ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Варианты осуществления настоящего изобретения относятся к способу изготовления композиционной детали. В частности, варианты осуществления настоящего изобретения относятся к способам изготовления композиционных деталей с использованием вакуумных мешков и к устройствам, предназначенным для применения в таких способах. Изделия, имеющие отношения к данному изобретению, предполагается поставлять на рынок под наименованием «ABS (Airtech Breather System, система вентиляции Airtech)».
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
При изготовлении композиционных деталей может применяться технология формования с помощью вакуумного мешка. При этом способе изготовления, как правило, композиционную деталь сначала подготавливают в виде слоистой заготовки, которую затем вводят в мешок и подают в мешок пониженное давление, в то время как осуществляется отверждение заключенной в вакуумный мешок слоистой заготовки в автоклаве при повышенных температуре и давлении.
Важно поддерживать поток текучей среды между мешком и слоистой заготовкой как для обеспечения равномерного приложения пониженного давления между мешком и поверхностью слоистой заготовки, так и для обеспечения возможности выпуска летучих веществ, образующихся во время процесса отверждения. Известно введение вентиляционного материала между слоистой заготовкой и мешком, чтобы способствовать прохождению потока воздуха между мешком и слоистой заготовкой. Известны разные виды вентиляционного материала. Например, эффективными вентиляционными материалами являются тканые материалы, такие как стекловолоконная ткань, которые обладают теплостойкостью. Применяют также нетканые вентиляционные материалы.
Такие вентиляционные материалы обычно равномерно накладывают между поверхностью слоистой заготовки и мешком. Однако было установлено, что поток воздуха может прерываться на краях, где слоистая заготовка входит в контакт с оснасткой, и для этих мест были предложены особые вентиляционные приспособления для краев. Пример такого вентиляционного приспособления для краев раскрыт в документе US 8940222.
Известно также применение спиральных оберток из полиэтилена или нейлона, способствующих прохождению текучей среды в ходе процессов инфузии смолы. Однако эти обертки не способны выдерживать повышенные давление и температуру в автоклаве.
Однако было установлено, что все еще возникают затруднения при поддержании стабильного потока воздуха по всей поверхности слоистой заготовки, особенно там, где слоистая заготовка имеет углы или края и в целом тогда, когда размеры и форма слоистой заготовки вызывают прерывание потока воздуха по поверхности.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Один вариант осуществления настоящего изобретения относится к способу изготовления композиционной детали, включающему этапы:
подготовки слоистой заготовки, имеющей края и верхнюю поверхность, при этом слоистая заготовка содержит композиционный материал;
предоставления вентиляционного элемента, расположенного на верхней поверхности слоистой заготовки и находящегося на расстоянии от краев слоистой заготовки;
предоставления первого слоя вентиляционного материала между вентиляционным элементом и слоистой заготовкой;
покрытия слоистой заготовки и вентиляционного элемента листовым материалом;
установления пониженного давления между листовым материалом и слоистой заготовкой; и
отверждения слоистой заготовки в автоклаве, работающем при повышенном давлении, которое превышает атмосферное давление,
при этом вентиляционный элемент содержит несжимаемую часть, и причем несжимаемая часть содержит канал, способствующий потоку текучей среды, при этом часть вентиляционного элемента является несжимаемой в повышенном давлении автоклава под воздействием листового материала, когда подается пониженное давление.
Опора вентиляционного элемента может содержать первый слой вентиляционного материала. Первый слой вентиляционного материала может образовывать канал связи по текучей среде между слоистой заготовкой и вентиляционным элементом.
Способ может включать этап закрытия по меньшей мере части вентиляционного элемента вторым слоем вентиляционного материала.
Способ может включать этап предоставления третьего слоя вентиляционного материала. Третий слой вентиляционного материала может быть предоставлен между вентиляционным элементом и первым слоем вентиляционного материала.
Один или более слоев вентиляционного материала могут быть наложены с загибом сверху вентиляционного элемента и закреплять любой из указанных наложенных с загибом слоев вентиляционного материала под вентиляционным элементом.
Способ может дополнительно включать этап закрепления вентиляционного элемента клейкой лентой. Клейкая лента может быть перфорированной. Вместе с клейкой лентой или вместо нее может применяться клеящее вещество.
Слоистая заготовка может содержать опору слоистой заготовки. Опора слоистой заготовки может представлять собой балку.
Способ может включать этап расположения вентиляционного элемента вблизи опоры слоистой заготовки.
Способ может включать этап размещения слоистой заготовки на оснастке или в ней. В этом случае вентиляционный элемент может быть расположен на расстоянии от области контакта между слоистой заготовкой и оснасткой. В вариантах осуществления настоящего изобретения слоистая заготовка содержит один или более краев, приближенных к оснастке, причем слоистая заготовка также содержит верхнюю поверхность, обращенную в противоположную сторону от указанной оснастки, соединяющую указанные края, при этом вентиляционный элемент расположен на указанной верхней поверхности.
Вентиляционный элемент может быть гибким. Вентиляционный элемент может содержать трубку. Трубка может быть образована свернутой лентой, расположенной спиральным образом. Свернутая лента может быть самоперекрывающейся.
Вентиляционный элемент может иметь наружную поверхность, образованную с витой выемкой. Витая выемка может проходить в по длине на наружной поверхности. Витая выемка может проходить по всей длине части вентиляционного элемента. Указанный канал может содержать витую выемку. Альтернативно указанный канал может быть образован во внутренней области указанного вентиляционного элемента, тогда как указанная витая выемка может быть образована на поверхности указанного вентиляционного элемента.
Листовой материал может содержать мешок. Листовой материал может представлять собой вакуумный мешок.
Пониженное давление может составлять менее 200 мбар. Предпочтительно пониженное давление составляет менее 100 мбар. Предпочтительно пониженное давление составляет приблизительно равно 100 мбар (10 кПа).
Автоклав может работать при температуре 400°С или менее; предпочтительно в пределах от 40 до 250°С; предпочтительно в пределах от 150 до 200°С.
Кроме того, автоклав работает при повышенном давлении, которое превышает атмосферное давление. Предпочтительно автоклав работает при давлении от 7 до 10 бар, предпочтительно при 9 бар.
Важно, что несжимаемая часть вентиляционного элемента не испытывает существенной деформации при повышенном давлении этой среды, и поэтому пониженное давление между вакуумным мешком и слоистой заготовкой стабильно поддерживается во время процесса отверждения.
Слоистая заготовка может иметь длину более 30 м. Слоистая заготовка может иметь длину более 40 м. Слоистая заготовка может иметь длину более 50 м.
Этап установления пониженного давления между листовым материалом и слоистой заготовкой может включать предоставление источника пониженного давления. Источник пониженного давления может представлять собой канал, образованный в оснастке. Источник пониженного давления может представлять собой насос, присоединенный к листовому материалу в соединительном гнезде. Соединительное гнездо может представлять собой клапан. Вентиляционный элемент может быть расположен в источнике пониженного давления или вблизи него. Вентиляционный элемент может простираться от источника пониженного давления вдоль длины слоистой заготовки.
Дополнительный вариант осуществления настоящего изобретения относится к вентиляционному элементу для применения в способе изготовления композиционных деталей, включающем отверждение в автоклаве, работающем при повышенном давлении, превышающем атмосферное давление, причем указанная композиционная деталь содержит композиционный материал, указанный вентиляционный элемент содержит гибкую несжимаемую часть, и при этом несжимаемая часть содержит канал, способствующий потоку текучей среды, причем вентиляционный элемент имеет одну или более пустот, образованных в несжимаемой части, обеспечивающих возможность установления пониженного давления внутри канала, когда вентиляционный элемент расположен в мешке, к которому присоединен вакуумный насос, причем часть вентиляционного элемента является несжимаемой в повышенном давлении автоклава под воздействием листового материала, когда подается пониженное давление, и при этом вентиляционный элемент выполнен в виде спирали.
Вентиляционный элемент может содержать гибкую трубку.
Дополнительный вариант осуществления настоящего изобретения распространяется на устройство для применения при изготовлении композиционной детали, включающем отверждение в автоклаве, при этом устройство содержит:
слоистую заготовку, содержащую композиционный материал;
вентиляционный элемент, описанный в данном документе; и
листовой материал, покрывающий слоистую заготовку и вентиляционный элемент.
Устройство может дополнительно содержать первый слой вентиляционного материала между вентиляционным элементом и слоистой заготовкой.
Устройство может дополнительно содержать наложенный с загибом слой вентиляционного материала, расположенный сверху вентиляционного элемента.
Наложенный с загибом слой вентиляционного материала может быть расположен между вентиляционным элементом и слоистой заготовкой. Наложенный с загибом слой вентиляционного материала может быть скреплен сам с собой.
Дополнительный вариант осуществления настоящего изобретения относится к комплекту деталей для изготовления композиционной детали, включающего отверждение в автоклаве, при этом комплект содержит:
вентиляционный элемент, как описано в данном документе;
листовой материал для покрытия слоистой заготовки и вентиляционного элемента; и
вентиляционный материал для размещения между слоистой заготовкой и вентиляционным элементом;
при этом вентиляционный элемент содержит несжимаемую часть, и причем несжимаемая часть содержит канал, способствующий потоку текучей среды.
ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Варианты осуществления настоящего изобретения описаны со ссылкой на прилагаемые схематические графические материалы, на которых:
на Фиг. 1 представлен вид спереди устройства вентиляционного элемента, применяемого при изготовлении композиционной детали, в соответствии с первым вариантом осуществления настоящего изобретения;
на Фиг. 2 представлен вид в перспективе устройства по Фиг. 1;
на Фиг. 3-5 показаны разные устройства вентиляционного элемента, применяемого при изготовлении композиционной детали, в соответствии с дополнительными вариантами осуществления настоящего изобретения;
на Фиг. 6а-6е показаны разные устройства вентиляционного элемента и вентиляционного материала;
на Фиг. 7-9 показаны разные вентиляционные элементы в соответствии с вариантами осуществления настоящего изобретения;
на Фиг. 10 представлен поперечный разрез ленты, применяемой при выполнении некоторых вентиляционных элементов;
на Фиг. 11a-11b показано расположение вентиляционного элемента относительно приспособления для изготовления композиционной детали; и
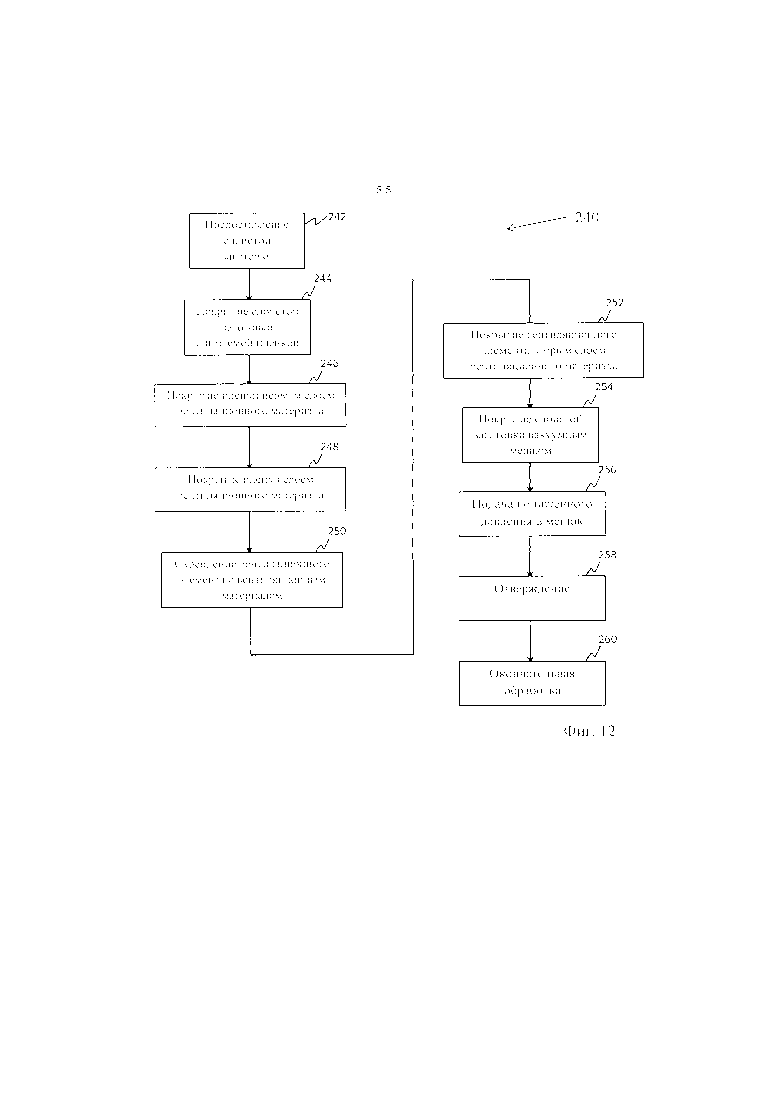
на Фиг. 12 показана блок-схема способа изготовления композиционной детали в соответствии с вариантом осуществления настоящего изобретения.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
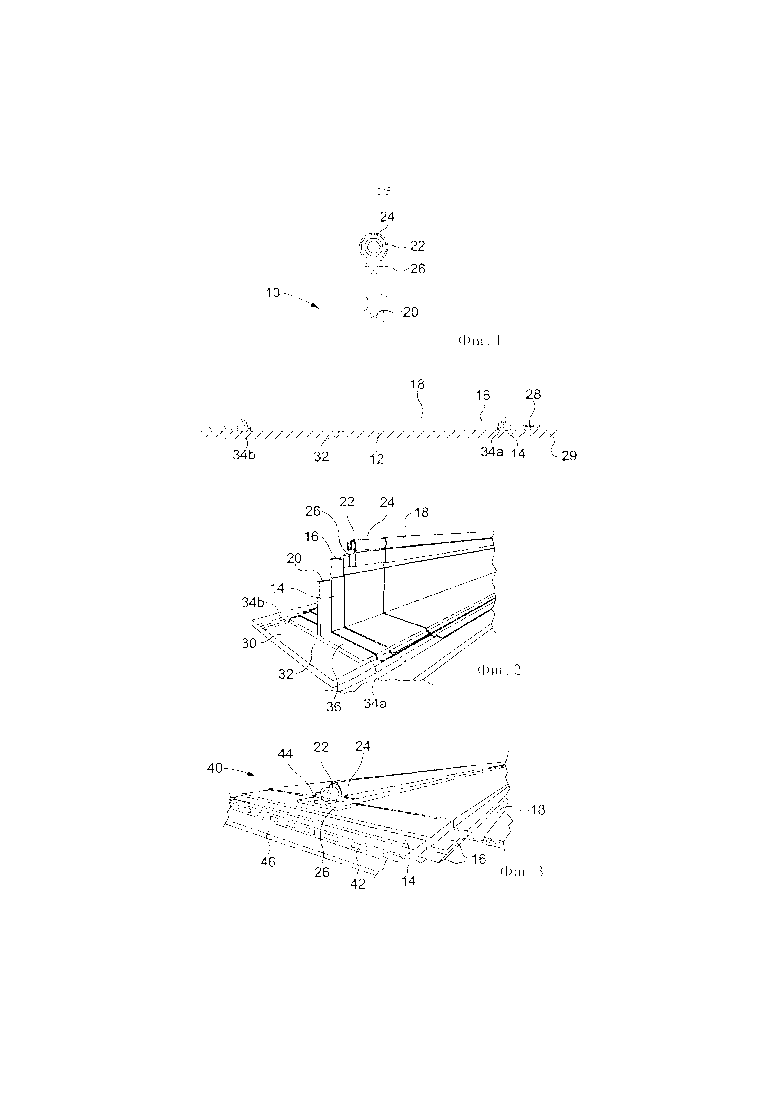
На Фиг. 1 показано устройство 10, предназначенное для применения совместно со способом изготовления композиционной детали в соответствии с вариантом осуществления настоящего изобретения. Устройство 10 содержит слоистую заготовку 12, которая в данном случае имеет форму Т-образной балки. Слоистая заготовка 12 покрыта снимаемой пленкой 14, которая, в свою очередь, покрыта слоем вентиляционного материала 16. На большей части поверхности слоистой заготовки 12 слой вентиляционного материала 16 покрыт вакуумным мешком 18.
Вакуумный мешок 18 герметизирован уплотнительной лентой 28, наложенной между наружным краем мешка и оснасткой 29. Во время отверждения в вакуумный мешок 18 подается пониженное давление, которое вызывает сжатие слоя вентиляционного материала 16 под действием вакуумного мешка.
Слоистая заготовка 12 в виде Т-образной балки содержит верхний край 20, находящийся на основании «Т». Как показано более детально на Фиг. 2, верхний край 20 проходит вдоль длины слоистой заготовки 12. Когда в вакуумный мешок 18 подается пониженное давление, край 20 будет стремиться вызывать сжатие слоя вентиляционного материала 16 в большей степени, чем его вызывала бы плоская поверхность. Вследствие этого край 20 стремится препятствовать нормальному потоку воздуха в вентиляционном материале 16.
Поэтому в вариантах осуществления настоящего изобретения вблизи края 20 расположен вентиляционный элемент 22. В этом варианте осуществления вентиляционный элемент 22 содержит несжимаемую полую трубку, которая является гибкой. В частности, вентиляционный элемент 22 представляет собой витую металлическую трубку, которая показана на Фиг. 7 и более детально описана ниже со ссылкой на эту фигуру.
Вентиляционный элемент 22 выполнен с полостями (не показаны на Фиг. 1) для обеспечения передачи вдоль всей длины трубки по полой внутренней области пониженного давления, которое подается к вакуумному мешку 18. В этом варианте осуществления полая внутренняя область трубки образует канал, обеспечивающий возможность прохождения текучей среды (в данном случае воздуха и летучих веществ) вдоль длины трубки.
Следовательно, вентиляционный элемент служит для стабильной передачи пониженного давления вдоль длины слоистой заготовки несмотря на наличие края 20, который в противном случае препятствовал бы эффективному прохождению потока воздуха.
Варианты осуществления настоящего изобретения содержат несжимаемые вентиляционные элементы. Следует понимать, что достаточно, чтобы вентиляционный элемент был способен выдерживать сжимающую силу, приложенную со стороны вакуумного мешка, когда в мешок подано пониженное давление, а также повышенное давление от автоклава (которое может составлять величину вплоть до 10 бар). Установлено, что вентиляционные элементы, состоящие из стали, являются несжимаемыми в достаточной степени.
Без ограничения общего характера изложенного в данном документе были подвергнуты испытанию следующие вентиляционные элементы типа, показанного на Фиг. 7 и 8:
тип 65: внутренний диаметр 6 мм, наружный диаметр 8,5 мм; и
тип 100: внутренний диаметр 4,5 мм, наружный диаметр 6,5.
Кроме того, был подвергнут испытанию следующий вентиляционный элемент типа, показанного на Фиг. 9 (то есть в виде пружины): внутренний диаметр 4,5 мм, наружный диаметр 7 мм.
Как упомянуто, было установлено, что нержавеющая сталь является хорошим материалом для вентиляционных элементов, но следует понимать, что в этом же или в других устройствах в равной степени хорошо работали бы и другие материалы, обладающие заданной степенью сопротивляемости сжатию и термостойкости. Возможно применение других материалов, таких как различные сплавы или даже керамические материалы.
Возвращаясь к Фиг. 1, вентиляционный элемент окружен вторым слоем 24 вентиляционного материала. Между нижним краем вентиляционного элемента 22 и верхним краем 20 слоистой заготовки 12 дополнительно предусмотрен третий слой 26 вентиляционного материала. Третий слой 26 состоит из того же вентиляционного материала, что и второй слой 24 вентиляционного материала. Следовательно, третий слой 26 не только обеспечивает опору, но и вносит вклад в характеристики потока воздуха устройства 10.
Установлено, что введение второго слоя вентиляционного материала, предпочтительно между первым слоем вентиляционного материала и вентиляционным элементом, улучшает действие вентиляционного элемента.
Для каждого слоя вентиляционного материала может применяться много типов материала. В одном варианте осуществления оба слоя состоят из одного и того же материала.
Кроме того, поскольку площадь поверхности, покрытая вторым слоем вентиляционного материала, меньше, чем площадь поверхности, покрытая первым слоем, эффективным является применение более дорогостоящего, но лучше действующего вентиляционного материала. В таких вариантах осуществления материал второго слоя отличается от материала первого слоя.
В одном варианте осуществления первый слой вентиляционного материала представлен нетканым материалом на основе нейлона, и второй слой материала представлен нетканым материалом на основе смеси нейлона и сложного полиэфира. Однако следует понимать, что настоящее изобретение не ограничивается этим и что совместно с вентиляционным элементом могут применяться любые известные вентиляционные материалы. В частности, может применяться вентиляционный материал, состоящий из нейлона или сложного полиэфира, или из комбинации нейлона и сложного полиэфира.
На Фиг. 3-5 показаны разные устройства вентиляционного элемента, применяемого при изготовлении композиционной детали, в соответствии с дополнительными вариантами осуществления настоящего изобретения. На Фиг. 3 показано устройство 40, содержащее слоистую заготовку 42. Как показано, слоистая заготовка 42 образует плоскую деталь и поэтому не включает в себя край, такой как у Т-образной слоистой заготовки по Фиг. 1.
На Фиг. 3 признаки, аналогичные признакам, изображенным на Фиг. 1, обозначены теми же численными ссылочными позициями. Устройство 40, показанное на Фиг. 3, содержит клейкую ленту 44, которая прикрепляет вентиляционный элемент 22 к третьему слою 26.
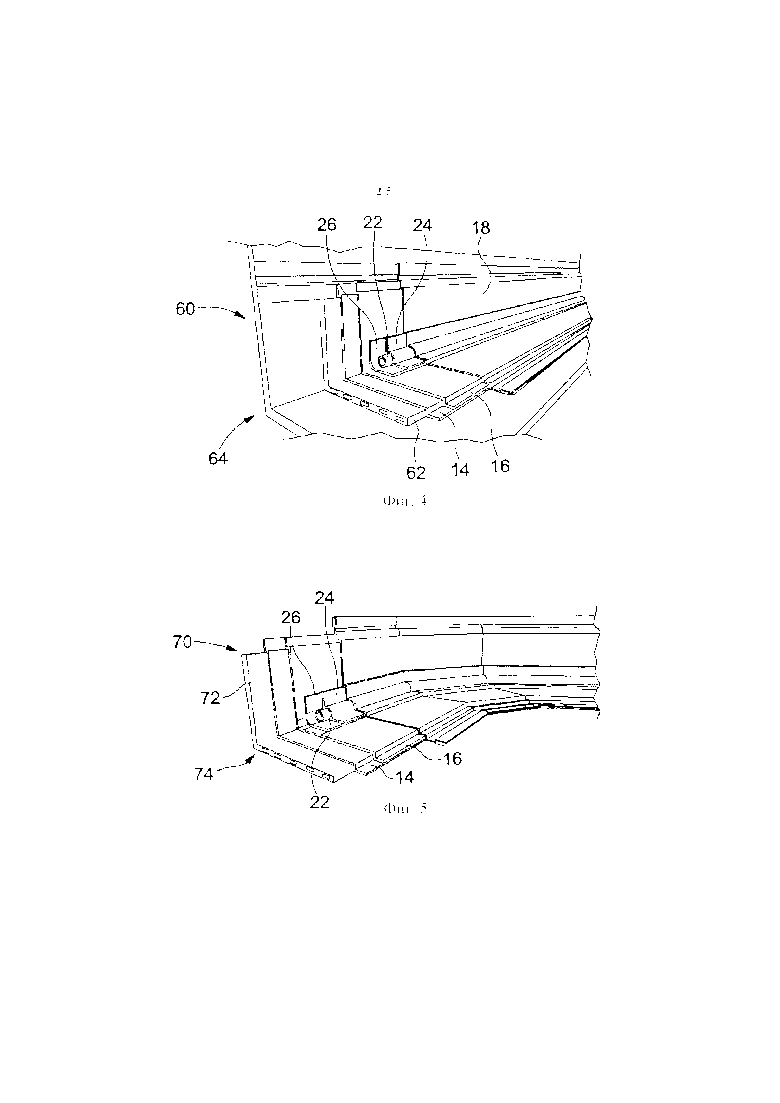
На Фиг. 4 показано устройство 60, содержащее слоистую заготовку 62. Как показано, слоистая заготовка 62 содержит изгиб 64. В изгибе 64 расположен вентиляционный элемент 22. Это помогает частично уменьшить проблемы с прохождением потока воздуха между слоистой заготовкой 62 и вакуумным мешком 18.
На Фиг. 5 показано устройство 70, содержащее слоистую заготовку 72. Как показано, слоистая заготовка содержит изгиб 74. Слоистая заготовка 62, показанная на Фиг. 4, расположена вдоль изгиба 64, проходящего вдоль длины слоистой заготовки 62. Однако слоистая заготовка 62 является прямолинейной. Слоистая заготовка 72 по Фиг. 5 отличается тем, что она является изогнутой по длине. Другими словами, слоистая заготовка 72, кроме того, что имеет изгиб, также образует угол, который находится в закругленном месте пересечения между двумя стенками и основанием.
Хотя слоистая заготовка 72 не является прямолинейной в продольном направлении, ее можно рассматривать как слоистую заготовку 62 по Фиг. 4, изогнутую дугой. Как показано, вентиляционный элемент 22 следует изгибом 74, при этом он также образует угол.
В тех конкретных случаях применения, где изгиб или край могут не образовывать прямую линию, полезно применение гибкого вентиляционного элемента, так как он легко может изгибаться в соответствии с формой, описываемой изгибом или краем.
Как показано на Фиг. 1-5, вентиляционный элемент отличается от вентиляционного приспособления для края тем, что вентиляционный элемент не расположен в том месте, где слоистая заготовка соприкасается с оснасткой.
Вентиляционные элементы согласно вариантам осуществления настоящего изобретения не действуют в основном как вентиляционные приспособления для краев. Как видно из Фиг. 2, во время процесса отверждения слоистая заготовка 12 вводится в контакт с оснасткой 30. Слоистая заготовка имеет нижнюю поверхность 32, находящуюся в контакте с оснасткой 42, и края 34а и 34b, а также верхнюю поверхность 36, противоположную нижней поверхности 32. Вентиляционный элемент 22 расположен на верхней поверхности 36, на расстоянии от краев 34а и 34b.
Однако следует понимать, что в качестве вентиляционных приспособлений для краев могут также применяться несжимаемые пустотелые элементы.
В устройствах, показанных на Фиг. 1-5, показано три слоя вентиляционного материала. Однако следует понимать, что также возможны и варианты осуществления, в которых применяется меньшее количество слоев вентиляционных материалов.
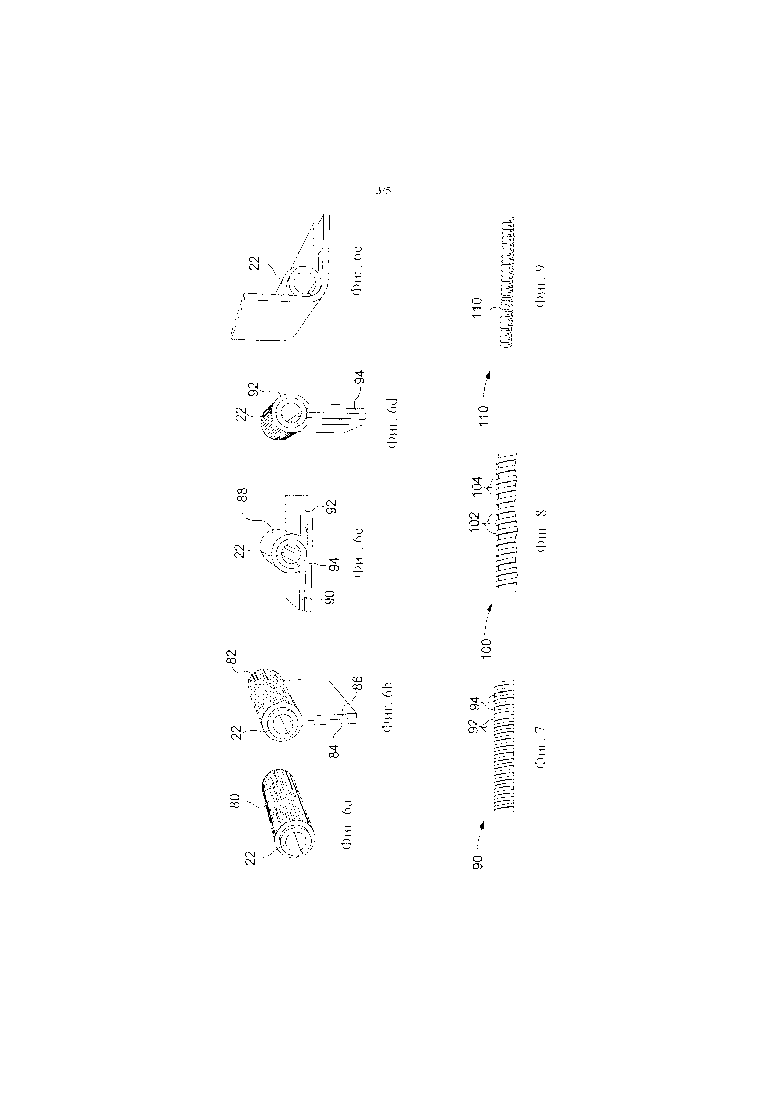
На Фиг. 6а показан вентиляционный элемент, окруженный одним слоем вентиляционного материала 80. В этом варианте осуществления вентиляционный материал 80 выполнен в виде трубки таких размеров, которые позволяют вставить в нее трубчатый вентиляционный элемент 22. В этом варианте осуществления вентиляционный материал 80 может быть введен в непосредственный контакт со слоем вентиляционного материала, покрывающего слоистую заготовку, и скреплен с ним. В еще одном варианте осуществления вентиляционный материал 80 может быть введен в непосредственный контакт со снимаемой пленкой, покрывающей слоистую заготовку. Это может иметь место, например, в тех случаях, когда слоистой заготовке придана такая форма, что дополнительный слой вентиляционного материала (в дополнение к слою 80) не требуется.
В вариантах осуществления, показанных на Фиг. 15, имеются отдельные слои вентиляционного материала, которые окружают вентиляционный элемент и покрывают слоистую заготовку, и предоставляют канал связи по текучей среде между вентиляционным элементом и слоистой заготовкой. Однако следует понимать, что эти функции может выполнять интегральная конструкция из вентиляционного материала, которая не обязательно может быть расположена в виде слоя.
На Фиг. 6b показан вентиляционный элемент 22 с одним слоем вентиляционного материала 82, наложенным с загибом сверху вентиляционного элемента 22. Каждый из задних концов 84 и 86 вентиляционного материала 82 затем прикрепляется к другому из них под (в показанной ориентации) вентиляционным элементом 22.
На Фиг. 6с показан вентиляционный элемент 22 с одним слоем вентиляционного материала 88, обхватывающим вентиляционный элемент 22 и скрепленным с ним. В этом варианте осуществления два передних конца 90 и 92 вентиляционного элемента выступают на каждой стороне, и второй слой 94 вентиляционного материала прикреплен к основанию слоя 88. В этом варианте осуществления слой 94 затем вводится в контакт со снимаемой пленкой сверху слоистой заготовки.
На Фиг. 6d показано устройство, подобное устройству по Фиг. 6с. В устройстве по Фиг. 6d нижний слой 94 сложен под вентиляционным элементом 22, и две противоположные поверхности скреплены друг с другом. Это похоже на устройство по Фиг. 1 и 2, за исключением расположения снимаемой пленки 14, показанной на Фиг. 1 и 2, и того, что отсутствует промежуточный слой 16 вентиляционного материала, показанный на этих фигурах.
Фиг. 6е подобна устройству, показанному на Фиг. 6с, с той разницей, что нижний слой 94 вентиляционного материала здесь изогнут с образованием угла. Это подобно устройству, показанному на Фиг. 4, но здесь отсутствует промежуточный слой вентиляционного материала 16, показанный на этой фигуре.
В вариантах осуществления настоящего изобретения желательно предусмотреть наличие опоры для вентиляционного элемента по двум причинам. Во-первых, желательно давление, оказываемое вентиляционным элементом на слоистую заготовку, распределить по большей площади поверхности, чтобы вентиляционный элемент не оставил отметок на слоистой заготовке. Кроме того, желательно облегчить прохождение потока текучей среды между вентиляционным элементом и слоистой заготовкой для того, чтобы обеспечить поддержание поданного в вакуумный мешок пониженного давления и помочь с удалением летучих веществ во время процесса отверждения.
В вариантах осуществления настоящего изобретения для выполнения обеих этих функций служит опора вентиляционного элемента. В некоторых вариантах осуществления опора представлена одним слоем вентиляционного материала (например, Фиг. 6а) или одним слоем, который наложен с загибом (Фиг. 6b). В альтернативных устройствах опора может быть представлена двумя или более слоями. Следует понимать, что в тех случаях, когда эти слои проходят по поверхности слоистой заготовки или вентиляционного элемента, в качестве опоры вентиляционного элемента будет действовать только часть этих слоев между вентиляционным элементом и слоистой заготовкой.
Со ссылкой на Фиг. 3-6, вентиляционный элемент расположен на верхней поверхности, находящейся на расстоянии от краев слоистой заготовки, при этом верхняя поверхность является противоположной поверхности слоистой заготовки, находящейся в контакте с оснасткой. Контакт может быть прямым или косвенным. Если контакт является косвенным, слоистая заготовка может быть отделена от оснастки снимаемой пленкой, вентиляционным материалом или другими известными промежуточными материалами.
На Фиг. 7-9 показаны вентиляционные элементы, применяемые с вариантами осуществления настоящего изобретения. На Фиг. 7 показан вентиляционный элемент 90, выполненный в виде трубки. Трубка состоит из перекрывающейся витой металлической ленты и подобна трубкам, которые применяют в ручных душах. Витая лента перекрывает сама себя негерметичным образом, тем самым обеспечивая возможность прохождения потока воздуха в полую внутреннюю область и из нее.
Вентиляционный элемент 90 имеет витой канал, проходящий по его длине, образованный выемкой 94. Соответствующая выступающая часть 92 образует наружную поверхность вентиляционного элемента 90.
На Фиг. 8 показан вентиляционный элемент 100 для применения с дополнительным вариантом осуществления настоящего изобретения. Вентиляционный элемент 100, подобно вентиляционному элементу 90 по Фиг. 7, состоит из перекрывающейся металлической витой ленты. Вентиляционный элемент 100 по Фиг. 8 заключает в себе витой канал 104, проходящий по его длине, имеющий соответствующую выступающую витую часть 102, образующую наружную поверхность. Однако вентиляционный элемент 100 отличается от вентиляционного элемента 90 по Фиг. 7 размерами ленты.
Вентиляционные элементы 90 и 100 являются несжимаемыми под действием силы, воздействующей на них со стороны вакуумного мешка, когда подается пониженное давление. Кроме того, вентиляционные элементы могут выдерживать давления внутри автоклава. Устройство с перекрывающейся лентой обеспечивает гибкость, которая позволяет вентиляционному элементу повторять любые контуры, описываемые слоистой заготовкой, такие как показанный на Фиг. 5.
На Фиг. 9 показан вентиляционный элемент 110 для применения с вариантами осуществления настоящего изобретения. Вентиляционный элемент 110 выполнен в виде металлической спирали в форме пружины. Пустоты между витками пружины обеспечивают возможность прохождения потока воздуха. Вентиляционный элемент 110 значительно дешевле вентиляционных элементов 90 и 100 по Фиг. 7 и 8, но является менее гибким и лучше подходит для приложений, где контуров, описываемых слоистой заготовкой, мало или нет.
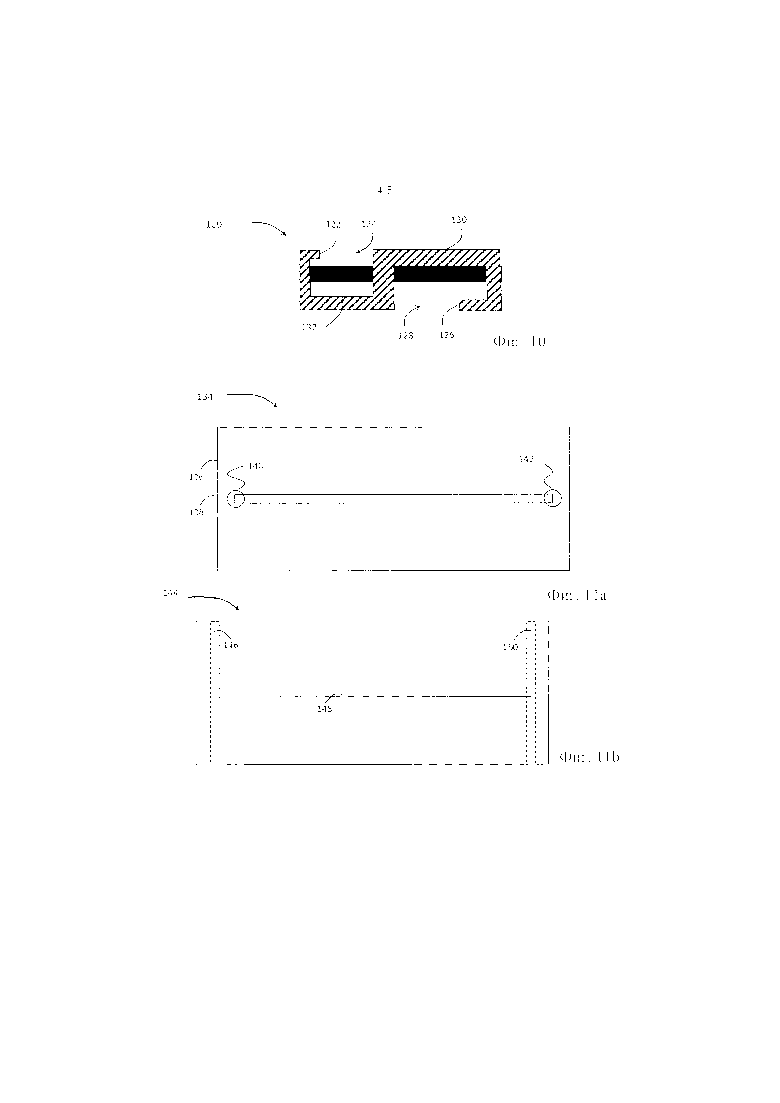
На Фиг. 10 показан поперечный разрез ленты 120 из нержавеющей стали. Лента 120 из нержавеющей стали свернута в форме буквы S с двумя выступами 122 и 126 на концах «S». Форма в виде буквы S образует две полости 124 и 128. Во время изготовления трубки, которая содержит вентиляционные элементы в соответствии с вариантами осуществления настоящего изобретения, лента ориентирована так, что форма в виде буквы S ориентирована в направлении длины окружности трубки. При этой ориентации наружная поверхность ленты содержит выступающее плечо 130 и углубленное плечо 132.
Во время изготовления ленту сворачивают в спираль так, что выступ 122 располагается в полости 128 следующего витка, тогда как выступ 126 располагается в полости 124 предыдущего витка. В этом устройстве выступающее плечо образует наружную поверхность вентиляционного элемента (соответствующую выступающим витым частям 92 и 102 по Фиг. 7 и 8), тогда как углубленное плечо образует углубленную поверхность вентиляционного элемента (соответствующую витым каналам 94 и 104).
Кроме того, следует понимать, что способ, которым лента 120 перекрывается при скручивании витками, допускает гибкость вследствие люфта выступов, расположенных в соответствующих полостях. Следует также понимать, что расположение выступов в полостях обеспечивает возможность перемещения текучей среды, такой как воздух, между внутренней областью трубки и наружной стороной.
Витые каналы 94 и 104 действуют вдоль длины вентиляционного элемента, помогая установить и поддерживать пониженное давление между слоистой заготовкой и вакуумным мешком. Вентиляционные элементы, такие как показанные на Фиг. 7 и 8, имеют канал, образованный во внутренней области, и витую выемку, проходящую по длине, где разрешено свободное прохождение текучей среды между внутренней областью и наружной стороной.
Следует понимать, что в случае, если вентиляционный элемент представляет собой пружину (см. Фиг. 8) и она покрыта слоем вентиляционного материала и вакуумным мешком, когда в вакуумный мешок подается пониженное давление, это будет приводить к вталкиванию вентиляционного материала в пространства между витками пружины. Это, в свою очередь, будет приводить к образованию витого канала на наружной поверхности этого вентиляционного элемента.
На Фиг. 11а показано устройство для изготовления композиционной детали 134 типа, показанного на Фиг. 1-5. Устройство 134 содержит два клапана 140 и 142, которые соединяют вакуумный мешок с насосом так, что в вакуумном мешке может быть создано пониженное давление. Следовательно, клапаны 140 и 142 действуют как источники пониженного давления.
В альтернативном устройстве вместо этого клапан 142 присоединен к датчику давления.
Устройство 134 содержит вентиляционный элемент 138. Как показано, устройство 134 является продольным, и вентиляционный элемент 134 проходит вдоль длины слоистой заготовки устройства, в котором любой конец вентиляционного элемента расположен в клапанах 140 и 142. Это помогает обеспечить стабильное поддержание пониженного давления с его равномерным и устойчивым распределением по всему устройству 134.
На Фиг. 11b показано устройство 144, подобное устройству 134 по Фиг. 11а. В устройстве 144 источники пониженного давления представлены двумя каналами 146 и 150, выполненными в оснастке. Вентиляционный элемент 148 проходит вдоль длины слоистой заготовки устройства 144, при этом каждый конец расположен в соответствующем канале.
В альтернативном устройстве оснастка снабжена одним периферийным каналом, в котором размещен вентиляционный элемент.
На Фиг. 12 показана блок-схема способа 240 изготовления композиционной детали в соответствии с вариантом осуществления настоящего изобретения. На первом этапе 242 предоставляют слоистую заготовку. Как показано на Фиг. 15, слоистая заготовка может иметь разные формы и размеры. В частности, было установлено, что применение полого несжимаемого вентиляционного элемента имеет определенные преимущества, если слоистая заготовка содержит край, изгиб, контур или подобное образование, которые могут препятствовать потоку воздуха. Кроме того, применение этого вентиляционного элемента имеет определенные преимущества, если размер слоистой заготовки превышает определенные габариты.
В этом варианте осуществления слоистую заготовку предоставляют путем размещения его на оснастке. Обычно при такой технике изготовления формованием с помощью вакуумного мешка слоистая заготовка будет иметь нижнюю поверхность, которую размещают в контакте с оснасткой, и затем накладывают разные вентиляционные материалы и пленки. Однако следует понимать, что для вариантов осуществления настоящего изобретения последовательность выполнения всех этих этапов не является важной.
В некоторых вариантах осуществления слоистая заготовка может иметь длину более 30 м. В других вариантах осуществления слоистая заготовка имеет длину более 40 м. В дополнительных вариантах осуществления слоистая заготовка имеет длину более 50 м.
Вариант осуществления, представленный на Фиг. 12, будет объяснен со ссылкой на слоистую заготовку, показанную на Фиг. 1, хотя следует понимать, что общий способ не ограничен этими типом или формой слоистой заготовки.
Возвращаясь к Фиг. 12, на втором этапе, этапе 244, слоистую заготовку покрывают снимаемой пленкой. На следующем этапе, этапе 246, снимаемую пленку покрывают первым слоем вентиляционного материала. В этом варианте осуществления вентиляционный материал представляет собой нетканый материал на основе нейлона.
На этапе 248 слой вентиляционного материала прикрепляют к первому слою вентиляционного материала (это третий слой, упоминаемый в отношении Фиг. 1-3). В этом варианте осуществления вентиляционный материал этого слоя представляет собой нетканый материал на основе смеси нейлона и сложного полиэфира..
На этапе 250 вентиляционный элемент прикрепляют к опоре вентиляционного элемента клейкой лентой. В дополнительном варианте осуществления может применяться перфорированная клейкая лента. Перфорационные отверстия способствуют потоку текучей среды.
Однако следует понимать, что применение клейкой ленты не является отличительным признаком. В других вариантах осуществления может применяться клеящее вещество или можно вообще обойтись без склеивания.
В этом варианте осуществления применяется снимаемая пленка. Однако может применяться и внешний слой как дополнение к снимаемой пленке или вместо нее.
На следующем этапе, этапе 252, вентиляционный элемент покрывают вторым слоем вентиляционного материала. В этом варианте осуществления второй слой вентиляционного материала тоже представляет собой нетканый материал на основе смеси нейлона и сложного полиэфира.
Три слоя вентиляционного материала между вентиляционным элементом и снимаемой пленкой действуют как опора вентиляционного элемента, как рассмотрено выше.
Слоистая заготовка вместе со снимаемой пленкой, вентиляционными материалами и вентиляционным элементом закрывают в вакуумном мешке на этапе 254 и вакуумный мешок подсоединяют к насосу, который подает пониженное давление в мешок на этапе 256. В этом варианте осуществления мешок откачивают до давления 100 мбар.
Устройство, включающее слоистую заготовку и оснастку, затем помещают в автоклав на этапе 258, где устройство нагревают до температуры 180°С при давлении 9 бар.
На завершающем этапе, этапе 260, выполняют окончательную обработку композиционной детали. Это может включать удаление пленок, вентиляционного материала и вентиляционного элемента, а также другие этапы, требующиеся до того, как композиционная деталь будет готова к последующей транспортировке.
Вентиляционный элемент согласно некоторым вариантам осуществления преимущественно может быть повторно использован.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ УПЛОТНЕНИЯ ИЗДЕЛИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2540657C2 |
| Устройство для формования крупногабаритных конструкций из полимерных композиционных материалов | 1980 |
|
SU927534A1 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОМЕГА-СТРИНГЕРОВ И Z-ОБРАЗНЫХ СТРИНГЕРОВ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И ИЗГОТОВЛЕНИЯ УСИЛЕННОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С КРИВИЗНОЙ | 2019 |
|
RU2761851C2 |
| СПОСОБ СБОРКИ И ПРИДАНИЯ ФОРМЫ МНОГОСЛОЙНОЙ ПАНЕЛИ | 2009 |
|
RU2516508C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ ИЗ ВОЛОКОННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2482965C2 |
| Безлонжеронная лопасть винта вертолёта и способ её изготовления | 2018 |
|
RU2683410C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДВОЙНЫМ ПОВЕРХНОСТНО-ОРТОГОНАЛЬНЫМ ВАКУУМНО-ИНФУЗИОННЫМ ПРОЦЕССОМ (DSOVIM) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2833579C1 |
| СИСТЕМА БАЛЛОНОВ БЕЗ ОТВОДА ИЛИ ПОДВОДА ГАЗОВ ДЛЯ ОТВЕРЖДЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 2013 |
|
RU2660136C9 |
| ТРУБКА ИЗ ТЕРМОУСАДОЧНОЙ ПЛЕНКИ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ КОМПОЗИТНЫХ ДЕТАЛЕЙ | 2016 |
|
RU2664999C2 |
Изобретение относится к способу изготовления композиционной детали. Техническим результатом является повышение стабильности передачи пониженного давления вдоль длины слоистой заготовки. Технический результат достигается способом изготовления композиционной детали, который включает подготовку слоистой заготовки, имеющей края, входящие в контакт с оснасткой, и верхнюю поверхность, при этом слоистая заготовка содержит композиционный материал, предоставление вентиляционного элемента, расположенного на верхней поверхности слоистой заготовки и находящегося на расстоянии от указанных краев слоистой заготовки, предоставление первого слоя вентиляционного материала между вентиляционным элементом и слоистой заготовкой, покрытие слоистой заготовки и вентиляционного элемента листовым материалом, установление пониженного давления между листовым материалом и слоистой заготовкой, отверждение слоистой заготовки в автоклаве, работающем при повышенном давлении. При этом вентиляционный элемент содержит несжимаемую часть, которая имеет канал, способствующий прохождению потока текучей среды. Причем указанная часть вентиляционного элемента является несжимаемой при повышенном давлении автоклава под воздействием листового материала, когда подается пониженное давление. 4 н. и 14 з.п. ф-лы, 17 ил.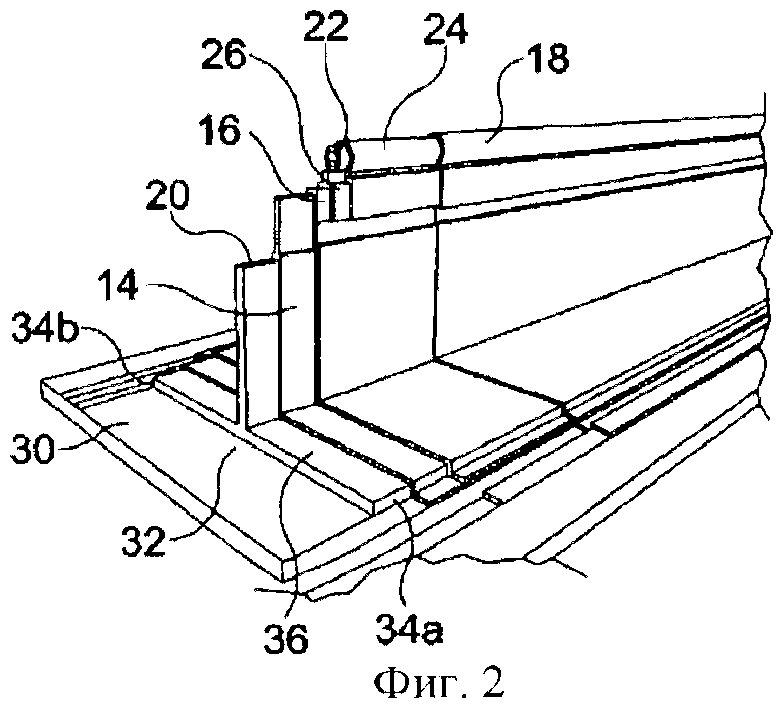
1. Способ изготовления композиционной детали, включающий этапы:
подготовки слоистой заготовки, имеющей края, входящие в контакт с оснасткой, и верхнюю поверхность, при этом слоистая заготовка содержит композиционный материал;
предоставления вентиляционного элемента, расположенного на верхней поверхности слоистой заготовки и находящегося на расстоянии от указанных краев слоистой заготовки;
предоставления первого слоя вентиляционного материала между вентиляционным элементом и слоистой заготовкой;
покрытия слоистой заготовки и вентиляционного элемента листовым материалом;
установления пониженного давления между листовым материалом и слоистой заготовкой; и
отверждения слоистой заготовки в автоклаве, работающем при повышенном давлении, которое превышает атмосферное давление,
при этом вентиляционный элемент содержит несжимаемую часть, причем несжимаемая часть имеет канал, способствующий прохождению потока текучей среды, при этом указанная часть вентиляционного элемента является несжимаемой в повышенном давлении автоклава под воздействием листового материала, когда подается пониженное давление.
2. Способ по п. 1, включающий этап закрытия по меньшей мере части вентиляционного элемента вторым слоем вентиляционного материала.
3. Способ по п. 1 или 2, включающий этап выполнения третьего слоя вентиляционного материала между вентиляционным элементом и первым слоем вентиляционного материала.
4. Способ по любому из пп. 1-3, включающий наложение с загибом одного или более слоев вентиляционного материала поверх вентиляционного элемента и закрепление любого из указанных наложенных с загибом слоев вентиляционного материала под вентиляционным элементом.
5. Способ по любому предыдущему пункту, включающий этап закрепления вентиляционного элемента клейкой лентой.
6. Способ по п. 5, в котором клейкая лента является перфорированной.
7. Способ по любому предыдущему пункту, в котором слоистая заготовка содержит опору.
8. Способ по п. 7, включающий этап расположения вентиляционного элемента вблизи опоры слоистой заготовки.
9. Способ по любому предыдущему пункту, в котором вентиляционный элемент является гибким.
10. Способ по любому предыдущему пункту, в котором вентиляционный элемент содержит трубку.
11. Способ по любому предыдущему пункту, в котором вентиляционный элемент имеет наружную поверхность, которая выполнена с витой выемкой.
12. Вентиляционный элемент для применения в способе изготовления композиционной детали, включающем отверждение в автоклаве, работающем при повышенном давлении, превышающем атмосферное давление, причем указанная композиционная деталь содержит композиционный материал, а указанный вентиляционный элемент содержит гибкую несжимаемую часть, при этом несжимаемая часть имеет канал, способствующий прохождению потока текучей среды, причем
вентиляционный элемент имеет одну или более пустот, образованных в несжимаемой части для обеспечения возможности установления пониженного давления внутри канала, когда вентиляционный элемент расположен в мешке, к которому присоединен вакуумный насос, причем
указанная часть вентиляционного элемента является несжимаемой в повышенном давлении автоклава под воздействием мешка, когда подается пониженное давление, причем
вентиляционный элемент выполнен в виде спирали.
13. Вентиляционный элемент по п. 12, содержащий гибкую трубку.
14. Устройство для применения при изготовлении композиционной детали, включающем отверждение в автоклаве, причем указанное устройство содержит:
слоистую заготовку, содержащую композиционный материал,
вентиляционный элемент по п. 12 или 13 и
листовой материал, покрывающий слоистую заготовку и вентиляционный элемент.
15. Устройство по п. 14, содержащее первый слой вентиляционного материала между вентиляционным элементом и слоистой заготовкой.
16. Устройство по п. 15, содержащее наложенный с загибом слой вентиляционного материала, расположенный поверх вентиляционного элемента.
17. Устройство по п. 16, в котором указанный наложенный с загибом слой вентиляционного материала расположен между вентиляционным элементом и слоистой заготовкой.
18. Комплект деталей для изготовления композиционной детали, включающего отверждение в автоклаве, причем указанный комплект содержит:
вентиляционный элемент по п. 12 или 13,
листовой материал для покрытия слоистой заготовки и вентиляционного элемента и
вентиляционный материал для размещения между слоистой заготовкой и вентиляционным элементом.
| US 4216047 A, 05.08.1980 | |||
| DE 102012219226 A1, 24.04.2014 | |||
| US 20080044506 A1, 21.02.2008 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ КОМПОЗИТОВ ВАКУУМНОЙ ИНФУЗИЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2012 |
|
RU2480335C1 |
| WO 1985002365 A1, 06.06.1985 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ИЗДЕЛИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2005 |
|
RU2285613C1 |

