Изобретение относится к способам получения защитного теплостойкого, износостойкого или коррозионностойкого покрытия на поверхности образца.
Известен способ комбинированного упрочнения поверхностей деталей, при котором пластическое деформирование деталей из железоуглеродистых сплавов осуществляют инструментом с одновременным пропусканием через зону контакта инструмента с обрабатываемой поверхностью переменного электрического тока с образованием фрагментов белого слоя, причем, пластическое деформирование поверхностного слоя проводят при перемещении инструмента относительно обрабатываемой поверхности со скоростью V и продольной подачей S. (Патент RU 2203173 С2, опубликовано 27.04.2003 Бюл. №12)
Известен способ получения создающего термический барьер покрытия (СТБП), включающий термическое нанесение керамического СТБП, содержащего, по меньшей мере, два слоя частиц порошка, на подложку или на промежуточное связующее покрытие, расположенное между подложкой и СТБП, путем термического напыления порошка СТБП, при этом частицы порошка, образующие прилегающий к подложке или связующему покрытию слой, имеют микроструктуру, отличную от микроструктуры частиц порошка, используемых для последующего нанесения второго слоя на уже покрытую первым слоем подложку или на уже покрытое первым слоем промежуточное связующее покрытие, при этом для нанесения первого слоя СТБП используют частицы порошка с меньшей пористостью, чем у частиц порошка, которые используют для последующего нанесения
1
второго слоя на уже покрытую первым слоем подложку, при этом у полученного СТБП первый внутренний слой имеет отличную от его второго наружного слоя микроструктуру. (Патент RU 2325467 С2, С23С 4/10, опубл. 27.05.2006 Бюл. №15).
Наиболее близким к предлагаемому способу гибридного лазерного шаржирования поверхности образца является способ для холодного газового напыления частиц разной твердости или вязкости, описанный в заявке (Заявка RU №2009130335, С23С 4/12, публикация 20.02.2011 Бюл. №5), способ холодного газового напыления, при котором частицы первого рода вместе с частицами второго рода вводят в стагнационную камеру и вместе с газом-носителем ускоряют через установленное за ней сопло на покрываемую подложку, причем частицы первого рода деформируются и прилипают к подложке с образованием слоя, а частицы второго рода, обладающие большей прочностью и/или меньшей вязкостью, чем частицы первого рода, внедряются в слой.
Недостатком способа по прототипу является то, что обработка многослойных покрытий, не позволяет получить износостойкий жаропрочный слой на поверхности образца и не позволяет осуществлять шаржирование поверхности образца тугоплавкими порошковыми частицами.
Технической проблемой является получение износостойкого жаропрочного слоя на поверхности образца путем внедрения тугоплавких частиц, например керамических, методом лазерного гибридного шаржирования.
Технический результат предлагаемого способа гибридного лазерного шаржирования поверхности образца заключается в получении теплостойкого защитного слоя насыщенного тугоплавкими частицами, например керамическими, в приповерхностных слоях изделия.
Технический результат в способе гибридного лазерного шаржирования поверхности образца, включающем подачу на поверхность обрабатываемого образца направленного потока газопорошковой смеси, включающей тугоплавкие частицы, и лазерного луча и перемещение образца относительно лазерного луча и газопорошковой смеси, достигается тем, что лазерным лучем осуществляют разогрев поверхности образца с образованием твердо-жидкой области, в которую одновременно осуществляют внедрение тугоплавких частиц газопорошковой смеси путем последующего вдавливания их твердосплавным роликом.
Введенные признаки в предлагаемый способ, то, что одновременно с оплавлением лазерным лучом, поверхность образца насыщают тугоплавкими частицами, например керамическими или металлическими, путем их вдавливания твердосплавным роликом в твердожидкую область на поверхности образца, что в итоге позволяет расширить технологические возможности по сравнению с известным способом и известным устройством.
Тугоплавкие частицы - это частицы температура плавления, которых выше температуры плавления поверхности шаржируемого образца.
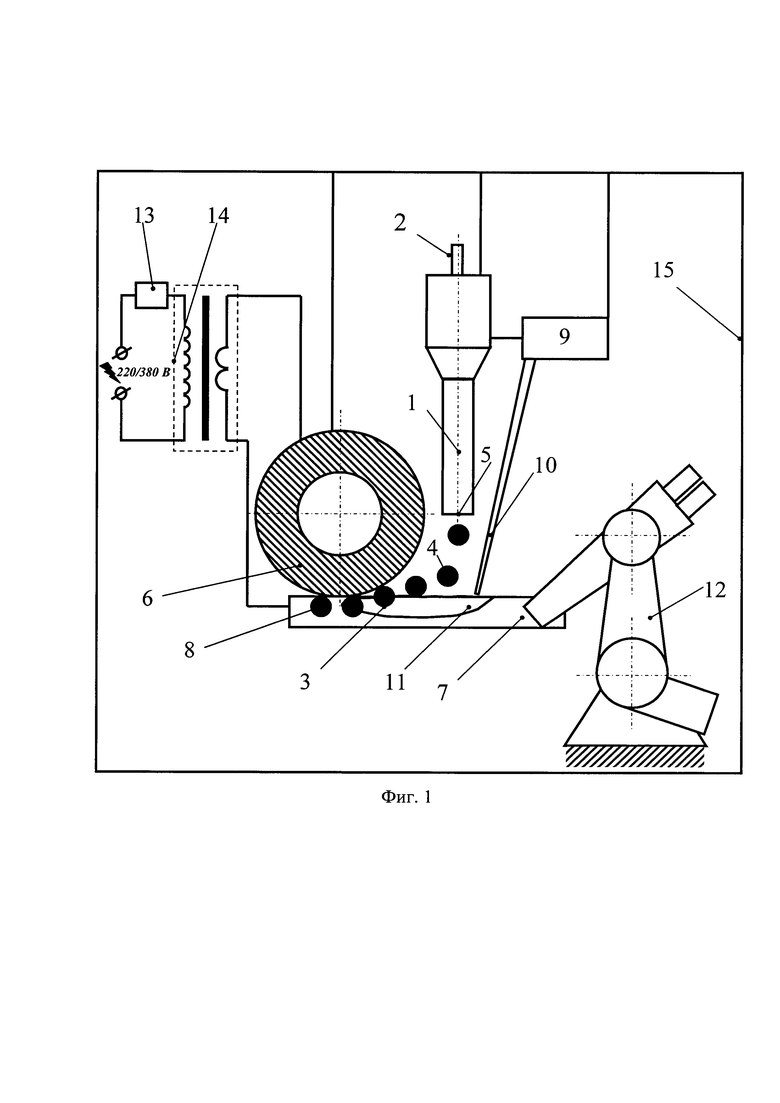
На фиг. 1 схематически изображено устройство для осуществления предлагаемого способа гибридного лазерного шаржирования поверхности образца.
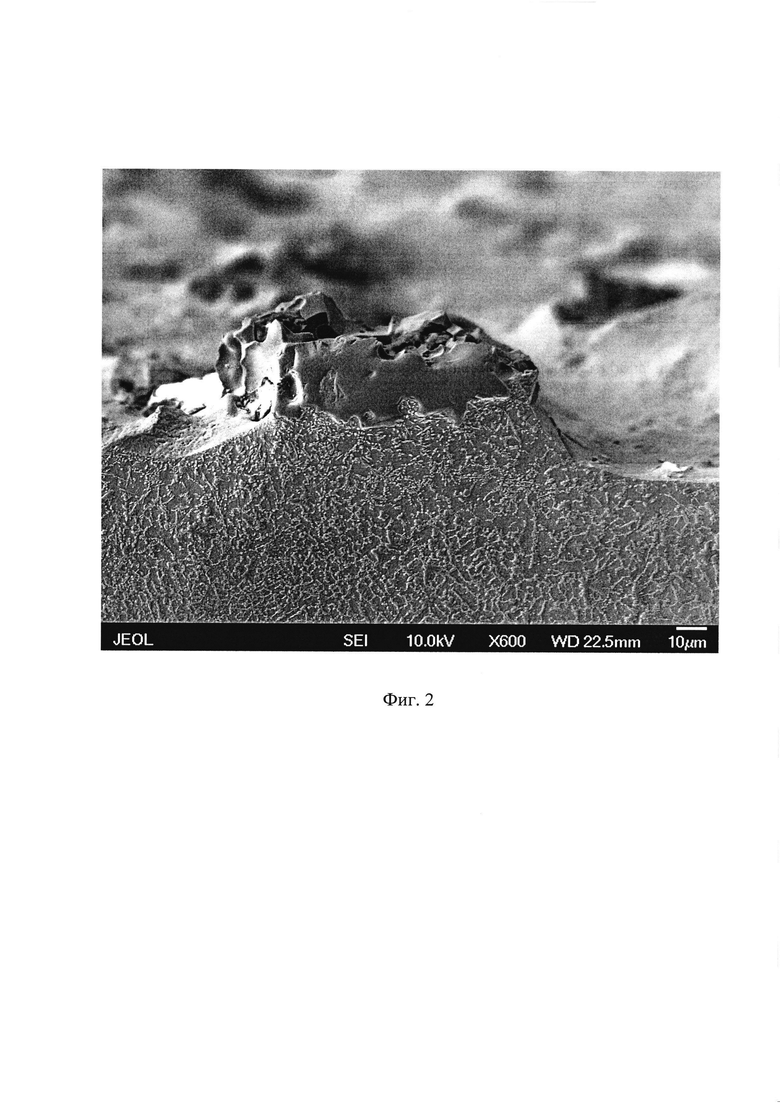
На фиг. 2 изображена тугоплавкая частица, которая расположена на поверхности образца и не была вдавлена в шаржируемую поверхность образца.
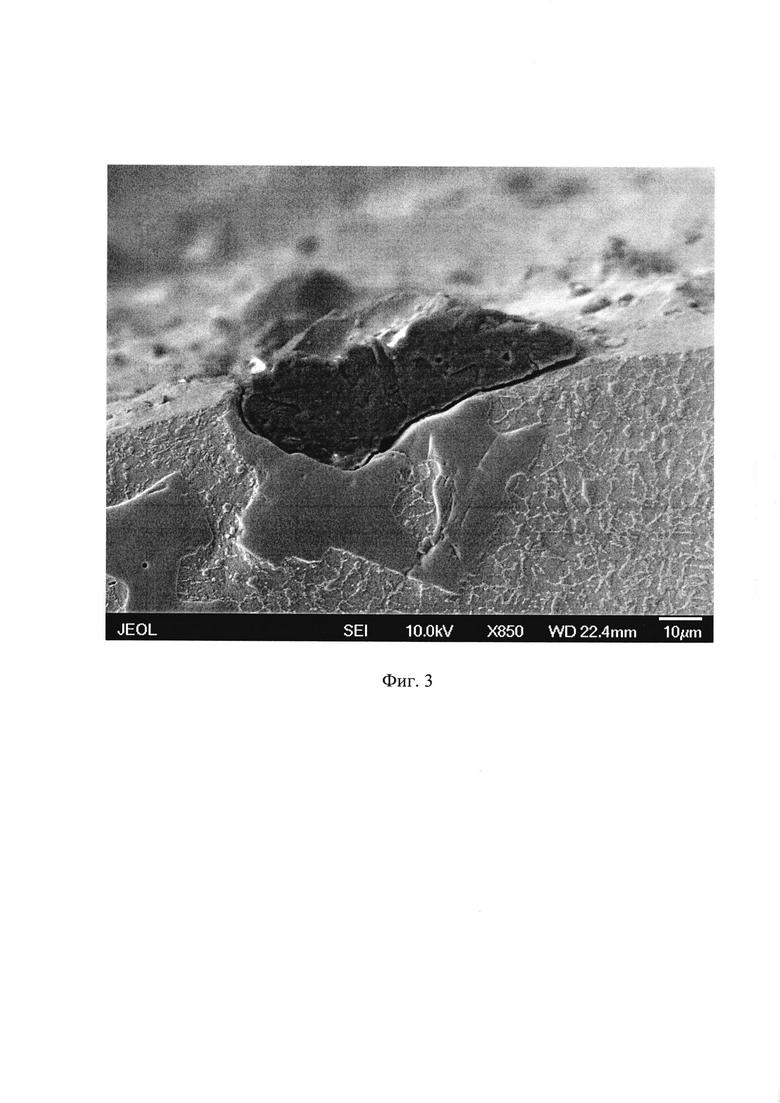
На фиг. 3 изображена тугоплавкая частица, которая расположена в приповерхностном слое образца и была вдавлена в шаржируемую поверхность образца.
Устройство для гибридного лазерного шаржирования поверхности образца, (фиг. 1) содержит сопло 1. Сопло 1 снабжено также патрубком 2,
установленным параллельно оси сопла 1 в верхней его части для подачи в зону обработки 3 газопрошковой смеси 4.
Ниже выходного отверстия 5 сопла 1 распложен твердосплавный ролик 6 для шаржирования поверхности образа 7 частицами 8 входящими в состав подаваемой газопорошковой смеси 4.
Лазерный блок 9 генерирует лазерное излучение 10, создающее твердожидкую область 11 в приповерхностных слоях образца 7. Устройство для гибридного лазерного шаржирования также содержит робот 12. Робот 12 удерживает образец 7. Робот 12 установлен с возможностью изменения своего положения в пяти координатах.
Для предлагаемого устройства для перемещения изделия может быть использован робот, аналог которого описан в патенте (US 20110072930 А1, 31 03.2011).
Твердосплавный ролик 6 соединен с блоком регулировки напряжения 13 и силовым трансформатором 14.
Блок регулировки напряжения 13, силовой трансформатор 14, твердосплавный ролик 6, робот 12, лазерный блок 9 и сопло 1 закреплены в рабочей камере 15
Рассмотрим осуществление способа гибридного лазерного шаржирования, и работу устройства для его осуществления.
Перед началом осуществления предлагаемого способа гибридного лазерного шаржирования поверхности образца включают подачу газопорошковой смеси, включают подачу инертного защитного газа, включают лазерный блок 9, имеющий волоконный кабель. Прижимают механически твердосплавный ролик 6 к поверхности образца 7. Включают силовой трансформатор 14, и подают напряжение на твердосплавный ролик 6, с помощью блока регулировки напряжения 13 устанавливают значение силы тока от 0…1500 А.
Лазерный луч 10 направляют на поверхность образца 7, посредством оптической системы лазерного блока 9, расположенного в рабочей камере 15 и создают твердожидкую область 11. Через патрубок 2 подают газопорошковую смесь 4 (например, керамические частицы в среде аргона) Одновременно начинают перемешать образец 7 с помощью робота 12.
Одновременно с образованием твердожидкой области на поверхности образца частицы входящие в состав газопорошковой смеси вдавливаются в поверхность образца твердосплавным роликом 6, напряжение на котором регулируется с помощью блока регулировки напряжения 13 и силовым трансформатором 14. Твердожидкую область 11 создают на поверхности обрабатываемого образца при мощности лазерного излучения 0,7…1,5 кВт.
После окончания процесса гибридного лазерного шаржирования отключают лазерный блок 9, далее отключают подачу газопорошковой смеси, затем отключают подачу инертного защитного газа, затем силовой трансформатор 14 и робот 12.
В примере конкретной реализации осуществляемого способа шаржирования поверхности тугоплавкими частицами необходимое условие, чтобы мощность лазерного излучения на поверхности образца составляла 0,7…1,5 кВт, скорость перемещения образца оставляла 0,002 м/мин, сила тока 600…1200 А, нагрузка на ролик 2,0…2,5 кН.
Применение предлагаемого способа, по сравнению с прототипом, позволит повысить качество получаемого изделия за счет целенаправленного шаржирования поверхности образца частицами, входящими в состав газопорошковой смеси, путем создания твердожидкой области с помощью лазера на поверхности образца и шаржирования жаропрочными частицами поверхности образца путем их механического вдавливания твердосплавным роликом.
По сравнению с прототипом предлагаемый способ позволяет получить на поверхности изделия теплостойкий защитный слой насыщенный
тугоплавкими частицами. По прототипам способа получение шаржирования поверхности тугоплавкими частицами (например, керамическими) невозможно.
Изобретение относится к способу гибридного лазерного шаржирования поверхности образца. Способ включает подачу направленного потока газопорошковой смеси на поверхность обрабатываемого образца с одновременным созданием на его поверхности твердожидкой области с помощью лазерного луча и перемещением образца относительно лазерного луча и газопорошковой смеси. Тугоплавкие частицы, входящие в состав газопорошковой смеси, внедряют в поверхность образца за счет их вдавливания в поверхность образца твердосплавным роликом одновременно с образованием твердожидкой области. Технический результат заключается в получении теплостойкого защитного слоя, насыщенного тугоплавкими частицами, например керамическими, в приповерхностных слоях изделия. 3 ил.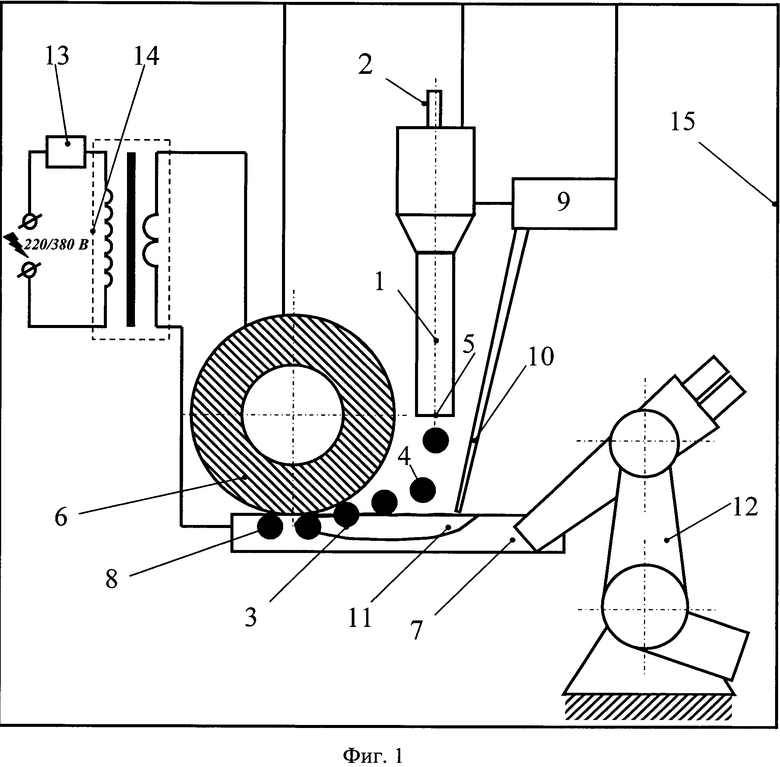
Способ гибридного лазерного шаржирования поверхности образца, включающий подачу на поверхность обрабатываемого образца направленного потока газопорошковой смеси, включающей тугоплавкие частицы, и лазерного луча и перемещение образца относительно лазерного луча и газопорошковой смеси, отличающийся тем, что лазерным лучом осуществляют разогрев поверхности образца с образованием твердожидкой области, в которую одновременно осуществляют внедрение тугоплавких частиц газопорошковой смеси путем последующего вдавливания их твердосплавным роликом.
| СПОСОБ ХОЛОДНОГО ГАЗОДИНАМИЧЕСКОГО НАПЫЛЕНИЯ | 2006 |
|
RU2394940C2 |
| RU 2009130335 A, 20.02.2011 | |||
| Способ изготовления двухслойных заготовок | 1985 |
|
SU1331613A1 |
| Способ нанесения покрытий из металлического порошка | 1981 |
|
SU980965A1 |
| Погрузочное устройство | 1928 |
|
SU13563A1 |
| Акустический динамометр | 1928 |
|
SU8233A1 |
| УПРАВЛЯЕМЫЙ ЭЛЕКТРОМАГНИТНЫЙ ПРОТЕКТОР СКВАЖИННОЙ УСТАНОВКИ ЭЛЕКТРОПОГРУЖНОГО НАСОСА | 2015 |
|
RU2599893C1 |
| JP 62250164 A, 31.10.1987 | |||
| WO 2016022133 A1, 11.02.2016. | |||

