ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Данное изобретение относится к устройству и способам аддитивного производства и ремонта и, в частности, относится к подводу энергии лазерного излучения для расплавления присадочной подаваемой проволоки в подобных способах.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Координация подвода энергии лазерного излучения с подачей присадочного материала во время лазерной сварки и наплавки представляет собой сложную задачу. Порошкообразный присадочный материал может быть предварительно размещен, но данная операция является трудоемкой, ограничена местом, в котором порошкообразный материал может удерживаться под действием силы тяжести, и материал подвержен рассеиванию во время обработки. Присадочная подаваемая проволока может быть подана в любое место, но ее перемещение должно быть согласовано с перемещением лазерного пучка.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение разъясняется в нижеприведенном описании с учетом чертежей, которые показывают:
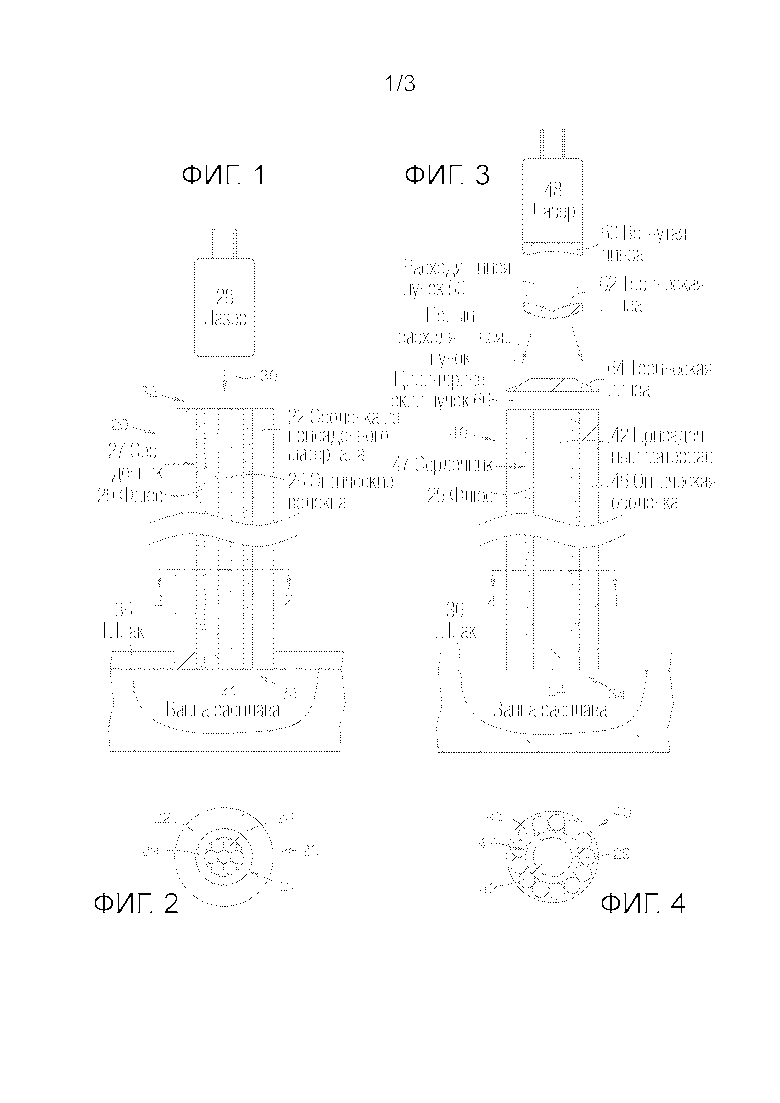
Фиг.1 представляет собой боковое сечение присадочной подаваемой проволоки с центральными оптическими волокнами, подводящими лазерное излучение.
Фиг.2 представляет собой поперечное сечение присадочной подаваемой проволоки по фиг.1, выполненное по линии 2-2.
Фиг.3 представляет собой боковое сечение присадочной подаваемой проволоки с наружными оптическими волокнами, подводящими лазерное излучение.
Фиг.4 представляет собой поперечное сечение присадочной подаваемой проволоки по фиг.1, выполненное по линии 4-4.
Фиг.5 представляет собой поперечное сечение варианта осуществления присадочной подаваемой проволоки по фиг.1, показывающее изготовление.
Фиг.6 представляет собой поперечное сечение другого варианта осуществления присадочной подаваемой проволоки, показывающее изготовление.
Фиг.7 представляет собой боковое сечение катушки с присадочной подаваемой проволокой с вводом лазерного излучения.
Фиг.8 показывает геометрию концептуальной поверхности преломляющих линз, которые придают лазерному пучку форму трубчатого цилиндрического пучка.
Фиг.9 показывает геометрию альтернативной поверхности преломляющих линз, которые придают лазерному пучку форму трубчатого цилиндрического пучка.
Фиг.10 представляет собой поперечное сечение варианта осуществления с расположением бок о бок.
Фиг.11 представляет собой сечение световода с оболочкой из связующего, содержащего концентрированный порошок из компонентов присадочного материала и флюса.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Авторы настоящего изобретения осознали, что при дуговой сварке под флюсом (SAW), дуговой сварке плавящимся электродом (GMAW) и дуговой сварке порошковой проволокой (FCAW) присадочная проволока имеет две функции подачи присадочного материала и подвода электроэнергии для осуществления процесса дуговой сварки, и, таким образом, энергия всегда подводится точно к концу присадочной проволоки. В данном документе авторы настоящего изобретения описывают присадочную подаваемую проволоку для использования при лазерной обработке, которая обеспечивает такое же преимущество.
Фиг.1 представляет собой боковое сечение присадочной подаваемой проволоки 20 с оболочкой 22 из присадочного материала, такого как металл, подлежащий добавлению в ванну 24 расплава для сварки, наплавки или аддитивного производства. Подаваемая проволока имеет элемент, подводящий лазерное излучение, такой как оптические волокна 26, в сердечнике 27 проволоки. Лазерный излучатель 28 излучает лазерный пучок 30 в элемент, подводящий лазерное излучение, на проксимальном конце 32 подаваемой проволоки. Флюс 29 и/или добавки-компоненты присадочного материала могут быть размещены в сердечнике, например, в виде порошка.
Например, оболочка 22 из присадочного материала может быть изготовлена из экструдируемого подмножества компонентов желательного сверхпрочного сплава, такого как NiCoCrAlY, вытягивание или экструзия которого в виде проволоки могут быть затруднены. Однако никелевая проволока может быть изготовлена с полым сердечником 27, содержащим порошки Co, Cr, Al и Y, которые соединяются с никелем в ванне 24 расплава. Данные порошки могут быть образованы из частиц в виде сплавов и/или в виде элементов или соединений.
Сам элемент 26, подводящий лазерное излучение, может служить в качестве флюса. Например, диоксид кремния (SiO2) образует оптические волокна, которые хорошо пропускают лазерное излучение 1,06 микрона, а также служит в качестве флюса для лазерной обработки сверхпрочных сплавов. Флюс образует защитный слой шлака 36 над ванной 24 расплава. Преимущество данной системы состоит в том, что энергия лазерного излучения подводится точно к дистальному концу 34 подаваемой проволоки 20, что устраняет необходимость в отдельном согласовании перемещения лазерного пучка с перемещением подаваемой проволоки. Мощность лазера можно регулировать пропорционально скорости подачи подаваемой проволоки.
Фиг.2 представляет собой поперечное сечение присадочной подаваемой проволоки по фиг.1, выполненное вдоль линии 2-2. Пропорции могут быть скорректированы, например, для увеличения сердечника 27 и/или оптических волокон 26 в нем относительно оболочки 22 из присадочного материала. Оболочка 22 из присадочного материала может быть экструдирована вокруг сердечника 27 при быстром охлаждении для избежания перегрева оптических волокон.
Фиг.3 представляет собой боковое сечение варианта 40 осуществления присадочной подаваемой проволоки с сердечником 47, содержащим присадочный материал 42 и, если требуется, дополнительно содержащим флюс 29 и/или дополнительные компоненты присадочного материала. Элемент, подводящий лазерное излучение, такой как оптические волокна 46, окружает сердечник. Лазерный излучатель 48 обеспечивает ввод лазерного пуска 50 в элемент, подводящий лазерное излучение, на проксимальном конце подаваемой проволоки через линзы 60, 62 и 64, которые придают пучку 50 форму трубчатого цилиндрического пучка 66 для ввода в элемент 46, подводящий лазерное излучение. Флюс 29 и элементарные добавки к присадочному материалу могут быть размещены в сердечнике.
Преимущество данного варианта осуществления состоит в том, что он может быть легко изготовлен посредством нанесения покрытия из флюса 29 на проволоку 42 из присадочного материала в связующем, таком как полимер, и последующего наложения размещаемых по кольцу, оптических волокон 46 в связующем подобно оболочке на сердечнике 47. Оптические волокна 46 могут быть параллельными. В альтернативном варианте они могут быть намотаны вокруг сердечника 47 посредством оплеточной машины с последующей пропиткой связующим материалом, таким как полимер. Тепло от экструзии или вытягивания присадочного материала, такого как никель, для образования проволоки 42 из присадочного материала не вызывает повреждения добавляемых позднее, оптических волокон. В еще одном альтернативном варианте присадочный металл может представлять собой проволоку с сердечником, имеющую флюс и/или металлический порошок внутри ее сердечника.
Фиг.4 представляет собой поперечное сечение присадочной подаваемой проволоки по фиг.4, выполненное вдоль линии 4-4. Пропорции могут быть скорректированы. Дополнительное преимущество данного варианта осуществления состоит в большом сечении элемента, подводящего лазерное излучение, которое обеспечивает большую способность к передаче энергии и которое может полностью окружать присадочный материал 42 для равномерного нагрева ванны расплава. Однако полное окружение, подобное показанному, не является требованием по изобретению.
Фиг.5 представляет собой поперечное сечение варианта 20В осуществления присадочной подаваемой проволоки, образованной с оболочкой из присадочного материала в виде двух половин 22А, 22В, соединенных сварными швами 70 с неглубоким проваром или другими средствами соединения, таким как связующее с переходной жидкой фазой, которое защищает оптические волокна от чрезмерного нагрева.
Фиг.6 представляет собой поперечное сечение варианта 40В осуществления присадочной подаваемой проволоки, показывающее изготовление посредством формирования оптической оболочки 46В с полукруглым или С-образным поперечным сечением и вставки сердечника 47 из присадочного материала 42 и флюса 29. Сердечник может быть вставлен по посадке с натягом и/или посредством скрепления, например, полимером. Два противоположных шкива 72, 74 могут обеспечить вталкивание готового сердечника 47 в С-образную оптическую оболочку 46В. Другие варианты осуществления могут иметь полукруглую или С-образную оболочку из присадочного материала вокруг сердечника из материала, пропускающего лазерное излучение.
Фиг.7 показывает присадочную подаваемую проволоку на катушке 80 с осью 81. Проксимальный конец 32 присадочной подаваемой проволоки вставлен внутрь в соединитель 82 с отражателем 84, который принимает лазерный пучок 30 вдоль оси 81 катушки и отражает пучок в проксимальный конец присадочной подаваемой проволоки. Это позволяет лазерному излучателю 28 оставаться неподвижным во время вращения катушки на ступице для подачи проволоки 20 во время аддитивного производства или ремонта или посредством свободного хода, или путем размотки присадочной подаваемой проволоки, управляемой посредством электродвигателя.
Фиг.8 показывает геометрию 62А, 64А концептуальной поверхности двух преломляющих линз 62 и 64, показанных на фиг.3, для придания лазерному пучку 50 формы трубчатого пучка 66. Поверхность 62А может быть веретенообразной тороидальной, включающей в себя первую вогнутую часть относительно главной оси 90, которая образует расходящийся пучок с полым центром. Она также может иметь вторую выпуклую часть, которая обеспечивает утонение стенок пучка при увеличении расстояния, как показано на фиг.3. Вторая поверхность линзы 62 может быть конической, сферической или тороидальной в зависимости от требуемой степени утонения стенок пучка. Поверхность 64А может быть веретенообразной или кольцевой тороидальной, включающей в себя первую выпуклую часть относительно главной оси 90 и вторую вогнутую часть, которые вместе коллимируют расходящийся полый пучок, образуя цилиндрическую трубку, которая соединяется с оптической оболочкой (фиг.3). Могут быть использованы другие формы линз в зависимости от ширины излучаемого пучка относительно конечной ширины трубчатого пучка. Например, как показано на фиг.9, поверхность 62В может быть вогнутой конической и поверхность 64В может быть выпуклой конической, если не требуется никакого утонения стенок пучка. Могут быть использованы эквивалентные линзы Френеля. В альтернативном варианте могут быть использованы отражающие линзы. В альтернативном варианте лазерный излучатель 28 может создавать трубчатый пучок посредством лазерного резонатора с отражателем для обратной связи, имеющим полностью отражающую центральную часть, окруженную кольцевой, частично отражающей частью.
Могут быть предусмотрены другие геометрические характеристики имеющих одинаковую протяженность материала, подводящего лазерное излучение, и присадочного материала, например, оба материала, проходящие вдоль длины присадочной проволоки рядом друг с другом и удерживаемые вместе связующим материалом, который соединяет или окружает компоненты, расположенные рядом друг с другом. Связующий материал может включать в себя порошок из других составляющих материалов, такие как флюсы или легирующие материалы. К приводимым в качестве примера, связующим материалам относятся целлюлоза, керамическое волокно (например, из диоксида кремния, оксида алюминия, Nextel и т.д.) и керамическая ткань.
Фиг.10 представляет собой сечение варианта 90 осуществления, имеющего присадочный материал 92 и световод 26, расположенные рядом друг с другом и соединенные посредством связующего 94, такого как полимер.
Фиг.11 представляет собой сечение варианта 100 осуществления, имеющего световод 26 с оболочкой из порошкообразного присадочного материала в связующем 102, таком как полимер, содержащий концентрированный порошок из компонентов присадочного материала и флюса.
Несмотря на то, что различные варианты осуществления настоящего изобретения были показаны и описаны в данном документе, будет очевидно, что подобные варианты осуществления приведены только в качестве примера. Многочисленные варианты, изменения и замены могут быть выполнены без отхода от изобретения, представленного в данном документе. Соответственно, предусмотрено, что изобретение должно быть ограничено только сущностью и объемом приложенной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОКОННАЯ ЛАЗЕРНАЯ СИСТЕМА СО МНОЖЕСТВОМ ПУЧКОВ | 2015 |
|
RU2700723C2 |
| МНОГОЖИЛЬНОЕ ВОЛОКНО ДЛЯ МНОГОТОЧЕЧНОГО ЛАЗЕРНОГО ЗОНДА | 2018 |
|
RU2770121C2 |
| ОБРАБОТКА МАТЕРИАЛОВ ЧЕРЕЗ ОПТИЧЕСКИ ПРОЗРАЧНЫЙ ШЛАК | 2014 |
|
RU2621095C2 |
| НАКОНЕЧНИК, УЗЕЛ В СБОРЕ И СПОСОБ ПОВЫШЕНИЯ ТОЧНОСТИ ВЫРАВНИВАНИЯ ВОЛОКНА, НАКОНЕЧНИКА И ЗАЖИМА | 2018 |
|
RU2780341C2 |
| ПРИМЕНЕНИЯ, СПОСОБЫ И СИСТЕМЫ ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ С ПОМОЩЬЮ РАМАНОВСКОГО ЛАЗЕРА ВИДИМОГО ДИАПАЗОНА | 2015 |
|
RU2710819C2 |
| ПРОВОЛОКА С СЕРДЕЧНИКОМ, СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2712991C2 |
| ПРИМЕНЕНИЯ, СПОСОБЫ И СИСТЕМЫ ДЛЯ ДОСТАВКИ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ АДРЕСУЕМОЙ МАТРИЦЫ | 2016 |
|
RU2719337C2 |
| ПРИМЕНЕНИЯ, СПОСОБЫ И СИСТЕМЫ ДЛЯ ДОСТАВКИ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ АДРЕСУЕМОЙ МАТРИЦЫ | 2016 |
|
RU2735581C2 |
| СИСТЕМА АДДИТИВНОГО ПРОИЗВОДСТВА С АДРЕСУЕМЫМ МАССИВОМ ЛАЗЕРОВ И УПРАВЛЕНИЕМ С ОБРАТНОЙ СВЯЗЬЮ В РЕАЛЬНОМ ВРЕМЕНИ КАЖДЫМ ИСТОЧНИКОМ | 2019 |
|
RU2793043C2 |
| УСТРОЙСТВА, СИСТЕМЫ И СПОСОБЫ ТРЕХМЕРНОЙ ПЕЧАТИ | 2014 |
|
RU2641945C2 |


Изобретение относится к присадочной подаваемой проволоке для аддитивного производства, устройству для аддитивного производства и способу аддитивного производства. Присадочная подаваемая проволока (20) включает в себя элемент (26), подводящий лазерное излучение, и присадочный материал (22), проходящий вдоль длины проволоки. Энергия (30) лазерного излучения направляется в проксимальный конец (32) элемента, подводящего лазерное излучение, для расплавления дистального конца (34) подаваемой проволоки для образования ванны (24) расплава для аддитивного производства или ремонта. Элемент, подводящий лазерное излучение, может служить в качестве флюса. Таким образом энергия лазерного излучения подводится точно к дистальному концу подаваемой проволоки, что устраняет необходимость в отдельной координации перемещения лазерного пучка с перемещением подаваемой проволоки. 3 н. и 15 з.п. ф-лы, 11 ил.
1. Присадочная подаваемая проволока для аддитивного производства, содержащая:
элемент, подводящий лазерное излучение, проходящий от первого конца ко второму концу для образования длины присадочной подаваемой проволоки и выполненный с возможностью проведения энергии лазерного излучения от первого конца ко второму концу присадочной подаваемой проволоки, и
присадочный материал, проходящий вдоль длины присадочной подаваемой проволоки и имеющий конец, который добавляется в ванну расплава для аддитивного производства,
причем элемент, подводящий лазерное излучение, содержит по меньшей мере одно оптическое волокно в присадочной подаваемой проволоке, расположенное так, что часть элемента, подводящего лазерное излучение, и присадочный материал расходуются во время процесса аддитивного производства.
2. Присадочная подаваемая проволока по п.1, отличающаяся тем, что она образована в виде трубчатой оболочки из присадочного материала, окружающей сердечник, содержащий элемент, подводящий лазерное излучение.
3. Присадочная подаваемая проволока по п.1, отличающаяся тем, что она образована в виде трубчатой оболочки из элемента, подводящего лазерное излучение, которая окружает сердечник, содержащий присадочный материал.
4. Присадочная подаваемая проволока по п.1, отличающаяся тем, что элемент, подводящий лазерное излучение, содержит по меньшей мере одно оптическое волокно в оболочке или сердечнике присадочной подаваемой проволоки.
5. Присадочная подаваемая проволока по п.1, отличающаяся тем, что элемент, подводящий лазерное излучение, содержит расположенные в виде кольца оптические волокна, образующие оболочку, которая окружает сердечник, содержащий присадочный материал.
6. Присадочная подаваемая проволока по п.1, отличающаяся тем, что один из лазерного элемента, подводящего лазерное излучение, и присадочного материала имеет полукруглый или С-образный профиль в поперечном сечении, а другой из элемента, подводящего лазерное излучение, и присадочного материала образует сердечник, размещенный внутри полукруглого или С-образного профиля.
7. Присадочная подаваемая проволока по п.1, отличающаяся тем, что элемент, подводящий лазерное излучение, содержит оптические волокна, намотанные вокруг сердечника, содержащего присадочный материал.
8. Присадочная подаваемая проволока по п.1, отличающаяся тем, что она дополнительно содержит флюс, размещенный в присадочной подаваемой проволоке вдоль длины присадочной подаваемой проволоки.
9. Присадочная подаваемая проволока по п.1, отличающаяся тем, что присадочный материал представляет собой никель, при этом она дополнительно содержит порошкообразные компоненты в присадочной подаваемой проволоке, которые соединяются с никелем в ванне расплава для аддитивного производства для образования сверхпрочного сплава на никелевой основе.
10. Присадочная подаваемая проволока по п.1, отличающаяся тем, что присадочный материал и элемент, подводящий лазерное излучение, проходят рядом друг с другом вдоль длины присадочной подаваемой проволоки и соединены связующим материалом.
11. Присадочная подаваемая проволока по п.10, отличающаяся тем, что связующий материал содержит порошкообразный или волокнистый материал.
12. Устройство для аддитивного производства, содержащее:
элемент, содержащийся в присадочной подаваемой проволоке с присадочным материалом вдоль длины присадочной подаваемой проволоки, подводящий лазерное излучение вдоль длины присадочной подаваемой проволоки и подводящий энергию лазерного излучения от проксимального конца к дистальному концу присадочной подаваемой проволоки, и
лазерный излучатель, который вводит лазерный пучок в элемент, подводящий лазерное излучение, на проксимальном конце присадочной подаваемой проволоки во время подачи присадочной подаваемой проволоки в ванну расплава.
13. Устройство по п.12, отличающееся тем, что оно дополнительно содержит катушку, которая удерживает витки присадочной подаваемой проволоки и обеспечивает подачу присадочной подаваемой проволоки во время аддитивного производства.
14. Устройство по п.13, отличающееся тем, что лазерный излучатель излучает лазерный пучок вдоль оси вращения катушки в отражатель на катушке, который вращается вместе с катушкой и отражает лазерный пучок в проксимальный конец присадочной подаваемой проволоки на катушке во время аддитивного производства.
15. Устройство по п.12, отличающееся тем, что элемент, подводящий лазерное излучение, содержит цилиндрическую оболочку из оптических волокон на сердечнике, содержащем присадочный материал, при этом оно дополнительно содержит комплект оптических линз, которые придают лазерному пучку форму трубчатого цилиндрического лазерного пучка, который входит в оптические волокна по всей цилиндрической оболочке.
16. Способ аддитивного производства, включающий:
обеспечение присадочной подаваемой проволоки, содержащей присадочный материал вдоль длины присадочной подаваемой проволоки и элемент, подводящий лазерное излучение, вдоль длины присадочной подаваемой проволоки, который подводит энергию лазерного излучения от проксимального конца к дистальному концу присадочной подаваемой проволоки, и
ввод лазерного пучка в элемент, подводящий лазерное излучение, на проксимальном конце присадочной подаваемой проволоки при одновременной подаче присадочной подаваемой проволоки в ванну расплава, образованную посредством лазерного пучка, постепенно расплавляющего присадочную подаваемую проволоку на дистальном конце присадочной подаваемой проволоки.
17. Способ по п.16, отличающийся тем, что он дополнительно включает
размещение присадочной подаваемой проволоки на катушке и
направление лазерного пучка к катушке для его падения на проксимальный конец присадочной подаваемой проволоки при одновременном вращении катушки для подачи присадочной подаваемой проволоки.
18. Способ по п.17, отличающийся тем, что он дополнительно включает направление лазерного пучка вдоль оси вращения катушки для его падения на отражатель, который направляет лазерный пучок к проксимальному концу присадочной подаваемой проволоки.
| JP09182983A, 15.07.1997 | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| US2014020957A1, 31.07.2014 | |||
| US 7759601 B2, 20.07.2010 | |||
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКОГО КАБЕЛЯ | 1999 |
|
RU2181497C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБКИ СО СВАРНЫМ ПРОДОЛЬНЫМ ШВОМ | 1995 |
|
RU2139159C1 |
| Автомат для переработки термопластичных материалов литьем под давлением | 1960 |
|
SU151262A1 |
| КОМПОЗИЦИОННАЯ ПРОВОЛОКА ДЛЯ ДУГОВОЙ СВАРКИ И НАПЛАВКИ | 2011 |
|
RU2478029C2 |

