ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к получению трехмерных объектов способом аддитивного производства.
УРОВЕНЬ ТЕХНИКИ
Трехмерные объекты могут быть получены разными способами, например, литьем в форму или удалением материала с заготовки, например, используя рубильные машины.
Однако в последние десятилетия возрастает популярность так называемого аддитивного производства (АМ-технологий). В аддитивном производстве материал добавляют к получаемому объекту, чтобы построить трехмерный объект. То есть, АМ-технологии основаны на добавлении материала, а не на его удалении.
В некоторых АМ-технологиях используется пучок энергии, который подают на строительный материал, чтобы расплавить последний. Путем последовательного добавления слоев расплавленного строительного материала получают трехмерный объект. Строительные материалы включают полимеры, металлы, керамику и композиты и часто поставляются в форме порошка. Здесь необходимо провести различие между системами, использующими электронный луч, и системами, использующими световой луч, обычно лазерный луч.
Одним примером АМ-технологии является так называемый PBF-процесс (расплавление материала в заранее сформированном слое).
PBF-процессы включают один или несколько источников тепла для индуцирования расплавления частиц порошка в определенной области слоя порошка, соответствующего поперечному сечению формируемого продукта, и средства для добавления и разравнивания слоев порошка. Хорошо известным примером процесса этого вида является так называемое селективное лазерное спекание (SLS), когда луч лазера расплавляет тонкий слой порошка (например, слой порошка толщиной порядка 0,1 мм) в области, которая соответствует поперечному сечению формируемого объекта.
Порошок распределяют по области строительства, используя разравнивающий валик, вращающийся в противоположном направлении, и подогревают до температуры, близкой к температуре плавления и/или температуре стеклования строительного материала. Цель такого подогрева - уменьшить требования к мощности лазерного луча. После распределения и подогрева материала сфокусированный лазерный луч проецируют на слой строительного материала, и лазерное пятно смещают над областью этого слоя, чтобы последовательно расплавить материал в этой области. Эта область соответствует поперечному сечению формируемого продукта, в результате чего расплавление строительного материала в этой области создает слой продукта. Далее область строительства снижают и наносят новый слой строительного материала, опирающийся на расплавленный строительный материал и на окружающий его порошок. При повторении этих этапов продукт создается послойно до окончания. В PBF-процессах используют по меньшей мере четыре разных механизма расплавления, а именно: твердотельное спекание, химически индуцированное спекание, жидкофазное спекание и полное расплавление. В коммерческих способах доминируют жидкофазное спекание и расплавление. Примеры способов и систем для SLS раскрыты в документах US-2014/0079916-А1 и US-6215093-B1.
Еще одной АМ-технологией, использующей лучи электромагнитной энергии (обычно лазерные лучи) является так называемый способ осаждения лучом (BD). В этом способе строительный материал нагревают, когда он осаждается, применяя луч энергии к строительному материалу. Тогда как в PBF-способе, описанном выше, строительный материал сначала наносят как слой и затем селективно нагревают лучом энергии, в BD-способах материал нагревают и расплавляют, когда он осаждается. BD-способы включают способы осаждения металлов на основе лазера (LBMD), обычно используя головку для нанесения с одним или несколькими соплами и лазерную оптику. Такой способ включает управление относительным перемещением между головкой на нанесения и подложкой, т.е. перемещают головку, подложку или и ту, и другую. Пример системы для осаждения лучом раскрыт в US-2012/0138258-A1. Примеры сопел для осаждения порошка раскрыты в US-2014/0015172-A1 и WO-2008/003942-A2.
В US-2013-0168902-A1 раскрыта система для расплавления слоя порошка, в которой зону расплавления определяет сенсорное устройство для управления качеством.
В US-2012/0266814-А1 описано, каким образом осадить относительно широкое покрытие посредством размещения последовательности оболочек рядом друг с другом и с перекрыванием одна другой. Объяснено, что если увеличить только диаметр лазерного луча, то температура в центре ванны плавления будет такой, что могут быть место высокие уровни испарения материала добавки, или подложка может расплавиться до чрезмерной глубины. Кроме того, материал, окружающий подложку, может быть разрушен до чрезмерной глубины и т.д. В этом документе описана система, в которой лазерный луч принимает определенную форму в устройстве формирования луча, которое включает плоское зеркало и дифракционный оптический элемент, чтобы придать энергии луча иное распределение чем традиционное гауссово для улучшения процесса. Например, интенсивность может быть относительно повышена на ведущем крае лазерного пятна или на краях лазерного пятна.
В US-2013/0300035-A1 раскрыта система расплавления порошка на поверхности и подчеркнута необходимость управления температурой облучаемого строительного материала, чтобы избежать геометрических деформаций и трещин и обеспечить тщательное расплавление. Также упомянута необходимость уменьшения времени производства и необходимость ведения луча с максимальной эффективностью над выбранной областью. Упомянуто, как можно использовать модель сканирования с параллельными линиями, и что существует необходимость учитывать тепло от ранее сканированных линий, что может быть сделано посредством изменения мощности или скорости луча. Документ предлагает способ, включающий вычисления, относящиеся к заданному пути луча и воображаемому лучу. Изобретение, раскрытое в этом документа относится к способу, когда энергетическое воздействие используемого луча можно предварительно отрегулировать на основании вычислений.
В US-2011/0305590-А1 раскрыта система осаждения лучом, где в одном варианте осуществления лазерное излучение обрабатывают так, чтобы генерировать участок относительно высокой интенсивности для уплотнения порошка и относительно низкой интенсивности для нагрева подложки, чтобы уменьшить деформацию подложки во время изготовления.
Обычно расплавление выбранной области или части слоя выполняют посредством сканирования лазерного луча над областью, следуя пути луча, чтобы лазерное пятно, проецируемое на слой, смещалось по поверхности слоя с последующим нагревом разных частей области, обычно по нескольким параллельным дорожкам, до тех пор, пока вся область не будет нагрета и расплавлена до требуемой степени. В US-2004/0099996-A1 приведен пример того, как энергию излучения подают на дорожки. В US-2006/0215246-А1 раскрыто, что существуют два типа лазерного сканирования, обычно применяемые в системах быстрого прототипирования: растрововое сканирование и векторное сканирование. В US-2004/0200816-A1 также сказано, что растровое сканирование и/или векторное сканирование использовали для заполнения области, подлежащей расплавлению, например, посредством расплавления порошка по контуру поперечного сечения векторным образом до или после растрового сканирования, которое заполняет эту область. В этом документе предлагается использовать обратную связь с форме тепловых изображений для управления температурой, например, управляя мощностью луча и/или скоростью луча.
В US-2003/0127436-A1 описан способ уменьшения времени строительства изделия посредством уменьшения числа линий растрового сканирования, требующихся для каждого поперечного сечения изделия.
В US-2003/0028278-A1 описано растровое сканирование с выбираемым расстоянием от линии до линии между сканированиями, причем линии сканирования располагаются по существу по центру между линиями сканирования в предыдущих слоях. За счет этого можно уменьшить число сканирований, требуемых для формирования изделия, без ущерба для его структурной прочности.
В DE-10112591-А1 описаны некоторые альтернативные модели лазерного сканирования для АМ-технологий.
В US-5904890-A описана адаптация скорости, с которой лазерный луч и лазерное пятно перемещаются по линиям модели сканирования в зависимости от длины линий, чтобы получить более равномерное распределение плотности.
В US-2013/0216836-A1 описано, в контексте процесса расплавления/спекания, использование нелинейного пути сканирования, чтобы уменьшить время прохождения области лучом от источника электромагнитного излучения.
В US-2014/0154088-A1 описано отношение между вторичной ориентацией зерен и моделью сканирования энергетическим лучом.
В DE-102009015282-А1 описано применение разных величин энергии к разным частям слоя, которые селективно спекают или расплавляют, на основании некоторой функции или на основании данных из таблицы. За счет этого можно улучшить механические характеристики продукта.
В US-2011/0168090-А1 и US-2011/0168092-А1 описаны устройства для осаждения лазером, имеющие широкие сопла, так что можно осаждать относительно широкое покрытие равномерной толщины. Широкие сопла объединены с широким лазерным лучом, который может быть получен посредством манипулирования лучом, таким как, например, сканирование.
В US-2010/0036470-A1 раскрыты способы лазерного изготовления электродов и описано управление посредством параметров, включающих энергию лазера и размер лазерного пятна.
В US-2008/0296270-A1 раскрыто прямое осаждение металлов с использованием лазера и сопла для порошка, при этом система управления регулирует параметры процесса, включая мощность лазера и скорость хода.
Также мощность лазерного луча упоминается как параметр процесса. В US-2006/0032840-А1 описано применение мощности лазера на основании управления с обратной связью. В US-2009/0206065-A1 описана выбранная обработка порошка лазером с регулировкой параметров процесса, включая мощность лазера и/или размер лазерного пятна. В US-2002/0065573-A1 упомянуты такие параметры как мощность лазера, диаметр луча, временное и пространственное распространение луча, время взаимодействия и расход порошка. В документе предложено использовать диодный лазер из-за быстрой реакции и тонкой настройки процесса на большой скорости.
В WO-2014/071135-А1 описана, в контексте AM-технологий, концепция подходящей модуляции импульса лазерного луча для точного управления величиной тепла, прилагаемого к порошковому материалу, в частности для обеспечения намного более точного управления характеристиками конечного объекта, полученного этим способом.
В US-2006/0119012-А1 описан способ получения деталей с использованием лазерного спекания, причем на расплавляемый порошок воздействуют некоторым числом лазерных сканирования при управляемых уровнях энергии и в течение периодов времени для расплавления и повышения плотности порошка.
В CN-1648802-A раскрыто использование луча высокой энергии для последовательного спекания или расплавления и осаждения материала. Кажется, этот документ описывает быстрое сканирования с использованием электронного луча. Посредством одного или нескольких кадров сканирования температура материала в области формирования синхронно повышается, чтобы достигнуть температуры спекания или повторного расплавления для осаждения на область формирования перед синхронным охлаждением. Считается, что это уменьшит тепловые напряжения и повысит точность и качество формирования.
В US-2010/0007062-A1 раскрыт однородный подогрев порошкового материала посредством сканирования лучом высокой энергии по заданным путям на предварительно подогретой области.
В DE-10208150-B4 описано, что шероховатость поверхности получаемого объекта может быть уменьшена путем сканирования лазерным лучом соответствующей части слоя порошка с колебаниями назад и вперед в направлении его общего перемещения по дорожке, в результате чего одну и ту же часть нагревают несколько раз. Документ также говорит о том, что движение в поперечном направлении может быть добавлено к упомянутому движению в продольном направлении по дорожке для создания или изменения ширины дорожки. Этот способ включает движение лазерного пятна вперед и назад по дорожке, но также может быть использован для других частей расплавляемого слоя, а не только для слоя, определяющего поверхность объекта. Скорость, размер или мощность лазерного пятна можно модифицировать во время этого движения назад и вперед. В документе сказано, что лазер может создавать движущиеся фигуры Лиссажу.
В US-2003/0075529-A1 раскрыто использование оптики с регулируемым фокусом для управления геометрией луча в контексте процесса осаждения лучом. Можно управлять такими параметрами как ширина дорожки и распределение интенсивности. Вибрирующий или колеблющийся элемент можно использовать для определения ширины дорожки путем регулировки амплитуды колебаний.
В US-2001/0002287-A1 описано использование оптики, формирующей луч, для создания несимметричных лазерных лучей, включая лазерные лучи с ведущей частью, имеющей повышенную интенсивность лазерного луча чем задняя часть, применяя температурный градиент к осажденному материалу во время повторного затвердевания.
В US-2012/0267345-A1 описано как в контексте АМ-технологий регулировать форму поперечного сечения лазерного луча во время процесса, чтобы управлять распределением энергии, используя деформируемое средство отражения, такое как деформируемое зеркало.
Для АМ-технологий можно использовать не только лазерный луч, но и электронный луч. Однако в случае электронного луча поперечное сечение луча нельзя формировать, используя оптику, так как в случае лазерного луча, и необходимо применять другой подход. В WO-2004/056509-A1 указано, помимо прочего, использование электронного луча для получения трехмерного объекта и предложено использовать интерференционный член для получения более благоприятного распределения тепла в области вокруг фокусной точки или для получения более широкой дорожки. Использование движения с компонентом в направлении, перпендикулярном основному направлению движения, может быть особенно предпочтительным в контексте электронного луча, чтобы получить некоторый тип эффективно нагреваемого пятна, которое шире чем фокусная точки электронного луча, т.е., подобно тому, которое можно достигнуть путем использования подходящей оптики, когда энергетическим лучом является лазерный луч. Сканирование электронного луча для создания более или менее сложных фигур хорошо известно в данной области техники; см., например, как эта концепция реализуется в течение десятилетий в катодно-лучевых трубках. В данной области техники хорошо известно управление направлением электронных лучей путем использования магнитных полей, без необходимости физического смещения компонентов.
Как сказано, например, в US-2002/0145213-A1, селективное лазерное спекание традиционно основано на подходе от пятна к пятну или от точки к точке. В US-2002/0145213-А1 предложен другой способ, основанный на создании передаваемых тонерных изображений порошка связующего в соответствии с соответствующим САПР-дизайном. Построение объекта происходит область за областью, а не точка за точкой.
В US-2008/0038396-A1 описано получение трехмерных объектов путем отверждения строительного материала с использованием электромагнитного излучения. Подача энергии осуществляется через блок получения изображений, включающий определенное число пикселей.
В US-2003/0052105-A1 предложен пиксельный подход для лазерного спекания, включая, например, использование цифрового микрозеркального устройства.
В US-2002/0051853-A1 раскрыто послойное получение объекта с использованием одного лазерного луча для очерчивания признаков формируемого объекта и затем с использованием последовательности отстоящих друг от друга на равное расстояние лазерных лучей, чтобы быстро заполнить области без признаков, в результате чего процесс ускоряется.
В WO-2014/016402-А1 раскрыто устройство, включающее гальванометрическую головку, способную направлять лазерный луч в каждую точку зоны максимального спекания в области спекания, когда эта гальванометрическая головка расположена в определенном положении. Устройство также включает ограничивающее средство, способное ограничивать наведение лазерного луча на зону эффективного спекания, расположенную внутри упомянутой зоны максимального спекания, и средство перемещения для перемещения этой гальванометрической головки в плоскости, параллельной плоскости упомянутой области спекания, позволяя располагать гальванометрическую головку по меньшей мере в двух разных положениях, причем зона эффективного спекания связана с каждым положением гальванометрической головки.
В CN-103567441-А раскрыт способ лазерного спекания, причем размер лазерного пятна модифицируют во время процесса, чтобы ускорить последний.
В CN-203227820-U раскрыт способ, в котором размер лазерного пятна модифицируют во время процесса, чтобы адаптировать размер к ширине изготавливаемого компонента.
В US-5753171-A описано использование переменного фокусирующего устройства, посредством которого можно изменять фокус светового луча во время затвердевания слоя, так что разные части этого слоя подвергаются тепловой обработке лучами разного диаметра.
В WO-2014/006094-A1 раскрыт способ, включающий этап получения геометрического контура двухмерной секции, которая должна быть расплавлена; этап определения контрольного пути от этого геометрического контура секции, причем этот контрольный путь имеет форму, которая согласуется с формой этого геометрического контура; этап определения группы путей на основании упомянутого контрольного пути и этап управления лазерным лучом так, чтобы он двигался по группе определенных путей согласно стратегии движения, определяющей порядок путей, по которым следует двигаться, и для каждого пути точку начала движения. Этот способ направлен на повышения производительности.
В US-2013/0270750-A1 подтверждено, что скорость процесса нельзя просто увеличить путем повышения мощности и/или скорости сканирования: повышенная мощность к испарению, а повышенная скорость сканирования уменьшает время выдержки, которое может стать чрезмерно коротким. В этом документе предложен подход, основанный на одновременном использовании двух лазерных лучей.
В US-2005/0186538-A1 говорится, что время изготовления может быть уменьшено, если энергию луча высокой энергии связывать с материалом в несколько этапов. На первом этапе энергию связывают в определенном положении в слое материала, пока соответствующая часть слоя в этом положении не нагреется до температуры, немного меньшей чем его температура плавления. На конечном этапе связывания энергии луч тогда нагревает такую часть выше температуры плавления, этим сплавляя материал со слоем ниже его. Таким образом формируется продукт.
В WO-2013/079581-А1 раскрыто, как энергия, подводимая в единицу времени, может быть изменена как функция соответствующего места облучения на слое порошка, с учетом способности отводить тепло определенного участка, прямо окружающего такое место. Подводимую энергию соответственно модулируют автоматически, устанавливая параметры облучения, такие как плотность энергии излучения в месте облучения и/или продолжительность облучения в месте облучения.
DE-10320085-A1 относится к лазерному спеканию или лазерному расплавлению, и в нем говорится об адаптации лазерного нагрева посредством адаптации таких признаков как плотность энергии, скорость сканирования, ширина дорожки, расстояние между дорожками, диаметр лазерного луча и мощность луча во время изготовления объекта.
В US-2004/0094728-A1 раскрыта система, в которой сканирующее устройство может двигаться над платформой, на которой формируется объект, чтобы позволить получать крупные объекты хорошего качества.
В WO-2014/037281-A2 раскрыты способ и система для лазерного отверждения поверхностей заготовок при особом внимании к коленчатым валам. Лазерное отверждение стали является хорошо известной идеей, но некоторые заготовки вызывают проблемы из-за присутствия областей с повышенной чувствительностью к теплу, которые могут быть повреждены при нагреве лазерным лучом. Например, в случае коленчатых валов проблема заключается в присутствии более чувствительных к теплу частей, таких как области рядом со смазочными отверстиями. В WO-2014/037281-A2 говорится как можно решить эту и подобные проблемы путем использования эффективного лазерного пятна с двухмерным распределением энергии, которое может быть динамически адаптировано для того, чтобы избежать перегрева наиболее чувствительных к теплу участков.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Первый аспект изобретения относится к способу получения объекта, причем способ включает этапы:
a) подачи строительного материала и
b) расплавления строительного материала световым лучом;
причем этапы а) и b) выполняют так, чтобы поступательно изготавливать объект из расплавленного строительного материала;
причем на этапе b) луч проецируют на строительный материал, чтобы получить первичное пятно на строительном материале, и луч неоднократно перемещают в двух измерениях в соответствии с первой моделью сканирования, чтобы создать эффективное пятно на строительном материале, и причем это эффективное пятно имеет двухмерное распределение энергии,
и причем упомянутое эффективное пятно смещают в отношении изготавливаемого объекта, чтобы поступательно получать объект путем расплавления строительного материала.
Строительным материалом может быть любой строительный материал, подходящий для АМ-технологий путем сплавления теплом, передаваемым световым лучом, таким как лазерный луч. Во многих вариантах осуществления изобретения строительный материал получают в форме порошка. Во многих вариантах осуществления изобретения строительный материал выбирают из группы, включающей металлы, полимеры, керамику и композиты, а также их смеси или сочетания.
Термин "сплавлять" (сплавление и т.д.) не должен истолковываться в узком смысле и охватывает любое изменение полученного строительного материала, подходящее для изготовления объекта из него. В настоящем документе концепция "сплавления" охватывает такие механизмы расплавления как твердофазное спекание, химически индуцированное связывание, жидкофазное спекание и полное расплавление.
Световым лучом является луч электромагнитного излучения, например, лазерный луч. Эффективное лазерное пятно может быть создано и адаптировано с использованием, например, любого из 15 способов, описанных в документе WO-2014/037281-A2, который включен в настоящую заявку путем ссылки. Поскольку WO-2014/037281-А2 сосредоточен на лазерном отверждении ранее полученных заготовок, таких как коленчатые валы, имеющих чувствительные к теплу участки, такие как области рядом со смазочными отверстиями, было установлено, что раскрытые там принципы в отношении сканирования лазерным лучом могут быть применены и в области АМ-технологий, где их можно использовать для улучшения способа сплавления строительного материала в смысле скорости и/или качества.
В некоторых вариантах настоящего изобретения способ реализован как способ сплавления слоя порошка, например, как способ SLS (селективного лазерного спекания). В других вариантах осуществления изобретения способ реализован как способ осаждения лучом, например, способ осаждения лазерным лучом.
Смещение эффективного пятна относительно изготавливаемого объекта может быть выполнено в соответствии с второй моделью сканирования. То есть, реальное/первичное пятно, т.е. пятно, которое создано лучом в любой данный момент времени, сканируется в соответствии с первой моделью сканирования, чтобы создать эффективное пятно, и это эффективное пятно может быть смещено в соответствии с второй моделью сканирования. Таким образом объединяются или накладываются друг на друга два типа движения: движение первичного пятна в соответствии с первой моделью сканирования и движение эффективного пятна в соответствии с второй моделью сканирования.
Термин "двухмерное распределение энергии" относится к способу, которым энергию, подаваемую энергетическим лучом, распределяют по эффективному пятну, например, за один проход луча по первой модели сканирования.
Настоящее изобретение позволяет осуществлять относительно быстрое расплавление существенной области из-за того, что эффективное пятно может иметь значительный размер, например, больше чем в 4, 10, 15, 20 или 25 раз величины (площади) первичного пятна. Таким образом, нагрев определенной области строительного материала для расплавления может быть выполнен быстрее чем в случае, когда нагрев осуществляется простым смещением первичного пятна по всей области, например, следуя модели сканирования, составленной из множества параллельных линий, расположенных рядом друг с другом. Использование эффективного пятна, имеющего относительно большую площадь, позволяет добиться высокой производительности, в то же время нагреть каждую часть строительного материала за относительно короткое время, что приводит к менее агрессивному нагреву, но без ущерба для производительности. Первичное пятно может иметь площадь значительно меньше площади эффективного пятна. Например, в некоторых вариантах осуществления изобретения первичное пятно имеет размер меньше чем 4 мм2, такой как меньше чем 3 мм2, по меньшей мере во время части процесса. Размер первичного пятна в ходе процесса может быть изменен, чтобы оптимизировать способ, которым формируется каждая конкретная часть объекта, в смысле качества и производительности.
С другой стороны, использование эффективного пятна, созданного сканированием первичного пятна неоднократно в двух измерениях в соответствии с первой моделью сканирования, дает возможность создать эффективное пятно, имеющее выбранное двухмерное распределение энергии, которое по существу не зависит от конкретно используемой оптики (линзы, зеркала и т.д.), и которое можно изменить по конкретным параметрам и адаптировать для получения улучшенного или оптимизированного сплавления строительного материала и изготовления объекта с разных точек зрения, включая скорость изготовления в единицах кг или единиц в час и качество. Например, тепло может быть распределено так, что ведущая часть эффективного пятна имеет более высокую плотность энергии чем задняя часть, в результате чего увеличивается скорость инициации сплавления, тогда как задняя часть может служить для поддержания сплавления в течение времени, достаточного для достижения желательной глубины и/или качества, чем оптимизируется скорость, с которой эффективное пятно можно смещать относительно изготавливаемого объекта, без ухудшения качества расплавления. Кроме того, двухмерное распределение энергии может быть адаптировано в отношении сторон эффективного пятна, в зависимости от характеристик строительного материала или объекта на этих сторонах, например, чтобы подавать меньше тепла в те области, где строительный материал уже имеет относительно высокую температуру, например, из-за нагрева, выполненного недавно, например, во время предыдущего прохода эффективного пятна в соответствии с областью, прилегающей к нагреваемой в настоящее время. Также, эффективное пятно может быть адаптировано в соответствии с формой изготавливаемого объекта, например, эффективное пятно может быть сделано тоньше (т.е., менее широким) или шире в направлении, таком как боковое (т.е., в направлении, перпендикулярном направлению, в котором эффективное пятно смещают по второй модели сканирования), когда это необходимо для расплавления строительного материала в определенной области изготавливаемого объекта, например, чтобы соответствовать ширине части изготавливаемого объекта в этой области. Например, в некоторых вариантах осуществления изобретения ширина эффективного пятна может быть динамически адаптирована, чтобы совпадать с соответствующим размером (таким как ширина) соответствующей части изготавливаемого объекта в разных положениях на дорожке, по которой движется эффективное пятно. Фактически, не только общая или средняя ширина эффективного пятна, но и форма эффективного пятна, равно как и то, как изменяется ширина эффективного пятна по длине эффективного пятна, могут быть динамически адаптированы, например, чтобы соответствовать форме соответствующей части изготавливаемого объекта в каждый момент времени. Например, двухмерное распределение энергии может быть адаптировано так, чтобы проекция эффективного пятна на строительный материал имела форму, адаптированную к форме изготавливаемого объекта, например, чтобы принять клиновидную или подобную форму в соответствии с сужающейся частью изготавливаемого объекта, и т.д.
Форма эффективного пятна и/или двухмерного распределения энергии могут быть адаптированы, когда это необходимо, этим адаптируя способ к конкретному изготавливаемому объекту и к конкретной части объекта, которая изготавливается в данный момент времени. В некоторых вариантах осуществления изобретения двухмерное распределение энергии может быть изменено как функция соответствующего места облучения на слое порошка, но с учетом способности отводить тепло окружающей областью. В некоторых вариантах осуществления изобретения двухмерное распределение энергии может быть изменено с учетом желательных характеристик продукта в его разных областях, таких как разные требования к пористости и/или твердости, например, в зависимости от расстояния до поверхности продукта. Это может быть полезным для ускорения спекания областей, требующих меньшей твердости, в результате чего повышается производительность.
Помимо этого, использование эффективного пятна, созданного сканированием первичного пятна в двух измерениях, повышает гибкость в смысле, например, адаптации системы к разным объектам изготовления. Например, необходимость заменить или адаптировать используемую оптику может быть снижена или устранена. Адаптация может выполняться чаще, по меньшей мере частично, путем простой адаптации программного обеспечения, управляющего двухмерным распределением энергии эффективного пятна.
Выражение "первая модель сканирования" не подразумевает, что первичное пятно всегда должно следовать одной и той же модели сканирования при создании эффективного пятна, но предназначено для простого отличия модели сканирования первичного пятна, которое используется для создания эффективного пятна, от модели, по которой эффективное пятно смещается или сканируется в отношении изготавливаемого объекта; модель сканирования, которой следует эффективное пятно, иногда называется второй моделью сканирования.
Во многих вариантах осуществления изобретения скорость или средняя скорость смещения первичного пятна в соответствии с первой моделью сканирования, существенно выше чем скорость, с которой эффективное пятно смещается по отношению к объекту. Высокая скорость первичного пятна по первой модели сканирования уменьшает колебания температуры в эффективном пятне во время каждого прохода первичного пятна по первой модели сканирования.
В известных системах зона расплавления или зона, то есть область или участок, где происходит расплавление, значительно соответствует первичному пятну, проецируемому лучом на строительный материал. То есть, в известных системах так называемый зона расплавления, где расплавляется строительный материал, обычно имеет размер, который по существу соответствует размеру первичного пятна, и зона расплавления смещается в соответствии со смещением первичного пятна, например, по окружности расплавляемой области, по линиям растрового сканирования, заполняющим область, где должен быть расплавлен строительный материал, или по линии, где строительный материал осаждается в процессе осаждения лучом. Наоборот, в соответствии с настоящим изобретением, сборник скорее соответствует эффективному пятну или его значительной части. Например, во многих вариантах осуществления изобретения зона расплавления имеет ширину, по существу соответствующую ширине эффективного пятна (в направлении, перпендикулярном направлению, в котором смещается эффективное пятно), и зона расплавления обычно смещается в соответствии со смещением эффективного пятна. То есть, вместо смещения в соответствии со смещением первичного пятна, следуя первой модели сканирования, зона смещается согласно смещению эффективного пятна, т.е., следуя второй модели сканирования.
Конечно, настоящее изобретение не исключает возможность выполнения части процесса расплавления с первичным пятном известным образом. Например, первичное пятно можно смещать, чтобы выполнить расплавление в соответствии с контуром области, которая должна быть расплавлена, или выполнить расплавление в соответствии с определенными деталями изготавливаемого объекта, тогда как описанное выше эффективное пятно можно использовать для выполнения расплавления других частей или областей, например внутренней или главной части области, которая должна быть расплавлена. Специалист выберет меру, в которой использовать эффективное пятно вместо первичного пятна, чтобы создать сборник, в зависимости от таких аспектов как производительность и необходимость тщательно определить контур области, которая должна быть расплавлена, или определенной части изготавливаемого объекта. Например, можно использовать первичное пятно для определения контура расплавляемой области и расплавить границу между этой областью и теми областями, где строительный материал не должен быть расплавлен, и использовать эффективное пятно для расплавления строительного материала в области с определенным контуром. В некоторых вариантах осуществления изобретения во время процесса первая модель сканирования может быть модифицирована, чтобы уменьшить размер эффективного пятна до соответствия первичному пятну, и наоборот.
То есть, нет необходимости использовать эффективное пятно для выполнения всего расплавления при изготовлении объекта. Однако по меньшей мере часть расплавления строительного материала выполняют, используя эффективное пятно, описанное выше. Например, может быть предпочтительным, чтобы при изготовлении объекта в течение по меньшей мере 50%, 70%, 80% или 90% времени, когда луч подают на строительный материал, его подают так, чтобы создать эффективное пятно изобретения.
В некоторых вариантах осуществления изобретения двухмерное распределение энергии эффективного пятна динамически адаптируют во время смещения эффективного пятна по отношению к изготавливаемому объекту. Этим можно выполнить адаптацию эффективного пятна к области или участку объекта, изготавливаемого в настоящее время. Выражение "динамическая адаптация" обозначает тот факт, что адаптация может происходить динамически во время смещения эффективного пятна, то есть, "в ходе процесса", без прерывания процесса, например, на переключение между разными оптическими устройствами, и без переключения между разными световыми лучами. Для осуществления этого вида динамической адаптации можно использовать разные средства, некоторые из которых указаны ниже. Например, в некоторых вариантах осуществления изобретения систему сканирования можно использовать для осуществления динамической адаптации (например, путем адаптации работы гальванических зеркал или других средств сканирования, чтобы модифицировать первую модель сканирования и/или скорость первичного пятна по модели сканирования или по ее одному или нескольким сегментам или частям), и/или можно адаптировать мощность луча и/или размер первичного пятна. Для управления динамической адаптацией можно использовать регулирование по разомкнутому или замкнутому циклу. Динамическая адаптация может влиять на вид распределения энергии в какой-то области эффективного лазерного пятна и/или на фактическую форму эффективного лазерного пятна, и часто может влиять на размер или форму зоны расплавления. Например, длина эффективного пятна (например, в направлении движения эффективного пятна) и/или ширина эффективного пятна (например, перпендикулярно направлению движения эффективного пятна) может быть динамически адаптирована в ходе процесса, и/или "дырки" (то есть, области, где отсутствует энергия или где она присутствует в малой степени) могут быть созданы в эффективном пятне в соответствии с областями, где расплавление строительного материала нежелательно. Размер и форма зоны расплавления могут быть определены по двухмерному распределению энергии.
В некоторых вариантах осуществления изобретения двухмерное распределение энергии эффективного пятна динамически адаптируют во время смещения эффективного пятна по дорожке, например, чтобы адаптировать ширину эффективного пятна к соответствующему размеру части изготавливаемого объекта.
В некоторых вариантах осуществления изобретения динамическая адаптация происходит один раз или несколько раз, например, непрерывно, во время прохода эффективного пятна по дорожке, например по второй модели сканирования или ее части, например, по прямой или кривой части второй модели сканирования. Например, ширина эффективного пятна может быть адаптирована один раз или несколько раз, например непрерывно, во время прохода эффективного пятна по дорожке, например по прямой или кривой части второй модели сканирования.
В некоторых вариантах осуществления изобретения адаптацию двухмерного распределения энергии эффективного пятна выполняют, адаптируя мощность луча, например включая и выключая луч. Это включает перерыв в подаче луча в его источнике, а также другие варианты, такие как прерывания луча блокировкой пути луча, например, шторкой и сочетания этих способов. Например, при использовании такого лазера как волоконный лазерный луч можно включать и отключать очень быстро, что дает возможность получать желательное распределение энергии включая и отключая лазерный луч, следуя по модели сканирования. Таким образом, нагрев может быть достигнут путем включения лазерного луча на определенных линиях или частях линий модели сканирования. Например, может быть принят пиксельный подход, согласно которому двухмерное распределение энергии определяется по состоянию включения/отключения лазера на разных частях или сегментах первой модели сканирования.
В некоторых вариантах осуществления изобретения адаптацию двухмерного распределения энергии эффективного пятна выполняют путем адаптации первой модели сканирования.
В некоторых вариантах осуществления изобретения адаптацию двухмерного распределения энергии эффективного пятна выполняют путем адаптации скорости, с которой первичное пятно движется по меньшей мере по части первой модели сканирования.
То есть, двухмерное распределение энергии может быть адаптировано путем адаптации, например, мощности луча, например, путем переключения между разными состояниями мощности, например, между состояниями включения и отключения, и/или путем адаптации модели сканирования, например, добавления или оставления сегментов, или изменения ориентации и/или длины сегментов, или полной замены модели на другую, и/или путем адаптации скорости, с которой луч движется по модели сканирования, например, по ее одному или нескольким сегментам. Выбор между разными средствами для адаптации двухмерного распределения энергии может быть сделан на основе обстоятельств, таких как способность оборудования быстро перестраиваться между состояниями мощности луча, и от способности сканирующего устройства изменять модель и/или скорость, с которой первичное пятно движется по модели сканирования.
В некоторых вариантах осуществления изобретения фокус луча динамически адаптируют во время смещения первичного пятна по первой модели сканирования и/или во время смещения эффективного пятна по отношению к изготавливаемому объекту. Например, фокус светового луча по оптической оси может быть динамически изменен в ходе процесса, например, чтобы изменить или сохранить размер первичного пятна при его смещении по первой модели сканирования, и/или пока эффективное лазерное пятно смещается по отношению к изготавливаемому объекту. Например, оптический фокус может быть адаптирован, чтобы сохранить размер первичного пятна постоянным, пока первичное пятно движется по поверхности изготавливаемого объекта (например, чтобы компенсировать изменения в расстояниях между сканирующим устройством и положением первичного светового пятна на изготавливаемом объекте). В некоторых вариантах осуществления изобретения размер первичного пятна динамически адаптируют во время смещения первичного пятна по первой модели сканирования и/или во время смещения эффективного пятна по отношению к изготавливаемому объекту, чтобы модифицировать двухмерное распределение энергии и/или размер эффективного пятна.
В некоторых вариантах осуществления изобретения по меньшей мере на одной стадии способа эффективное пятно включает ведущую часть, имеющую более высокую плотность энергии чем задняя часть эффективного пятна (эта схема может быть предпочтительной, когда желательно быстро достигнуть определенной температуры, и после этого обеспечить подвод энергии, достаточно, например, для поддержания материала на требуемой температуре в течение определенного времени), или эффективное пятно включает ведущую часть с более низкой плотностью энергии чем задняя часть эффективного пятна (эта схема может быть предпочтительной, когда желательно сначала подогреть материал в течение некоторого времени перед тем, как довести его до определенной температуры, такой как для расплавления строительного материала). В некоторых вариантах осуществления изобретения эффективное пятно включает промежуточную часть, имеющую более высокую плотность энергии чем ведущая часть и задняя часть эффективного пятна. В некоторых вариантах осуществления изобретения эффективное пятно обладает по существу равномерным распределением энергии при по существу постоянной плотности энергии во всем эффективном пятне.
Как сказано выше, двухмерное распределение энергии можно адаптировать динамически при осуществлении данного способа, например, чтобы оно было разным по отношению к разным частям изготавливаемого объекта, и эта адаптация может быть выполнена не только в начале и/или в конце дорожки, по которой прошло эффективное пятно, но и на самой дорожке. Например, двухмерное распределение энергии может быть динамически адаптировано в соответствии с формой части изготавливаемого объекта в любой момент времени, например, как функция ширины части в процессе формирования, но с учетом дырок или отверстий в формируемом объекте и т.д.
В некоторых вариантах осуществления изобретения средняя скорость первичного пятна на первой модели сканирования значительно выше чем средняя скорость, с которой эффективное пятно смещается по отношению к изготавливаемому объекту. Например, средняя скорость первичного пятна на первой модели сканирования предпочтительно может быть в 10 раз выше, более предпочтительно по меньшей мере в 100 раз выше чем средняя скорость, с которой эффективное пятно смещается по отношению к изготавливаемому объекту. Высокая скорость первичного пятна уменьшает колебания температуры в эффективном пятне во время одного прохода первичного пятна по первой модели сканирования.
В некоторых вариантах осуществления изобретения луч сканируется в соответствии с первой моделью сканирования, так что эта первая модель сканирования повторяется лучом с частотой больше чем 10, 25, 50, 75, 100, 150, 200 или 300 Гц (т.е., число повторений модели сканирования в секунду). Высокая скорость повторения подходит для уменьшения или предотвращения нежелательных колебаний температуры в областях, нагреваемых эффективным пятном, между каждым циклом сканирования, то есть, между каждым проходом луча по первой модели сканирования. В некоторых вариантах осуществления изобретения первая модель сканирования остается постоянной, и в других вариантах осуществления изобретения первая модель сканирования модифицируется между некоторыми или всеми проходами луча по модели сканирования.
В некоторых вариантах осуществления изобретения размер (то есть, площадь) эффективного пятна, такой как средний размер эффективного пятна в ходе процесса или размер эффективного пятна по меньшей мере в один момент процесса, такой как максимальный размер эффективного пятна во время процесса, больше размера первичного пятна в 4, 10, 15, 20 или 25 раз. Например, в некоторых вариантах осуществления изобретения первичное пятно, имеющее размер порядка 3 мм2 можно использовать для создания эффективного пятна, имеющего размер больше чем 10 мм2, например больше чем 50 или 100 мм2. Размер эффективного пятна может быть динамически модифицирован в ходе процесса, но большой средний размер часто предпочтителен для повышения производительности, и большой максимальный размер может быть полезным для повышения производительности по меньшей мере во время части процесса, например, про изготовлении/расплавлении больших внутренних областей изготавливаемого объекта.
В некоторых вариантах осуществления изобретения этапы а) и b) выполняют неоднократно несколькими циклами, причем каждый цикл включает:
- выполнение этапа а), подача строительного материала как слоя;
- выполнение этапа b), чтобы расплавить строительный материал в области упомянутого слоя, и упомянутая область соответствует поперечному сечению изготавливаемого объекта.
Поэтому при использовании этого подхода объект выращивается послойно, причем каждый слой имеет толщину, соответствующую толщине расплавленной части слоя. Например, этот вариант осуществления может охватывать реализацию изобретения как процесс расплавления порошка на платформе, например, как процесс SLS. Строительный материал может, например, быть помещен на платформу, которая смещается вниз на расстояние, соответствующее толщине расплавленной области, каждый раз, когда выполнен этап b). Строительный материал может быть в форме порошка и может быть распределен как слой, имеющий определенную толщину, с помощью, например, вращающийся в противоположном направлении разравнивающий валик.
В некоторых вариантах осуществления изобретения этапы а) и b) выполняют параллельно, так что строительный материал расплавляется эффективным пятном по мере его подачи, обеспечивая непрерывный поступательный рост изготавливаемого объекта. Этот вариант охватывает процессы осаждения лучом. Например, строительный материал может быть предоставлен в форме порошка на нагрет лучом, чтобы расплавиться, формируя зону расплавления. Изготавливаемый объект или подложка, на которой он должен быть изготовлен, могут двигаться относительно лазерного луча при продолжении подачи строительного материала, в результате чего шлейф расплавленного строительного материала формируется, охлаждается и затвердевает.
Способ может быть осуществлен под управлением компьютера, причем вводимыми данными включают данные, определяющие структуру объекта, который должен быть изготовлен, например, данные САПР, относящиеся к структуре объекта, который должен быть изготовлен.
В некоторых вариантах осуществления изобретения первой моделью сканирования является многоугольная модель сканирования, включающая множество линий. Например, первой моделью сканирования может быть многоугольник, такой как треугольник, квадрат или прямоугольник, пятиугольник, шестиугольник, семиугольник, восьмиугольник и т.д. Многоугольник необязательно должен быть совершенным, например, линии, составляющие многоугольник, в некоторых вариантах осуществления могут быть более или менее кривыми, и края многоугольника, где встречаются эти линии, могут быть закругленными и т.д.
В некоторых вариантах осуществления изобретения первая модель сканирования включает множество линий, т.е. множество прямых или кривых линий, которые в некоторых вариантах осуществления изобретения расположены по существу параллельно друг другу. В некоторых вариантах осуществления изобретения существуют две, три, четыре или больше таких линий.
В некоторых вариантах осуществления изобретения первая модель сканирования включает по меньшей мере три сегмента, и упомянутое сканирование энергетическим лучом выполняют так, что такой луч или пятно следует по одному из таких сегментов чаще чем по меньшей мере по другому из этих сегментов. Эта система выгодна тем, что она повышает гибкость и способ, которым модель сканирования может быть использована для получения адекватного и, когда требуется, симметричного или по существу симметричного распределения энергии. Например, один из таких сегментов может быть использован как путь или перемычка, по которому следует луч при перемещении между двумя другими сегментами, так что передача пятна, проецируемого лучом между разными частями (такими как начало и конец) первой модели сканирования, может быть осуществлен с использованием сегментов (таких как промежуточные сегменты) модели сканирования для передачи, посредством чего передача часто может быть осуществлена без отключения луча и без искажения симметрии двухмерного распределения энергии, когда такая симметрия желательна.
В некоторых вариантах осуществления изобретения первая модель сканирования включает по меньшей мере три по существу параллельных прямых или кривых линии, распределенные одна за другой в первом направлении, причем эти линии обычно проходят во втором направлении, и эти по меньшей мере три линии составляют первую линию, по меньшей мере одну промежуточную линию и последнюю линию, расположенные одна за другой в упомянутом первом направлении, причем упомянутое сканирование луча осуществляется так, что этот луч или пятно следует по упомянутой промежуточной линии чаще чем по первой линии и/или последней линии. То есть, например, луч может следовать по промежуточной линии в два раза чаще чем по первой линии и последней линии, например, луч может проходить по промежуточной линии каждый раз, когда он переходит с первой линии к последней линии, и наоборот. То есть, промежуточная линия или линии могут служить как перемычка, по которой следует проецируемое пятно при перемещении между первой и последней линиями.
Эта схема была сочтена практичной и легкой в реализации, и было установлено, что адекватные распределения энергии часто могут быть получены путем адаптации скорости сканирования и без существенной адаптации мощности луча. Также можно модифицировать мощность луча во время сканирования, чтобы приспособиться к распределению энергии, но быстрое переключение мощности не всегда возможно или желательно, и если луч, такой как лазерный, будет находиться на низком уровне мощности или будет отключен во время значительных частей цикла сканирования, то это может повлечь неоптимальное использование мощности оборудования, что будет серьезным недостатком при использовании оборудования, такого как лазерное, для аддитивного производства. Таким образом, часто желательно работать с лучом в состоянии полного включения, чтобы полностью пользоваться преимуществом доступной мощности.
Часто желательно использовать три или больше линий, расположенных таким образом, то есть, одна за другой в направлении, отличающемся от, например перпендикулярном, направления в котором проходят линии, чтобы получить значительное распространение эффективного пятна не только в направлении по линиям, но и в другом направлении, чтобы сделать эффективное пятно адекватным для нагрева достаточно широкой области до достаточно высокой температуры и чтобы поддерживать температуру на требуемом уровне или уровнях в течение достаточного времени, при этом позволяя эффективному пятну проходить с относительно высокой скоростью, этим обеспечивая высокую производительность. Таким образом, значительное распространение эффективного пятна в двух измерениях часто будет преимуществом.
В некоторых вариантах осуществления изобретения первая модель сканирования включает по меньшей мере три по существу параллельные линии или сегменты, расположенные одна за другой в первом направлении, таком как направление, в котором проходит эффективное пятно в ходе процесса, причем эти линии проходят во втором направлении, таком как направление, перпендикулярное первому направлению. В некоторых вариантах осуществления изобретения упомянутые по меньшей мере три линии включают первую линию, по меньшей мере одну промежуточную линию и последнюю линию, расположенные друг за другом в упомянутом первом направлении, и сканирование луча осуществляется так, чтобы проецируемое пятно сканировалось по упомянутым линиям в последовательности в соответствии с которой пятно, после прохода по первой линии проходит по упомянутой промежуточной линии, упомянутой последней линии, упомянутой промежуточной линии и упомянутой первой линии в этом порядке.
Вышеприведенное определение не означает, что сканирование должно начинаться с первой линии, а только указывает последовательность, согласно которой луч проходит по вышеупомянутым линиям модели сканирования. Также это не исключает что между этим (например, до или после) прохождения по некоторым или всем линиям, указанным выше, луч может проходить по другим линиям, таким как линии, соединяющие первую, последнюю и промежуточную линии и/или дополнительные промежуточные линии.
То есть, в этих вариантах осуществления после прохождения по первой линии луч всегда следует по упомянутой промежуточной линии дважды перед прохождением снова по первой линии. Поскольку более прямой подход мог бы быть осуществлен для выполнения сканирования, когда после последней линии луч и проецируемое им пятно возвращались прямо к упомянутой первой линии, было установлено, что последовательность согласно этим вариантам осуществления изобретения подходит для достижения симметричного распределения энергии по оси симметрии, проходящей в упомянутом первом направлении.
В некоторых вариантах осуществления изобретения модель сканирования включает множество упомянутых промежуточных линий. Число линий может быть выбрано оператором или разработчиком способа или разработчиком оборудования в зависимости, например, от размера первичного пятна, проецируемого лучом, и желательного размера эффективного пятна, например, в первом направлении. Например, минимальное число линий в некоторых вариантах осуществления может составлять три, но во многих практических реализациях может быть использовано большее число линий, например, четыре, пять, шесть, десять или больше, считая первые, последние и промежуточные линии. В некоторых вариантах осуществления изобретения число линий изменяют, чтобы модифицировать распределение энергии, когда эффективное пятно проходит по той области поверхности, где должно происходить расплавление строительного материала.
В некоторых вариантах осуществления изобретения первичное пятно смещается с более высокой скоростью по меньшей мере по одной промежуточной линии чем по первой линии и последней линии. Это часто предпочтительно, чтобы достигнуть адекватного распределения энергии в упомянутом первом направлении, по меньшей мере в части или существенной части процесса. Более высокая скорость луча при движении по промежуточным линиям или по меньшей мере при движении по одной или некоторым из них компенсирует тот факт, что луч движется по промежуточным линиям вдвое чаще чем по первым и последним линиям. Например, скорость первичного пятна на промежуточных линиях может в некоторых вариантах осуществления изобретения быть примерно в два раза больше скорости первичного пятна на первой и/или последней линиях. Скорость может быть разной на разных промежуточных линиях. Скорость для каждой линии может быть выбрана в соответствии с желательным распределением энергии в первом направлении. Теперь скорость, с которой эффективное пятно смещается по разным линиям или сегментам модели сканирования, может быть динамически модифицирована, когда эффективное пятно проходит по той области, где должно происходить расплавление строительного материала, например, чтобы адаптировать распределение энергии для оптимизации хода процесса, например, для повышения качества продукта.
В некоторых вариантах осуществления изобретения модель сканирования также включает линии, проходящие в упомянутом первом направлении между концами первой, последней и промежуточной линий, в силу чего первичное пятно следует по упомянутым линиям, проходящим, как сказано, в первом направлении, при движении между первой линией, промежуточными линиями и последней линией. В некоторых вариантах осуществления изобретения первичное пятно смещается с более высокой скоростью по упомянутым линиям, проходящим в первом направлении, чем по упомянутой первой линии и упомянутой последней линии, по меньшей мере в части процесса.
В некоторых вариантах осуществления изобретения луч смещается по упомянутой первой модели сканирования без включения и отключения луча и/или при поддержании мощности луча по существу постоянной. Это дает возможность выполнять сканирование на высокой скорости, не принимая во внимание возможность оборудования, такого как лазерное, переключаться между разными уровнями мощности, например путем включения и отключения, и дает возможность использовать оборудование, которое может не допускать очень быстрого переключения между уровнями мощности. Также это обеспечивает эффективное использование доступной выходной мощности, то есть, производительности оборудования в смысле мощности.
Использование электронных лучей для аддитивного производства известно в данной области техники. Настоящее изобретение использует световой луч, такой как лазерный луч, вместо электронного луча. Световой луч, такой как лазерный луч, предпочтителен по таким аспектам как стоимость, надежность и доступность. Имеются подходящие системы сканирования, например, основанные на отражающих средствах, таких как зеркала, работающих под электронным управлением. В некоторых вариантах осуществления изобретения мощность лазерного луча составляет больше 1 кВт, например больше 3 кВт, больше 4 кВт, больше 5 кВт или больше 6 кВт, по меньшей мере во время части процесса. Традиционно, когда первичное лазерное пятно сканируется в растровом режиме для заполнения области строительного материала, которая должна быть расплавлена, часто используют лазеры, имеющие мощность порядка 400 Вт. При данном подходе, основанном на создании увеличенного эффективного лазерного пятна, можно использовать повышенную мощность, в результате чего повышается производительность.
В некоторых вариантах осуществления изобретения первая модель сканирования может быть реализована в соответствии с положениями документа WO-2014/037281-A2, например, в соответствии с положениями, касающимися его Фиг. 9-11.
В еще одном аспекте изобретение относится к системе для получения объекта способом аддитивного производства, при этом система включает:
средства для подачи строительного материала и
средства для создания светового луча, такого как лазерный луч, для селективного расплавления строительного материала, чтобы поступательно изготавливать объект из расплавленного строительного материала. Система включает сканирующее устройство для сканирования светового луча по меньшей мере в двух измерениях. Система предназначена, т.е. запрограммирована, для осуществления способа, описанного выше.
Например, система может включать рабочий стол, на котором должен быть построен трехмерный объект/продукт, устройство для подачи порошка, которое предназначено для укладки тонкого слоя порошка на рабочий стол для формирования слоя порошка, устройство, создающее луч для передачи энергии порошку, в результате чего происходит расплавление порошка, средства для управления лучом на слое порошка для формирования поперечного сечения трехмерного продукта посредством расплавления частей упомянутого слоя порошка и компьютер, в котором хранится информация о последовательных поперечных сечениях этого трехмерного продукта, которые составляют трехмерный продукт. Компьютер управляет средствами наведения луча на слой порошка, чтобы сформировать поперечное сечение трехмерного объекта, и объект формируют путем последовательного сплавления поперечных сечений, последовательно сформированных из слоев порошка, последовательно укладываемых устройством для подачи порошка.
В некоторых вариантах осуществления изобретения средства для подачи строительного материала включают распыляющую порошок головку, включающую каркас, определяющий отверстие, сканирующее устройство расположено соответственно упомянутому каркасу, чтобы сканировать луч в двух измерениях через упомянутое отверстие, распыляющая порошок головка предназначена для распределения строительного материала в форме порошка в соответствии с упомянутым отверстием, так что строительный материал может быть селективно расплавлен лучом после его распределения, эта схема практична и позволяет осуществлять управляемое осаждение и расплавление строительного материала. Для удаления порошка, который не был расплавлен, предусмотрены отсасывающие средства.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для завершения описания и для более глубокого понимания изобретения прилагается набор чертежей. Эти чертежи являются неотъемлемой частью описания и иллюстрируют варианты осуществления изобретения, которые должны истолковываться не как ограничивающие объем изобретения, а просто как примеры того, как может быть реализовано изобретение. Чертежи включают следующие фигуры:
Фиг. 1 - схематический перспективный вид системы в соответствии с одним возможным вариантом осуществления изобретения, адаптированным для расплавления слоя порошка.
Фиг. 2 - схематически иллюстрирует пример двухмерного распределения энергии.
Фиг. 3А - схематический перспективный вид части системы в соответствии с еще одним возможным вариантом осуществления изобретения.
Фиг. 3В - вид сверху головки для распыления порошка системы в соответствии с вариантом осуществления с Фиг. 3А.
Фиг. 4А-4С - схематически иллюстрируют три разных головки для распыления порошка в соответствии с тремя разными вариантами осуществления изобретения.
Фиг. 4D и 4Е - показывают как головка для распыления порошка может быть связана со сканирующим устройством, позволяя этим двум деталям смещаться совместно по отношению к изготавливаемому объекту.
Фиг. 5 - схематически иллюстрирует эффективное пятно, созданное моделью сканирования, включающей множество параллельных линий.
Фиг. 6А и 6В - иллюстрируют одну возможную модель сканирования, включающую множество параллельных линий.
Фиг.7А и 7В - иллюстрируют модель сканирования для создания эффективного пятна в соответствии с одним вариантом осуществления изобретения.
Фиг. 8А и 8В - иллюстрируют модель сканирования для создания эффективного пятна в соответствии с еще одним вариантом осуществления изобретения.
Фиг. 9А-9С - иллюстрируют модели сканирования согласно другим вариантам осуществления изобретения.
Фиг. 10 - схематически иллюстрирует эффективное пятно в соответствии с одним возможным вариантом осуществления изобретения.
Фиг. 11А-11D - схематически иллюстрируют разные двухмерные распределения энергии эффективного пятна в соответствии с одним вариантом осуществления изобретения.
Фиг. 12A-12G - схематически иллюстрируют, как динамически адаптировать двухмерное распределение энергии эффективного пятна во время прохода эффективного пятна по дорожке в соответствии с одним вариантом осуществления изобретения.
ОПИСАНИЕ ПОРЯДКОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На Фиг. 1 схематически показана система SLS в соответствии с одним возможным вариантом осуществления изобретения для получения объекта из строительного материала, который подается в форме порошка, например, порошка металла. Система включает лазерное оборудование 1 для создания лазерного луча 2 и сканирующее устройство 3, включающее два зеркала или им подобных объекта для двухмерного сканирования лазерного луча 2 в горизонтальной (X-Y) плоскости. Оборудованием для создания лазерного луча в некоторых вариантах осуществления изобретения может быть оборудование, подходящее для создания лазерных лучей, имеющих относительно высокое содержание энергии, например 1 кВт или больше. Одним примером подходящего устройства является Ytterbium Laser System Model YLS-6000-CT-Y13 компании IPG Photonics номинальной мощностью 6 кВт.
Система также включает устройство для распределения строительного материала, включающее устройство наподобие стола с верхней поверхностью 101 с двумя отверстиями 102, через которые строительный материал подается из двух картриджей 103. В центре верхней поверхности 101 есть дополнительное отверстие, расположенное соответственно платформе 104, которое может смещаться в вертикальном направлении, то есть, параллельно оси Z системы.
Порошок поступает из картриджей 103 и осаждается на верхней стороне платформы 104. Валик 105 с обратным вращением для разравнивания порошка используется для распределения порошка, формируя слой 106 равномерной толщины.
Лазерный луч проецируется на слой 106 строительного материала на верхней стороне платформы 104 для расплавления строительного материала в выбранной области 11, которая соответствует поперечному сечению изготавливаемого объекта. После расплавления строительного материала в этой области 11 платформа опускается на расстояние, соответствующее толщине каждого слоя строительного материала, наносится новый слой 106 строительного материала с использованием валика 105, и процесс повторяется, в этот раз в соответствии с поперечным сечением объекта, который должен быть получен в соответствии с новым слоем.
Традиционно, расплавление осуществляется сканированием лазерного луча по области 11, которая должна быть расплавлена, например, путем прохождения проецируемым лазерным пятном множества параллельных линий, проходящих через расплавляемую область, до расплавления всей выбранной области. В соответствии с данным вариантом осуществления изобретения, лазерный луч (и первичное лазерное пятно, проецируемое лучом на строительный материал) сканируется неоднократно с относительно высокой скоростью, следуя первой модели сканирования (показанной как набор линий, проходящих параллельно оси Y, на Фиг. 1), этим создавая эффективное лазерное пятно 21, обозначенное квадратом на Фиг. 1. Это осуществляется с помощью сканирующего устройства 3. Это эффективное лазерное пятно 21 смещается согласно второй модели сканирования, например, параллельно множеству параллельных линий. На Фиг. 1 стрелка показывает, как эффективное лазерное пятно 21 может, например, смещаться параллельно оси X системы. На Фиг. 1 показано, как часть 11А области 11, подлежащей расплавлению, была расплавлена во время предыдущего прохода эффективного лазерного пятна 21 параллельно оси X, тогда как еще одна часть 11В все еще ожидает расплавления. После завершения расплавления платформа 104 будет опущена, и будет нанесен новый слой строительного материала в форме порошка.
Смещение эффективного лазерного пятна 21 согласно второй модели сканирования также может осуществляться сканирующим устройством 3 и/или, из-за смещения сканирующего устройства или сопутствующего оборудования, по дорожкам (не показаны на Фиг. 1), например, дорожкам, проходящим параллельно оси X и/или оси Y.
В многих вариантах этого варианта осуществления для подогрева слоя порошка предусмотрены средства подогрева, такие как источники ИК-света или другие нагревательные устройства. Подогрев осуществляется, например, до температуры, близкой к температуре плавления и/или температуре стеклования строительного материала, за счет чего снижается мощность, которая должна была бы быть приложена лазерным лучом, чтобы осуществить расплавление строительного материала. В других вариантах этого варианта осуществления или в дополнение к средствам подогрева подогрев может осуществлять ведущая часть эффективного лазерного пятна 21.
В некоторых вариантах осуществления изобретения система может включать средства для динамической адаптации размера первичного пятна (например, чтобы модифицировать двухмерное распределение энергии и/или размер эффективного лазерного пятна 21) и/или для фокусировки лазерного луча по оптической оси Это дает возможность управлять (т.е., изменять или поддерживать) размером первичного лазерного пятна, когда оно смещается по первой модели сканирования, и/или когда эффективное лазерное пятно 21 смещается по отношению к изготавливаемому объекту. Например, оптический фокус может быть адаптирован для поддержания размера первичного пятна постоянным, когда первичное пятно движется по поверхности изготавливаемого объекта (например, чтобы компенсировать изменения в расстоянии между сканирующим устройством и положением первичного лазерного пятна на изготавливаемом объекте). Например, средства для динамической адаптации фокуса лазерного луча могут в некоторых вариантах осуществления изобретения включать фокусирующее устройство varioSCAN®, доступное от компании SCANLAB AG (www.scanlab.de).
На Фиг. 2 схематически показано двухмерное распределение энергии в эффективном лазерном пятне 21, где больше энергии подается в некоторые части эффективного лазерного пятна чем в другие во время одного прохода первичного лазерного пятна по первой модели сканирования. Здесь стрелка показывает, как эффективное лазерное пятно проходит по слою металлического порошка, при этом слой имеет расплавленную часть 11А и еще не расплавленную часть 11В. Здесь больше энергии прилагается на ведущей части чем на задней части эффективного лазерного пятна 21.
На Фиг. 3А и 3В показана часть системы в соответствии с альтернативным вариантом осуществления изобретения, в котором строительный материал подается параллельно с его нагревом с использованием лазерного луча и сканирующего устройства 3. Как показано на Фиг. 3А, система включает устройство, включающее обрабатывающую головку 200, включающую головку для подачи порошка 201, интегрированную со сканирующим устройством 3, причем головка для подачи порошка 201 включает по существу прямоугольный каркас 202, в котором расположены несколько сопел 203, к которым поступает строительный материал, обычно в форме порошка, по каналам 205, показанным на Фиг. 3В. Таким образом, строительный материал в форме порошка 204 продавливается через сопла 203, формируя относительно тонкую пленку или слой порошка в соответствии с отверстием, определенным в каркасе 202. Сканирующее устройство 3 проецирует лазерный луч 2 через это отверстие и сканирует лазерный луч для получения эффективного лазерного пятна 21, как сказано выше и схематически показано на Фиг. 3А и 3В. В некоторых вариантах осуществления изобретения головка для подачи порошка 201 и сканирующее устройство 3 движутся совместно, являясь, например, частями одного и того же устройства, которое может смещаться по отношению к изготавливаемому объекту, так что материал селективно подается и наплавляется на этот объект в соответствии с областями, в которых объект должен расти при изготовлении. На Фиг. 3А и 3В модель сканирования схематически показана как модель в форме "цифровой 8", то есть, с тремя параллельными линиями, пересекаемыми двумя линиями на концах этих трех параллельных линий.
На Фиг. 4А, 4В и 4С показаны несколько вариантов других конструкций головки для подачи порошка, соответствующих трем разным вариантам осуществления изобретения. На Фиг. 4А показана головка для подачи порошка в соответствии с вариантами осуществления с Фиг. 3А и 3В. На Фиг. 4В и 4С показаны некоторые альтернативные конструкции. Во всех этих случаях присутствует каркас 202 с отверстием или каналом, через который лазерный луч может проецироваться на порошок, который проталкивается через сопла 203. В основном этот подход соответствует некоторым из так называемых коаксиального лазера и сопел для порошка, которые известны в данной области техники, но при этом центральное отверстие достаточно большое, чтобы позволить сканировать лазерный луч 2 в двух измерениях по первой модели сканирования. В некоторых вариантах осуществления изобретения обрабатывающая головка, включающая головку для подачи порошка 201 с каркасом 202 и соплами 203, а также сканирующее устройство 3, может смещаться так, чтобы смещать эффективное лазерное пятно по отношению к изготавливаемому объекту. То есть, в этих вариантах осуществления изобретения сканирующее устройство можно использовать для создания эффективного лазерного пятна с его двухмерным распределением энергии, тогда как смещение обрабатывающей головки 200 с головкой для подачи порошка 201 и сканирующим устройством 3 предусматривает смещение эффективного лазерного пятна и зоны расплавления. В других вариантах осуществления изобретения обрабатывающая головка 200 может быть фиксированной, и изготавливаемый объект может смещаться по отношению к обрабатывающей головке.
Головки для подачи порошка 201 на Фиг. 4А, 4В и 4С включают некоторое число сопел, предназначенных для подачи по существу двухмерного потока строительного материала, то есть, потока относительно тонкого по сравнению с его распространением в двух других направлениях. Вместо некоторого числа сопел может быть использовано одно широкое сопло. В некоторых вариантах осуществления изобретения средства для распыления порошка могут быть реализованы на основании документов US-2011/0168090-А1 и US-2011/0168092-A1.
Головка для подачи порошка также может включать всасывающее средство 206 для удаления порошка, который не был расплавлен лазерным лучом, как схематически показано на Фиг. 4В.
На Фиг. 4D и 4Е схематически показано, как обрабатывающая головка 200 в соответствии с одним возможным вариантом осуществления изобретения может включать сканирующее устройство 3, расположенное рядом с головкой для подачи порошка 201, в этом случае над ней, чтобы проецировать лазерный луч вниз через отверстие в каркасе на изготавливаемый объект 4. Строительный материал селективно расплавляется лазерным лучом при его подаче через сопла. Обрабатывающая головка 200 соединена с приводами 300 посредством тяг 301. В этом варианте осуществления изобретения смещение основано на концепции параллельного манипулятора. Однако можно использовать любые другие подходящие средства для смещения обрабатывающей головки. В некоторых вариантах осуществления изобретения изготавливаемый объект смещается по отношению к обрабатывающей головке. Также можно использовать сочетание этих двух подходов.
Было установлено, что часто может оказаться практичным создать модель сканирования, включающую больше чем две линии, расположенные одна за другой в направлении хода эффективного лазерного пятна (то есть, в направлении относительного движения между эффективным лазерным пятном и изготавливаемым объектом),как схематически показано на Фиг. 5, где эффективное лазерное пятно 21 создано множеством параллельных линий, проходящих в направлении, перпендикулярном направлению, в котором смещается эффективное лазерное пятно по отношению изготавливаемому объекту (это направление показано стрелкой на Фиг. 5). Линии могут иметь одинаковую или разную длину, и пространство между следующими линиями является одним из параметров, которые можно использовать для управления двухмерным распределением энергии.
Такая модель сканирования может быть создана путем неоднократного сканирования первичного лазерного пятна в направлении, перпендикулярном направлению, в котором движется эффективное лазерное пятно, смещая лазерный луч на небольшое расстояние перед каждым этапом сканирования, чтобы провести две, три или больше параллельных линий. После того, как первичное лазерное пятно завершит модель сканирования, оно возвратится в его исходное положение и снова выполнит модель сканирования. Частота, с которой это происходит, относительно высокая, чтобы избежать нежелательных колебаний температуры в пределах эффективного лазерного пятна 21.
Лазерный луч может быть отключен, когда он смещается к новой линии и/или в интервале между окончанием последней линии в модели сканирования и возвратом к первой линии модели сканирования. Однако включение или отключение лазерного луча требует времени и может замедлить частоту сканирования. Кроме того, время, когда лазерный луч отключен, является потерянным с точки зрения эффективного использования лазера для нагрева и расплавления.
На Фиг. 6А и 6В показана одна возможная модель сканирования, включающая три основных линии а-с (непрерывные линии) модели сканирования, и пунктирные линии, показывающие путь, по которому проходит лазерное пятно между этими линиями. Стрелки на Фиг. 6В схематически показывают путь, который первичное лазерное пятно проходит по поверхности.
Теперь, эта модель сканирования имеет проблему в том, что распределение тепла не будет симметричным. То же самое относится к случаю, когда в конце модели при окончании последней линии с (то есть, с головки стрелки линии с на Фиг. 6В), лазерный луч возвращается по вертикали к линии а.
Более симметричное распределение энергии по отношении к оси, параллельной направлению, в котором смещается эффективное лазерное пятно, может быть получено с моделью сканирования, показанной на Фиг. 7А и 7В, также содержащей три параллельные линии а-с, взаимосвязанные линией d, по которой проходит первичное лазерное пятно при движении между тремя параллельными линиями. Как показано на Фиг. 7В, лазерный луч, начиная с первой линии а, проходит следующим путем: а - d1 - b - d2 - с - d3 - b - d4.
То есть, первичное лазерное пятно проходит по промежуточной линии b вдвое больше чем по первой линии и по последней линии: оно проходит по промежуточной линии дважды каждый раз, когда оно проходит по первой линии а и последней линии с. Таким образом можно получить полностью симметричную модель сканирования по отношению к оси, параллельной направлению, в котором движется эффективное лазерное пятно.
Распределение энергии по этой оси можно установить регулировкой, например, расстояния между линиями а-с и скорости, с которой лазерный луч проходит по линиям. Регулируя скорость и/или модель сканирования, можно динамически адаптировать распределение энергии без необходимости включения и отключения лазерного луча или без существенной модификации мощности лазерного луча. Например, если энергия должна быть распределена по существу равномерно по эффективному лазерному пятну, лазерный луч может двигаться с повышенной скоростью по промежуточной линии b по сравнению с первой линией а и последней линией с. Например, скорость первичного лазерного пятна на линии b может быть вдвое больше скорости первичного лазерного пятна на линиях а и с. В некоторых вариантах осуществления изобретения скорость эффективного лазерного пятна на линиях d1-d4 также может быть существенно больше чем скорость эффективного лазерного пятна на линиях а и с.
Таким образом, требуемое распределение энергии может быть достигнуто путем адаптации распределения линий, таких как первая, последняя и промежуточная линии а-с, и путем адаптации скорости лазерного пятна на разных сегментах a-d (включая d1-d4) модели сканирования. Распределение сегментов и скорость на сегментах могут быть динамически модифицированы, когда эффективное лазерное пятно смещается по отношению к изготавливаемому объекту, чтобы адаптировать двухмерное распределение энергии. Также, модель сканирования может быть адаптирована путем добавления или удаления сегментов во время хода эффективного лазерного пятна.
Тот же принцип может быть применен к другим моделям сканирования, таким как модель сканирования на Фиг. 8А и 8В, которая включает дополнительную промежуточную линию b. Здесь путь, по которому следует первичное лазерное пятно следующий: а - d1 - b- d2 - b - d3 - с - d4 - b - d5 - b - d6.
На Фиг. 9A-9C показаны некоторые альтернативные модели сканирования. Например, первой моделью сканирования может быть многоугольник, такой как треугольник на Фиг. 9А, прямоугольник на Фиг. 9 В и восьмиугольник на Фиг. 9С.
На Фиг. 10 схематически показано эффективное пятно 21 в соответствии с одним возможным вариантом осуществления изобретения. Эффективное пятно имеет по существу прямоугольную форму с некоторой высотой и некоторой шириной. Стрелка на верху этой фигуры показывает направление, в котором смещается эффективное пятно 21.
Эффективное пятно 21 получают путем сканирования первичного пятна 2А, проецируемого лучом, следующим по модели сканирования, включающей пять параллельных линий, указанных рядами стрелок в эффективном пятне 21. В этом варианте осуществления ведущая часть 21А эффективного пятна обеспечивает определенный подогрев строительного материала, и задняя часть 21С предназначена для замедления процесса охлаждения. Фактическое расплавление материала происходит в центральной части 21В эффективного пятна 21, то есть, между ведущей частью 21А и задней частью 21С.
Эта центральная часть 21В соответствует зоне расплавления. То есть, как сказано выше, в противоположность тому, что обычно происходит в известных системах, в этом варианте осуществления зона расплавления имеет двухмерную форму с размером, значительно большим чем размер первичного пятна, и зона расплавления перемещается не с первичным пятном 2А по первой модели сканирования, а с эффективным пятном 21. Размер и/или форма эффективного пятна 21 и/или зоны расплавления 21В могут быть динамически адаптированы во время смещения эффективного пятна по дорожке следования эффективного пятна 21, например, принимая во внимание форму изготавливаемого объекта в области, где происходит нагрев.
На Фиг. 11А-11D схематически показаны разные двухмерные распределения энергии эффективного пятна в соответствии с одним вариантом осуществления изобретения. Например, на Фиг. 11А показано эффективное пятно с тремя полосами, проходящими через это эффективное пятно в направлении, перпендикулярном направлению хода эффективного пятна. Эти три полосы представляют области с высокой плотностью энергии. Первая полоса может быть предназначена для подогрева материала перед расплавлением, вторая полоса может быть предназначена для выполнения фактического расплавления, и третья полоса может быть предназначена для последующей обработки расплавленного материала, например, для снятия напряжений. Другие распределения энергии схематически показаны на Фиг. 11В-11D. Двухмерное распределение энергии может быть адаптировано динамически, например, путем добавления или удаления полос с высокой плотностью энергии и т.д. Например, на Фиг. 11F показано двухмерное распределение энергии с повышенной плотностью энергии ближе к сторонам эффективного пятна. Это часто может быть предпочтительным, чтобы получить по существу постоянную температуру на дорожке несмотря на то, что, например, отвод тепла от дорожки может быть выше на краях дорожки.
Обратную связь, например обратную связь на основе тепловых изображений, можно использовать для запуска динамической адаптации двухмерного распределения энергии, например, чтобы достигнуть и поддерживать желательное распределение температур в области обработки.
На Фиг. 12A-12G показан пример того, как двухмерное распределение энергии эффективного пятна 21 можно адаптировать, когда эффективное пятно смещается по дорожке (в направлении, схематически показанном стрелкой на Фиг. 12А) на слое 106 строительного материала. На Фиг. 12А показано, как эффективное пятно 21, сначала применяемое к строительному материалу 106, начинает нагревать строительный материал, и на Фиг. 12В двухмерное распределение энергии модифицировано так, что эффективное пятно увеличилось по длине на дорожке (в направлении стрелки на Фиг. 12А), имея ведущую часть с высокой плотностью энергии, чтобы получить быстрый рост температуры строительного материала, когда ведущая часть достигнет строительного материала.
На Фиг. 12С эффективное пятно 21 переместилось по дорожке также с его задним краем, и расплавленную часть 11А строительного материала можно видеть за эффективным пятном 21.
На Фиг. 12D эффективное пятно достигло секции изготавливаемого объекта, в которой часть объекта начинает уменьшаться по ширине, то есть, части, где расплавляемая дорожка прогрессивно становится уже. Здесь двухмерное распределение энергии динамически адаптируется к размерам части изготавливаемого объекта в каждый момент времени. Как показано на Фиг. 12D и 12Е, двухмерное распределение энергии адаптировано так, что эффективное пятно прогрессивно становится уже, и, помимо этого, и края эффективного пятна имеют контур, соответствующий форме расплавляемой части. То есть, здесь проекция эффективного пятна на строительный материал имеет по существу клиновидную форму.
На Фиг. 12Е эффективное пятно 21 достигло положения, в котором изготавливаемый объект имеет часть постоянной ширины. Здесь двухмерное распределение энергии адаптируется соответственно. Здесь проекция эффективного пятна на строительный материал 106 становится по существу прямоугольной. На Фиг. 12G можно видеть, что эффективное пятно движется дальше по дорожке. Таким образом, можно видеть, как форма расплавленного материала 11А соответствует тому, как динамически адаптируется двухмерное распределение энергии эффективного пятна, когда эффективное пятно 21 движется по дорожке. Однако настоящее изобретение явно не ограничено этим видом динамической адаптации эффективного пятна и его двухмерного распределения энергии.
В этом тексте термин "включает" и его производные (такие как "включающий" и т.д.) не должны пониматься в исключающем смысле, то есть, эти термины не должны истолковываться как исключающие возможность того, что описанное выше может включать другие элементы, этапы и т.д.
С другой стороны, изобретение явно не ограничено описанными выше конкретными вариантами осуществления, но также включает любые вариации, которые могут рассматриваться специалистом в данной области техники (например, в отношении выбора материалов, размеров, компонентов, конфигурации и т.д.) в пределах общего объема изобретения, который определен в формуле изобретения.





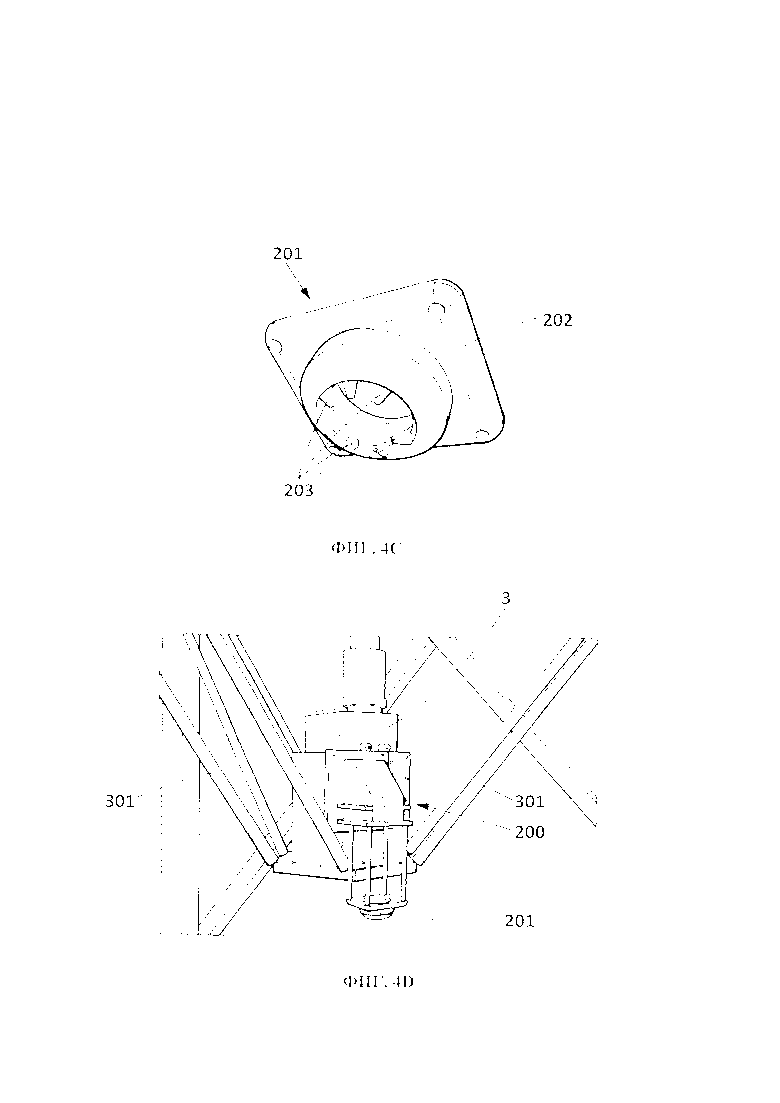
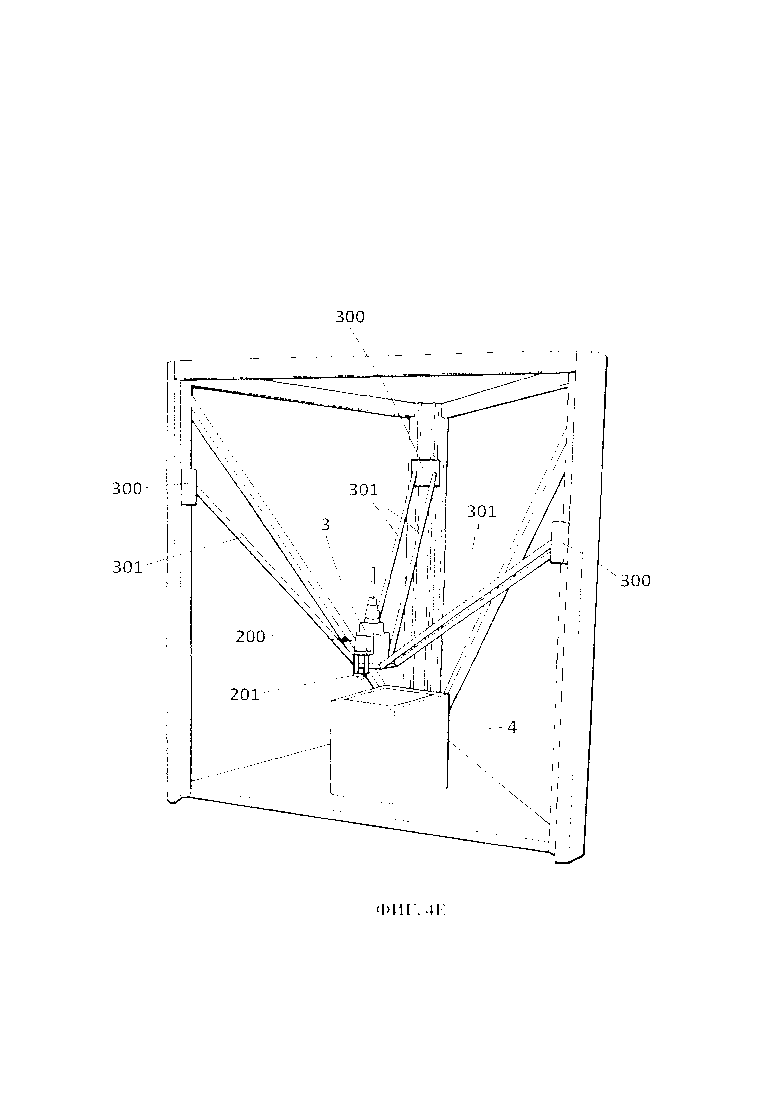
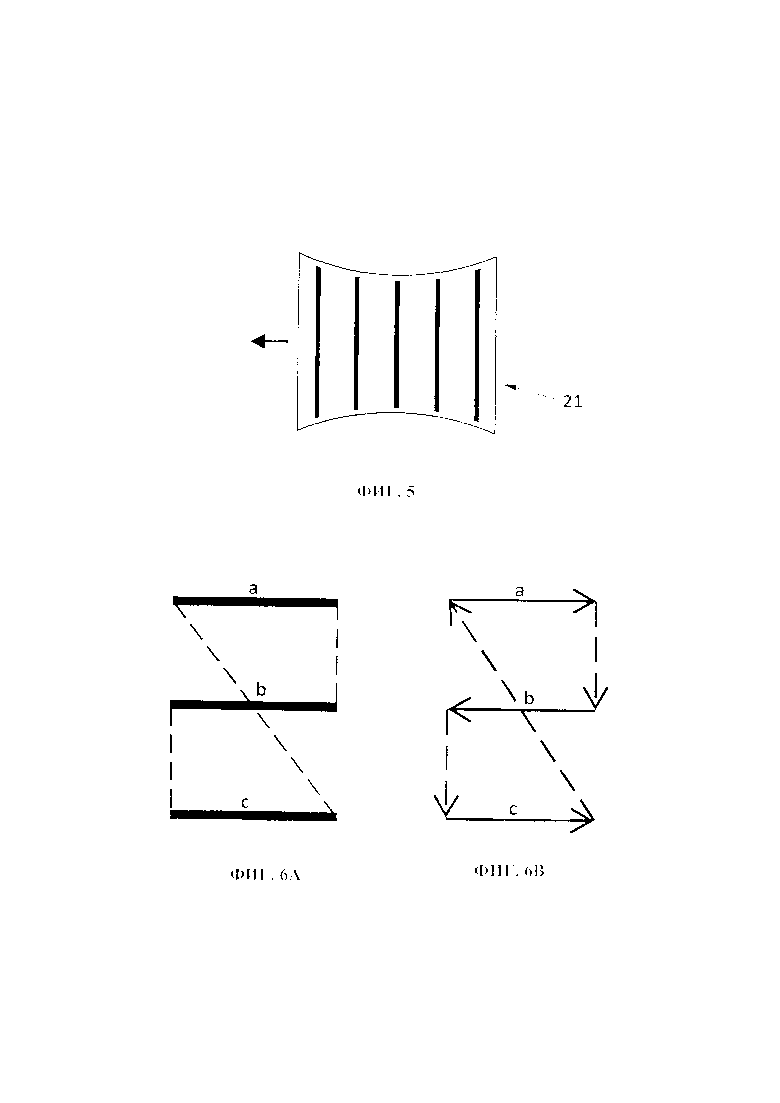

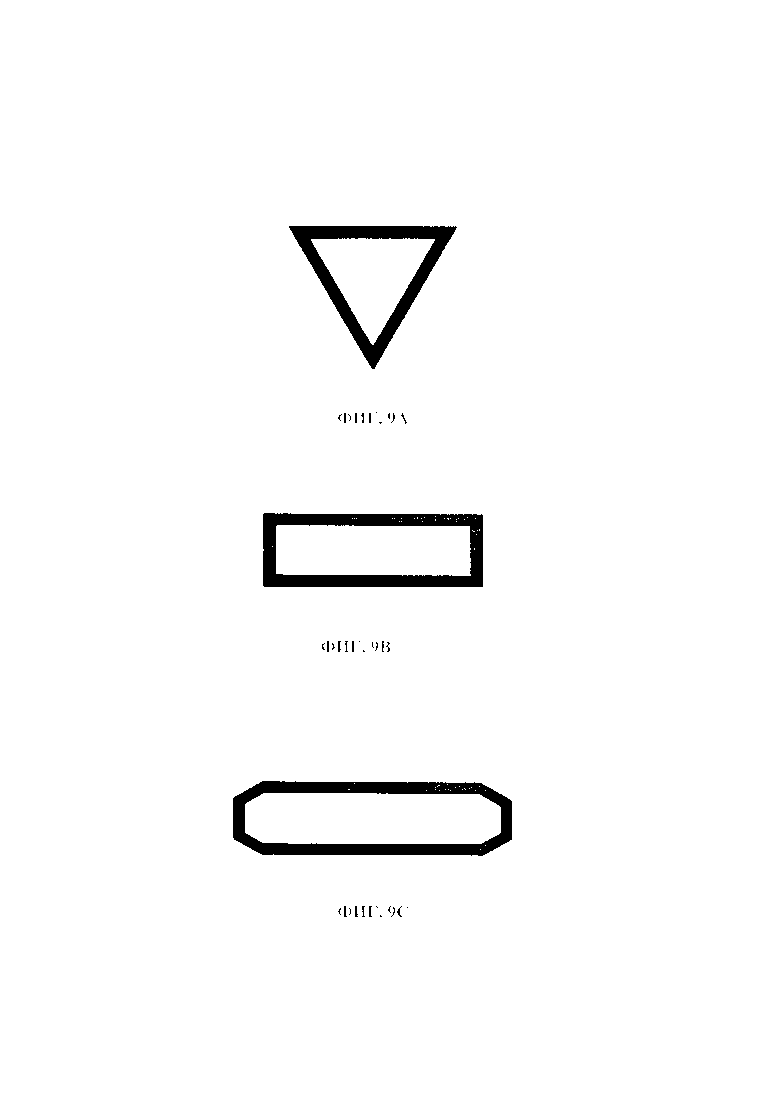


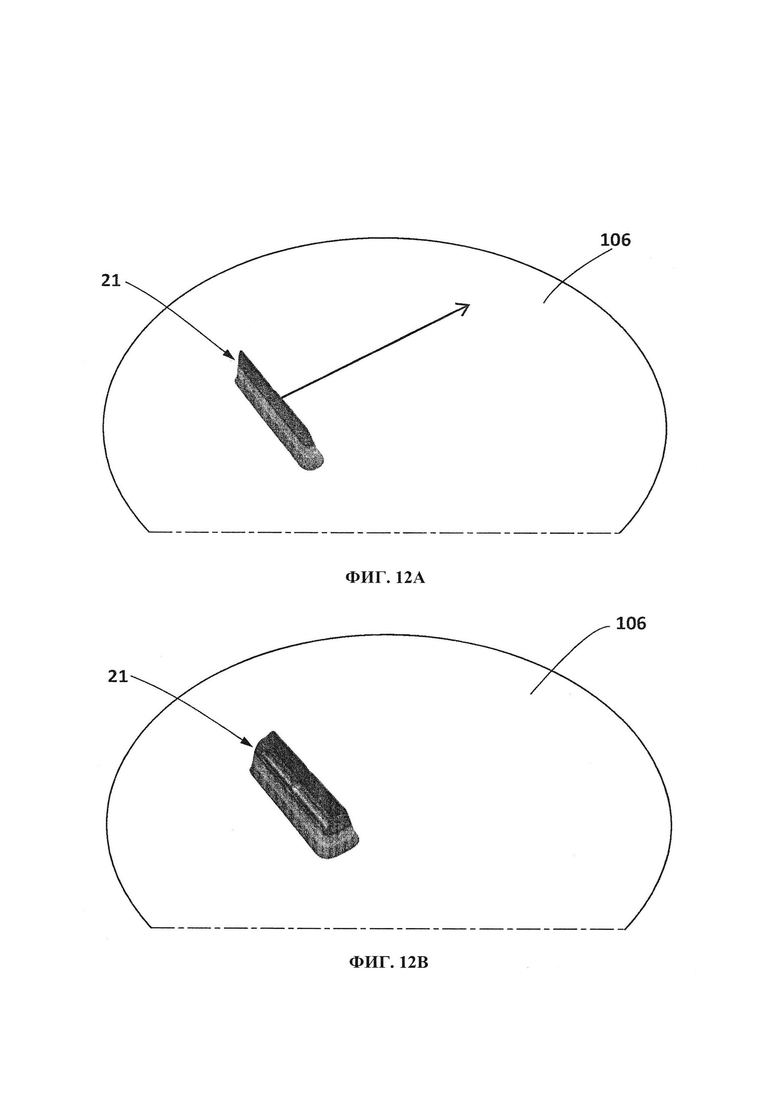
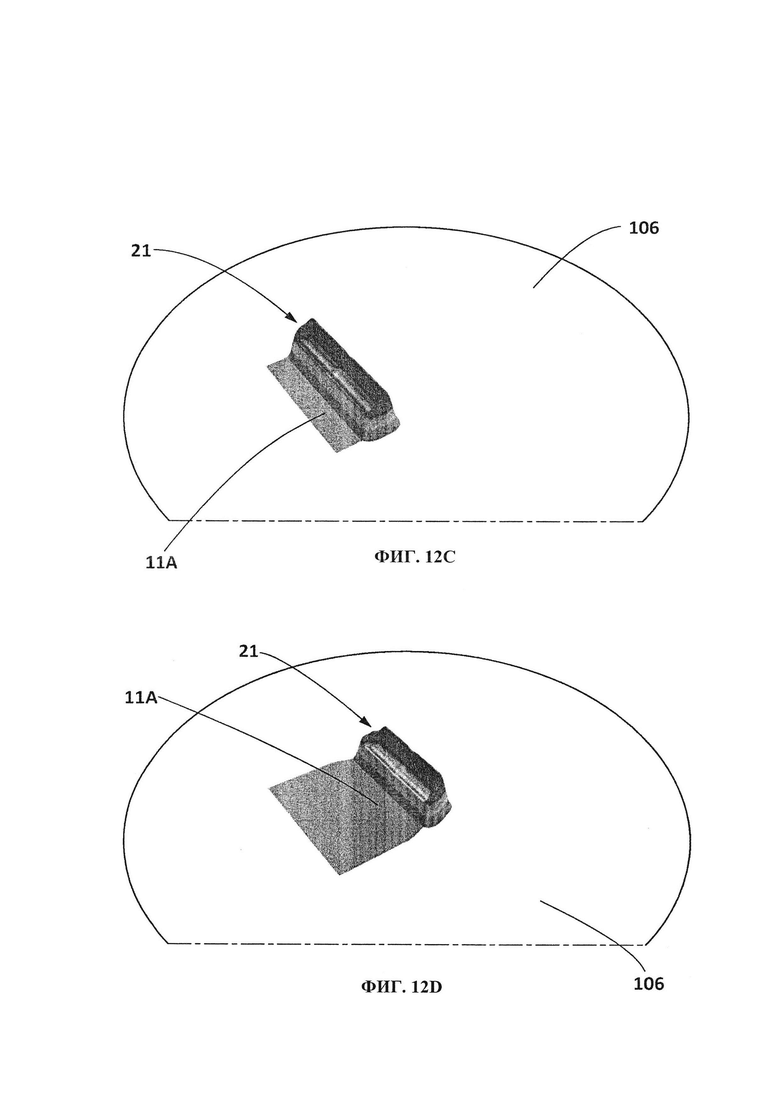


Изобретение относится к получению трехмерных объектов способом аддитивного производства. Способ включает этапы: а) подачи строительного материала и b) расплавления строительного материала световым лучом (2). При этом этапы а) и b) выполняют так, чтобы поступательно изготавливать объект из расплавленного строительного материала. На этапе b) луч (2) проецируют на строительный материал, чтобы создать на строительном материале первичное пятно, и луч неоднократно сканируют в двух измерениях в соответствии с первой моделью сканирования, чтобы создать эффективное пятно (21) на строительном материале. Причем это эффективное пятно имеет двухмерное распределение энергии. Эффективное пятно (21) смещается по отношению к изготавливаемому объекту, чтобы поступательно изготавливать объект путем расплавления строительного материала. Техническим результатом изобретения является повышение скорости и качества сплавления строительного материала. 2 н. и 23 з.п. ф-лы, 31 ил.
1. Способ изготовления объекта, причем способ включает этапы:
a) предоставления строительного материала и
b) расплавления строительного материала лазерным лучом (2),
отличающийся тем, что этапы а) и b) выполняют так, чтобы поступательно изготавливать объект из расплавленного строительного материала,
и тем, что на этапе b) луч (2) проецируют на строительный материал, чтобы получить первичное пятно (2А) на строительном материале, причем луч неоднократно сканируется в двух измерениях в соответствии с первой моделью сканирования, чтобы создать эффективное пятно (21) на строительном материале, и причем упомянутое эффективное пятно имеет двухмерное распределение энергии, и тем, что упомянутое эффективное пятно (21) смещается по отношению к изготавливаемому объекту, чтобы поступательно изготавливать объект путем расплавления строительного материала.
2. Способ по п. 1, отличающийся тем, что двухмерное распределение энергии эффективного пятна (21) динамически адаптируют во время смещения эффективного пятна (21) по отношению к изготавливаемому объекту.
3. Способ по п. 2, отличающийся тем, что двухмерное распределение энергии эффективного пятна (21) динамически адаптируют во время смещения эффективного пятна (21) по дорожке, чтобы адаптировать ширину эффективного пятна (21) к соответствующему размеру части изготавливаемого объекта.
4. Способ по п. 2 или 3, отличающийся тем, что адаптацию двухмерного распределения энергии эффективного пятна (21) осуществляют путем адаптации мощности луча (2), например путем селективного включения и отключения луча.
5. Способ по любому из пунктов 2-4, отличающийся тем, что адаптацию двухмерного распределения энергии эффективного пятна (21) осуществляют путем адаптации первой модели сканирования.
6. Способ по любому из пунктов 2-5, отличающийся тем, что адаптацию двухмерного распределения энергии эффективного пятна (21) осуществляют путем адаптации скорости, с которой первичное пятно (2А) движется по меньшей мере по части первой модели сканирования.
7. Способ по любому из предшествующих пунктов, отличающийся тем, что фокус луча и/или размер первичного пятна динамически адаптируют во время смещения первичного пятна (2А) по первой модели сканирования и/или во время смещения эффективного пятна (21) по отношению к изготавливаемому объекту.
8. Способ по любому из предшествующих пунктов, отличающийся тем, что во время по меньшей мере одной стадии способа эффективное пятно (21) включает ведущую часть, имеющую более высокую плотность энергии чем задняя часть эффективного пятна, или эффективное пятно (21) включает ведущую часть, имеющую более низкую плотность энергии чем задняя часть эффективного пятна, или эффективное пятно (21) включает промежуточную часть (21В), имеющую более высокую плотность энергии чем ведущая часть (21А) и задняя часть (21С) эффективного пятна, или эффективное пятно имеет по существу постоянную плотность энергии по всему эффективному пятну.
9. Способ по любому из предшествующих пунктов, отличающийся тем, что средняя скорость первичного пятна (2А) на первой модели сканирования существенно выше, чем средняя скорость, с которой эффективное пятно (21) смещается по отношению к изготавливаемому объекту.
10. Способ по любому из предшествующих пунктов, отличающийся тем, что луч сканируется в соответствии с упомянутой первой моделью сканирования, так что упомянутая первая модель сканирования повторяется лучом с частотой больше чем 10 Гц, предпочтительно больше чем 25 Гц, более предпочтительно больше чем 100 Гц.
11. Способ по любому из предшествующих пунктов, отличающийся тем, что размер эффективного пятна (21) превышает размер первичного пятна больше чем в 4 раза, предпочтительно больше чем в 10 раз, более предпочтительно больше чем по меньшей мере в 25 раз.
12. Способ по любому из предшествующих пунктов, отличающийся тем, что этапы а) и b) выполняют неоднократно в множестве циклов, причем каждый цикл включает:
- выполнение этапа а), подача строительного материала для слоя (106),
- выполнение этапа b), чтобы расплавить строительный материал в области (11) упомянутого слоя,
причем эта область соответствует поперечному сечению изготавливаемого объекта.
13. Способ по любому из пунктов 1-11, отличающийся тем, что этапы а) и b ) выполняют параллельно, так что строительный материал расплавляется эффективным пятном при его подаче, обеспечивая непрерывный поступательный рост изготавливаемого объекта.
14. Способ по любому из предшествующих пунктов, отличающийся тем, что первая модель сканирования включает множество линий.
15. Способ по п. 14, отличающийся тем, что упомянутые линии являются по существу параллельными линиями.
16. Способ по любому из пунктов 1-14, отличающийся тем, что первой моделью сканирования является многоугольник.
17. Способ по любому из пунктов 1-15, отличающийся тем, что упомянутая первая модель сканирования включает по меньшей мере три сегмента (а, b, с), и тем, что упомянутое сканирование луча (2) осуществляют так, что упомянутый луч следует по меньшей мере по одному из упомянутых сегментов (b) чаще чем по меньшей мере по одному из упомянутых сегментов (а, с).
18. Способ по п. 17, отличающийся тем, что первая модель сканирования включает по меньшей мере три по существу параллельные линии (а, b, с), расположенные одна за другой в первом направлении, причем упомянутые линии проходят во втором направлении,
тем, что упомянутые по меньшей мере три линии включают первую линию (а), по меньшей мере одну промежуточную линию (b) и последнюю линию (с), расположенные одна за другой в упомянутом первом направлении,
и тем, что упомянутое сканирование луча (2) осуществляют так, что упомянутый луч следует по упомянутой промежуточной линии (b) чаще чем по упомянутой первой линии (а) и/или упомянутой последней линии (с).
19. Способ по п. 17, отличающийся тем, что первая модель сканирования включает по меньшей мере три по существу параллельные линии (а, b, с), расположенные одна за другой в первом направлении, причем упомянутые линии проходят во втором направлении,
тем, что упомянутые по меньшей мере три линии включают первую линию (а), по меньшей мере одну промежуточную линию (b) и последнюю линию (с), расположенные одна за другой в упомянутом первом направлении,
и тем, что сканирование луча (2) осуществляют так, что луч сканируется по упомянутым линиям согласно последовательности, в соответствии с которое луч после прохождения по упомянутой первой линии (а), проходит по упомянутой промежуточной линии (b), упомянутой последней линии (с), упомянутой промежуточной линии (b) и упомянутой первой линии (а) в таком порядке.
20. Способ по любому из пунктов 18 и 19,
отличающийся тем, что упомянутая первая модель сканирования включает множество упомянутых промежуточных линий (b),
и/или луч (2) смещается с более высокой скоростью по упомянутой по меньшей мере одной промежуточной линии (b) чем по упомянутой первой линии (а) и последней линии (с), и/или
тем, что первая модель сканирования также включает линии (d1-d6), проходящие в упомянутом первом направлении между концами первой, последней и промежуточной линий, при этом упомянутый луч (2) проходит по упомянутым линиям (d1-d6), проходя в упомянутом первом направлении, когда он движется между упомянутой первой линией (а), упомянутыми промежуточными линиями (b) и упомянутой последней линией (с), причем, по выбору, луч смещается с более высокой скоростью по упомянутым линиям (d1-d6), проходя в первом направлении, чем по упомянутой первой линии (а) и упомянутой последней линии (с).
21. Способ по любому из пунктов 17-20, отличающийся тем, что луч смещается по упомянутой первой модели сканирования, при этом мощность луча поддерживается по существу постоянной.
22. Способ по любому из предшествующих пунктов, отличающийся тем, что луч создает зону расплавления в соответствии с эффективным пятном (21), причем зона расплавления смещается в соответствии со смещением эффективного пятна (21) по отношению к изготавливаемому объекту.
23. Способ по п. 1, отличающийся тем, что мощность лазерного луча больше чем 1 кВт, например больше чем 5 кВт.
24. Система для получения объекта способом аддитивного производства, причем система включает
средства для подачи строительного материала и
средства для создания лазерного луча (2) для селективного расплавления строительного материала, чтобы поступательно изготавливать объект из расплавленного строительного материала,
отличающаяся тем, что система включает сканирующее устройство (3) для сканирования лазерного луча по меньшей мере в двух измерениях,
и тем, что система предназначена для осуществления способа по любому из пунктов 1-23.
25. Система по п. 24, отличающаяся тем, что средства для подачи строительного материала включают головку для распыления порошка (201), включающую каркас (202), имеющий отверстие, сканирующее устройство (3), расположенное в соответствии с упомянутым каркасом (202), чтобы сканировать луч (2) в двух измерениях через упомянутое отверстие, причем головка для распыления порошка (201) предназначена для распределения строительного материала в форме порошка в соответствии с упомянутым отверстием, так что строительный материал может быть селективно расплавлен лучом (2) когда его распределяют.
| US 6833234 B1, 21.12.2004 | |||
| WO 2004056509 A1, 08.07.2004 | |||
| ТЕРМОСТАТ С ЭЛЕКТРОМАГНИТНЫМ УПРАВЛЕНИЕМ | 2013 |
|
RU2514553C1 |
| УСТРОЙСТВО И СПОСОБ ПОСЛОЙНОГО ПОЛУЧЕНИЯ ТРЕХМЕРНОГО ОБЪЕКТА ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2007 |
|
RU2370367C1 |

