Область, к которой относится изобретение
Изобретение касается способа производства изделий (деталей, компонентов) из вспененного металла (металлической пены), главным образом сложных и значительных по размеру компонентов, при этом изобретение обеспечивает быстрое, систематическое и контролируемое вспенивание в форме. В изобретении также описывается форма, которую удобно использовать для вспенивания, и компонент, производимый с помощью нового способа распределения тепла во время вспенивания.
Предшествующий уровень техники
В настоящее время используется четыре способа для производства изделий из металлической пены:
- прямое вспенивание расплавленного металла, или расплавленного вещества, посредством газа, вводимого в расплав, или посредством добавляемого в расплав вспенивающего вещества, которое распадается после добавления и в результате этого образуется газ.
- заливка металлического сплава в подходящую форму, полость которой создает точную конструкцию возникающей в результате металлической пены, причем - посредством подходящего способа наплавления - эта форма создает модель из полимерной пены, которая впоследствии удаляется из формы посредством приемлемого способа,
- прямое наплавление металла способом 3D-прессования или на подходящую полимерную модель пены, которая впоследствии удаляется,
- вспенивание твердой заготовки, содержащей, помимо металлического сплава, формирующего окончательную пенистую структуру, вспенивающую добавку (обычно порошковый металлический гибрид или кокс), при этом вспениваемая заготовка, помещаемая в подходящую форму, нагревается до температуры плавления, при этом в расплавленном металлическом сплаве формируются газовые поры при распаде вспенивающего вещества, которое расширяет заготовку до тех пор, пока она не заполнит всю полость формы.
Вышеупомянутые способы имеют существенные ограничения, которые - вне зависимости от необычных характеристик - не дают возможности промышленного массового производства изделий из металлической пены.
При прямом вспенивании расплавленного вещества возникают проблемы с равномерностью распределения газа или частиц вспенивающего вещества, соответственно, в расплавленном веществе, так как газ или вспенивающее вещество приходится добавлять в расплавленное вещество постепенно и надлежащим образом перемешивать. Это приводит к неравномерному вспениванию различных частей расплавленного вещества, которое, помимо этого, необходимо надлежащим образом стабилизировать посредством добавления или создания стабилизирующих керамических частиц, таким образом, чтобы первые поры не схлопнулись до тех пор, пока весь объем расплава не будет заполнен ими. Смешивание расплавленного вещества само по себе представляет проблему, которая не дает возможности изготавливать сложные, объемные готовые компоненты, так как нельзя удобно разместить миксеры в формах. Этот способ обычно ограничивает производство менее сложными и небольшими металлическими компонентами, такими, как блоки, панели и т.д. Компоненты более сложной конфигурации изготавливаются посредством механической машинной обработки.
Способы наплавления слишком медленны и дорогостоящи и не позволяют изготовить сложные объемные компоненты из-за возможностей, предлагаемых современными устройствами наплавления; последующая тепловая обработка изготавливаемых конструкций из пены также затруднена.
Вспенивание твердой заготовки обеспечивает возможность непосредственного изготовления готовых компонентов сложной конфигурации, если заготовке позволяют расшириться в подходящей полости в форме до заполнения этой полости. При этом необходимость в миксере отпадает, так как вспенивающее вещество равномерно распределяется в заготовке, оно может быть получено посредством введения порошковой смеси металлического сплава и порошка вспенивающего вещества, или вмешиванием порошка вспенивающего вещества в расплавляемое вещество под повышенным давлением при отсутствии выхода газов, и в ходе последующего застывания и отвердения смеси, приготовленной таким способом, достигается желаемая конфигурация заготовки. Проблему представляет равномерность последующего заполнения компонента, так как заготовка в закрытой полости нагревается постепенно с внешних краев, в результате чего происходит преждевременное вспенивание рядом со стенками формы, а кусочки заготовки в середине остаются невспененными. С целью предотвращения схлопывания пор, касающихся стенки формы, стенка формы должна иметь температуру, близкую к температуре плавления металлического сплава, что значительно замедляет процесс вспенивания. Форма должна быть тонкостенной вследствие того, что передача в заготовку тепла, необходимого для плавления, проходит через стенку формы с небольшим температурным перепадом. Формы с недостаточной теплопроводностью - например, из ракушек или керамики - таким образом, не подходят. Чаще всего используются тонкостенные металлические формы, но они деформируются из-за постоянного изменения температуры и тепловой нагрузки и, таким образом, необходима их частая замена, чтобы размеры готового продукта не выходили за пределы установленных допусков. Как альтернатива, могут использоваться формы из графита; они имеют хорошую устойчивость в плане сохранения размеров, но подвержены повреждениям при нагреве, поэтому необходима их защита от окисления. Таким образом, этот способ не позволяет эффективно изготовить большие компоненты и компоненты сложной конфигурации. Более того, длительность процесса вспенивания уменьшает производительность и повышает общие издержки, так как возникает необходимость параллельно работать с множеством относительно дорогих форм и устройств.
Желательно простое и неизвестное решение, которое обеспечит равномерное распределение тепла во вспениваемой заготовке, главным образом в форме гранул, при этом нужно, чтобы решение позволило ускорить процесс и контролировать его для достижения нужных характеристик пенистой структуры.
Сущность изобретения
Вышеупомянутые недостатки значительно уменьшаются способом производства компонентов из металлической пены согласно пунктам формулы 1-16. Сущность изобретения состоит главным образом в новом способе нагрева вспениваемой заготовки в полости формы, который обеспечивает быстрое равномерное плавление без необходимости растянутой, постепенной передачи тепла через стенку формы; таким образом, устраняется риск перегрева пены, который может привести к схлопыванию пор у стенки формы.
Вспениваемая заготовка вставляется в полость формы, в которой имеется приемное отверстие для расплавленного вещества. После вставки вспениваемой заготовки, например, гранул (или гранулята) во взвешенном количестве, форма наполняется подходящей жидкостью через приемное отверстие, при этом эта жидкость имеет температуру выше температуры плавления вспениваемой заготовки. Жидкость может вливаться равномерно и быстро; она может проникнуть внутрь формы, что означает, что достаточное количество тепла, необходимое для вспенивания, по большей части «залито» в форму. Во время вливания жидкости в форму и после заполнения формы жидкостью, жидкость мгновенно входит в непосредственный контакт с каждым кусочком вспениваемой заготовки, при этом она передает тепло продукту до тех пор, пока температура жидкости и продукта не сравняются. Такая передача тепла происходит значительно быстрее и более равномерно, чем при постепенной передаче с поверхности формы и последующем процессе взаимной передачи тепла между вспенивающими частицами вспениваемой заготовки. Постепенная передача тепла между отдельными элементами системы - как если бы она до сих пор использовалась во время производства металлической пены из твердых заготовок - в этом изобретении заменяется на непосредственное воздействие нагретой жидкости на все кусочки вспениваемой заготовки одновременно. Необходимое количество тепла - достаточное для нагрева и расплавления вспениваемой заготовки - накапливается в жидкости заранее. Определенное количество тепла зависит от удельной теплоемкости используемой жидкости, от соотношения массы вспениваемой заготовки и жидкости, от удельной теплоемкости вспениваемой заготовки, от латентной температуры плавления вспениваемой заготовки и от разницы температуры вспениваемой заготовки и температуры жидкости. Таким образом, можно точно установить количество тепла, необходимое для надлежащего ценообразования во вспениваемой заготовке - после учета потерь тепла на стенки формы - посредством установки температуры жидкости для заданных количеств вспениваемой заготовки и жидкости.
Вспениваемая заготовка в заданном количестве начинает расширяться немедленно через образование газовых пор от вспенивающего вещества, и ее Относительная плотность, таким образом, начинает значительно уменьшаться. Условная плотность (или объемная плотность) представляет собой соотношение массы пористой конструкции, получаемой из заготовок, и текущего объема. Не содержащее пор расплавленное вещество имеет плотность, очевидно, более высокую, чем условная плотность пены. Образующаяся пена, таким образом, выталкивается в верхнюю часть полости формы под действием силы тяжести, при этом более тяжелое расплавленное вещество собирается в нижней ее части. Функция жидкости, таким образом, состоит не только в передаче тепла, но также в том, чтобы помочь движению частиц вспениваемой заготовки на этапе расширения частиц. Использование жидкости имеет значительный синергетический эффект; жидкость передает тепло быстро и одновременно упрощает его распространение в заготовке во время ценообразования. Жидкость выдавливается при расширении заготовки через выходное отверстие в задней части формы в подходящую емкость для сбора. Основной процесс заканчивается, когда вспениваемая заготовка расширяется до необходимого размера, при этом она заполняет собой определенную часть или всю полость формы, а излишек жидкости выталкивается из формы, передав заготовке достаточное количество тепла. Процесс заканчивается при охлаждении формы до полного отвердения заготовки.
Обычно способ, описанный в настоящем изобретении, включает этап, когда вспениваемая заготовка в форме гранул, производимая, например, из смеси порошка металлического сплава и вспенивающего вещества, вводится в полость закрываемой многоразовой или одноразовой формы. Термин «гранулы» или «гранулят» следует понимать в широком смысле, без Ограничений по размерам; он может подразумевать какие-либо твердые зерна, тела, частицы. Обычно - но не обязательно - гранулы формуются в пруты, листы или профили. Термин «вспенивающий» выражает способность подходящим образом вспенивать металлический материал. Из сказанного выше следует, что в существенной степени во вспениваемой заготовке будет заключено вспенивающее вещество, таким образом, во время выхода газа из вещества происходит вспенивание металла и газ не выходит за пределы структуры металла в какой-то значительной мере.
Жидкость большей плотности, чем условная плотность получаемой в результате металлической пены, выпускается в полость формы, при этом жидкость имеет температуру более высокую, чем температура расплавленного порошка металлического сплава. При помещении жидкости в форму она входит в контакт со вспениваемой заготовкой в полости формы. Этот контакт приводит к непосредственной передаче тепла от жидкости вспениваемой заготовке; таким образом, вспениваемая заготовка нагревается до температуры плавления металлического сплава, что приводит к расширению вспениваемой заготовки, при этом по меньшей мере часть расширяющейся заготовки попадает в жидкость. Необходимое расширение сопровождается вытеканием по меньшей мере части жидкости из формы через соответствующее отверстие в форме; предпочтительно жидкость выталкивается в ходе расширения самой вспениваемой заготовки. После достижения необходимой степени расширения форма охлаждается до температуры отвердения изготавливаемой металлической пены.
Часть надлежащим образом подобранной жидкости может остаться в форме намеренно, при этом она отвердевает вместе с пеной и образует гибридную отливаемую деталь, объединяющую отвердевшую пену и отвердевшую жидкость в один монолитный компонент.
Жидкость может быть помещена в форму главным образом посредством ее вдавливания через отверстие в нижней части формы, предпочтительно в части формы, самой близкой к ее дну. Затем то же отверстие используется для вывода жидкости. В ходе расширения, 75% жидкости выталкивается из формы, предпочтительно должно быть вытолкнуто более 90% жидкости.
Для достижения эффекта согласно настоящему изобретению необходимо, чтобы жидкость заполнила собой все свободное пространство в полости формы. Свободное пространство, оставшееся в полости формы после вставки в неевспениваемой заготовки, может быть заполнено жидкостью лишь частично. В этом случае жидкость и вспениваемая заготовка перед расширением имеют меньший объем, чем внутренний объем полости формы. Количество необходимой жидкости может быть минимизировано, при этом минимизируется необходимый размер устройств для нагрева и ввода жидкости таким образом, чтобы свободное пространство, остающееся в полости формы после вставки вспениваемой заготовки, было заполнено жидкостью только в том количестве, которое необходимо для прямого контакта жидкости с поверхностью вспениваемой заготовки. Это означает, что определенное количество жидкости будет зависеть в основном от массы и гранулометрии вспениваемой заготовки, что может быть определено в ходе испытаний по месту.
Жидкость, вытекшая из формы, может быть без охлаждения использована в другом цикле вспенивания, что существенно уменьшает потребность в энергии для производства компонентов из металлической пены. Определение «без охлаждения» обозначает состояние, когда не производится намеренное охлаждение жидкости, что не исключает обычные потери тепла во время хранения жидкости до следующего цикла вспенивания. Важно то, что в следующем цикле жидкости добавляется только то тепло, которое было потреблено в предшествующем цикле, так как жидкость не отвердела и нет необходимости добавлять дополнительное латентное тепло. Обычно жидкость в ходе вытекания из формы попадает в емкость для ее сбора, расположенную под формой, в которой возможен ее последующий нагрев для дальнейшего использования.
Предпочтительно соединение жидкости с расплавленным металлом, расплавляемым веществом может быть сплав с химическим составом, аналогичным составу металлического порошка в смеси вспениваемой заготовки, но он также может в некоторой степени отличаться от такого состава. Если используется расплавляемое вещество с более высокой температурой отвердения, чем пена, в первую очередь произойдет отвердение на входе, при этом расширяющаяся пена останется под давлением производимого газа до полного отвердения, что гарантирует тщательное наполнение элементов даже при сложной конфигурации полости формы. Если используется расплавляемое вещество с более низкой температурой отвердения, чем температура отвердения металлической пены, пена сначала отвердеет в полости формы, а излишек расплавленного вещества в отверстии может быть впоследствии выведен. Во время отвердения расплавленного вещества к нему на входе может применяться надлежащее давление, таким образом, отвердение пены происходит аналогично описанию в предшествующем случае.
Для производства компонентов из пены, предпочтительно использовать расплавляемое вещество, которое не вступает в реакцию с расплавленной пеной каким-либо образом (например, свинец и олово в случае алюминиевой пены); в определенных случаях предпочтительно вместо этого использовать сплав, который диффузно соединяется с образующейся пеной, при этом может "быть изготовлена гибридная отливаемая деталь, состоящая частично из отвердевшего расплавляемого вещества и частично из пены. Таким образом, может использоваться расплавляемое вещество, идентичное сплаву, из которого состоит металлическая пена.
Полость может иметь такую конструкцию, что под воздействием расширения вспениваемой заготовки все расплавленное вещество вытекает. Обычно в этом случае приемное отверстие в форме располагается в самой нижней ее части. Таким образом, возможно формирование на внутренней поверхности формы искусственных препятствий (выемок) или выпуклостей - то есть элементов различной конфигурации, при этом расплавленное вещество не может быть вытолкнуто из них пеной. Расплавленное вещество будет удерживаться в этих элементах формы или оно будет удерживаться в форме на уровне этих элементов конфигурации до отвердения, при этом образуется гибридная отливаемая деталь с отвердевшим расплавленным веществом на ее поверхности с толщиной, соответствующей конфигурации полости или конфигурации и расположению элемента формы, соответственно. Гибридная отливаемая деталь также может быть изготовлена таким образом, при котором преимное отверстие для ввода жидкости - используемое также для вытекания жидкости в ходе расширения - помещаетя над уровнем дна полости формы, и выше дна жидкость остается до отвердения. Возможно, что лицо, обученное этому, может на этом основании изготавливать различные формы даже без необычного изобретения, при этом различные элементы конфигурации могут представлять собой ребра, скобы, и так далее. Также возможно использование формы с несколькими приемными отверстиями или контролируемыми входными и выходными отверстиями для жидкости, расположенными в различных местах на различной высоте формы.
Также возможно вставить различные укрепляющие сетки (или решетки), повторяющие рельеф внутренней поверхности - или по меньшей мере части поверхности формы, в полость со вспениваемой заготовкой и позволить залитому расплавленному веществу достичь поверхности формы, при этом размер отверстий сетки должен быть подобран надлежащим образом, чтобы расширяющаяся заготовка не вытолкнула расплавленное вещество из-под сетки. Таким образом, может быть получен компактный не содержащий пор слой на поверхности, состоящий из сетки из подходящего металла; сетка значительно улучшает механические свойства получаемого в результате компонента, главным образом благодаря тому, что принимает нагрузку под воздействием напряжения растяжения, так как сетка и компактный слой предотвращают - аналогичным образом как это делает арматура в бетоне - возможное растрескивание пены при растекании.
Усиление с помощью перфорированной поверхности не только улучшает свойства отливаемой детали в плане прочности, также перфорация образует разделительный элемент в ходе литья - границу между вспененным материалом и отвердевшей жидкостью, не содержащей пор. Надлежащим образом разработанная перфорация в усиливающем элементе, таким образом, выполняет двойные функции: она повышает устойчивость отливаемой детали к напряжению растяжения и, в то же время, образует не содержащий пор слой на поверхности пены, который - в качестве сита - предотвращает проникновение расширяющейся пены через отверстия в усиливающем компоненте и от выталкивания пены за его пределы. Температура плавления усиливающего элемента должна быть выше температуры жидкости; усиливающий элемент может, например, быть из стали или из каких-либо других металлов с высокой температурой плавления, или из керамических волокон.
Металлические и/или керамические усиливающие элементы - например, в форме сеток, решеток, прутов, полых профилей, проволоки или волокон - вставляются в полость формы равномерно перед размещением в ней вспениваемой заготовки; обычно усиливающий элемент размещается в форме перед заливкой туда жидкости. Форма может быть предварительно нагрета до температуры жидкости или расплавленного вещества, соответственно; таким образом, чтобы жидкость или расплавленное вещество не отвердели прежде времени во время заливки жидкости в полость формы; форма также может быть изготовлена из материала, плохо передающего тепло - например, из песчаной смеси или керамики - требование, которое напрямую противоречит предшествующему уровню техники. В случае предварительного нагрева формы до температуры отвердения пены, необходимо надлежащим образом охладить форму по окончании вспенивания. Перед введением жидкости в форму форма может быть нагрета до температуры, которая выше температуры плавления вспениваемой заготовки.
С учетом того факта, что процесс распада вспенивающего вещества зависит от температуры и давления, при надлежащим образом подобранном способе производства предполагаемый процесс вспенивания занимает считанные секунды благодаря регулированию внешнего давления. Известно, что при повышении температуры свыше критического значения происходит спонтанный выпуск газа из вспенивающего вещества, при этом критическая температура приводит к повышению давления. Если процесс литья происходит в автоклаве и предварительно нагретое расплавленное вещество заливается в форму со вспениваемой заготовкой при повышенном внешнем давлении, которое делает температуру распада вспенивающего вещества выше температуры плавления заготовки (в случае вспенивания алюминия с помощью TiH2 это, например, давление выше 1 МПа), заготовка не будет расширяться даже после полного расплавления. Тем не менее, расширение начинается сразу же после того, как внешнее давление падает ниже критического значения. Эта особенность может использоваться для лучшего выравнивания температуры в полости формы после заливки в нее расплавленного вещества, так как это дает больше времени на выравнивание температуры отдельных кусков заготовки и расплавляемого вещества без расширения заготовки. Расширение начинается после выравнивания температуры посредством уменьшения внешнего давления. На этом этапе жидкость, таким образом, может выполнять функцию контроля запуска контролируемого расширения, так как установленное внешнее давление равномерно и практически мгновенно применяется к каждому кусочку заготовки. Это означает, что взаимный контакт жидкости со вспениваемой заготовкой происходит под давлением, которое при заданной температуре выше давления, которое предотвращает выпуск из вспенивающего вещества газов, необходимых для вспенивания и расширения. Под более высоким давлением происходит даже лучшая передача тепла от расплавленного вещества заготовке, при этом совсем не обязательно начинается расширение. Таким образом, этот этап позволяет отложить расширение до того момента, когда температура внутри формы выровняется. До уменьшения температуры жидкости до уровня температуры отвердения жидкости давление в жидкости контролируемо уменьшается до значения, предотвращающего выпуск газа из вспенивающего вещества при заданном давлении, когда начинается расширение. Этот способ предпочтителен главным образом для сложных конфигураций отливаемых деталей, где жидкости необходимо длительное передвижение для того, чтобы попасть в полость формы, или же при разном расстоянии от входного отверстия для краев полости, и так далее.
Автоклавы также можно с пользой применять для применения давления, если повышенное давление действует на структуру с внешней стороны формы. Это позволяет использовать тонкостенные литейные формы с низкими производственными затратами. Использование классической конструкции формы для литья под давлением не исключается, при этом форма должна быть способна выдержать излишнее внутреннее давление. Возможны также варианты решений с формами с двойным покрытием; между твердым внешним слоем и внутренним тонкостенным покрытием имеется среда под давлением.
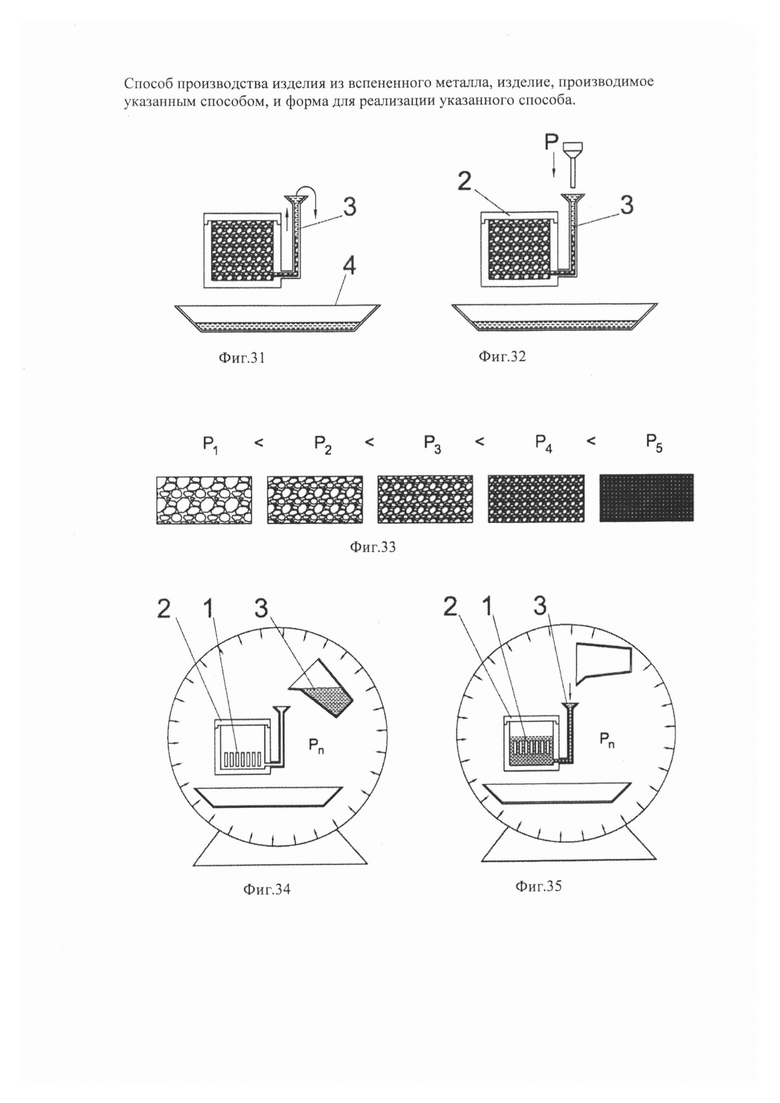
Также известно, что при повышении внешнего давления во время вспенивания размер возникающих в результате пор уменьшается. Это явление может использоваться в данном способе согласно настоящему изобретению для установления размера пор таким образом, что после начала расширения остаточное давление в автоклаве или давление, действующее на вытекающую из приемного отверстия жидкость, поддерживается на предварительно установленном уровне. Помимо запуска расширения, жидкость, таким образом, является средой под давлением, регулирующей размер пор, что отображено на чертеже 33.
Взамен описанной заливки полости формы со вставленной в нее вспениваемой заготовкой, возможна реализация в обратном порядке, таким образом, что кусочки вспениваемой заготовки помещаются (или вставляются) в открытую форму, уже заполненную предварительно нагретой жидкостью или расплавленным веществом, соответственно, при этом форма закрывается таким образом, что расширяющаяся пена не вытекает из полости до тех пор, пока не будет выдавлен излишек жидкости или расплавленного вещества. Для этого необходимо подходящее отверстие в нижней части полости формы.
Сущностью изобретения в соответствии с пунктами формулы 17-19 также является компонент. Компонент может быть частью кузова транспортного средства или он может образовывать монолитный кузов из одного куска и в одном рабочем цикле. На современные конструкции кузовов оказывают значительное влияние технологические возможности, связанные с формованием деталей из металлических листов, которые затем свариваются или соединяются друг с другом иным образом в объемную конструкцию. Это изобретение позволяет изготовить объемную конструкцию, которая не ограничена технологиями формования и последующего соединения элементов. В случае рамных конструкций и/или кузовов транспортных средств (автомобилей, самолетов, поездов, кораблей), компонент может включать один цельный каркас или остов, а также внешние формуемые поверхности. Отдельные зоны корпуса или каркаса могут иметь переменную ширину металлической пены; в них могут иметься постепенные переходы соединительных стыков, изготовление которых сложно и ограничено в случае, если конструкция изготовляется из металлических листов. Объемная конструкция может иметь зоны с отвердевшей жидкостью и/или усилением.
Сущность изобретения согласно пунктам формулы 20-23 также состоит в форме. Форма не обязательно должна иметь стенки, предназначенные для быстрой передачи тепла, и не обязательно они должны быть из металла. Коэффициент теплопроводности материала формы может быть меньше 70 Bm.м-1.K-1. В предпочтительном исполнении форма изготавливается высушиванием взвеси, содержащей керамические частички, которая наносится на расплавляемую модель компонента, коей предпочтительно является восковая модель компонента. Форма может быть разделена, и обычно в ней имеется по меньшей мере одно отверстие в нижней части для ввода и вытекания жидкости, передающей тепло.
Изобретение с использованием одной жидкости для передачи тепла, перемещением частиц вспениваемой заготовки и последующим запуском расширения имеет огромное множество преимуществ, главным образом:
Оно позволяет произвести расширение пены в считанные секунды во всем объеме полости формы вне зависимости от ее размера, что означает, что даже объемный компонент сложной конфигурации и больших размеров (например, монолитный кузов машины, аналогичный кузовам, производимым из углекомпозитного материала) может быть изготовлен с помощью этого способа с высокой производительностью;
Пена образуется во всем объеме формы в считанные секунды, что существенно улучшает равномерность распределения пор и предотвращает схлопывание преждевременно образовавшихся пор, а также минимизирует объем пустых пространств.
Для изготовления формы может быть использован любой материал, включая дешевые керамические смеси для производства раковин, или песчаные смеси ввиду отсутствия необходимости передачи тепла в заготовку через стенки формы, так как тепло попадает внутрь формы с помощью предварительно нагретой жидкости;
Практически все тепло, передаваемое жидкости, расходуется для целей плавления вспениваемой заготовки с минимальными потерями на стенки формы. При использовании износостойкой формы, она может поддерживать температуру вспенивания посредством потери тепла, которое передается ей во время отвердения пены. Это существенно уменьшает потребность в энергии для вспенивания, так как нагрев формы не требует дополнительного тепла и практически все тепло, необходимое для плавления вспениваемой заготовки, которое было потреблено в ходе предшествующего вспенивания, передается расплавляемому веществу, которое в ходе всего процесса находится в жидком состоянии. Такое энергосбережение уменьшает издержки на весь процесс;
Подходящий выбор расплавляемого вещества, вспениваемой заготовки и конфигурации поверхности полости формы позволяет изготовить гибридную отливаемую деталь с частями, не содержащими пор, образуемыми отвердевшей пеной, при этом расширяющаяся пена в полости формы предотвращает усадку в результате отвердения расплавленного вещества (расширение пены компенсирует сокращение объема расплавленного вещества в результате отвердения). Таким образом, возможно изготовить слоистые конструкции с уплотненным поверхностным слоем необходимой ширины и с пеной внутри, которые обладают отличными механическими свойствами главным образом с точки зрения высокой прочности и твердости по отношению к массе;
Это позволяет без затруднений произвести вспенивание в условиях переменного внешнего давления (давление сообщается равным образом всем деталям заготовки посредством жидкости или расплава, соответственно), что оказывает существенное воздействие на размер получаемых в результате пор и равномерность их распределения. Манипуляции с внешним давлением также позволяют значительно сократить процесс вспенивания, таким образом, что он занимает всего несколько секунд.
Описываемый согласно настоящему изобретению способ может использоваться для производства компонентов любой конфигурации из гранул металлического сплава с использованием подходящего вспенивающего вещества. Предпочтительные составы твердых вспениваемых заготовок известны на предшествующем уровне техники, обычно они используются в строительных сплавах. Применение для производства больших компонентов сложной конфигурации, а также для производства гибридного литья (металл - пена) из металлической пены особенно выгодно в ходе одной технологической операции. Использование изобретения предполагается в любой области, где существует необходимость в легковесных монолитных конструкциях с высоким коэффициентом отношения твердости и прочности к массе компонента, главным образом в производстве кузовов автомобилей и их компонентов, а также конструкций самолетов, легковесных конструктивных элементов для электрических транспортных средств, трехколесных мотоциклов, трейлеров, крупных объемных элементов для железнодорожного транспорта, поездов и т.д. Рынок может быть далее расширен посредством применения в сферах, где в настоящий момент используются только углекомпозитные материалы или стекловолокна, но углекомпозитные материалы или стекловолокна являются очень дорогостоящими материалами и, таким образом, не выполняют требования высокой производительности и цикличности производства. Описываемый способ возводит вспенивание на новый высокопроизводительный уровень с коротким производственным циклом, при этом может использоваться тонкостенная полая форма даже для крупных компонентов.
Изготовление больших компонентов из одного куска в ходе одного производственного цикла не только уменьшает количество деталей и соединительных элементов, но и улучшает передачу механической нагрузки (или напряжения) компоненту. Изобретение дает многие синергетические возможности, вытекающие из быстроты и однородности передачи тепла напрямую внутрь формы, при этом передающий тепло материал вступает в непосредственный контакт с гранулами вспениваемой заготовки. Благодаря этому производительность литья, также как и цикличная стабильность процессов, существенно возрастают, а потребность в энергии уменьшается.
Краткое описание чертежей
Изобретение также описывается на чертежах 1-43. Применяемый масштаб и определенная конфигурация формы и соответствующего продукта не обязательны; они носят информативный характер и скорректированы в целях ясности. Поэтому на чертежах представлена форма с простой конфигурацией полости, даже в случаях, когда вербальное описание в определенном примере предполагает другую конфигурацию отливаемой детали.
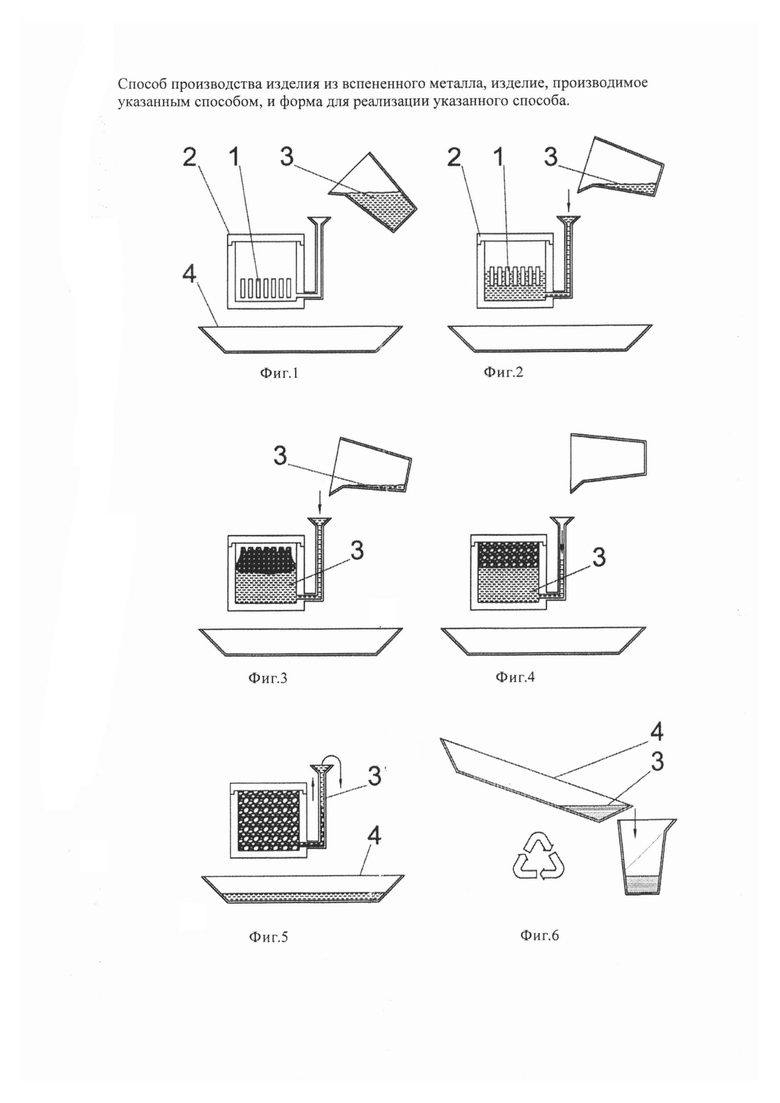
На чертежах 1-6 последовательно изображены основные этапы в одном цикле вспенивания в разделенной форме. На чертеже 1 изображено размещение вспениваемой заготовки в форме перед заливкой туда жидкости; последняя изображена на чертеже 2. На чертеже 3 показана активация вспенивания, которое продолжается на чертеже 4. На чертеже 5 последовательно отображено расширение вспениваемой заготовки, при этом в ходе расширения жидкость выталкивается в емкость для сбора. В нижнем левом углу чертежа 6 имеется пиктограмма, показывающая рециркуляцию жидкости, которая перемещается из емкости для сбора и используется повторно.
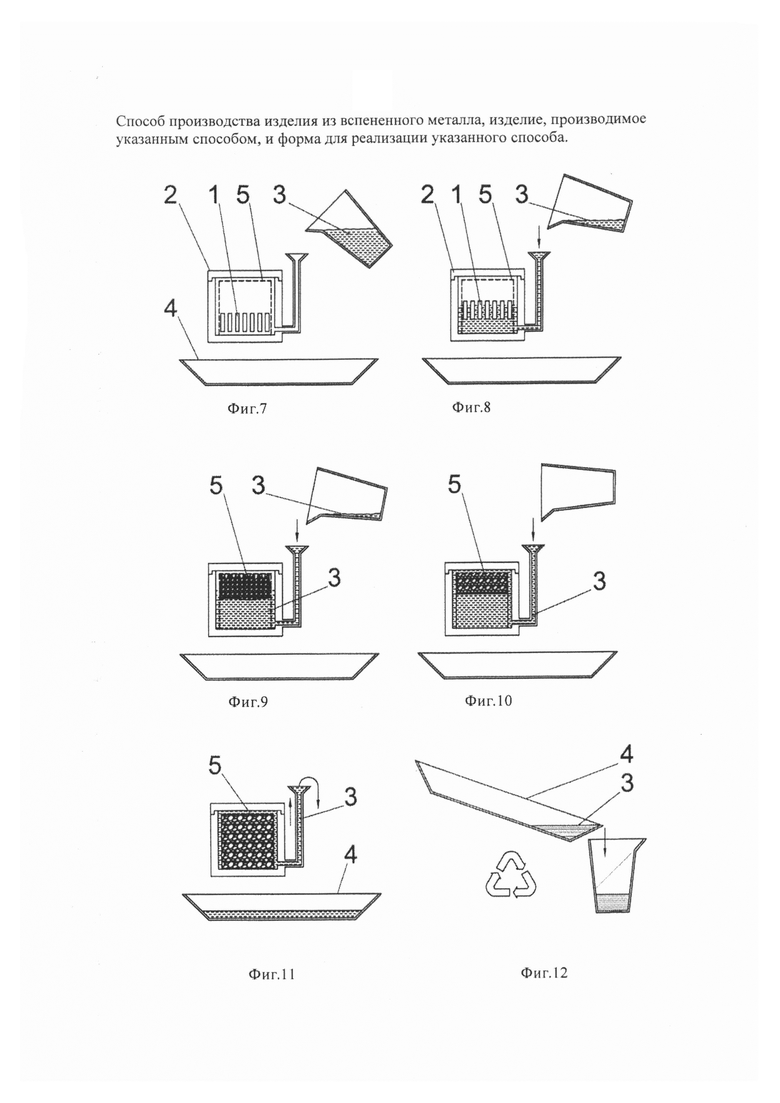
На чертежах 7-17 продемонстрировано использование отделяющего 7 усиливающего элемента из нержавеющего расширяемого металла. На чертеже 7 усиливающий элемент помещается в форму таким образом, чтобы его перфорированная поверхность располагалась рядом с внутренними стенками формы на некотором расстоянии от них. На чертежах 8-12 показаны этапы, аналогичные чертежам 2-6.
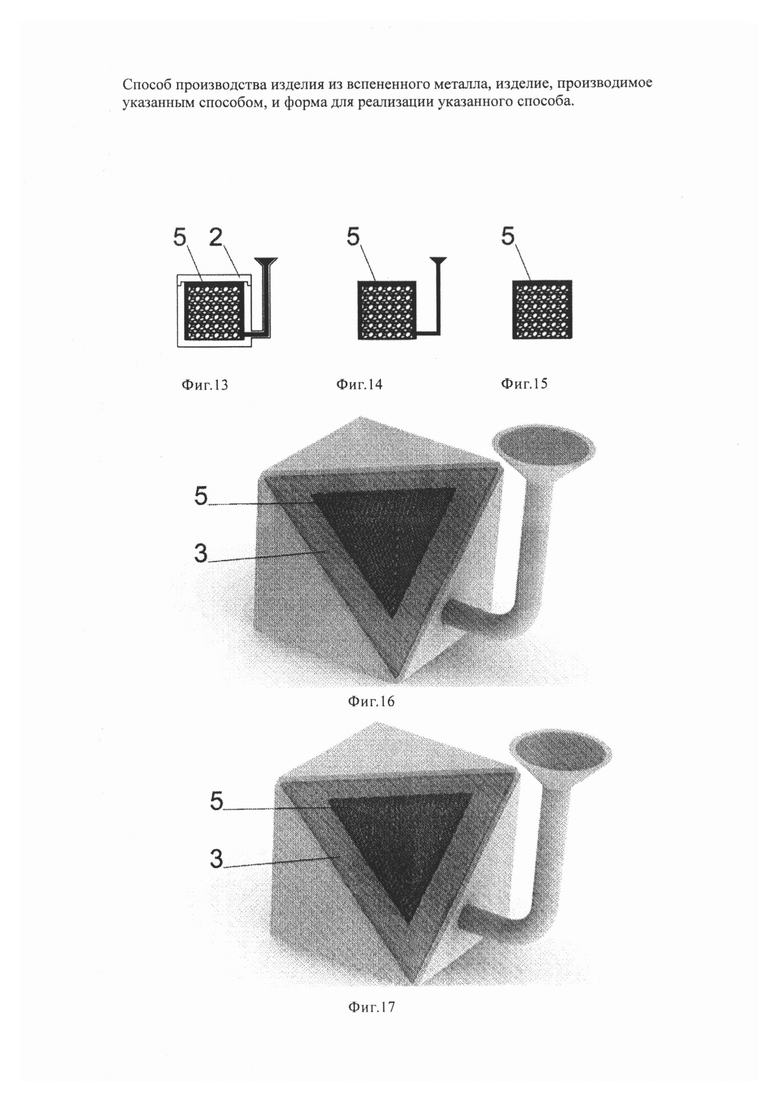
На чертеже 13 изображена форма с отлитой деталью в отвердевшем состоянии. Черным цветом показана отвердевшая жидкость, не имеющая пенистой структуры. Отлитая деталь без формы показана на чертеже 14; деталь со снятой системой ввода представлена на чертеже 15. На чертеже 16 пространственно изображена форма в поперечном разрезе, при этом вид показывает простой усиливающий элемент из расширяемого металла, который - через свою перфорацию - создает границу между вспененной массой и отвердевшим расплавленным веществом. На чертеже 17 показан вид в поперечном разрезе частично вырезанного усиливающего элемента.
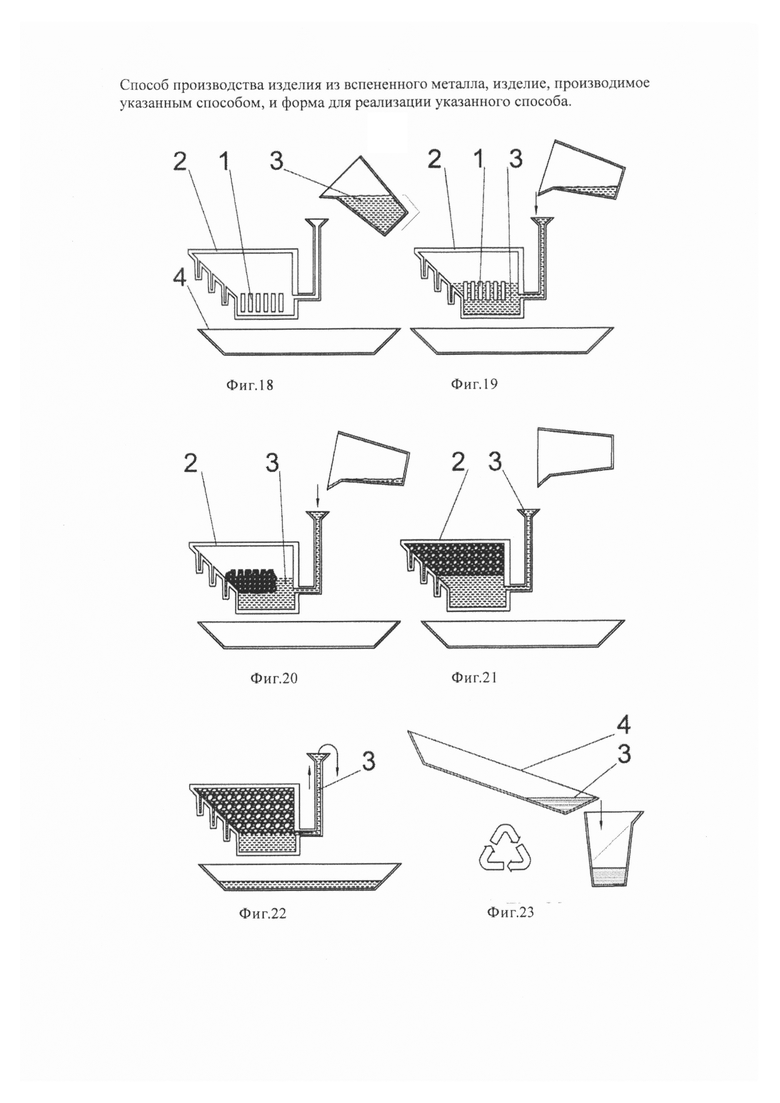
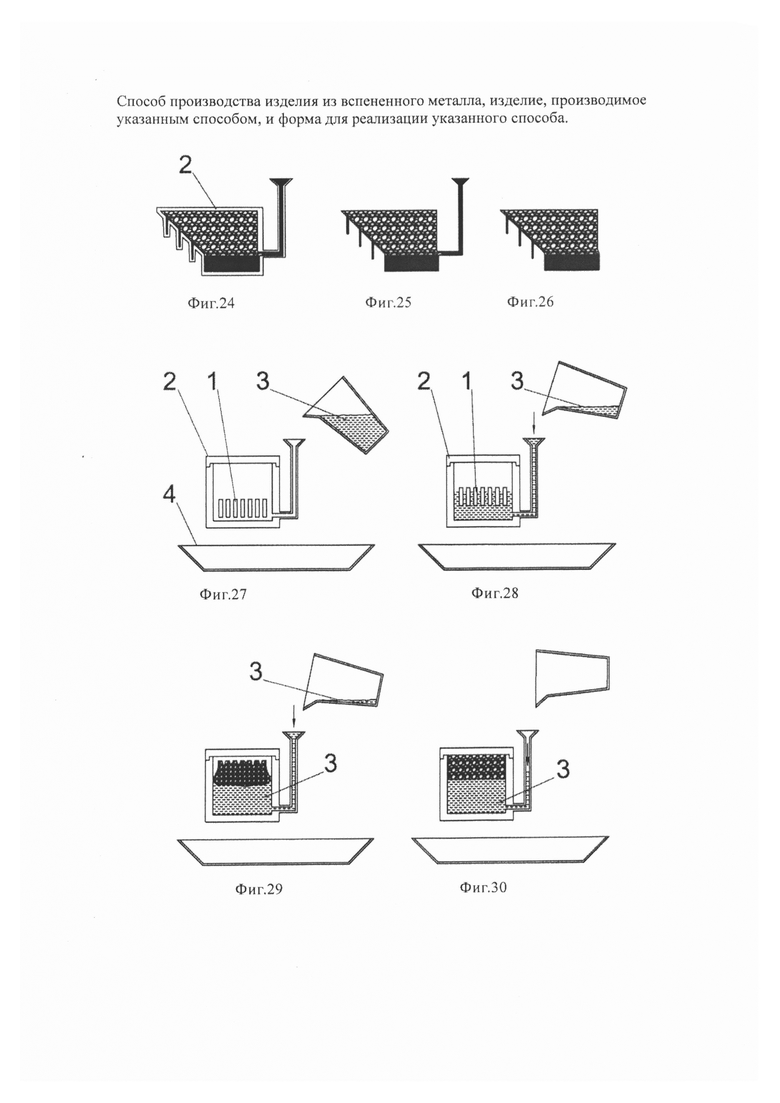
На чертежах 18-26 изображен способ, при котором у формы имеются элементы конфигурации, которые эффективно предотвращают выталкивание жидкости из определенных областей формы. На чертеже 18 показано размещение вспениваемой заготовки внутри формы перед заливкой туда жидкости, которая отображена на чертеже 19. На чертеже 20 отображена активация вспенивания, которая продолжается на рисунке 21. На чертеже 22 отображено расширение вспениваемой заготовки, которое выталкивает жидкость в емкость для сбора. В нижнем левом углу чертежа 23 имеется пиктограмма, обозначающая рециркуляцию жидкости, которая перемещается из емкости для сбора и используется повторно. На чертеже 24 изображена форма с отлитой деталью в отвердевшем состоянии. Черным цветом показана отвердевшая жидкость, не имеющая пенистой структуры. Отлитая деталь без формы отображена на чертеже 25; отлитая деталь со снятой системой ввода представлена на чертеже 26, где отвердевшей жидкость сформированы ребра и нижняя часть отлитой детали.
На чертежах 27-32 отображены этапы вспенивания в форме, где конечное давление жидкости увеличивается; последнее событие изображено на чертеже 32.
Воздействие давления на пену схематически показано на чертеже 33. PIPS обозначают повышающееся давление. Чертежи с индивидуальным давлением представляют пример конструкции.
На чертежах 34-36 отображены этапы постепенного регулирования давления. Кружок обозначает сосуд под давлением - например автоклав - в который помещается форма. Стрелки, направленные от окружности и знак Pn обозначают производимое внутреннее чрезмерное давление. Вычеркнутая буква Р на чертеже 36 обозначает прекращение избыточного давления. Чертеж 34 изображает вспениваемую заготовку перед заливкой жидкости, которая изображена на чертеже 35. Чертеж 36 изображает выталкивание жидкости в емкость для сбора после уменьшения давления и последующего расширения.
На чертеже 37 изображено использование нераздельной керамической формы.
На чертежах 38-43 изображены этапы, когда вспениваемая заготовка помещается в форму, которая уже заполнена жидкостью. На чертеже 38 изображена форма в начале процесса. На чертеже 39 форма заполнена жидкостью. На чертеже 40 изображен этап, когда вспениваемая заготовка входит в контакт с жидкостью, при этом форма одновременно закрывается. На чертеже 41 изображено начало расширения вспениваемой заготовки, которое связано с выталкиванием жидкости из формы. Продолжающееся расширение изображено на чертеже 42. Далее, на чертеже 43 изображен вывод жидкости из формы.
Примеры исполнения
Пример 1
В этом примере в соответствии с чертежами 1-6 вспениваемая заготовка 1 в форме гранул изготавливается из порошка металлического сплава AlSi10 и 0,8% по весу порошка вспенивающего вещества TiH2. Гранулы вводятся в полость литейной графитной формы 2 из двух элементов, в нижней части которой имеется приемное отверстие для расплавленного вещества, при этом отверстие для заливки выходит во впускное отверстие над самой верхней точкой полости формы 2. Объем вспениваемой заготовки 1 занимает приблизительно 20% внутреннего пространства формы 2. Закрытая форма 2 со вспениваемой заготовкой 1 - в защитной азотной среде - нагревается до 550°С, при этом не происходит расширение вспениваемой заготовки 1. После выравнивания температуры формы 2 и когда гранулы расплавляемого сплава AlSi10, предварительно нагретые до 900°С были - согласно чертежу 2 - залиты в форму 2 из печи через приемное отверстие таким образом, что по меньшей мере 80% свободного пространства в полости формы 2 заполняется, незамедлительно, то есть, приблизительно через 2 секунды после заливки расплавленного вещества в форму 2, вспениваемая заготовка 1 расплавляется и расширяется согласно чертежам 3 и 4, что проявляется обратным потоком жидкости 3, то есть, расплавленная жидкость вытекает из приемного отверстия в емкость для сбора 4, находящуюся под формой 2. Вытекание расплавленной жидкости прекращается приблизительно через 20 секунд, что является сигналом того, что расширение гранул (или гранулята) прекращено. Форма 2, которая уже была помещена за пределы печи, оставляется для охлаждения до температуры приблизительно 450°С. После открытия готовый компонент вынимается из формы 2; компонент изготовлен полностью из металлической пены, общая пористость которой составляет 83%. Все расплавленное вещество, залитое в форму 2, было вытолкнуто при расширении вспениваемой заготовки 1 за пределы полости формы 2; часть пены находится в приемном отверстии.
Пример 2
Гранулы вспениваемой заготовки 1. были в этом случае согласно чертежу 33 изготовлены из порошка алюминиевого сплава AlMgSi 1% по весу порошка вспенивающего вещества TiH2. Гранулы были помещены в полость тонкостенной формы 2, сваренной из стального листа. Объем вспениваемой заготовки 1 занимает примерно 20% внутреннего пространства формы 2. В верхней части формы 2 имеются округлые вентиляционные отверстия диаметром 0,2 мм, а в нижней части имеется округлое отверстие диаметром 15 мм. Форма 2 вместе со вспениваемой заготовкой 1 была подвешена в специальном автоклаве над емкостью с расплавленным свинцом температурой 950°С. После закрытия автоклава в его внутреннем пространстве нагнетается давление азота до 1 МПа (10 атмосфер). Затем форма 2 полностью окунается в расплавленный свинец, который медленно затекает в полость формы 2, что обеспечивается наличием вентиляционных отверстий в ее верхней части, которые находятся выше уровня расплавленного свинца.
После того, как форма 2 полностью залита жидким свинцом (приблизительно 30 с) и через 1 минуту цельные гранулы в форме 2 расплавляются, что само по себе свидетельствует об уменьшении температуры в форме 2 приблизительно дл 680°С, но гранулы практически не расширяются вследствие давления. Давление в автоклаве затем уменьшается до 0,15 МПа (1,5 атмосфер), что приводит к незамедлительному расширению гранул и выталкиванию свинца из формы 2 через нижнее отверстие. Алюминиевая пена не выходит через верхние вентиляционные отверстия, так как они слишком малы для пены и к тому же они выходят к той части, где пена холоднее расплавленного свинца, при этом используемый алюминиевый сплав отвердевает и закрывает вентиляционные отверстия. Во время расширения форма 2 была извлечена из емкости со свинцом настолько, что нижнее отверстие остается погруженным в расплавленный свинец. После вытаскивания формы 2 из емкости алюминиевая пена отвердевает под воздействием более низкой температуры окружающего пространства, при этом расширение гранул происходит до их полного отвердения. Вытекание пены через нижнее отверстие предотвращается крышкой из расплавленного свинца. После полного отвердения алюминиевой пены приблизительно при 580°С практически вся полость формы 2 заполнена алюминиевой пеной; только в области отверстия в дне содержится расплавленный свинец с температурой отвердения ниже 400°С, который после полного вытаскивания формы из емкости вытекает обратно в емкость.
Что касается остаточного избыточного давления 0,15 МПа в автоклаве, видимый диаметр пор алюминиевого сплава ограничен максимумом 2 мм, при этом условная плотность пены составила 0,55 г/см3.
Пример 3
В этом примере в соответствии с чертежами 7-17 вспениваемая заготовка 1 в форме гранул изготавливается из порошка металлического сплава AlMg1Si0,6 и 0,6% по весу порошка вспенивающего вещества TiH2. Гранулы помещаются в силиконовой форме 2 в восковую модель формуемого компонента. Решетка из нержавеющего расширяемого металла с размером ячейки приблизительно 1,5 мм помещается в силиконовую форму 2 таким образом, что она повторяет поверхность формы 2, в то же время находясь на расстоянии от внутренней стенки. В готовом продукте решетка выполняет функцию усиливающего элемента 5. Вспениваемая заготовка 1 занимает примерно 20% от объема восковой модели. Восковая модель была погружена в керамическую взвесь известными способами и высушена также известными способами, в результате чего на модели образовалась непрерывная керамическая раковина толщиной примерно 4 мм. После высушивания раковины на восковой модели в ее нижней части делается отверстие и воск полностью вытапливается из нее при температуре приблизительно 100°С. Вспениваемые гранулы и нержавеющая решетка остаются в полости раковины формы 2, при этом решетка повторяет поверхность формы 2. Приемное отверстие делается из материала, аналогичного материалу раковины, и размещается на отверстии в нижней части таким образом, что оно ведет в полость на высоте примерно 20 выше нижней части полости формы 2.
Раковина с входным отверстием, гранулы и нержавеющая решетка нагреваются до температуры 550°С, после чего растопленный алюминиевый сплав AlMg1Si0,6, нагретый до температуры 850°С, выливается в полость таким образом, что он заполняет все свободное пространство полости формы 2. После заполнения формы 2 воздух постепенно выходит из полости через пористую керамическую стенку раковины. В основном сразу же после заливки расплавленного вещества в форму происходит плавление гранул вспениваемой заготовки 1, а также начинается их расширение, о чем свидетельствует обратный поток жидкости 3 - ее вытекание из приемного отверстия. Вытекание расплавленного вещества прекращается приблизительно через 15 секунд, что является сигналом того, что расширение гранул завершилось. Затем форма 2 охлаждается приблизительно до 400°С. После снятия керамической раковины готовый компонент вынимается, при этом его внутренняя часть состоит из алюминиевой пены пористостью приблизительно 80%. Пена на всей поверхности - которая в полости покрыта нержавеющей решеткой - имеет слой примерно 1 мм толщиной плотного сплава AlMg1Si0,6, в который вварена решетка, так как пена не могла достичь поверхности полости формы 2 из-за решетки и не могла вытолкнуть растопленный сплав. Таким же образом не содержащий пор металл покрывает нижнюю часть компонента, так как пена не может вытолкнуть расплавленное вещество из зоны у приемного/выходного отверстия. В результате получается гибридная литая деталь с внутренней частью из пены AlMg1Si0,6 и не содержащим пор слоем толщиной 1 мм на поверхности из того же сплава. Поверхностный слой укреплен нержавеющим расширяемым металлом, по аналогии с армированным бетоном. В нижней части компонента образуется не содержащий пор слой сплав AlMg1Si0,6 толщиной приблизительно 20 мм, предназначенный для сверления в нем резьбовых отверстий для фиксации компонента.
Пример 4
Пруты согласно чертежам 38-43, изготовленные из порошка технически чистого алюминия и 0,4% по весу порошка вспенивающего вещества TiH2, были соединены алюминиевой проволокой с крышкой состоящей из двух частей литейной формы 2, изготовленной из порошка ГНБ таким образом, что разделительная планка формы 2 находится в самой верхней части. Форма 2 в своей основе представляет собой емкость, накрываемую крышкой. В самой нижней части формы 2 (в емкости) размещается приемное отверстие, при этом отверстие для заливки ведет к впускному отверстию выше уровня разделительной планки. Вспениваемая заготовка 1 занимает приблизительно 20% от общего объема полости формы 2. Открытая нижняя часть формы 2 (емкость) нагревается до 850°С и заполняется расплавленным свинцом такой же температуры по меньшей мере на 4/5 от высоты емкости. Крышка формы 2 с прикрепленной вспениваемой заготовкой 1 в то же время нагревается в печи до 550°С, при этом расширение вспениваемой заготовки 1 еще не начинается.
После регуляризации (или выравнивания) температуры формы 2 и расплавленного свинца крышка с прикрепленной к ней вспениваемой заготовкой 1 выталкивается в нижнюю часть формы 2 с помощью пневматического поршня и форма 2 закрывается под давлением. Непосредственно после закрытия формы 2 и погружения вспениваемой заготовки 1 в свинец происходит расширение, проявляющее себя выталкиванием свинца из входного отверстия. Вытекание свинца прекращается приблизительно через полминуты, что является сигналом того, что расширение гранул завершилось. Нижняя часть формы 2 - которая после закрытия крышкой и начала вспенивания практически незамедлительно охлаждается на 150°С - охлаждается приблизительно до 500°С. После открытия вынимается готовый компонент, полностью состоящий из алюминиевой пены общей пористостью 78%. Весь свинец, который протек в нижнюю часть формы 2, был вытолкнут под действием расширения вспениваемой заготовки 1 из полости формы 2 через приемное отверстие, при этом приемное отверстие также полностью было занято пеной.
Пример 5
Процесс в этом примере согласно чертежам 18-26 аналогичен примеру 1. Форма 2 другая; здесь у нее имеются элементы конфигурации 6, предотвращающие выталкивание жидкости 3 из формы 2 в ходе расширения вспениваемой заготовки 1. Жидкость 3 в этом примере имеет такую же основу, как вспениваемая заготовка 1.
Элементы конфигурации 6 представляют собой, например, ребра, к которым затекает жидкость 3, но не предполагается ее вытекание за них. На чертежах 24-26 эти зоны помечены черным, что обозначает не содержащую пор массу отвердевшей жидкости 3 или - более точно - отвердевшее расплавленное вещество с тем же материалом в его основе, что и пена. Предпочтительно, когда охлаждающие или усиливающие ребра имеют полную структуру без пор.
Пример 6
Способ в этом примере, согласно чертежам 27-32, аналогичен примеру 1 до момента вытекания жидкости 3 из формы 2, когда давление снова воздействует на вытекающую жидкость 3 согласно чертежу 32. Поршень, действующий напрямую на приемную систему, изображен схематически; в ходе фактической работы для нагнетания давления могут использоваться различные механические или гидравлические системы. Структура пены может контролироваться с помощью давления. Форма 2 имеет достаточно твердую конструкцию в этом примере.
Пример 7
Использование автоклава в этом примере согласно чертежам 34-36 дает важную возможность запуска расширения и оказания воздействия на получаемую в результате структуру пены согласно чертежу 33. Этот способ согласно чертежам 27-32 аналогичен описанному в примере 1, но во время помещения жидкости 3 в форму 2 внешнее давление Pn действует на форму 2 и жидкость 3 и предотвращает запуск расширения. Давление, действующее на жидкость 3 действует, в то же время, с внешней стороны формы 2, таким образом, форма 2 не обязательно должна быть устойчивой к избыточному давлению Pn.
После снятия давления согласно чертежу 36, начинается расширение и вытекание жидкости 3 в емкость для сбора 4.
Пример 8
Форма 2 не имеет разделения и является формой одноразового употребления, как изображено на чертеже 37. Раковина формы 2 делается из неметаллического, керамического материала; в частности форма 2 изготавливается посредством высушивания взвеси, содержащей керамические частицы, наносимой на расплавляемую восковую модель компонента. Обычный способ, известный для подготовки восковых моделей, дополняется тем фактом, что перед нанесением слоев раковины вспениваемая заготовка 1 - и в качестве варианта также усиливающий элемент 5 - помещаются в восковую модель или на ее поверхность. Вспениваемая заготовка 1 не вводится в форму 2 после ее изготовления, но во время его; форма 2 наращивается вокруг массы вспениваемой заготовки 1.
Промышленное применение
Возможности промышленного применения очевидны. Согласно настоящему изобретению возможно промышленное и циклическое производство компонентов из металлической пены, включая крупные объемные компоненты сложной конфигурации, при этом отпадает необходимость передачи тепла, необходимого для вспенивания, через стенки формы, что существенно уменьшает общую потребность в энергии и производственные затраты. Возможность использования дешевых одноразовых форм наряду со сложными долговечными формами позволяет эффективное производство деталей различной серийности, от производства прототипов до массового производства с высокой степенью автоматизации.
Перечень используемых обозначений
1 - вспениваемая заготовка
2 - форма
3 - жидкость
4 - емкость для сбора
5 - усиливающий элемент
6 - элемент конфигурации в форме
ГНБ - гексагональный борнитрид
Изобретение относится к области металлургии и может быть использовано при производстве изделий из вспененного металла. Вспениваемую заготовку в форме гранул металлического сплава и вспенивающее вещество вводят в полость формы, а жидкость с плотностью выше объемной плотности, получаемой в результате пены, подводится к ней. Жидкость имеет температуру выше температуры плавления металлического сплава, происходит передача тепла частицам вспениваемой заготовки, затем происходит ее расширение, при этом она поддерживается жидкостью. В ходе расширения по меньшей мере часть жидкости выталкивается под действием расширения из формы через отверстие. Жидкость дает возможность регулирования давления окружающей среды, а также вспенивающего вещества, что помогает точно установить момент расширения. Расплавленное вещество может частично остаться в форме таким образом, что производится гибридная структура компонента. Изобретение позволяет осуществлять вспенивание более быстрым методом, обеспечивает однородность металлической пены, упрощает работу с формами и уменьшает энергопотребление в ходе всего процесса. 3 н. и 20 з.п. ф-лы, 8 пр., 8 ил.
1. Способ изготовления изделия из металлической пены, в котором твердая вспениваемая заготовка (1) в форме гранул металлического сплава на основе алюминия и вспенивающее вещество помещают внутрь полости закрываемой и/или одноразовой формы (2), заготовку (1) нагревают до температуры плавления металлического сплава, в результате чего происходит необходимое расширение вспениваемой заготовки (1), и затем, при достижении необходимой степени расширения, форму (2) охлаждают до температуры отвердения образовавшейся металлической пены, отличающийся тем, что в полость формы (2) вводят жидкость (3) более высокой плотности, чем кажущаяся плотность получаемой пены, при этом жидкость (3) имеет температуру выше температуры плавления металлического сплава вспениваемой заготовки (1), жидкость (3) входит в контакт со вспениваемой заготовкой (1) в полости формы (2), в которой она передает тепло вспениваемой заготовке (1), в результате чего начинается расширение вспениваемой заготовки (1), при этом расширяющаяся вспениваемая заготовка (1) поддерживается жидкостью (3) и во время расширения по меньшей мере часть жидкости (3) вытесняется из формы (2) через соответствующее отверстие в форме (2), преимущественно, за счет расширения самой вспениваемой заготовки (1).
2. Способ по п.1, отличающийся тем, что жидкость (3) вводят в форму (2) через отверстие в дне или в нижней части формы (2), а затем вытесняют через это отверстие.
3. Способ по п. 1 или 2, отличающийся тем, что во время расширения из формы (2) вытесняется более 75% жидкости (3), предпочтительно вытесняется более 90% жидкости (3).
4. Способ по п. 1 или 2, отличающийся тем, что жидкость (3) вводят в форму (2) после размещения в ней отмеренного количества гранул вспениваемой заготовки (1).
5. Способ по п. 1 или 2, отличающийся тем, что часть жидкости (3) остается в форме (2), в которой происходит ее отвердевание совместно с пеной, в результате чего получается гибридная отливка, сочетающая в себе отвердевшую пену и отвердевшую жидкость (3) в одном монолитном изделии.
6. Способ по п. 1 или 2, отличающийся тем, что свободное пространство, остающееся в полости формы (2) после ввода в нее вспениваемой заготовки (1), заполняется жидкостью (3) частично, при этом жидкость (3) и вспениваемая заготовка (1) до расширения вместе имеют объем меньший, чем внутренний объем полости формы (2).
7. Способ по п.6, отличающийся тем, что количество жидкости (3) определяется на основании веса и гранулометрии вспениваемой заготовки (1) предпочтительно опытным путем.
8. Способ по любому из пп. 1, 2, 7, отличающийся тем, что во время взаимного контакта вспениваемой заготовки (1) с жидкостью (3) ее подвергают воздействию давления, которое при заданной температуре выше давления, предотвращающего выпуск из вспенивающего вещества газа, необходимого для вспенивания и расширения, а затем перед падением температуры жидкости (3) до температуры отвердения пены давление жидкости (3) уменьшают до значения ниже того, которое предотвращает выпуск газа из вспенивающего вещества при заданной температуре.
9. Способ по любому из пп. 1, 2, 7, отличающийся тем, что жидкость (3) представляет собой расплавленный металл с температурой плавления ниже температуры отвердения металлической пены.
10. Способ по любому из пп. 1, 2, 7, отличающийся тем, что жидкость (3) представляет собой расплавленный металл с температурой плавления выше температуры отвердения металлической пены.
11. Способ по любому из пп. 1, 2, 7, отличающийся тем, что жидкость (3) как расплавленное вещество имеет химический состав, идентичный металлическому сплаву вспениваемой заготовки (1).
12. Способ по любому из пп. 1, 2, 7, отличающийся тем, что в полость формы (2) перед введением жидкости (3) помещают металлический и/или керамический усиливающий элемент (5), выполненный предпочтительно в форме сетки, и/или решетки, и/или прутов, и/или полых профилей, и/или волокон, предпочтительно усиливающий элемент (5) вставляют рядом с внутренней поверхностью формы (2) на некотором расстоянии от нее.
13. Способ по п.12, отличающийся тем, что в усиливающем элементе (5) выполнена перфорация, представляющая собой сито для отделения пены от жидкости на поверхности готовой литой детали.
14. Способ по любому из пп. 1, 2, 7, 13, отличающийся тем, что перед введением жидкости (3) в форму (2) ее нагревают до температуры выше температуры отвердения вспениваемой заготовки (1).
15. Способ по любому из пп. 1, 2, 7, 13, отличающийся тем, что во время вытеснения жидкости (3) из формы (2) часть жидкости (3) остается в выемках формы (2), при этом изделие отвердевает в гибридное литое изделие с различной структурой его частей.
16. Способ по любому из пп. 1, 2, 7, 13, отличающийся тем, что жидкость (3), вытекающую из формы (2), используют в другом цикле вспенивания без ее охлаждения, для чего жидкость (3) вытекает в емкость для сбора (4), в которой ее затем подогревают для последующего использования.
17. Изделие, содержащее металлическую пену, изготовленное способом по любому из пп. 1–16.
18. Изделие по п.17, отличающееся тем, что оно представляет собой часть корпуса транспортного средства.
19. Изделие по п.18, отличающееся тем, что оно представляет собой единую деталь, которая включает в себя остов или каркас и внешнюю поверхность корпуса.
20. Форма для производства изделия из металлической пены по любому из пп. 1–16, характеризующаяся тем, что она содержит неметаллическую оболочку, полученную высушиванием взвеси, содержащей керамические частицы, нанесенные на расплавляемую модель изделия, предпочтительно восковую.
21. Форма по п.20, отличающаяся тем, что она выполнена разделяемой, а в ее нижней части имеется по меньшей мере одно отверстие для приема и выхода передающей тепло жидкости (3), предпочтительно расплавленного металла.
22. Форма по п.20, отличающаяся тем, что вспениваемая заготовка (1) помещается внутри нее.
23. Форма по любому из пп. 20-22, отличающаяся тем, что форма (2) выполнена из материала с коэффициентом теплопроводности менее 70 Вт⋅м-1⋅K-1.
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ПЕНЫ ПРИ ПОМОЩИ КОЛЕБАНИЙ И ИЗДЕЛИЕ ИЗ МЕТАЛЛИЧЕСКОЙ ПЕНЫ, ПОЛУЧЕННОЙ ЭТИМ СПОСОБОМ | 2009 |
|
RU2550054C2 |
| Устройство для получения пенометалла | 1973 |
|
SU452426A1 |
| DE 19813176 A1, 30.09.1999 | |||
| Гайконарезной автомат | 1987 |
|
SU1419835A1 |
| JP 57165160 A, 12.10.1982. | |||

