Изобретение относится к композиционным пьезоматериалам (КПМ), и может быть использовано для изготовления гидроакустических приёмников, датчиков медицинской ультразвуковой диагностики, эмиссионного контроля, дефектоскопов и других объёмночувствительных пьезопреобразователей, а также к технологии (к способам) изготовления этих материалов.
Известны КПМ, представляющие собой совокупность параллельно расположенных поляризованных керамических стержней (тип связанности 1-3) или пластин (тип связанности 2-2) в полимерной матрице [1 - 4].
К недостаткам КПМ со связностью 1 – 3 и 2 – 2 можно отнести тот факт, что максимальные значения их объёмных пьезопараметров достигаются только при объёмном содержании пьезоактивной фазы в системе порядка 10 – 12 объ. %. Это, даже при параллельном электрическом соединении керамических пластин в системе, приводит к образцу КПМ с низким значением электрической ёмкости, что приводит к проблемам, связанными с его включением в регистрирующий контур. Кроме этого, такие КПМ, имеют низкую механическую прочность, которая снижается по мере уменьшения толщины керамических пластин [5 – 12].
В настоящее время известны несколько технологий изготовления стержневых и пластинчатых КПМ. Первая из них [3, 13 - 17]. предусматривает изготовление керамических пластин или стержней, круглого или прямоугольного сечения, которые, на втором этапе, по задаваемому алгоритму, размещаются в технологической форме, а затем заливаются в ней олигомером (с его последующей полимеризацией) или раствором полимера (с последующим испарением растворителя). После чего форма разрушается, заготовка извлекается, а её активные элементы поляризуются.
В рамках технологии второго типа [3, 13, 16, 18], монолитная, прямоугольная, керамическая заготовка частично пропиливается в двух взаимно перпендикулярных направлениях с образованием своеобразной трёхмерной «гребёнки». На следующем этапе, пространство между «зубьями» «гребёнки», заполняют полимером, а монолитное основание «гребёнки» отпиливают. Аналогичные технологии применяют и для изготовления КПМ со связностью типа 2 – 2.
Третья технология [13, 19] требует изготовления технологических форм из материалов, которые при формировании макроструктуры КПМ разрушаются за счёт окисления или испарения. В качестве примера, можно назвать формы, изготовленные из различных полимерных материалов, методами литографии, литья и т.д. [20]. На следующем этапе, технологическую форму, которая имеет необходимую макроструктуру, заполняют суспензией, содержащей мелкодисперсный порошок сегнетофазы (например, системы ЦТС). После испарения из суспензии (шликера) жидкой фазы, форму нагревают на воздухе, что приводит к её деструкции и испарению продуктов разложения (окисления) полимера. Дальнейшее повышение температуры до оптимальных (для спекания полупродукта) значений, позволяет изготовить пьезокерамический каркас произвольной формы, плотность отдельных элементов которого может достигать 98% (от рентгеновской плотности) [5 - 7]. В частности, в рамках этого процесса, изготовлена совокупность гексагональных стержней диаметром порядка 50 мкм и высотой около 400 мкм, расположенных друг от друга на расстоянии 50 мкм [7], а также сложные формы (в виде сот, совокупности стержней и пластин), имеющие различные размеры и геометрию [5, 19]. Если же технологическая форма изготавливается из тугоплавкого материала, то, при оптимальной температуре, спекается вся композиция, которая, после охлаждения, заливается полимером, а после его отверждения, форму разрушают (распиливают), а образец КПМ поляризуют [21].
Однако, несмотря на свою привлекательность, рассматриваемый метод сложен технологически, характеризуется наличием экологических проблем, длительностью и высокой себестоимостью единицы продукции, а также имеет достаточно низкую воспроизводимость электрофизических параметров (ЭФП) образцов КПМ [5 – 7, 13].
Также для изготовления КПМ со связностью типа 2-2 и 1-3 может быть использован метод литья под давлением [22, 23]. Рассматриваемый метод, как и предыдущий, (самостоятельно или совместно с первым методом) используют для изготовления КПМ с различной объёмной долей активных элементов, которые могут иметь вид стержней или пластин (различных размеров и форм). Его недостатки схожи с недостатками третьего метода, «метода растворимой формы», за исключением меньшей остроты экологических проблем.
Достаточно эффективным, для изготовления пьезокомпозитов типа 2 – 2, является метод шликерного литья, базирующийся на формировании тонких лент из суспензий (порошок сегнетофазы – полимерное связующее), которые называются литьевыми шликерами. В рамках этого метода изготавливают многослойные композиты, в которых слои полимера и монолитной керамической плёнки чередуются между собой. Если плёнка содержит пузырьки газа образуется композит со связностью типа 2 – 0 – 2. В других вариантах этой технологии полимерные плёнки являются токопроводящими, при этом электроды активного элемента (АЭ) наносят не на торцевые части пластин, а на их плоскости, т.е. КПМ этого типа работает на планарной моде [8, 9, 24].
Основной идеей автоматического послойного метода изготовления, например, слоистых КПМ [9, 10] является формирование их заданной макроструктуры с помощью 3D принтеров (последовательная, послойная, управляемая подача шликера и связующего). Полученная заготовка на следующем этапе обжигается (удаление полимерных компонентов и спекание керамических пластин). Полученный керамический каркас поляризуется, а его межслоевые пространства заполняются связующим. На последнем этапе технологии, электроды отдельных пластин соединяют и проводят поверхностную герметизацию образца.
Как следует, из приведённого анализа технологических процессов изготовления КПМ стержневого и пластинчатого типа, все они отличаются многостадийностью. Кроме этого большинство технологий требуют изготовления сложных, как правило, одноразовых технологических форм и дополнительной механической обработки первичных заготовок [3, 6, 7, 13 – 20, 23] или сложного дорогостоящего технологического оборудования [8 - 10].
Наиболее близкой по выполнению является КПМ слоистого типа, состоящей из керамических пластин (керамических плёнок), поляризованных по толщине, плоскости которых, с двух сторон, покрыты полимером [24].
Способ получения такого КПМ заключается в том, что АЭ (активные элементы) параллельно друг другу помещают в технологическую прямоугольную форму. Величина зазора между АЭ задаётся с помощью прямоугольных столбиков (прокладок, стопоров), которые размешаются на дне технологической формы. Электроды АЭ коммутируются, а затем, пространство между АЭ (непосредственно в форме) заполняется эпоксидной смолой. После окончания процесса полимеризации эпоксидной смолы, нижняя часть формы (дно, технологические прокладки и нижние части заготовок АЭ) срезаются [24 рис. 9A – 9D].
Недостатком такого КПМ является его низкая упругая податливость при высокой диэлектрической проницаемости. Указанные недостатки связаны с использование плотной керамической плёнки (известно, что плотная керамика обладает достаточно высокой диэлектрическая проницаемостью до 10000 и достаточно низкой упругой податливостью) [3 – 7, 9 – 13, 25].
Недостатком способа получения такого КПМ является его сложность, обусловленная необходимостью устанавливать стопоры между пластинами и проводить обрезку нижних частей формы и заготовок.
Техническим результатом КПМ является повышение его упругой податливости и снижение значений диэлектрической проницаемости, а техническим результатом способа его изготовления является его упрощение.
Технический результат достигается тем, что композиционный пьезоматериал, включает пористые керамические плёнки сегнетоэлектрика цирконата/титаната свинца или метаниобата свинца или титаната свинца или твёрдых растворы на их основе, соединённые с пористыми полимерными плёнкой на основе силиконового компаунда с электрическим сопротивлением не менее 1010 Ом·см при этом керамическая плёнка получена из шликера состава, мас. %:
ультрадисперсный порошок цирконата/титаната свинца или метаниобата свинца или титаната свинца или твёрдых растворов на их основе (активная фаза) 45,50 - 62,20
порообразователь:
порошок бензойной кислоты 2,95 – 12,40
или оксалата аммония 3,20 – 13,8
дистиллированная вода 12,40 -18,55
связующее: 50-65 мас. % водная дисперсия сополимера этилакрилата, метилакрилата и двухосновной ненасыщенной карбоновой кислоты
8,05-12,40
пластификатор: этиленгликоль или гексиленгликоль 1,10-4,20
диспергатор: 7 – 12% водный раствор сополимера винилацетата и малеиновой кислоты, в котором 0,8-1,5 эквивалента карбоксильных групп нейтрализовано аммиаком 0,36-0,95
неионогенный ПАВ1: моноалкиловые эфиры полиэтиленгликолей с молекулярной массой 560-1000 0,07-0,15
неиогенный ПАВ 2: оксиэтилироанный изононилфенол 0,10-0,25
загуститель: 42-50 % водная дисперсия сополимера винилацетата, бутилакрилата и метакриловой кислоты 0,16-0,52
пеногаситель: пропоксилат спиртов фракции C7-C12 0,03-0,33,
а пористая полимерная плёнка получена из смеси состава, объ.%:
силиконовый компаунд с электрическим сопротивлением не менее 1010 Ом·см 70 – 80
стабилизатор пены 0,001-0,005
уайт-спирит и крезол остальное
при соотношении уайт-спирит/крезол от 2:1 до 3:1 и 9:1
В качестве связующего при изготовлении пористой керамической плёнки может быть взят продукт АК-260 по ТУ 6-02-0209917/-90, производители: Витебское производственное объединение "Монолит", или "Синтез ПАВ", Россия, или ООО «Симплекс», Россия.
В качестве пластификатора могут быть взяты этиленгликоль по ГОСТ 10164-75 или гексиленгликоль по ТУ 6-02-0209913-89 производителя «Ренессанс Ойл» Россия или производителя «Катроса Реактив», Россия.
В качестве диспергатора может быть взят сополимер, полученный осадительной полимеризацией винилацетата и малеинового ангидрида в среде органического растворителя с последующим растворением в воде и нейтрализацией карбоксильных групп, например, МКМ-50 ВМ по ТУ 5850767/-88 производителя НПО "Синтез ПАВ".
В качестве неионогенного ПАВ1 может быть взят продукт, полученный этерификацией кислот полиэтиленгликолями, например, по известной методике (Дымент О. Н. Казанский К. С. и А. М. Мирошников. Гликоли и другие производные окисей этилена и пропилена. М. Химия, 1976, с. 237).
В качестве неиогенного ПАВ 2 может быть взят продукт Неонол АФ 9-25 , полученный по ТУ 38.50716-87 «ПО Поволжье».
В качестве загустителя может быть взят продукт АК-215, полученный по ТУ 6-02-02099134-83 производителя ООО АКРИПОЛ или поливиниловый спирт по ГОСТ 10779-78.
В качестве пеногасителя, может быть взят продукт ГДП-1 по ТУ 38.10777-88 производителей: Витебское производственное объединение "Монолит" или "Синтез ПАВ".
При изготовлении пористой полимерной плёнки в качестве силиконового компаунда может быть взят компаунд пентэласт®-712, или «Виксинт», или «Силагерм, или Silicon SK-419.
В качестве стабилизатора пены при изготовлении пористой полимерной плёнки могут быть взяты кремнийорганические жидкости, например, этилсиликаты (этилсиликат-32, или этилсиликат-40, или этилсиликат-50) по ГОСТ 26371-84 или продукты по ТУ 2435-397-05763441-2003, ТУ 2435-427-05763441-2004 производителя ООО «Силан».
Изменение содержания компонентов, входящих в состав шликера (при изготовлении пористой керамической плёнки), вне интервала заявляемых значений, ухудшает его литьевые свойства, т.е. приводит к: а) проблемам, связанным с однородностью сырой плёнки, с трудностью её отделения от подложки, а также с ограничениями по её минимальной и максимальной толщине; б) к ухудшению прочностных и структурно-механических свойств продуктов её обжига (образование трещин, коробление, сколы и т.д.).
Технический результат достигается также тем, что способ изготовления предлагаемого КПМ включает изготовление керамических плёнок (пластин толщиной до 0,10 – 0,15 мм) из ультрадисперсных порошков (УДП) свинецсодержащих сегнетофаз, нанесение электродов на торцевые (нижнюю и верхнюю) поверхности плёнок, изготовление пористых полимерных плёнок на основе силиконового компаунда, сборку КПМ путём соединения керамических плёнок с частично полимеризованными полимерными плёнками, формирование двух единых параллельных электродов и токовыводов, соединяющих верхние электроды отдельных АЭ и нижние электроды отдельных АЭ, с последующей поляризацией АЭ КПМ и внешней герметизацией КПМ.
Изготовление пористой керамической плёнки включает формирование сырых плёнок сегнетоэлектрика цирконата/титаната свинца или метаниобата свинца или титаната свинца или твёрдых растворы на их основе (шликерным литьём) из шликера на основе ультрадиспрсных порошков сегнетоэлекрика с последующим их ступенчатым обжигом.
Готовят пористые керамические плёнки-пластины преимущественно с толщиной (0,10 – 0,15 мм) в виде квадратов или прямоугольников со сторонами от 3 до 20 мм.
Изготовление полимерной плёнки включает разбавление силиконового компаунда смесью уайт-спирита и крезола и добавление к нему стабилизатора, с последующим вспениванием смеси пропусканием через неё воздуха под давлением, перемешиванием и формированием плёнки.
Разбавление силиконового компаунда смесью уайт-спирита и крезола проводят преимущественно в их соотношении от 2:1 до 3:1, в соответствии с необходимой вязкостью компаунда и скоростью его полимеризации.
В качестве стабилизатора пены к смеси добавляют кремнийорганические жидкости, например, этилсиликаты (этилсиликат-32, или этилсиликат-40, или этилсиликат-50).
Воздух, под давлением, через разбавленный компаунд со стабилизатором пропускают, предпочтительно, в течение 30 – 60 сек, с помощью насадки с диаметром выходных отверстий менее 1 мм.
Перемешивание проводят, предпочтительно, 5 – 15 мин. За счёт перемешивания достигается равномерное распределение поглощённого смесью воздуха (виде пузырьков с радиусом порядка десяти мкм). В процессе перемешивания за счёт частичного испарения разбавителя и начинающейся полимеризации силиконового каучука, смесь увеличивает свою вязкость, что позволяет приступить к её разливке через фильеру на тефлоновую поверхность.
Формированием плёнки осуществляют, разливая её на тефлоновую поверхность.
Время, необходимое (при температуре 25-35оС) для образования на тефлоновой поверхности пористой плёнки, пригодной для сборки КПМ составляет от 12 до 14 часов (в зависимости от её толщины в пределах 150 – 300 мкм). Снижение температуры полимеризации (ниже 25оС) приводит к увеличению продолжительности процесса, а её рост (выше 35оС) – к образованию «пузырей» или поверхностных каверн.
Толщина разливаемой плёнки определяется параметрами щели фильеры и вязкостью разливаемой смеси.
Изменение пористости (∆Поб) плёнки за счёт варьирования в указанных пределах объёмной доли стабилизатора пены (0,01-0,05 объ.%) и продолжительности вспенивания и перемешивания вспененной смеси может быть изменена в пределах от 12 до 50 объ.%.
Отличием предлагаемого КПМ от прототипа [24] является то, что в известном материале керамическая составляющая плотная, а в предлагаемом материале и керамическая и полимерная составляющие являются пористыми, что улучшает пьезохарактеристики материала, в том числе, определяющие упругую податливость и диэлектрическую проницаемость (рост объёмного пьезомодуля, объёмной пьезоувствительности, фактора приёма увеличиваются по мере роста упругой податливости материала и снижении значений его диэлектрической проницаемости [5 – 9, 13 - 15]).
Используемый состав шликера для получения керамической плёнки отличается от известного шликера [26] использованием в качестве активной керамической составляющей цирконата/титаната свинца или метаниобата свинца или титаната свинца или твёрдых растворы на их основе вместо порошков титанатов (Ca, Ba, Mg), карбонатов (Mn, Ba) и цирконата Ca, и оксидов Nd2O3, Nb2O5 и Sm2O3, а также присутствием порообразователя и, в соответствие с этим, несколько иным соотношением компонентов.
Отличие способа от прототипа [24] состоит в том, что сборку КПМ осуществляют соединением керамических плёнок свинецсодержащих сегнетофаз с частично полимеризованными полимерными плёнками на основе силиконового компаунда, что способствует их «склеиванию» (образованию поверхностного переходного слоя) по завершению полимеризации компаунда, а так же тем, что электроды наносят на параллельные торцы плёнок, а не на плоскости, как это осуществляется для прототипа.
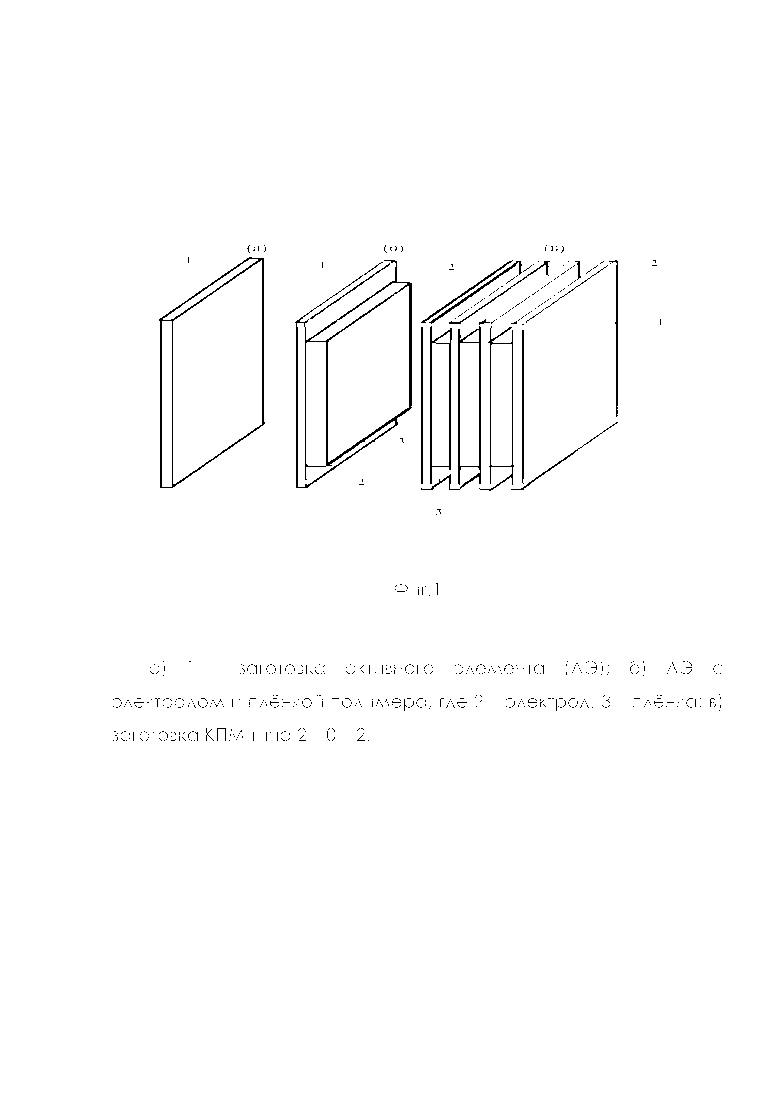
На фиг.1 представлены: а) 1 - заготовка активного элемента (АЭ); б) АЭ с электродом и плёнкой полимера, где 2 – электрод, 3 – плёнка; в) заготовка КПМ типа 2 – 0 – 2.
Ниже приведён пример осуществления изобретения.
Пример 1.
В качестве исходного компонента шликера использовался УДП фазы титаната-цирконата свинца (ЦТС) состава Pb0,95Sr0,05Ti0,45Zr0,53Cd0,01W0,01O3. Массовая доля УДП в шликере 55,7 мас. %. УДП сегнетофазы вместе с порообразователем - порошком бензойной кислоты (9,40 мас. %), дистиллированной водой (17,50 мас. %), связующим - водная (50 %) дисперсия сополимера этилакрилата, метилакрилата и двухосновной ненасыщенной карбоновой кислоты (12,10 мас. %), пластификатором - гексиленгликоль (3,80 мас.%), диспергатором - 8%-ный водный раствор сополимера винилацетата и малеиновой кислоты, (0,80 мас. %), неионогенными ПАВ 1 - моноалкиловые эфиры полиэтиленгликолей с молекулярной массой 560-1000 (0,10 мас. %), ПАВ 2 – оксиэтилироанный изононилфенол (0,18 мас. %,), загустителем - водная (45%) дисперсия сополимера винилацетата, бутилакрилата и метакриловой кислоты (0,22 мас. %), пеногаситель - пропоксилат спиртов фракции C7-C12 (0,20 мас. %), помещались в шаровую мельницу (время смешения 2 – 5 часов в зависимости от массы изготавливаемой суспензии), а затем в смеситель с турбинной мешалкой с последующим удалением из шликера воздуха при остаточном давлении порядка 0,01 ат.
Изготовление сырых плёнок включало набор стандартных операций, выполнявшихся по инструкции в рамках комплекса литьевого оборудования фирмы «Кeko equipment» (литьевая машина CAM-L25, установки типа SD и SС для сушки и резки плёнки, соответственно). Последовательность операций: литье пленки через фильеру на лавсановую подложку, прокатка пленки через валки (вальцевание), отделение пленки от лавсановой подложки, резка полученной пленки на заготовки заданной конфигурации и размеров (прямоугольники толщина 0,12 – 0,18 мм, ширина 5 мм и длина 12 мм). Заготовки располагают на плотной керамической подложке из оксида циркония, покрытого тонким слоем порошка этого оксида (для предотвращения припекания плёнок к подложке). Подложки, вместе с плёнками размещаются в прямоугольной корундовой кювете, засыпаются крупнокристаллическим порошком оксида циркония и нагреваются до 125оС со скоростью 3оС/мин. Скорость же нагревания плёнок в интервале 125 – 250оС составляет не более 2оС/мин. Образцы выдерживаются при 250оС в течение 25 – 30 минут для завершения полного удаления порообразователя и связующего из системы. После окончания изотермического обжига, вплоть до температуры спекания (1100 - 1120оС), средняя скорость изменения температуры системы составляет, в среднем 5,1оС/мин. Спекание при 1100 - 1120оС осуществляется в течение 70 – 90 минут. Охлаждение образцов до комнатной температуры происходит в течение 5 – 6 часов.
Средняя пористость изготовленных плёнок, измеренная с соответствии с ГОСТ 2409-2014 [27], составила 49 объ.%. На параллельные торцевые плоскости плёнок, методом вжигания, наносились серебряные электроды. За счёт пористости материала паста проникала в поверхностный слой материала на глубину до 0,4 мм. Образцы поляризовались в кассете полем 2,5 кВ/мм.
Параллельно изготавливаются плёнки пористого полимера. Для этого двухкомпонентный силиконовый компаунд пентэласт®-712, в объёмном соотношении 3 : 1 разбавлялся смесью уайт-спирита и крезола (содержание в смеси уайт-спирита 90 объ.%, крезола 10 объ.%). Смесь компаунда и разбавителя помещали в ёмкость с полусферическим дном. В качестве стабилизатора пены к ней добавляли этилсиликат-40 (0,005 мас. %). Предварительное смешение компонентов (лопастная мешалка) проводилось в течение 10 мин, смесь, а затем смесь (в течение 45 сек) вспенивали за счёт пропускания через неё (под давлением) воздуха. Вспененная жидкость, вновь, интенсивно перемешивалась с помощью мощной лопастной мешалки. Через 12 мин после начала повторного перемешивания, смесь, через фильеру, разливалась на тефлоновую поверхность. Время необходимое (при температуре 32оС) для образования на тефлоновой поверхности пористой плёнки толщиной 180 – 200 мкм, составляет 12 часов. Её пористость, оцененная по изменению плотности, относительно плёнки, изготовленной по инструкции для компаунда пентэласт®-712 [28] (плотность:1,26 г/см3) составила, в среднем 37 объ.%.
Сборка КПМ осуществлялась путём поочерёдного соединения керамических и полимерных пластин за счёт компаунда пентэласт®-712 (фиг.1). В данном примере, количество АЭ в стопке (средняя толщина пористых керамических пластин 0,12 мм) и полимерных слоёв (средняя толщина 0,27 мм), размер которой в направлении перпендикулярном плоскости пластин равен 10 мм, в среднем составляет 25 штук, с учётом толщины пластин АЭ и полимерных слоёв, объёмная доля АЭ в системе порядка 30 объ.%, (для блока – рис.1б – объёмное соотношение керамика: полимер 1: 2) а с учётом, что пористость каждой пластины АЭ (49 объ. %), содержание сегнетофазы в системе порядка 15 объ.%.. Электрофизические свойства этого материала, в сравнении со свойствами сходных по связности КПМ представлены в таблице.
Таблица
АЭ
В•м/Н
pK/H
м2/Н
ссылки
*ПСК – пористый силиконовый каучук, ЭП– эпоксидная смола; ППУ– пористый полиуретан.
Аналогичные результаты получены при использовании других указанных компонентов и в пределах указанных количеств.
Как видно из таблицы, полученные пьезопараметры, определяемые диэлектрической проницаемостью материала и его упругой податливостью [7, 11], т.е. объёмная пьезочувствительность (gv) объёмный пьезомодуль (dv) и фактор приёма (dv•gv) превосходят известные аналоги стержневого и пластинчатого типа. По сравнению с прототипом [24] указанные характеристики также будут иметь более высокие значения, принимая во внимание, что материал прототипа сформирован на основе плотных керамических плёнок, которые имеют более высокую диэлектрическую проницаемость и низкую упругую податливость, чем пористые плёнки [3 – 7, 9 – 13, 25]. Предлагаемый способ по сравнению с прототипом более прост, поскольку керамические и полимерные пластины соединяются между собой «склеиванием» в процессе полимеризации полимерных плёнок (то есть, не требуется проводить дополнительные операции для соединения плёнок, а также не требуется проводить операции по удалению технологических форм, шлифовки и резки образцов).
Литература
1. Smith, W.A., The role of piezocomposites in ultrasonic transducers, 1989. Ultrasonics Symposium, Proceedings. IEEE 1989. vol. 2, pp. 775–766
2. Goldberg, R. L., et al., Performance of Multi-Layer 2-D Transducer Arrays, Ultrasonic Symposium, IEEE, 1993, pp. 1103–1106.
3. Smith W.A., Composite Piezoelectric Materials for Medical Ultrasonic Imaging Transducers-A Review, IEEE; 1996; pp. 249–256.
4. Smith W.A., New Opportunities in Ultrasonic Transducers Emerging from Innovations in Piezoelectric Materials, SPIE International Ultrasonics Symposium; 1992.
5. K. Lubitz, A. Wolff, and G. Preu, “New piezoelectric composites for ultrasonic transducers,” Ferroelectrics, 1992, vol. 133, pp. 27–31
6. K. Lubitz, A. Wolff, and B. Schulmeyer, “New piezoelectric composites for ultrasonic transducers,” Ferroelectrics, 1992, vol. 133, pp. 21–26,
7. Topolov V. Yu., Bowen C.R., Panich A.A., et al., Piezoelectric sensitivity and hydrostatic response of novel lead-free 2-0-2 composites with two single-crystal components, Materials Chemistry and Physics, 2017, vol. 201, pp.224 - 234
8. Schaeffer R. P., Janas V. F., and Safari A., “Engineering of fine structured 2-2 and 2-0-2 piezoelectric ceramic/polymer composites by tape casting,” presented at 10th IEEE Int. Symp. Appl.Ferroelect., East Brunswick, 1996.№J, pt. 2 (of 2),
9. Safari A., Akdogan E.K. Piezoelectric and acoustic materials for transducer applications. New York: Springer, 2008, 481 p.: il.
10. Safari, A. Danforth, S.C. Solid freeform fabrication of novel piezoelectric ceramics and composites for transducer applications// Ferroelectrics. 1999. Vol. 231, № 1–4. pp.143–157.
11. Klicker, K.A. Composites of PZT and epoxy for hydrostatic transducer applications [Тext] / K.A. Klicker, J.V. Biggers, R.E. Newnham // J. Am. Ceram. Soc. – 1981. – Vol.64, N 1. – P.5–9.
12.Смотраков В.Г., Еремкин В.В., Ситало Е.И. получение и свойства композиционных материалов пьезоэлектрическая керамика – полимер с типом связности 1-3 (2-2)
13. Akdogan, E. K., Allahverdi, M., and Safari A., Piezoelectric Composites for Sensor and Actuator Applications// IEEE Transactions on Ultrasonics, Ferroelectrics, and Frequency Control, 2005, vol. 52, № 5, may, pp. 746 – 775
14. Klicker, K. A., Newnham, R. E., Cross, L. E., and Biggers, J. V., “PZT composites and a fabrication method thereof,” U.S. Patent 4412148, Oct. 25, 1983.
15. Newnham R. E. et al., Composite Piezoelectric Transducer; Materials in Engineering, 1980, vol. 2, pp. 93-106,
16. Savakus, H. P., Klicker K. A., and Newnham R. E., PZT-Epoxy piezoelectric transducers: A Simplified Fabrication Procedures; 1981, Mater. Res. Bull., vol. 16, pp. 677–686
17. U. Bast, H. Kaarmann, K. Lubitz, M. Vogt, W. Wersing, and D. Cramer, “Composite ultrasonic transducer and method for manufacturing a structured component therefore of a piezoelectric,” U.S. Patent 5164920, Nov. 17, 1992.
18. J. W. Sliwa, S. Ayter, and J. P. Mohr, “Method for making piezoelectric composites,” U.S. Patent 5239736, Aug. 31, 1993.
19. K. Rittenmyer, T. Shrout, W. A. Schulze, and R. E. Newnham, “Piezoelectric 3-3 composites,” Ferroelectrics, vol. 41, pp. 323–329, 1982.
20. Becker E. W., Ehrfeld W., P. Hagmann, A. Maner, and D. Munchmeyer, “Fabrication of microstructures with high aspect ratios and great structural heights by synchrotron radiation lithography, galvanoforming, and plastic moulding (LIGA process),” Microelectron. Eng., 1986 vol. 4, pp. 35–56.
21. Safari, A., Janas, V.F., McNulty T.F., Method for Making Piezoelectric Composites, US Patent № 5,615,466, Date of Patent: Apr. 1, 1998. H01L 41/22
22. Safari, A., Janas, V.F., Bandyopadhyay, A., et al.. Ceramic Composites and Methods for Producing Same, US Patent № 5,818, 149. Date of Patent: Oct. 6, 1998
23. L. J. Bowen, R. L. Gentilman, H. T. Pham, D. F. Fiore, and K. W. French, “Injection molded fine-scale piezoelectric composite transducers,” in Proc. IEEE Ultrason. Symp., 1993, pp. 499–501.
24. Gururaja, T. R. Method for Making a Transducer, US Patent № 6,868,594 B2, Date of Patent: 2005, Mar. 22.
25. R. E. Newnham, “Composite electroceramics,” Ferroelectrics, 1986,vol. 1, pp. 1–32,
26. Бочаров В.В., Миньков В.А., Коломайнен В. В. и др. Состав шликера для изготовления керамических пленок. Патент РФ № 2045496, Дата пуб.: 10.10.1995
27. ГОСТ 2409-2014 Огнеупоры. Метод определения кажущейся плотности, открытой и общей пористости, водопоглощения. Дата введения 2015-09-01
28. Двухкомпонентные герметики пентэласт®-711 и 712, инструкция по использованию, penta@penta-junior.ru
| название | год | авторы | номер документа |
|---|---|---|---|
| Композиционный пьезоматериал и способ его изготовления | 2020 |
|
RU2751896C1 |
| Способ изготовления гибкого композиционного пьезоматериала и шихта для его реализации | 2018 |
|
RU2693205C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ПЬЕЗОМАТЕРИАЛА | 2015 |
|
RU2623693C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ПЬЕЗОМАТЕРИАЛА | 2010 |
|
RU2414017C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ПЬЕЗОМАТЕРИАЛА | 2019 |
|
RU2713835C1 |
| Чувствительный элемент из пьезокомпозита связности 1-3 и способ его изготовления | 2018 |
|
RU2686492C1 |
| Способ получения пористого композиционного пьезоэлектрического материала | 2024 |
|
RU2836848C1 |
| Способ изготовления керамических пьезоматериалов из нано- или ультрадисперсных порошков фаз кислородно-октаэдрического типа | 2018 |
|
RU2702188C1 |
| Способ изготовления пьезокерамического материала на основе фаз цирконата-титаната свинца | 2024 |
|
RU2830036C1 |
| Способ изготовления пьезокерамического элемента | 2021 |
|
RU2766856C1 |
Изобретение относится к композиционным пьезоматериалам (КПМ) и может быть использовано для изготовления гидроакустических приёмников, датчиков медицинской ультразвуковой диагностики, эмиссионного контроля, дефектоскопов и других объёмно-чувствительных пьезопреобразователей, а также к технологии изготовления этих материалов. Техническим результатом КПМ является повышение его упругой податливости и снижение значений диэлектрической проницаемости при упрощении способа его изготовления. Композиционный пьезоматериал включает пористые керамические плёнки сегнетоэлектрика цирконата/титаната свинца, или метаниобата свинца, или титаната свинца, или твёрдых растворов на их основе, соединённые с пористыми полимерными плёнками на основе силиконового компаунда с электрическим сопротивлением не менее 1010 Ом·см. Керамическая плёнка получена из шликера состава, мас.%: ультрадисперсный порошок цирконата/титаната свинца, или метаниобата свинца, или титаната свинца, или твёрдых растворов на их основе (активная фаза) 45,50-62,20, порообразователь: порошок бензойной кислоты 2,95-12,40 или оксалата аммония 3,20-13,8, дистиллированная вода 12,40-18,55, связующее (50-65%-ная водная дисперсия сополимера этилакрилата, метилакрилата и двухосновной ненасыщенной карбоновой кислоты) 8,05-12,40, пластификатор (этиленгликоль или гексиленгликоль) 1,10-4,20, диспергатор (7–12%-ный водный раствор сополимера винилацетата и малеиновой кислоты, в котором 0,8-1,5 эквивалента карбоксильных групп нейтрализовано аммиаком) 0,36-0,95, неионогенный ПАВ1 (моноалкиловые эфиры полиэтиленгликолей с молекулярной массой 560-1000) 0,07-0,15, неиогенный ПАВ 2 (оксиэтилированный изононилфенол) 0,10-0,25, загуститель (42-50%-ная водная дисперсия сополимера винилацетата, бутилакрилата и метакриловой кислоты или поливиниловый спирт) 0,16-0,52, пеногаситель (пропоксилат спиртов фракции C7-C12) 0,03-0,33. Пористая полимерная плёнка получена из смеси состава, об.%: силиконовый компаунд с электрическим сопротивлением не менее 1010Ом·см 70–80, стабилизатор пены 0,001-0,005, уайт-спирит и крезол – остальное при соотношении уайт-спирит:крезол от 2:1 до 3:1 и 9:1. Способ изготовления предлагаемого КПМ включает изготовление керамических плёнок (пластин толщиной до 0,12–0,18 мм) из ультрадисперсных порошков свинецсодержащих сегнетофаз с последующим ступенчатым обжигом, нанесение электродов на нижнюю и верхнюю поверхности плёнок, изготовление пористых полимерных плёнок на основе силиконового компаунда, сборку КПМ путём соединения керамических плёнок с частично полимеризованными полимерными плёнками, формирование двух единых параллельных электродов и токовыводов, соединяющих верхние электроды отдельных активных элементов (АЭ) и нижние электроды отдельных АЭ, с последующей поляризацией АЭ КПМ и внешней герметизацией КПМ. 2 н. и 17 з.п. ф-лы, 1 ил., 1 табл., 1 пр.
1. Композиционный пьезоматериал, характеризующийся тем, что включает пористые керамические плёнки сегнетоэлектрика цирконата/титаната свинца, или метаниобата свинца, или титаната свинца, или твёрдых растворов на их основе, соединённые с пористыми полимерными плёнками на основе силиконового компаунда с электрическим сопротивлением не менее 1010 Ом·см, при этом керамическая плёнка получена из шликера состава, мас. %:
активная фаза: ультрадисперсный порошок цирконата/титаната свинца, или метаниобата свинца, или титаната свинца, или твёрдых растворов на их основе 45,50-62,20,
порообразователь:
порошок бензойной кислоты 2,95-12,40
или оксалата аммония 3,20-13,8,
дистиллированная вода 12,40-18,55,
связующее: 50-65 мас. % водная дисперсия сополимера этилакрилата, метилакрилата и двухосновной ненасыщенной карбоновой кислоты
8,05-12,40,
пластификатор: этиленгликоль или гексиленгликоль 1,10-4,20,
диспергатор: 7-12% водный раствор сополимера винилацетата и малеиновой кислоты, в котором 0,8-1,5 эквивалента карбоксильных групп нейтрализовано аммиаком 0,36-0,95,
неионогенный ПАВ1: моноалкиловые эфиры полиэтиленгликолей с молекулярной массой 560-1000 0,07-0,15,
неиогенный ПАВ 2: оксиэтилироанный изононилфенол 0,10-0,25,
загуститель: 42-50% водная дисперсия сополимера винилацетата, бутилакрилата и метакриловой кислоты
или поливиниловый спирт 0,16-0,52,
пеногаситель: пропоксилат спиртов фракции C7-C12 0,03-0,33,
а пористая полимерная плёнка получена из смеси состава, об.%:
силиконовый компаунд с электрическим сопротивлением не менее 1010 Ом·см 70-80,
стабилизатор пены 0,001-0,005,
уайт-спирит и крезол остальное
при объёмном соотношении уайт-спирит/крезол от 2:1 до 3:1 и 9:1.
2. Композиционный пьезоматериал по п.1, характеризующийся тем, что в качестве связующего взят продукт АК-260.
3. Композиционный пьезоматериал по п.1, характеризующийся тем, что в качестве пластификатора взяты этиленгликоль или гексиленгликоль.
4. Композиционный пьезоматериал по п.1, характеризующийся тем, что в качестве диспергатора взят сополимер, полученный осадительной полимеризацией винилацетата и малеинового ангидрида в среде органического растворителя с последующим растворением в воде и нейтрализацией карбоксильных групп.
5. Композиционный пьезоматериал по п.1, характеризующийся тем, что в качестве неионогенного ПАВ1 взят продукт, полученный этерификацией кислот полиэтиленгликолями.
6. Композиционный пьезоматериал по п.1, характеризующийся тем, что в качестве неиогенного ПАВ 2 взят продукт Неонол АФ 9-25.
7. Композиционный пьезоматериал по п.1, характеризующийся тем, что в качестве загустителя взят продукт АК-215.
8. Композиционный пьезоматериал по п.1, характеризующийся тем, что в качестве пеногасителя взят продукт ГДП-1.
9. Композиционный пьезоматериал по п.1, характеризующийся тем, что в качестве силиконового компаунда взят компаунд пентэласт®-712, или «Виксинт», или «Силагерм», или Silicon SK-419.
10. Композиционный пьезоматериал по п.1, характеризующийся тем, что в качестве стабилизатора пены взяты кремнийорганические жидкости, например этилсиликаты.
11. Способ изготовления композиционного пьезоматериала (КПМ) по п.1, характеризующийся тем, что включает изготовление керамических плёнок из ультрадисперсных порошков (УДП) свинецсодержащих сегнетофаз с последующим их ступенчатым обжигом и спеканием по обычной пьезокерамической технологии, нанесение электродов на торцевые поверхности плёнок, изготовление пористых полимерных плёнок на основе силиконового компаунда, сборку КПМ путём соединения керамических плёнок с частично полимеризованными полимерными плёнками, формирование двух единых параллельных электродов и токовыводов, соединяющих верхние электроды отдельных активных элементов (АЭ) и нижние электроды отдельных АЭ, с последующей поляризацией АЭ КПМ и внешней герметизацией КПМ.
12. Способ по п.11, характеризующийся тем, что изготовление пористой керамической плёнки включает формирование сырых плёнок сегнетоэлектрика цирконата/титаната свинца, или метаниобата свинца, или титаната свинца, или твёрдых растворов на их основе из шликера на основе ультрадиспрсных порошков сегнетоэлекрика.
13. Способ по п.11, характеризующийся тем, что готовят пористые керамические плёнки с толщиной 0,12-0,18 мм в виде квадратов или прямоугольников со сторонами от 3 до 20 мм.
14. Способ по п.11, характеризующийся тем, что изготовление полимерной плёнки включает разбавление силиконового компаунда смесью уайт-спирита и крезола и добавление к нему стабилизатора с последующим вспениванием смеси пропусканием через неё воздуха под давлением, перемешиванием и формированием плёнки.
15. Способ по п.14, характеризующийся тем, что разбавление силиконового компаунда смесью уайт-спирита и крезола проводят в их объёмном соотношении от 2:1 до 3:1 и 9:1.
16. Способ по п.14, характеризующийся тем, что в качестве стабилизатора пены к смеси добавляют кремнийорганические жидкости, например этилсиликаты.
17. Способ по п.14, характеризующийся тем, что пропускают воздух под давлением в течение 30-60 с с помощью насадки с диаметром выходных отверстий менее 1 мм.
18. Способ по п.14, характеризующийся тем, что перемешивание проводят 5-15 мин.
19. Способ по п.14, характеризующийся тем, что формирование плёнки осуществляют, разливая её на тефлоновую поверхность.
| US 6868594 B2, 22.03.2005 | |||
| СОСТАВ ШЛИКЕРА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ПЛЕНОК | 1991 |
|
RU2045496C1 |
| Способ изготовления многослойной конденсаторной керамической заготовки | 1990 |
|
SU1807041A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ПЬЕЗОМАТЕРИАЛА | 2010 |
|
RU2414017C1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ДАТЧИК УДАРА | 2013 |
|
RU2533539C1 |
| Токарный резец | 1924 |
|
SU2016A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| CN 102437282 B, 25.12.2013. | |||

