Изобретение относится к обработке металлов давлением, в частности к технологии изготовления изделий составного сечения и к оборудованию с использованием разрезных устройств, формующих узлов и узлов сборки методом сварки.
Известен способ изготовления металлических строительных элементов составного сечения методом клепки. Данный способ включает размотку полосы для стенки элемента и полос для верхнего и нижнего поясов, отгибку лепес ков на стенке элемента, гофрирование полосы с отогнутыми лепестками для стенки и соединение поясов и стенки методом клепки.
Недостатком такого способа является сложность изготовления элемента ввиду наличия дополнительных технологических операций для изготовления и отгибки лепестков на стенке строительного элемента, повышенная металлоемкость в связи с дополнительным расходом металла, идущего на отогнутые лепестки.
Наиболее близким техническим решением к предлагаемому является способ изготовления металлических строительных элементов составного сечения методом сварки. Этот способ включает размотку полосы для стенки элемента и полос для поя- СОВ( формообразование полосы для стенки и профилирование полос для поясов и соединение частей элемента с помощью сварки,
Недостатком этого способа является невозможность получения криволинейных строительных элементов
Известно также устройство для изготовления металлических строительных элеменVIVI
2
4 00
тов составной конструкции, содержащее разматыватели поясов и стенки, прокатные станы для профилирования поясов, гибочный узел для формирования стенки и узел соединения частей элемента сваркой.
Недостатком известного устройства является сложность изготовления оборудования для формообразования пространственной решетки и невозможность получения строительных элементов с продольной кривизной.
Наиболее близким техническим решением к предлагаемому является устройство для изготовления металлических строительных элементов составной конструкции, содержащее установленные по ходу технологического процесса разматыватели для полос верхнего и нижнего поясов, раз- матыватель тонколистовой полосы для стенки, узел изготовления и отгибки лепестков на стенке, состоящий из барабанных ножниц и Двух пар гибочных барабанов, гофрирующие барабаны и соединяющий узел с входной и выходной клетью.
Недостатком данного устройства является сложность изготовления элемента ввиду наличия дополнительного оборудования для изготовления и отгибки лепестков на стенке строительного элемента, что приводит к усложнению технологической схемы всего устройства, Еще одним недостатком является сложность осуществления процесса клепки равнотолщинных полос, связанная с точностью настройки соединяющего узла, со сложностью изготовления инструмента для клепки и его быстрым износом.
Цель изобретения -уменьшение металлоемкости строительного элемента, снижение трудоемкости его изготовления.
Поставленная цель достигается тем, что в способе изготовления металлических строительных элементов составного сечения, включающем размотку полосы для стенки элемента и полос для верхнего и нижнего поясов, профилирование полосы для стенки и соединение стенки и поясов сваркой, согласно изобретению полосы для верхнего и нижнего поясов перед соединением разрезают на две половины по линии, повторяющей профиль стенки, а перед сваркой стенку располагают разрезанными полосами так, чтобы ее кромки выступали за наружную поверхность полос на 1...5 мм.
Поставленная цель достигается также тем, что устройство для изготовления металлических строительных элементов составной конструкции, содержащее установленные по ходу технологического процесса узел подачи стенки элемента с разматывателем, узлы подачи полосы для
верхнего и нижнего поясов, узел формирования стенки с профилирующими барабанами и соединяющий узел с входной и выходной клетью с прижимными роликами,
согласно изобретению снабжено дисковыми ножницами с фасонными ножами для резки верхнего и нижнего поясов, размещенными перед профилирующими барабанами, а соединяющий узел снабжен
0 сварочными головками, установленными между входной и выходной клетями, при этом в профилирующих барабанах выполнены пазы для прохождения разрезанных частей верхнего и нижнего поясов.
5 Указанные отличия приводят к уменьшению металлоемкости строительного элемента за счет возможности сборки без отогнутых лепестков, а также к снижению трудоемкости за счет исключения техноло0 гических операций по изготовлению л отгибке лепестков.
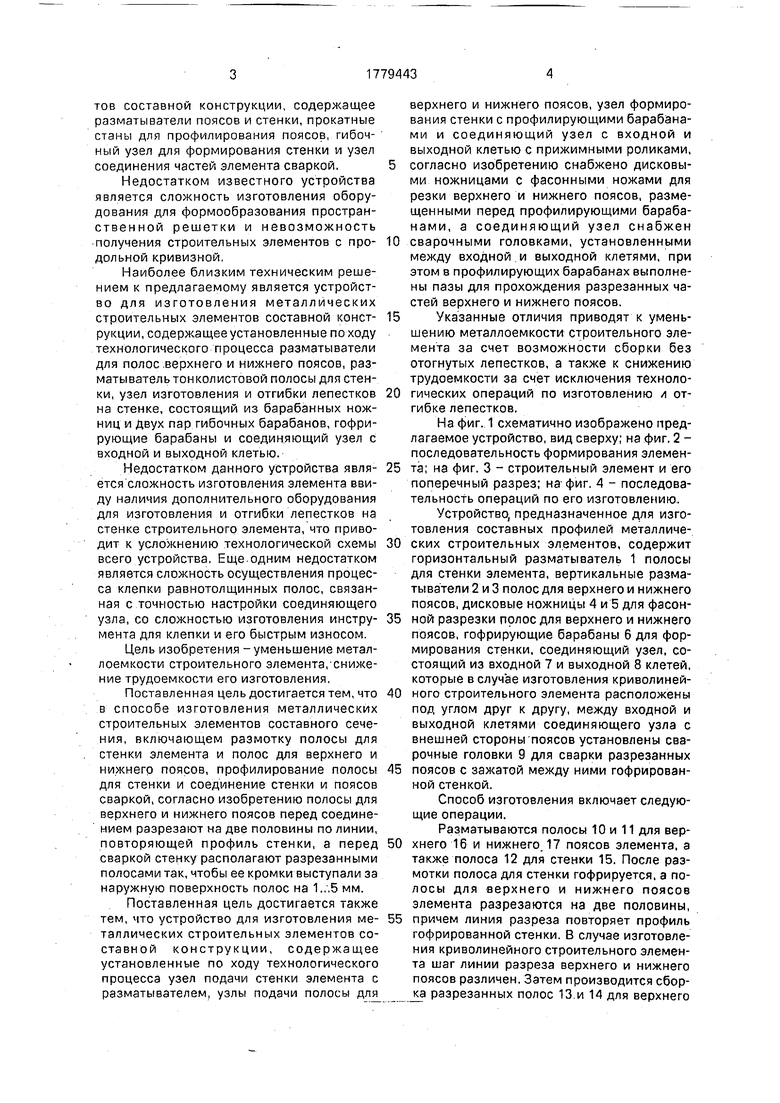
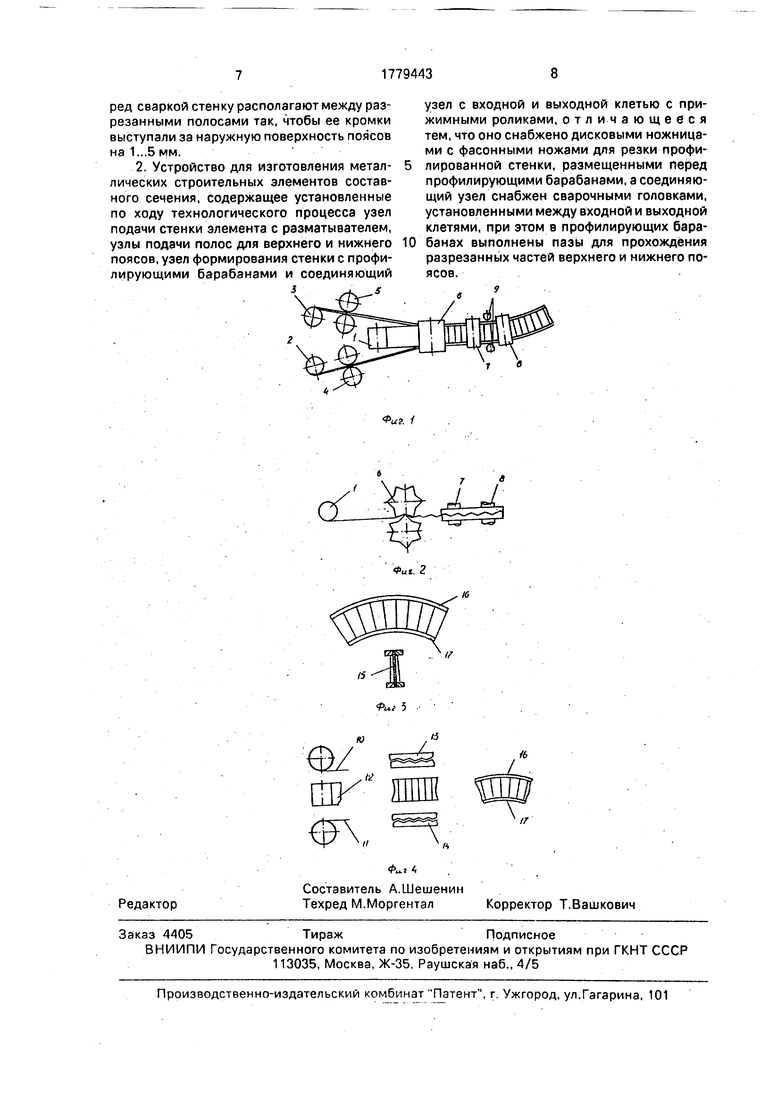
На фиг. 1 схематично изображено предлагаемое устройство, вид сверху; на фиг. 2 - последовательность формирования элемен5 та; на фиг. 3 - строительный элемент и его поперечный разрез; на фиг, 4 - последовательность операций по его изготовлению.
Устройство, предназначенное для изготовления составных профилей металличе0 ских строительных элементов, содержит горизонтальный разматыватель 1 полосы для стенки элемента, вертикальные разматыватели 2 и 3 полос для верхнего и нижнего поясов, дисковые ножницы 4 и 5 для фасон5 ной разрезки полос для верхнего и нижнего поясов, гофрирующие барабаны 6 для формирования стенки, соединяющий узел, состоящий из входной 7 и выходной 8 клетей, которые в случае изготовления криволиней0 ного строительного элемента расположены под углом друг к другу, между входной и выходной клетями соединяющего узла с внешней стороны поясов установлены сварочные головки 9 для сварки разрезанных
5 поясов с зажатой между ними гофрированной стенкой.
Способ изготовления включает следующие операции.
Разматываются полосы 10 и 11 для вер0 хнего 16 и нижнего. 17 поясов элемента, а также полоса 12 для стенки 15. После размотки полоса для стенки гофрируется, а полосы для верхнего и нижнего поясов элемента разрезаются на две половины,
5 причем линия разреза повторяет профиль гофрированной стенки. В случае изготовления криволинейного строительного элемента шаг линии разреза верхнего и нижнего поясов различен. Затем производится сборка разрезанных полос 13 и 14 для верхнего
и нижнего поясов и гофрированной стенки 15, при этом стенка располагается между разрезанными поясами так, что кромки ее выступают за наружные поверхности поясов на 1...5 мм, Соединение производится методом сварки, при этом в качестве металла для сварки используются выступающие за наружные поверхности поясов кромки стенки строительного элемента.
Устройство работает следующим образом,
Полосы для верхнего и нижнего поясов элемента после размотки подают в дисковые ножницы 4 и5сфасонными ножами, где они разрезаются по линии, профиль которой совпадает с профилем гофрированной тонколистовой полосы для стенки. С горизонтального разматывателя 1 тонколистовая полоса для стенки поступает в гофрирующие барабаны 6 для гофрирования, куда поступают также разрезанные полосы для поясов, для их прохождения в барабанах предусмотрены специальные прорези. Затем гофрированная стенка и совмещенные с ней разрезанные полосы для поясов поступают во входную клеть 7 сборочного узла, где с помощью специальных роликов происходит зажим гофрированной стенки 15 между разрезанными полосами для верхнего и нижнего поясов. Между входной и выходной клетью сборочного узла с внешней стороны поясов установлены сварочные головки 9 для сварки разрезанных полос 13 и 14 для поясов и зажатой между ними стенки. Движение сварочных головок осуществляется по копиру, связанному с гофрированной стенкой элемента. В случае изготовления криволинейного элемента входная 7 и выходная 8 клети сборочного узла установлены под некоторым углом друг к другу, а разрезка верхнего и нижнего поясов производится с различным шагом.
С помощью предлагаемого устройства возможно изготовление металлических строительных элементов от рулонных полосовых заготовок до готового профиля, включая операции по образованию объемно-гофрированной стенки и соединению ее с предварительно разрезанными полосовыми поясами. При этом предварительно осуществляется формообразование профиля и придается криволинейность строительному элементу. Конструкция устройства проста и может быть легко перестроена. Имеются условия для полной автоматизации процесса. Надежность и длительный срок службы обеспечивает простота отдельных элементов конструкции и отсутствие легко повреждаемых узлов. Изготовление элементов
конструкции не требует специального оборудования.
Для сборки элемента применяется метод сварки, но при этом не требуется сва- 5 рочных материалов (проволоки), так как в качестве металла для сварки используется выступающая за внешнюю сторону поясов кромка гофрированной стенки строительного элемента.
0 В целом устройство можно считать дешевым, простым и надежным в эксплуатации.
Пример. Изготавливали арку наружным радиусом Ян 7500 мм из составного
5 двутаврового профиля высотой Н 320 мм, Для этого полосу толщиной Sn 5 мм, шириной В 100 мм из материала Ст.З после размотки разрезали на две половины с шагом реза для верхнего пояса tB 117,4 мм,
0 для нижнего пояса т.н 112,4 мм; разматывали полосу для стенки из материала Ст.З толщиной Sc 1 мм шириной Вс 335 мм, гофрировали ее с шагом tc 114.,9 мм, затем собирали элемент методом сварки, при этом
5 стенку располагали между разрезанными полосами для поясов так, что ее кромки выступали за наружную поверхность поясов на 2,5 мм. Длина арки по наружному поясу LH 7852 мм, по внутреннему LB 7506 мм.
0 В случае применения предлагаемого Способа изготовления арки при равных геометрических размерах профиля элемента получаем экономию тонколистового металла Ст.З толщиной 1 мм по сравнению с про5 тотипом 3,5 кг на арку, а металлоемкость всей арки снижается на 4,2%, Снижение трудоемкости происходит вследствие сокращения времени на обслуживание и настройку оборудования, так как сокращается
0 узел изготовления и отгибки лепестков, а также вследствие сокращения числа обслуживающего персонала, Реализация данного изобретения позволит повысить производительность труда и снизить затра5 ты на единицу продукции, сократить производственные площади для размещения оборудования,
Формула изобретения
1, Способ изготовления металлических
0 строительных элементов составного сечения, включающий размотку полосы для стенки элемента и полос для верхнего и нижнего поясов, профилирование полосы для стенки и соединение стенки и поясов
5 сваркой, отличающийся тем, что, с целью уменьшения металлоемкости и снижения трудоемкости изготовления, полосы для верхнего и нижнего поясов перед соединением разрезают на две половины по линии, повторяющей профиль стенки, а перед сваркой стенку располагают между разрезанными полосами так, чтобы ее кромки выступали за наружную поверхность поясов на 1...5 мм.
2. Устройство для изготовления металлических строительных элементов составного сечения, содержащее установленные по ходу технологического процесса узел подачи стенки элемента с разматывателем, узлы подачи полос для верхнего и нижнего поясов, узел формирования стенки с профилирующими барабанами и соединяющий
3 S
0
узел с входной и выходной клетью с прижимными роликами, отличающееся тем, что оно снабжено дисковыми ножницами с фасонными ножами для резки профилированной стенки, размещенными перед профилирующими барабанами, а соединяющий узел снабжен сварочными головками, установленными между входной и выходной клетями, при этом в профилирующих барабанах выполнены пазы для прохождения разрезанных частей верхнего и нижнего поясов.
9

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления круговой арки составного двутаврового сечения с тонкой поперечно-гофрированной стенкой | 2018 |
|
RU2699345C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| Способ изготовления круговой арки составного сечения с тонкой поперечно-гофрированной стенкой | 2016 |
|
RU2625513C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПРОФИЛЕЙ, ПРОФИЛИРУЮЩИЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И РАЗМАТЫВАТЕЛЬ РУЛОНОВ МЕТАЛЛА | 2006 |
|
RU2314173C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ Т-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2212297C1 |
| СПОСОБ М.Е.ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ПОЛКАМИ И ПЕРЕМЕННОЙ ПО РАЗВЕРТКЕ СЕЧЕНИЯ ТОЛЩИНОЙ | 1991 |
|
RU2019334C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 2006 |
|
RU2330741C2 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Профилегибочный агрегат | 1990 |
|
SU1727943A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ АРОЧНОЙ БАЛКИ | 2011 |
|
RU2484214C1 |
Использование: технология изготовления криволинейных строительных элементов для конструкций арочного типа. Устройство включает установленные по ходу технологического процесса разматывате- ли, профилирующие барабаны и сборочный узел. Способ заключается в предварительной разрезке поясов элемента по линии, повторяющей профиль стенки, которая осуществляется фасонными дисковыми ножами, установленными между разматывав елями и профилирующими барабанами, а при сварке частей элемента с помощью сварочных головок, расположенных между входной и выходной клетями соединяющего узла, стенку элемента располагают между разрезанными поясами так, чтобы ее кромки выступали за наружную поверхность поясов на 1...5 мм. 2 с.п. ф-лы, 4 ил. (Л С
ю
ф/.
Г I
ф
. //
| Авторское свидетельство СССР Мг 1538962 | |||
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для изготовления линейного строительного элемента | 1981 |
|
SU1021504A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
