ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу изготовления трехмерного тела посредством последовательного предоставления слоев порошка и сплавления вместе выбранных зон упомянутых слоев, зоны при этом соответствуют последовательным поперечным сечениям трехмерного тела.
УРОВЕНЬ ТЕХНИКИ
Оборудование для послойного изготовления трехмерного объекта с использованием порошкового материала, слои которого могут быть сплавлены с другом и отверждены посредством их облучения лучом электромагнитного излучения или электронов высокой энергии, известно, например, из US 4863538, US 5647931 и SE 524467. Такое оборудование включает, например, устройство для подачи порошка, средства для последовательного нанесения слоев порошка на вертикально регулируемую платформу или рабочую зону и средства для направления луча по рабочей зоне. Порошок спекается или плавится и застывает, по мере того как луч, слой за слоем, перемещается по рабочей зоне.
При плавлении или спекании порошка, используя луч высокой энергии, важно осуществлять полное управление температурой облучаемого материала для обеспечения объекта соответствующими свойствами материала и предотвращения геометрической деформации. Например, слишком высокая локальная температура может привести к разрушению изготавливаемого объекта, а слишком неравномерное распределение температуры может стать причиной трещин. Кроме того, для обеспечения полного сплавления, температура верхних слоев порошка должна во время плавления поддерживаться выше минимального уровня. Кроме управления температурой, также важно пытаться снижать время изготовления, т.е. пытаться перемещать луч по выбранной площади с максимальной эффективностью.
Только выбранные части или зоны каждого слоя порошка сплавляются вместе. Луч перемещается вдоль определенной траектории по каждой выбранной зоне в соответствии с шаблоном сканирования или штриховым шаблоном, что обеспечивает полное сплавление зон. Часто этот шаблон сканирования имеет вид параллельных линий, распределенных с одинаковым интервалом по выбранной зоне. Каждая их этих выбранных зон может включать несколько частей и соответствует поперечному сечению объекта, создаваемого на порошковой основе.
Перемещение луча в соответствии с шаблоном в виде параллельных линий может быть выполнено путем поочередного сканирования вдоль линий. Вследствие передачи теплоты с нагретого материала вдоль уже просканированных линий, температура материала вдоль определенной линии, по которой будет перемещаться луч, будет выше начальной температуры (т.е. выше температуры материала, когда сканируется первая линия). По меньшей мере, при использовании луча высокой энергии, это повышение температуры должно учитываться для поддержания соответствующей локальной температуры в пределах материала.
Один из способов такого учета заключается в изменении энергии луча в ответ на повышение температуры. Это может быть выполнено, например, посредством изменения мощности луча или изменения скорости перемещения луча по слою порошка. Примером является повышение скорости луча в точках поворота луча, где конец первой линии перемещения расположен близко к началу второй линии перемещения. Однако, для выполнения этого надлежащим образом, необходимо иметь информацию о температуре материала. Эта температура, или более точно, температура поверхности порошковой основы, может быть измерена с помощью тепловой камеры. Поправки в реальном времени или управление лучом на основании информации с такой камеры, однако, надлежащим образом осуществить затруднительно вследствие длительного времени отклика системы (если даже принимаются меры для незамедлительного понижения температуры при обнаружении повышенной температуры, температура вполне вероятно продолжит повышаться в течение некоторого времени). Тепловая камера может быть еще полезной для проверки, после завершения изготовления, наличия отклонений от нормы в процессе изготовления.
US 5904890 раскрывает способ, в котором скорость перемещения луча меняется как функция длины сканируемых линий при использовании шаблона сканирования с параллельными линиями. Скорость луча ниже для более длинных линий сканирования и выше для более коротких линий для предотвращения изменяющегося охлаждения при нахождении луча в стороне от определенной зоны. Целью является достижение равномерной плотности изготавливаемого продукта. Этот способ может быть полезным при упомянутом выше повышении температуры, если скорость луча является высокой по сравнению с длиной линий сканирования. Однако, если линии сканирования длинные, скорость луча должна регулироваться только в конце линий сканирования, и если линии распределены по нескольким выбранным зонам одного слоя порошка или с использованием другого шаблона, повышение температуры не будет одинаковым для всех частей зоны (зон). Кроме того, если энергия луча высокая, может потребоваться более сложный шаблон сканирования. В таких случаях, повышение температуры не будет учтено надлежащим образом, т.е. изменением скорости луча в зависимости от длины линий сканирования.
WO 2008/013483 раскрывает способ, в котором параллельные линии сканируются в конкретном порядке таким образом, что минимальное безопасное расстояние устанавливается между последовательно сканируемыми линиями. Таким образом, повышение температуры (и накопление заряженных частиц) между линиями сканирования учитывается путем предотвращения возникновения препятствий передаче тепла между последовательно сканируемыми линиями. Способ в первую очередь предназначен для подогрева слоя порошка при использовании луча с высокой скоростью и высокой мощностью, но может быть также использован для предотвращения возникновения препятствий передаче тепла на этапе плавления порошка. Однако это может привести к значительно продолжительному процессу изготовления.
Таким образом, существует необходимость в более продуманной стратегии сканирования, которая позволит осуществлять полное управление температурой, а также эффективное изготовление с точки зрения временных затрат.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью изобретения является предоставление способа, описанного выше, для изготовления трехмерного тела, этот способ обладает улучшенными возможностями управления температурой и ускорения изготовления. Эта цель достигается способом, определяемым техническими параметрами, содержащимися в независимом пункте 1 формулы изобретения. Зависимые пункты формулы изобретения содержат преимущественные варианты воплощения, дополнительные разработки и варианты изобретения.
Изобретение относится к способу изготовления трехмерного тела посредством последовательного создания слоев порошка и сплавления вместе выбранных зон упомянутых слоев, зоны при этом соответствуют последовательным поперечным сечениям трехмерного тела, где способ включает следующие этапы по меньшей мере для одного из упомянутых слоев: нанесение указанного по меньшей мере одного слоя порошка на рабочую зону, и сплавление вместе выбранной зоны указанного по меньшей мере одного слоя порошка посредством подачи энергии из излучающей пушки на выбранную зону.
Изобретение отличается тем, что способ включает следующие этапы: установление заданной траектории луча, предназначенной для использования при сплавлении вместе выбранной зоны указанного по меньшей мере одного слоя порошка; вычисление температуры в указанном по меньшей мере одном слое порошка вдоль заданной траектории луча как функции воздействия удельной энергии воображаемого луча, для которого принимается, что он перемещается вдоль заданной траектории луча; регулирование воздействия удельной энергии воображаемого луча вдоль заданной траектории луча в зависимости от вычисленной температуры и от условий, установленных для этапа сплавления вместе выбранной зоны; и предоставление, на основании вычислений и регулировок, рабочей схемы воздействия удельной энергии реального луча, предназначенной для использования для заданной траектории луча при сплавлении вместе выбранной зоны по меньшей мере одного слоя.
Термин "заданная траектория луча" относится к шаблону сканирования или линейчатому шаблону, используемому для выбранной зоны, и относится по меньшей мере к части траектории, по которой пятно луча должно двигаться при перемещении луча по выбранной зоне для плавления/сплавления порошка в пределах этой зоны. В принципе, заданная траектория луча может иметь любой вид, если она обеспечивает полное сплавление порошка в пределах заданной зоны, т.е. она может быть, например, прерывистой или непрерывной и включать как прямолинейные, так и криволинейные участки. Дополнительно, траектория луча может меняться, даже если линейчатый шаблон не меняется, например, если линии сканируются в другом порядке, или если одна линия сканируется в противоположном направлении.
Этап "вычисления температуры в указанном по меньшей мере одном слое порошка вдоль заданной траектории луча как функции воздействия удельной энергии воображаемого луча, для которого принимается, что он перемещается вдоль заданной траектории луча" означает, что локальная температура или распределение локальной температуры определяется для точек заданной траектории луча или близко к заданной траектории луча вдоль ее продолжения, например, посредством вычисления локальной температуры (распределения) в ряде точек, распределенных вдоль заданной траектории луча, учитывая энергию, воздействующую на материал посредством воображаемого луча, для которого принимается, что он обеспечивает воздействие удельной энергии по мере перемещения вдоль заданной траектории луча.
Локальная температура слоя порошка в определенной точке вдоль заданной траектории луча (т.е. в определенный момент времени) зависит, например, от начального распределения температуры в слое материала, тепловых свойств материала (таких как удельная теплопроводность), истории воздействия удельной энергии воображаемого луча (включая текущее положение луча и величину энергии или мощности, воздействующей на материал при перемещении луча в текущее положение), и геометрического шаблона траектории луча.
Термин "воздействие удельной энергии луча" относится к энергии, с которой луч (воображаемый или реальный) воздействует в единицу времени на единицу площади слоя (мощность луча и размер пятна), т.е. мощность, воздействующая на единицу площади, деленная на скорость луча. Таким образом, изменение воздействия удельной энергии может быть осуществлено посредством изменения скорости, с которой луч перемещается по поверхности слоя, изменения мощности луча и/или изменением размера пятна луча (т.е. площади поверхности, подвергаемой воздействию луча в определенный момент времени). При вычислениях, история воздействия удельной энергии воображаемого луча также включает, таким образом, изменения скорости, мощности или размера пятна. Также, форма луча и распределение энергии/мощности луча могут меняться и включаться в вычисления.
Вычисления могут быть сложными и длительными и могут применяться различные упрощения, позволяющие выполнять достаточно точные вычисления температуры, с учетом истории воздействия удельной энергии (которое может значительно влиять на температуру в точке заданной траектории луча, которой луч еще не достиг, но в которую тепло уже было передано от предыдущих уже "сплавленных" участков заданной траектории луча).
Этап "регулирование воздействия удельной энергии воображаемого луча вдоль заданной траектории луча в зависимости от вычисленной температуры и условий, установленных для этапа сплавления вместе выбранной зоны" означает, что по меньшей мере один из параметров луча, т.е. скорость луча, мощность и/или размер луча, регулируется на определенном участке заданной траектории луча, если, например, вычисления показывают, что температура становится выше в определенной точке, чем значение, заданное для максимальной температуры (что может привести, например, к повышению скорости луча или уменьшению мощности луча в точках, близких к этой конкретной точке, или изменению истории воздействия удельной энергии для снижения косвенного, вследствие теплопроводности, нагревания этой точки от предыдущих участков траектории луча).
Регулировки воздействия удельной энергии воображаемого луча вдоль заданной траектории луча могут осуществляться таким образом, что повторные вычисления температуры вдоль заданной траектории (ее участков) луча выполняются с использованием других параметров луча. Альтернативно, или в качестве дополнения, возможно использовать набор предварительно определенных данных, относящихся к материалу, предназначенному для сплавления, где указанный набор данных включает соответствующие значения воздействия удельной энергии в виде функции вычисляемой температуры и набора условий. Такие предварительно определенные данные являются преимущественными для избегания вычислений, отнимающих много времени, и могут быть использованы, например, при вычислении температуры ряда точек, распределенных вдоль заданной траектории луча. В зависимости от температуры, вычисляемой в "следующей" точке, расположенной относительно близко к точке, соответствующей текущему положению воображаемого луча, соответствующее значение воздействия удельной энергии, которое должно использоваться при перемещении луча от текущего положения до достижения "следующей" точки, может быть получено непосредственно из предварительно определенных данных. Эта процедура повторяется для остающихся точек, распределенных вдоль заданной траектории луча. Таким образом, при использовании этого способа, воздействие удельной энергии регулируется ступенчато вдоль заданной траектории луча.
Термин "рабочая схема" (для воздействия удельной энергии) относится к воздействию удельной энергии, т.е. как предполагается изменять скорость, мощность и размер пятна реального луча во времени (или в зависимости от положения вдоль траектории луча, так как это положение зависит от времени) во время выполнения этапа сплавления порошка. Таким образом, рабочая схема содержит информацию о том, как скорость, мощность и размер пятна луча должны меняться при сплавлении выбранной зоны. Этап предоставления или определения/установления этой рабочей схемы представляет собой извлечение и сводку результатов с предыдущих этапов. В примере выше с описанием ступенчатых регулировок воздействия удельной энергии, рабочая схема включает ступенчатые изменения параметров луча. Рабочая схема также может включать информацию о настройках параметров луча для участков заданной траектории луча, где вычисления температуры и регулировки воздействия удельной энергии могут не потребоваться, например, для начального участка заданной траектории луча.
Температура в материале соотносится с содержащейся в нем энергией. Поэтому, возможно вместо вычисления истинной температуры вычислять и использовать другой параметр, относящийся к энергии и температуре. Термин "вычисляемая температура" охватывает также такие соотносимые параметры.
Этапы установления заданной траектории луча посредством вычисления температуры вдоль заданной траектории луча, регулирования воображаемого воздействия удельной энергии и определения рабочей схемы не обязательно выполнять поочередно или строго в заданном порядке. Например, вычисления и регулировки могут выполняться повторно, и рабочая схема может быть определена поэтапно для участков всей траектории луча. Дополнительно, хотя этап установления заданной траектории луча может быть достаточно простым - предварительно установленный линейчатый шаблон с расположенными с одинаковым интервалом параллельных прямых линий и данным направлением сканирования - этот этап может включать вычисления и регулировки для определения наиболее подходящего линейчатого шаблона и наиболее подходящей окончательно выбранной заданной территории луча.
Соответственно, если кратко, изобретение относится к способу, в котором воздействие удельной энергии луча, которое должно использоваться при сплавлении вместе порошка, может быть предварительно установлено для изменения в ответ на повышение температуры для конкретного шаблона сканирования, который должен использоваться, посредством вычисления результирующей температуры вдоль траектории луча для различных воздействий удельной энергии и условий. Другими словами, способ изобретения позволяет предварительно определять, посредством вычислений и адаптации, как воздействие удельной энергии луча должно меняться во времени (или в зависимости от положения выбранной зоны), когда он перемещается вдоль шаблона траектории и плавит порошок.
Различные условия могут использоваться при вычислениях для оптимизации рабочей схемы и воздействия удельной энергии, такие как минимизация времени изготовления, предотвращение превышения определенной максимальной температуры, предотвращение превышения определенной температуры в течение определенного интервала времени, минимизация максимальной получаемой температуры, получение равномерной ширины расплавленного материала вдоль траектории луча, и различные комбинации этих условий, такие как компромисс между временем изготовления и максимальной получаемой температурой. Различные возможные траектории луча могут быть оценены перед выбором заданной траектории.
Для упрощения и ускорения вычислений, условия могут включать предварительно заданные (предварительно вычисленные) значения одного или двух параметров луча (скорость, мощность и размер пятна) и/или предварительно установленную траекторию луча, такую как набор параллельных линий, расположенных на одинаковом расстоянии друг от друга.
Способ согласно изобретению имеет родовой характер и применим к любой геометрии выбранной зоны. Необходимо отметить, что слой порошка может включать несколько выбранных зон с одинаковой или разной геометрией.
После определения соответствующей рабочей схемы воздействия удельной энергии, эта схема используется для фактического плавления/сплавления вместе (участка) выбранной зоны определенного слоя. Способ изобретения предпочтительно используется для всех или по меньшей мере большинства слоев формируемого объекта.
Преимущество изобретения заключается в том, что оно обеспечивает полное управление температурой и распределением температуры выбранной зоны и позволяет тщательно планировать этап сплавления. В свою очередь, это может быть использовано для предотвращения достижения повышенных температур (которые могут привести к разрушению изготавливаемого продукта), для получения однородного распределения температуры (что позволяет улучшить свойства продукта благодаря снижению напряжения и предотвращению образования трещин) и для ускорения изготовления (что позволяет достичь большей рентабельности производства).
В преимущественном варианте воплощения изобретения способ включает этап использования рабочей схемы воздействия удельной энергии при сплавлении рабочей зоны по меньшей мере одного слоя порошка.
В дополнительном преимущественном варианте воплощения изобретения воздействие удельной энергии представляет собой энергию воздействия луча в единицу времени на единицу площади, деленную на скорость луча, и это воздействие удельной энергии можно менять посредством изменения скорости луча, мощности луча и/или размера пятна луча.
В дополнительном преимущественном варианте воплощения изобретения способ включает использование набора предварительно определенных данных, относящихся к материалу, предназначенного для сплавления, где указанный набор данных включает значения воздействия удельной энергии, которые должны быть выбраны как функция вычисленной температуры и набора условий.
В дополнительном преимущественном варианте воплощения изобретения набор условий для этапа сплавления включает одно или несколько из следующих условий для указанного по меньшей мере одного слоя порошка: максимальная температура; рабочая температура; глубина плавления и ширина плавления.
В дополнительном преимущественном варианте воплощения изобретения этап вычисления температуры включает этап решения уравнения зависящей от времени теплоты.
В дополнительном преимущественном варианте воплощения изобретения этап вычисления температуры включает вычисление распределения локальной температуры вдоль заданной траектории луча.
В дополнительном преимущественном варианте воплощения изобретения этап вычисления температуры включает несколько вычислений, выполняемых для ряда точек, распределенных вдоль заданной траектории луча, или точек, расположенных рядом.
В варианте этого варианта воплощения, максимальное расстояние между соседними точками вычисления устанавливается посредством указания предельного значения допустимого изменения воздействия удельной энергии между соседними точками. Например, если изменяется только скорость луча, устанавливается максимально допустимое изменение скорости луча.
В дополнительном преимущественном варианте воплощения изобретения этап установления заданной траектории луча включает этапы вычислений температуры вдоль множества возможных траекторий луча и выбора заданной траектории луча из указанного множества траекторий луча.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В описании изобретения, приведенном ниже, ссылки выполняются на следующие фигуры, где:
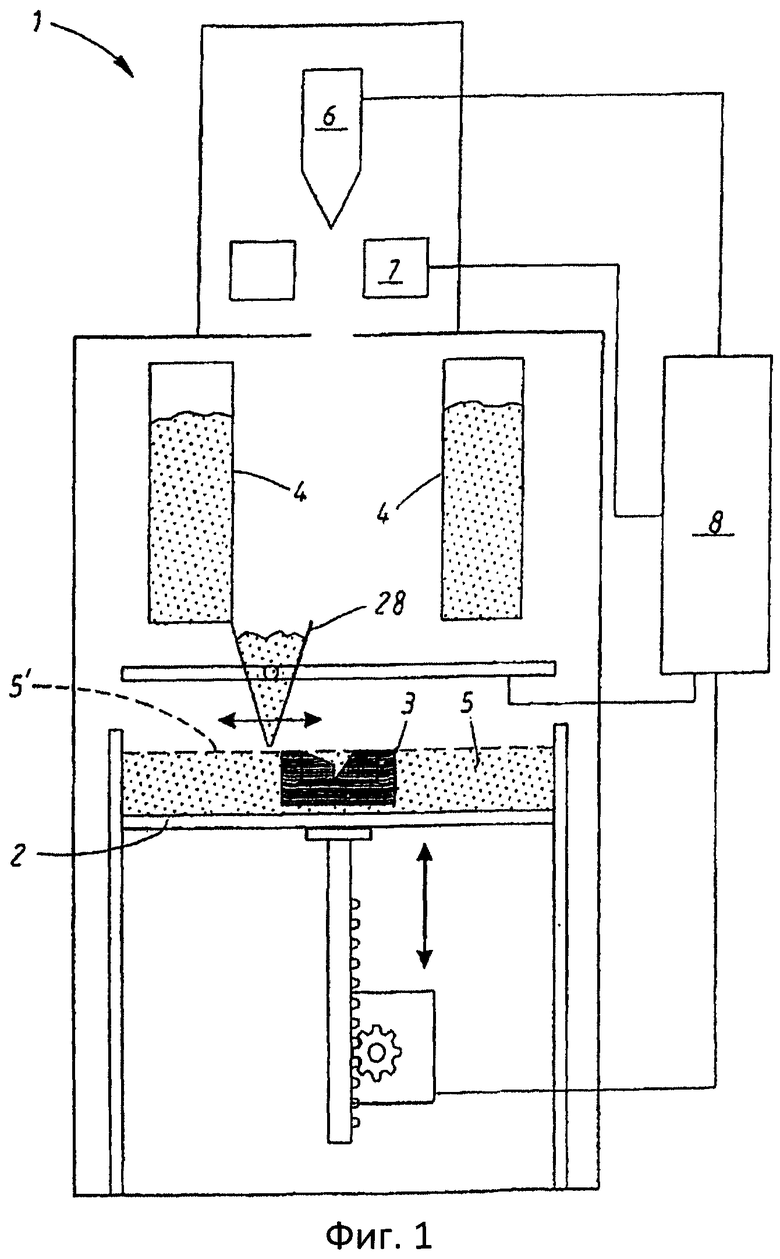
Фигура 1 показывает, в схематическом виде, пример известного устройства для изготовления трехмерного продукта, к которому способ изобретения может быть применен,
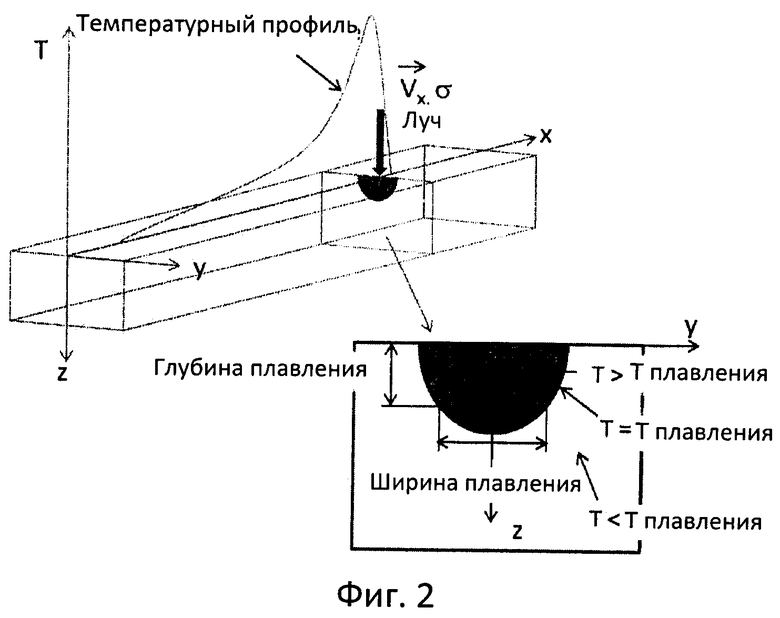
Фигура 2 показывает схематический вид профиля поверхностной температуры и соответствующую глубину плавления и ширину плавления в зоне, где луч перемещается в направлении положительных осей x,
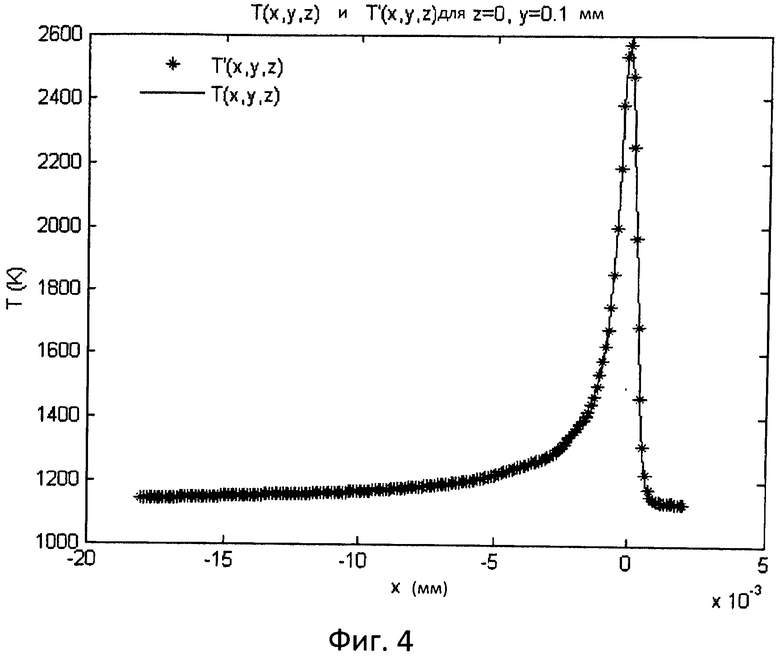
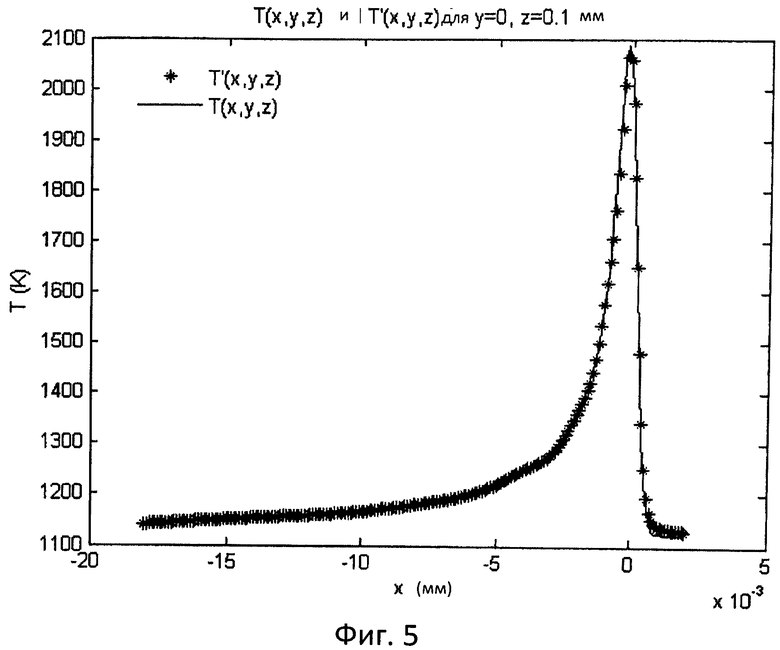
Фигуры 3-5 показывают некоторые профили распределения температуры, рассчитанные с использованием МКЭ (метода конечных элементов), вместе с аппроксимированными распределениями в соответствии с рядом Гаусса в уравнении 3.
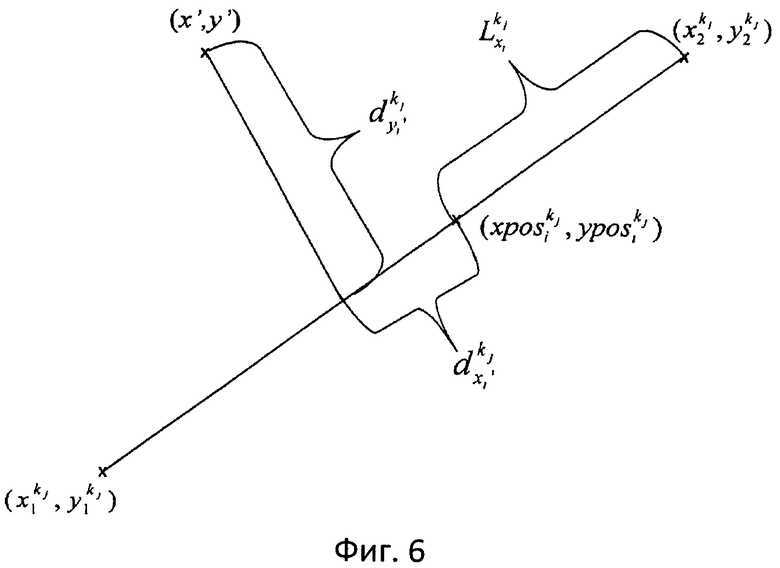
Фигура 6 показывает расстояния точка-линия и точка-точка,  и
и  соответственно, где (
соответственно, где ( ,
,  ) - положение в глобальной системе координат для экспоненциальных членов, и где (
) - положение в глобальной системе координат для экспоненциальных членов, и где ( ,
,  ) и (
) и ( ,
,  ) - координаты в глобальной системе координат для участка k линии j.
) - координаты в глобальной системе координат для участка k линии j.
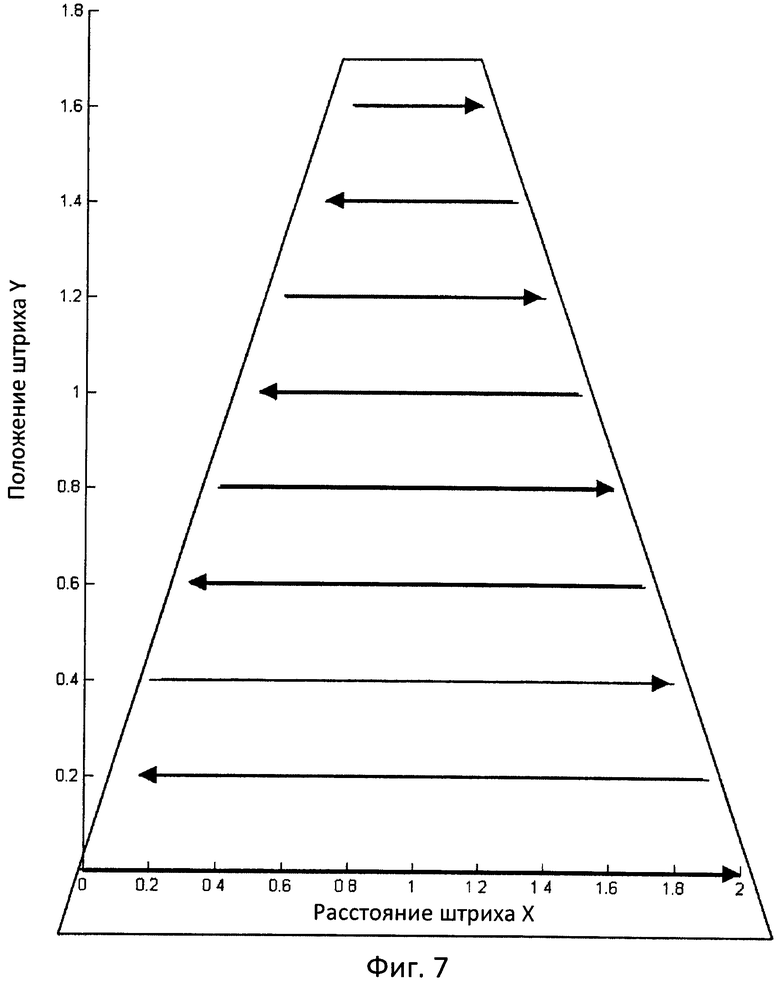
Фигура 7 показывает пример заданной траектории луча для выбранной зоны, имеющей вид равнобедренной трапеции, где заданная траектория луча такая, что луч начинает сканирование линий снизу вверх, меняя направление слева направо и справа налево, и
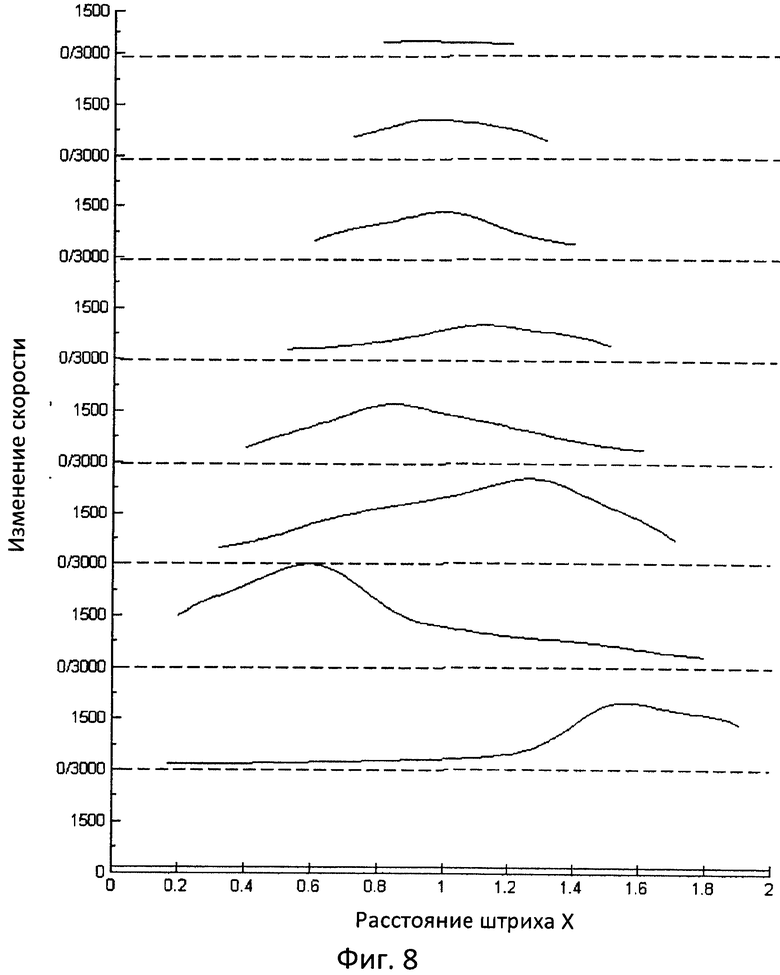
Фигура 8 показывает определенную рабочую схему для воздействия удельной энергии луча, которая должна использоваться для заданной траектории луча, показанной на Фигуре 7, где воздействие удельной энергии в этом примере изменяется посредством изменения скорости луча.
ОПИСАНИЕ ПРИМЕРОВ ВАРИАНТОВ ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
Фигура 1 показывает пример известного устройства 1 для изготовления трехмерного продукта. Устройство 1 включает регулируемый в вертикальном направлении рабочий стол 2, на котором осуществляется изготовление трехмерного продукта 3, один или более дозаторов 4 порошка, средства 28, предназначенные для последовательного распределения тонкого слоя порошка на рабочем столе 2 для формирования порошковой основы 5, излучающую пушку 6 в виде электронной пушки для подачи энергии в порошковую основу 5 для сплавления участков порошковой основы 5, отклоняющие и формирующие луч катушки 7 для направления и формирования электронного луча, испускаемого излучающей пушкой 6 на упомянутый рабочий стол 2, и блок управления 8, предназначенный для управления различными компонентами устройства 1.
В типовом рабочем цикле, рабочий стол 2 опускают, новый слой порошка наносят на рабочую зону сверху порошковой основы 5, и электронный луч перемещают по выбранным участкам верхнего слоя 5′ порошковой основы 5. В принципе, этот цикл повторяется до окончательного изготовления продукта. Специалист в этой области знаком с общей функцией и составом устройств для изготовления трехмерного продукта, как устройств, относящихся к типу, показанному на Фигуре 1, так и устройств, оборудованных лазерной пушкой вместо электронной пушки.
Традиционно аппараты, оборудованные электронной пушкой, работают с использованием вакуума, обычно при давлении ниже по меньшей мере 10-2 мбар, для предотвращения взаимодействия электронного луча с атомами или молекулами, содержащимися в пространстве между электронной пушкой и рабочей площадью.
Пример выбранной зоны слоя порошка, имеющего вид равнобедренной трапеции, показан на Фигуре 7. Также показана заданная траектория луча.
Далее будет описан вариант воплощения способа изобретения. В примере этого варианта воплощения, заданная траектория луча проходит по множеству параллельных и прямых линий (линии сканирования или штриховые линии), расположенных на равном расстоянии друг от друга. Регулируемым параметром луча в этом примере является скорость луча. В вычислениях скорость луча регулируется таким образом, что ширина расплавляемого материала при данной глубине (смотрите ширину плавления и глубину плавления на Фигуре 2) становится одинаковой вдоль всей траектории луча. Это позволяет использовать фиксированное расстояние между параллельными участками траектории луча. Остальные параметры определяются предварительно (или вычисляются с использованием других предварительно определенных параметров).
В порядке обзора, вариант воплощения способа может быть описан следующим образом:
1. Данные, состоящие из температурных профилей и соответствующих параметров луча (размер пятна и скорость луча) для различных наборов свойств материала, температур материала и мощностей луча, создаются и хранятся в базе данных. Эти данные получаются посредством вычислений с использованием МКЭ на простой геометрии, подобной контрольному ящику, показанному на Фигуре 2.
2. Машина, используемая для изготовления трехмерного тела, вычисляет в реальном времени распределение локальной температуры для каждой из ряда точек, распределенных вдоль траектории (пути) луча, путем решения уравнения зависящей от времени теплоты. Решение уравнения получается посредством расширения температурных профилей сплавленных ранее (т.е. воображаемо сплавленных) штриховых линий Гауссовыми образующими. Температурные профили, соответствующие используемому лучу и параметрам материала, получаются из базы данных.
3. Параметры луча в конкретной точке выбираются в зависимости от вычисленного распределения локальной температуры и получаются из предварительно вычисленных данных, хранящихся в базе данных (путем сравнения вычисленного распределения температуры с предварительно вычисленными температурными профилями для используемого материала и выбора параметров луча, соответствующих профилю, который лучше всего подходит для вычисленного распределения).
4. После окончания штриховой линии, температурный профиль в конце линии также аппроксимируется Гауссовыми функциями, и этапы 2 и 3 (т.е. два предыдущих этапа) повторяются для следующей штриховой линии.
Выражение, что вычисления выполняются в реальном времени, означает, что сплавление порошка осуществляется одновременно с вычислениями. Обычно, вычисления рабочей схемы параметра луча для последующего слоя выполняются во время сплавления предыдущего слоя. В принципе, возможно выполнять все вычисления и определения рабочей схемы перед началом процесса сплавления первого слоя, но это приведет к необходимости времени ожидания перед началом изготовления. В другом крайнем режиме, вычисления и определения рабочей схемы выполняются для точек вдоль траектории луча, очень близких к позиции реального луча, но это приведет к очень небольшому запасу для выполнения коррекций или повторным вычислениям в случае каких либо отклонений в вычислениях или сплавлении.
Введение в вариант воплощения способа
Для получения соответствующих данных, необходимых для управления процессом плавления в соответствии с описываемым способом, рассмотрим уравнение зависящей от времени теплоты без источника теплоты для области гомогенного материала
-∞<X<∞, -∞<Y<∞ и -∞<Z<0;
Уравнение 1а

где T(x,y,z,t) - зависящее от времени распределение температуры; λ - удельная теплопроводность; cp - теплоемкость; ρ - плотность материала.
Граничные условия выражаются следующим образом:
Уравнение 1б
T=T0; x,y→±∞, z→-∞
Понятие Гауссова источника при перемещении z=0 в направлении x используется для описания воображаемого энергетического луча. Принимается, что излучение через эту же верхнюю поверхность происходит в соответствии с законом Стефана-Больцмана
Уравнение 1в

где Pin - поглощаемая мощность луча; vx - скорость луча; σ - дисперсия (размер пятна луча); radcoeff - коэффициент излучения с поверхности; Tsur - температура окружающей среды над поверхностью.
T0 - рабочая температура, т.е. требуемая температура материала перед плавлением/сплавлением.
Для сокращения времени, необходимого для генерирования данных, имеет смысл исключить временную зависимость, принимая, что распределение температуры вокруг движущегося пятна достигло стационарного состояния (x=x-tvx, dt=-dx/vx).
Уравнение 2а

Уравнение 2б

Уравнение 2с
T(±∞,±∞,-∞)=T0
Уравнения теплоты выше могут быть решены, используя, например, МКЭ для нескольких различных наборов свойств материала, настройки T0 и луча. Эта процедура иллюстрируется на Фигуре 2.
Фигура 2 иллюстрирует "контрольный ящик", где луч перемещается в направлении положительных осей x. Температурный профиль на поверхности показан вместе с участком, в котором объем плавления представлен изотермой, соответствующей температуре плавления материала. Здесь, параметры луча vx и σ были оптимизированы для получения заданного профиля объема плавления в значениях глубины плавления и ширины плавления. Кроме того, максимальная температура в пределах материала была ограничена величиной Tmax. Несомненно, могут использоваться другие условия для оптимизации параметров луча. Например, минимизация температурных градиентов в объемах плавления могла бы быть одним из таких условий.
Температурные профили, необходимые для описания подачи энергии в конце штриховой линии, будут получены посредством аппроксимации T(x,y,z) в Уравнении 2а рядом Гауссовых функций. При этом, впоследствии будет возможно получить аналитическое решение для температурного распределения в полубесконечной области даже для произвольного количества штриховых линий. Ряд T′(x,y,z) будет иметь вид:
Уравнение 3

Параметры Aj, xposi, σx, σy, σz и a могут быть получены с поточечной нелинейной квадратичной связи между T(x,y,z) и T′(x,y,z). Здесь, xposi - x-положение экспоненциального члена i вдоль траектории луча. В системе координат луча оно будет иметь отрицательное значение, так как принимается, что луч перемещается в положительном направлении x с точкой отсчета x=0.
На Фигурах 3-5 показаны некоторые распределения температуры, вычисленные с использованием МКЭ, вместе с аппроксимированным распределением в соответствии с Уравнением 3.
Приемлемость связи в основном определяется количеством используемых Гауссовых функций. В примере ниже, N равно значению от 10 до 12, означающему, что от 30 до 36 Гауссовых функций используется для каждого температурного профиля.
Зависящее от времени распределение температуры в материале
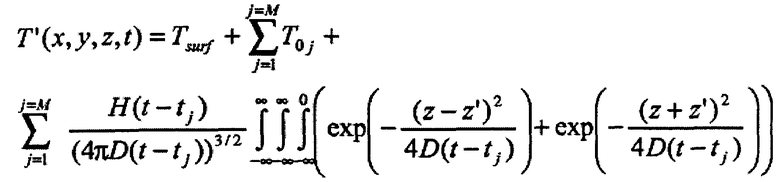
Зависящее от времени распределение температуры, T′′(x,y,z,t), в материале после сканирования лучом одной линии получается посредством использования функций Грина и свертки вместе с начальными условиями T′(x′,y′,z′), полученными из Уравнения 3:
Уравнение 4
где
Здесь мы приняли, что температура материала равна Tsurf и отличается от T0. Потери теплоты через поверхность принимаются равными нулю:
После сканирования лучом M линий, правая часть Уравнения 4 заменяется суммой:
Уравнение 5
где tj - время окончания сканирования линии j; Toj - температура вокруг пятна после окончания сканирования линии j;  - распределение температуры в соответствии с Уравнением 3 для линии j; и H(t-tj) - ступенчатая функция Хевисайда, определяемая как:
- распределение температуры в соответствии с Уравнением 3 для линии j; и H(t-tj) - ступенчатая функция Хевисайда, определяемая как:
При вставке выражения для T′(x,y,z) (Уравнение 4) в Уравнение 5 необходимо учитывать, что координаты x, xposi и y в Уравнении 3 относятся к локальной системе координат с центром в конечной точке линии j и осями x в направлении перемещения луча для этой линии, в то время, как координаты x′ и y′ в Уравнении 5 относятся к глобальной системе координат, определяемой поверхностью участка. Кроме того, если траектория луча для линии у должна описываться несколькими сегментами линии, имеющими различные направления, y в Уравнении 3 необходимо заменить на  - расстояние между сегментом линии k для линии j и точкой (x′,y′), a x′-xposi - на
- расстояние между сегментом линии k для линии j и точкой (x′,y′), a x′-xposi - на  - расстояние между положением экспоненциального x-члена i на сегменте линии и проекцией точки (x′,y′) на этот же сегмент линии (смотрите Фигуру 6).
- расстояние между положением экспоненциального x-члена i на сегменте линии и проекцией точки (x′,y′) на этот же сегмент линии (смотрите Фигуру 6).
Таким способом может быть рассмотрен любой вид траекторий луча. Однако необходимо помнить, что распределение температуры в Уравнении 3 получается из прямолинейного моделирования. Таким образом, если кривизна траектории луча значительная, то простое использование членов в Уравнении 3 вдоль этой траектории на одинаковом расстоянии, как определяется значениями xposi, может привести к неудовлетворительной аппроксимации. В таком случае может потребоваться решение с использованием МКЭ для криволинейной траектории.
На Фигуре 6 показаны расстояния точка-линия и точка-точка,  и , соответственно. (
и , соответственно. ( ,
, ) - положение в глобальной системе координат для экспоненциальных членов. (
) - положение в глобальной системе координат для экспоненциальных членов. ( ,
, ) и (
) и ( ,
, ) - координаты в глобальной системе координат для сегмента линии k линии j.
) - координаты в глобальной системе координат для сегмента линии k линии j.
Для каждого сегмента линии kj, содержащего по меньшей мере один экспоненциальный член, расположенный в (,), квадраты расстояний  и
и  должны быть выражены в виде линейной комбинации (ax′+by′+c′)2 членов, так как в противном случае невозможно будет решить интегралы в Уравнении 5 аналитически. Это выполняется в уравнениях ниже.
должны быть выражены в виде линейной комбинации (ax′+by′+c′)2 членов, так как в противном случае невозможно будет решить интегралы в Уравнении 5 аналитически. Это выполняется в уравнениях ниже.





Здесь мы приняли, что луч перемещается с точки 1 в точку 2, и что сегмент 1 является последним прямым сегментом линии j. Таким образом, линейные сегменты суммируются в обратном направлении.
 - абсолютное значение положения x экспоненциального члена i для линии j с Уравнения 4, т.е. положение x в системе координат траектории луча для линии j.
- абсолютное значение положения x экспоненциального члена i для линии j с Уравнения 4, т.е. положение x в системе координат траектории луча для линии j.
Совместное использование даст нам следующее выражение для зависящего от времени распределения температуры после сканирования лучом M линий:
Уравнение 6


где:
kj - количество прямых линейных сегментов для штриховой траектории j;
 - количество экспоненциальных членов в каждом линейном сегменте kj.
- количество экспоненциальных членов в каждом линейном сегменте kj.
В последующих разделах будут выведены аналитические выражения для членов в пределах суммирований. Однако, необходимо отметить, что использование выражения выше для T′(x,y,z,t) позволит вычислить температуру для более или менее любого вида траектории луча, и что вычисления могут эффективно выполняться при использовании многопроцессорной конфигурации, что означает возможность вычислений в реальном времени.
Свойства и интегрирование Гауссовых функций
Для решения выражения в Уравнении 6 необходимо знать некоторые свойства Гауссовых функций.
1. Результатом перемножения двух Гауссовых функций является другая Гауссова функция:


2. Интегралы одного Гауссиана:

Интегралы для вычисления T′(x,y,z,t)
Сначала рассмотрим интегралы в направлении z:
где:


Затем рассмотрим интегралы x и y.

В случае, когда все линейные сегменты параллельны, нет необходимости в дифференцировании между x и y, так как система координат может быть легко преобразована для совмещения со штриховыми линиями. Таким образом, в примере ниже все линии принимаются как параллельные оси x.


где:




Если линейные сегменты не параллельны и имеют произвольное направление, требуются некоторые алгебраические действия. В этом случае, сначала рассмотрим x-интегрирование:
где:









Таким образом:

Теперь рассмотрим y-интегрирование:
где:






Общее итоговое выражение

Положения экспоненциальных членов:



где:


Параллельные линии:

где:





Произвольное направление штриховых линий:


где:
















Вычисление параметров луча вдоль штриховой линии
При сканировании (воображаемого) луча вдоль штриховых траекторий, температура вокруг пятна может быть теперь вычислена из выражения в Уравнении 6 и вставкой предварительно вычисленных Гауссовых функций для температурных профилей для предыдущих штриховых линий.
Зная температуру и имея доступ к оптимизированным данным для параметров луча для различных условий, становится возможным регулировать энергию луча (т.е. воздействие удельной энергии) соответствующим образом.
Пример
В следующем штриховом примере (смотрите Фигуру 7), трапеция будет расплавлена при постоянной мощности луча, и при этом будет меняться скорость луча для обеспечения постоянной глубины плавления и ширины плавления. Заданная траектория луча устанавливается такой, что луч начинает сканировать линии на Фигуре 7 снизу вверх, меняя свое направление слева направо и справа налево.
Размер луча был оптимизирован для Tsurf, температуры участка перед сплавлением, и максимальная температура в бассейне расплава ограничивается величиной Tmax. Это означает, что первая штриховая линия сканируется при постоянной скорости и фиксированном размере пятна. Все другие линии сканируются при таком же размере пятна и мощности, но с другой изменяющейся скоростью. Скорость в каждой из точек вычислений, распределенных вдоль заданной траектории луча, получается сначала посредством вычисления распределения температуры вокруг точки, и затем на основании данных зависимости скорости от температуры, хранящихся в базе данных. Данные скорости в базе данных были оптимизированы для конкретных настроек луча (мощность и размер луча) и температуры таким образом, что глубина плавления и ширина плавления одинаковые для всех линий. В конце каждой штриховой линии, температурный профиль, созданный с помощью воображаемого луча, моделируется Гауссовыми функциями, взятыми с базы данных. Температурный диапазон в базе данных охватывал значения от Tsurf до Tmelt, и заданный этап температуры для предварительно вычисленных данных составлял 20 К. Для выбора ближайших значений скорости и Гауссовых функций для вычисленной температуры использовалась таблица поиска.
Результирующие профили скорости вдоль каждой штриховой линии показаны на Фигуре 8. Эти профили основаны на вычислениях распределений локальной температуры вдоль заданной траектории луча и соответствуют определенной рабочей схеме воздействия удельной энергии луча, которая должна использоваться для заданной траектории луча при сплавлении выбранной зоны по меньшей мере одного слоя; воздействие удельной энергии в этом примере изменяется посредством изменения скорости луча.
В примере выше, для получения температуры и скорости вдоль линий использовался ступенчатый режим. Это означает, во-первых, что температура в конкретной точке вдоль линии была вычислена с использованием Уравнения 6 для параллельных линий. Во-вторых, скорость была получена на основании температуры с использованием базы данных в качестве поисковой таблицы. Следующую точку вдоль штриховой линии можно вычислить, используя фиксированное расстояние Δr, и тогда этап времени был бы равен Δr/скорость. Однако, так как градиенты температуры меняются довольно резко относительно времени и координат пространства, методика фиксированного расстояния не была достаточной эффективной. В некоторых местах требуется небольшой этап, в то время как в других местах требуется больший этап. Вместо этого было использовано максимально допустимое изменение скорости. При этом могла быть получена максимально допустимая разница в температуре, и посредством численного вычисления производных температуры по времени и координатам пространства мог быть получен максимально допустимый пространственный этап.
Выведенный алгоритм был очень эффективным, и при включении в вычисления в реальном времени тысяч штриховых линий не возникало никаких проблем. Термин "вычисление в реальном времени" относится к вычислению, в котором время для вычисления скорости вдоль штриховых линий меньше фактического времени плавления.
Изобретение не ограничивается вариантами воплощения, описанными выше, и которые могут быть модифицированы различными способами в рамках пунктов формулы изобретения. Например, возможно использовать более подробное и комплексное описание процесса плавления при оптимизации параметров луча и создании базы данных; порошок может моделироваться как неоднородный материал вместе с энтальпиями плавления и детальной моделью процесса плавления-замерзания.
Вычисления в соответствии с Уравнением 6 могут быть использованы для оптимизации штриховой методики с целью, например, минимизации времени плавления/сплавления. Для такой оптимизации нет необходимости в выполнении всех вычислений в реальном времени, пока они возможны с практической точки зрения. Однако, может быть более преимущественно выполнять вычисления для каждой возможной штриховой методики в реальном времени. Таким образом, не будет необходимости в сохранении всех данных, полученных во время выполнения этапа оптимизации. Вместо этого, информация, которую нужно сохранять во время этапа оптимизации, может быть ограничена, например, углами наклона штриховых линий, расстояниями между штриховыми линиями, положением штриховых линий относительно участка и т.п.
Описываемый способ может комбинироваться, например, со способом, используемым для вычисления мощности луча, необходимой для поддержания конкретной температуры изготавливаемых частей, как описано в WO 2004/056511. Таким образом, общая подаваемая энергия может быть вычислена на основании расчета энергетического равновесия, включая геометрию части, в то время как способ, описываемый в этой заявке, используется для управления воздействием локальной энергии или мощности луча во время сплавления.
Описываемый способ использует модель однородного материала для получения локальной температуры (распределений) вдоль штриховых линий. Однако, локальные различия в свойствах материала могут моделироваться посредством использования различных значений D в различных точках. Например, очень тонкие участки могут моделироваться как имеющие более низкую удельную теплопроводность. Способ не содержит ограничений для расширения базы данных оптимизированными данными даже для таких участков. Подобным образом, возможно учитывать тот факт, что нижние слои в порошковой основе расположены ближе к регулируемому рабочему столу, который, вероятно, имеет тепловые свойства, отличающиеся от тепловых свойств порошковой основы.
Возможно устанавливать заданную траекторию луча только для части выбранной зоны перед вычислением и определением рабочей схемы для этой части выбранной зоны. Дополнительно, возможно вычислять и определять рабочую схему только для части полностью установленной заданной траектории луча. Этап сплавления выбранной зоны по меньшей мере одного слоя, может инициироваться во время выполнения этапов установления заданной траектории луча, вычисления температуры и т.п. для еще не сплавленного участка выбранной зоны. Дополнительно, по меньшей мере один слой порошка может включать более одной выбранной зоны; эти выбранные зоны (часть) могут иметь различный вид и могут управляться отдельно.
Как объяснено выше, в вычислениях температуры вдоль заданной траектории луча энергия, доставляемая (воображаемым) лучом вдоль траектории в определенный момент времени, учитывается, когда выполняется вычисление температуры для этого же момента времени. Таким путем повышение температуры учитывается надлежащим образом.
В примере, описанном выше, вычисления температуры выполняются для ряда позиций, распределенных вдоль заданной траектории луча, и в каждой из этих позиций вычисляется распределение локальной температуры. Дополнительно, распределение локальной температуры вычисляется для позиции, находящейся на один этап впереди относительно позиции воображаемого луча. Воздействие удельной энергии, используемое при перемещении луча на один этап к следующей позиции спереди получается из базы данных, содержащей ряд предварительно определенных воздействий удельной энергии (т.е. скоростей луча в описываемом примере) для различных распределений локальной температуры (для используемых порошковых материалов и для определенных условия сплавления), где вычисленное распределение локальной температуры в следующей позиции используется для выбора надлежащего значения или надлежащих значений из базы данных.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ ОБЪЕКТОВ | 2006 |
|
RU2401179C1 |
| СПОСОБ И СИСТЕМА ДЛЯ АДДИТИВНОГО ПРОИЗВОДСТВА С ИСПОЛЬЗОВАНИЕМ СВЕТОВОГО ЛУЧА | 2015 |
|
RU2697470C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАЗМОННОЙ ПЛЕНОЧНОЙ СТРУКТУРЫ ИЗ АДДИТИВНЫХ ПОРОШКОВ НА ОСНОВЕ АЛЮМИНИЯ | 2017 |
|
RU2689479C1 |
| АДАПТИВНОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ АДДИТИВНОГО ПРОИЗВОДСТВА В РЕАЛЬНОМ МАСШТАБЕ ВРЕМЕНИ С ИСПОЛЬЗОВАНИЕМ МАШИННОГО ОБУЧЕНИЯ | 2018 |
|
RU2722525C1 |
| СПОСОБ ПРЯМОГО ЛАЗЕРНОГО СИНТЕЗА СВЕРХУПРУГИХ ЭНДОДОНТИЧЕСКИХ ИНСТРУМЕНТОВ ИЗ НИКЕЛИДА ТИТАНА | 2022 |
|
RU2792335C1 |
| Способ калибровки установки селективного лазерного сплавления | 2024 |
|
RU2839633C1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЛИ МЕТАЛЛОСОДЕРЖАЩИЕ ПОВЕРХНОСТИ | 1995 |
|
RU2105826C1 |
| Способ изготовления высокоточной заготовки из порошка титанового сплава | 2018 |
|
RU2709694C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ ИЗ ПОРОШКОВЫХ СИСТЕМ | 2014 |
|
RU2562722C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕХМЕРНЫХ ОБЪЕКТОВ ПОСЛОЙНОЙ КРИСТАЛЛИЗАЦИЕЙ | 2020 |
|
RU2751119C1 |

Изобретение относится к способу изготовления трехмерного тела посредством последовательного предоставления слоев порошка и сплавления выбранных зон упомянутых слоев, соответствующих последовательным поперечным сечениям трехмерного тела. Для по меньшей мере одного из слоев выполняют наложение по меньшей мере одного слоя порошка на рабочую зону и сплавление выбранной зоны по меньшей мере одного слоя порошка посредством подачи энергии с облучающей пушки на выбранную зону. При этом устанавливают заданную траекторию луча для сплавления выбранной зоны по меньшей мере одного слоя порошка, вычисляют температуру в по меньшей мере одном слое порошка вдоль заданной траектории луча как функции воздействия удельной энергии воображаемого луча, перемещающегося вдоль заданной траектории луча, регулируют воздействие удельной энергии воображаемого луча вдоль заданной траектории луча в зависимости от вычисленной температуры и условий, установленных для этапа сплавления выбранной зоны, и предоставляют на основании вычислений и регулировок рабочую схему воздействия удельной энергии реального луча, предназначенную для использования на заданной траектории луча при сплавлении выбранной зоны указанного по меньшей мере одного слоя. Обеспечивается возможность управления температурой, а также ускорение изготовления трехмерного тела. 9 з.п. ф-лы, 8 ил., 1 пр.
1. Способ изготовления трехмерного тела, включающий последовательное предоставление слоев порошка и сплавление вместе выбранных зон упомянутых слоев, причем зоны соответствуют последовательным поперечным сечениям трехмерного тела, при этом для по меньшей мере одного из упомянутых слоев выполняют следующие этапы:
- нанесение указанного по меньшей мере одного слоя порошка на рабочую зону,
- сплавление выбранной зоны указанного по меньшей мере одного слоя порошка посредством подачи энергии из излучающей пушки на выбранную зону,
отличающийся тем, что включает этапы:
- установления заданной траектории луча, предназначенной для использования при сплавлении выбранной зоны указанного по меньшей мере одного слоя порошка,
- вычисления температуры в указанном по меньшей мере одном слое порошка вдоль заданной траектории луча как функции воздействия удельной энергии воображаемого луча, для которого принимается, что он перемещается вдоль заданной траектории луча,
- регулирования воздействия удельной энергии воображаемого луча вдоль заданной траектории луча в зависимости от вычисленной температуры и от условий, установленных для этапа сплавления выбранной зоны, и
- предоставления на основании упомянутых вычислений и регулировок рабочей схемы воздействия удельной энергии реального луча, предназначенной для использования для заданной траектории луча при сплавлении выбранной зоны по меньшей мере одного слоя.
2. Способ по п.1, отличающийся тем, что он включает этап использования рабочей схемы для воздействия удельной энергии при сплавлении выбранной зоны по меньшей мере одного слоя порошка.
3. Способ по п.1 или 2, отличающийся тем, что воздействие удельной энергии представляет собой энергию воздействия луча в единицу времени и на единицу площади, поделенную на скорость луча, при этом воздействие удельной энергии можно менять посредством изменения скорости луча, мощности луча и/или размера пятна луча.
4. Способ по п.1 или 2, отличающийся тем, что включает использование набора предварительно определенных данных, относящихся к материалу, предназначенному для сплавления, при этом указанный набор данных включает значения воздействия удельной энергии, которые выбирают как функцию вычисленной температуры и набора условий сплавления.
5. Способ по п.4, отличающийся тем, что набор условий для этапа сплавления включает одно или несколько из следующих условий для указанного по меньшей мере одного слоя порошка: максимальная температура, рабочая температура, глубина плавления и ширина плавления.
6. Способ по п.1 или 2, отличающийся тем, что этап вычисления температуры включает этап решения уравнения зависящей от времени теплоты указанного слоя порошка.
7. Способ по п.1 или 2, отличающийся тем, что этап вычисления температуры включает вычисление распределения локальной температуры вдоль заданной траектории луча.
8. Способ по п.1 или 2, отличающийся тем, что этап вычисления температуры включает несколько вычислений, выполняемых для ряда точек, распределенных вдоль заданной траектории луча, или точек, расположенных рядом.
9. Способ по п.8, отличающийся тем, что максимальное расстояние между соседними точками вычисления устанавливают посредством указания предельного значения допустимого изменения воздействия удельной энергии между соседними точками.
10. Способ по п.1, 2 или 9, отличающийся тем, что этап установления заданной траектории луча включает этапы:
- выполнения вычислений температуры вдоль множества возможных траекторий луча и
- выбора заданной траектории луча из указанного множества траекторий луча.
| WO 2004056511 A1, 08.07.2004 | |||
| US 5837960 A1, 17.11.1998 | |||
| US 5904890 A1, 18.05.1999 | |||
| СПОСОБ ПОЛУЧЕНИЯ ТОПЛИВНЫХ БРИКЕТОВ (ВАРИАНТЫ) | 1997 |
|
RU2119530C1 |
| EP 1952932 A2, 06.08.2008 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ ОБЪЕКТОВ | 2006 |
|
RU2401179C1 |

