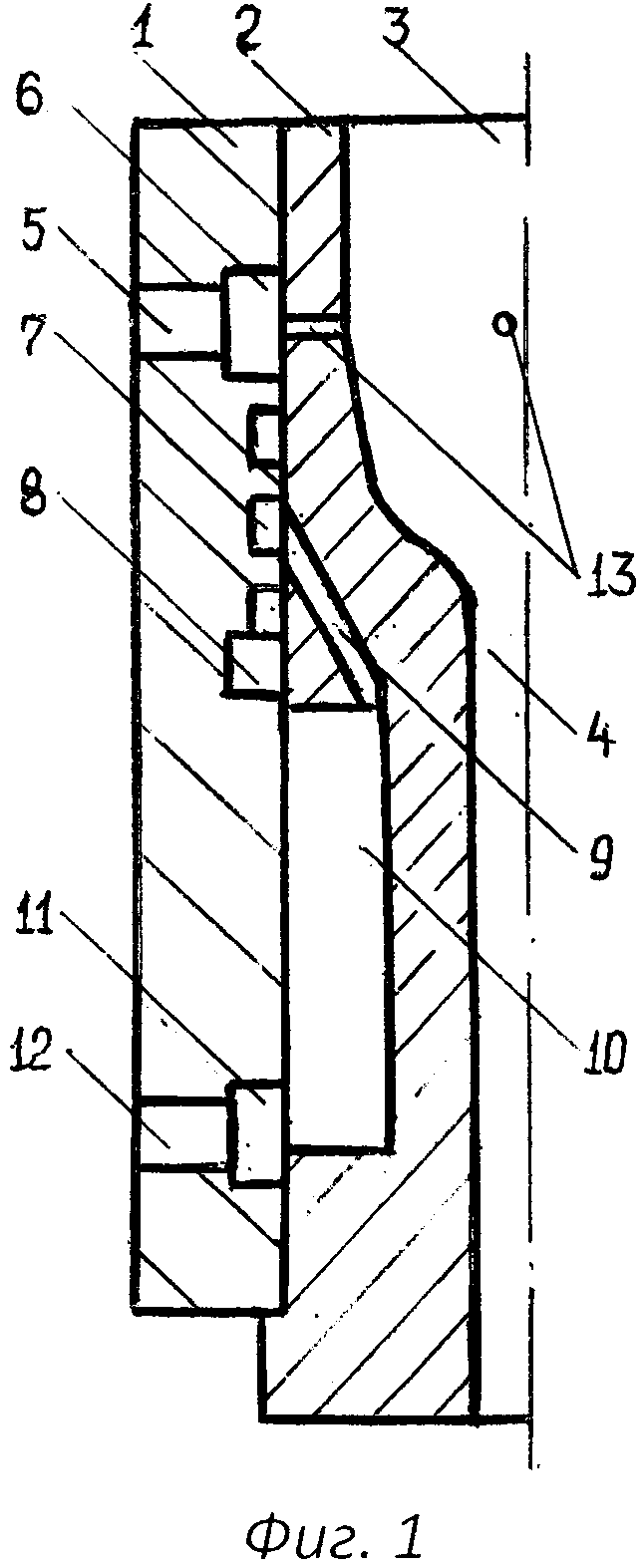
Горячий штамп для получения заготовки в виде вала с шестерней на конце, выполненный охлаждаемым и содержащий обойму, в полости которой с натягом установлена матрица с формообразующей полостью, выполненной с сопряженными по радиусам верхней частью большего диаметра и расположенной под ней нижней частью меньшего диаметра, при этом обойма выполнена с верхним и нижним поперечными окнами под хладоагент и с расположенными на внутренней поверхности верхней, средней и нижней кольцевыми канавками и винтовыми канавками, выходящими концами в упомянутые верхнюю и среднюю кольцевые канавки, при этом верхнее и нижнее поперечные окна под хладоагент обоймы открыты в верхнюю и нижнюю кольцевые канавки, средняя кольцевая канавка расположена ниже зоны сопряжения частей формообразующей полости матрицы, которая выполнена с расположенными в указанной зоне сопряжения наклонными каналами под хладоагент и с продольными или наклонными канавками на наружной поверхности в зоне нижней части формообразующей полости, выходящими своими концами в нижнюю кольцевую канавку обоймы, а наклонные каналы матрицы, в начало которых открыты винтовые канавки обоймы, выходят своими концами в начало продольных или наклонных канавок матрицы, отличающийся тем, что матрица выполнена с поперечными окнами, выходящими своими концами в верхнюю кольцевую канавку обоймы и в начало верхней части формообразующей полости матрицы с возможностью отведения через них части нагретого хладоагента в верхнюю часть формообразующей полости матрицы.
| Способ охлаждения нижней части горячего штампа и устройство его реализации | 2017 |
|
RU2670508C1 |
| Матричный блок штампа для горячей штамповки изделий | 1982 |
|
SU1071344A1 |
| Способ охлаждения штампов для горячей штамповки | 1982 |
|
SU1235607A1 |
| US 7043955 B2, 16.05.2006. | |||

