Область техники
[1] Изобретение относится к области керамических дисковых вакуумных фильтров, предназначенных для разделения жидкой и твердой фаз суспензии, и может быть использовано в процессах по обогащению руды.
Предпосылки к созданию изобретения
[2] Керамический дисковый вакуумный фильтр, принцип действия которого известен, например, из публикации WO2014170533A1, 23.10.2014, B01D33/21, и который является прототипом настоящего изобретения, содержит ряд фильтровальных дисков, способных вращаться относительно горизонтальной оси, при этом каждый фильтровальный диск образован несколькими секторными элементами. Каждый секторный элемент, в свою очередь, содержит две боковые стенки, выполненные из пористой водопроницаемой керамики, между которыми заключена герметичная полость. Наружные поверхности боковых стенок расположены перпендикулярно указанной выше горизонтальной оси.
[3] При прохождении секторного элемента через ванну с пульпой, представляющей собой, например, суспензию железорудного концентрата, в полости создается вакуум. В совокупности с капиллярным эффектом, характерным для пористой керамики, вакуум побуждает жидкую фазу суспензии просачиваться через боковые стенки в полость в виде фильтрата. Далее фильтрат, представляющий собой, как правило, воду с растворенными солями и взвешенными мельчайшими частицами, попадает в дренажную систему керамического дискового вакуумного фильтра и удаляется.
[4] При подъеме секторного элемента из ванны с пульпой на наружных поверхностях его боковых стенок остается осадок из налипших частиц. После некоторого периода нахождения осадка на воздухе с целью сушки в ходе вращения секторного элемента и при продолжающемся всасывании фильтрата сквозь боковые стенки, осадок превращается в обезвоженный концентрат – кек. Далее при помощи специальных ножей кек срезается с наружных поверхностей боковых стенок на транспортер и удаляется в качестве готового продукта процесса фильтрования. После срезания основной массы кека на наружной поверхности боковой стенки остается тонкая корка кека, образование которой обусловлено технологическим зазором между рабочей кромкой ножа и наружной поверхностью боковой стенки, необходимым для исключения контакта указанных элементов и возможного их повреждения.
[5] Поскольку некоторое количество частиц, размер которых несколько меньше поперечного размера пор, попадают в поры боковых стенок и застревают в них, то для их удаления после срезания кека в полость секторного элемента подают фильтрат или чистую воду под повышенным давлением (далее – обратная промывка), что позволяет прочистить значительную часть пор боковых стенок.
[6] В ходе полного оборота секторного элемента вокруг упомянутой горизонтальной оси, называемого далее циклом поворота секторного элемента (или фильтровального диска), последовательность этапов: набор осадка, сушка осадка, срезание кека и обратная промывка повторяется многократно. При этом со временем число застрявших в порах частиц, не удаленных обратной промывкой, накапливается, а проходимость пор, соответственно, ухудшается. Параллельно этому наблюдается и следующий процесс: если в пульпе присутствуют посторонние примеси, такие как глина, окисленное железо, углеводороды, различные коагулянты, флокулянты и т.п., характеризующиеся повышенной адгезией к керамике, то на стенках пор возникают отложения, которые не могут быть удалены обратной промывкой. В результате указанных факторов гидравлическое сопротивление боковых стенок существенно возрастает, способность секторного элемента всасывать фильтрат падает, а вместе с ней падает и производительность фильтра, т.е. количество срезаемого кека.
[7] Частичное восстановление характеристик секторного элемента достигается посредством его промывки специальными реагентами (как правило, кислотой, иногда в комбинации с ультразвуковым воздействием) - так называемой регенерацией, которая позволяет растворить и удалить из пор боковых стенок отложения указанных выше примесей, солей, и в определенной степени – застрявшие в порах частицы. Регенерация проводится через заданные интервалы времени, либо при снижении водопроницаемости боковых стенок ниже заданного уровня, при этом на период регенерации работа фильтра останавливается, что отрицательно влияет на общую производительность фильтра.
[8] Следует отметить, что даже при проведении регулярной и своевременной регенерации секторный элемент имеет ограниченный срок службы, так как не все частицы, застрявшие в порах его боковых стенок, могут быть удалены указанным образом, а значит, происходит их постепенное накопление и увеличение числа закупоренных пор. При снижении водопроницаемости боковых стенок секторного элемента ниже критического уровня, фиксируемого после проведения регенерации, или по истечении расчетного времени, соответствующего такому снижению, секторный элемент должен быть заменен.
[9] Целью изобретения является предложение решений, позволяющих замедлить снижение водопроницаемости боковых стенок секторных элементов и, таким образом, обеспечивающих как увеличение производительности фильтра за счет уменьшения времени простоя на периоды регенерации, так и продление общего срока службы секторных элементов.
[10] Для достижения поставленной цели настоящее изобретение реализовано посредством двух объектов изобретения.
Сущность изобретения
[11] Первым объектом изобретения является дисковый вакуумный фильтр, содержащий фильтровальный диск, способный вращаться относительно горизонтальной оси и находящийся в состоянии частичного погружения в ванну с суспензией, и два ножа, расположенные над ванной с суспензией с двух сторон фильтровального диска. Фильтровальный диск образован множеством секторных элементов, а каждый секторный элемент содержит две керамические водопроницаемые боковые стенки, наружные поверхности которых расположены перпендикулярно указанной горизонтальной оси. Между указанными боковыми стенками имеется полость, предназначенная для создания в ней вакуума, при этом ножи установлены так, что рабочие кромки ножей удалены от наружных поверхностей боковых стенок находящегося между ножами секторного элемента на расстояние 1 – 5 мм.
[12] В частном случае первого объекта изобретения фильтр выполнен с возможностью обратной промывки боковых стенок секторного элемента, осуществляемой путем нагнетания воды в полость, при этом обратная промывка производится при достижении контрольным параметром заранее установленного порогового значения.
[13] В другом частном случае первого объекта изобретения фильтр выполнен с возможностью одновременного или последовательного изменения взаимного расположения ножей и фильтровального диска. Рабочая кромка каждого ножа способна располагаться вплотную с находящейся на его стороне рабочей поверхностью фильтровального диска на протяжении всего цикла поворота фильтровального диска. Каждая рабочая поверхность фильтровального диска при этом представляет собой совокупность соответствующих наружных поверхностей боковых стенок секторных элементов, а указанное изменение положение ножей относительно фильтровального диска производится при достижении контрольным параметром заранее установленного порогового значения.
[14] В обоих частных случаях первого объекта изобретения контрольным параметром может являться один из следующих параметров: количество срезаемого кека, время работы фильтра, количество циклов работы фильтровального диска, объем фильтрата в единицу времени.
[15] В предпочтительном случае первого объекта изобретения ножи установлены так, что рабочие кромки ножей удалены от наружных поверхностей боковых стенок находящегося между ножами секторного элемента на расстояние 2 – 4 мм.
[16] Вторым объектом изобретения является способ разделения твердой и жидкой фаз суспензии, осуществляемый при помощи дискового вакуумного фильтра. Дисковый вакуумный фильтр содержит фильтровальный диск, способный вращаться относительно горизонтальной оси и находящийся в состоянии частичного погружения в ванну с суспензией, и два ножа, расположенные над ванной с суспензией с двух сторон фильтровального диска. Фильтровальный диск при этом образован множеством секторных элементов, и каждый секторный элемент содержит две керамические водопроницаемые боковые стенки, наружные поверхности которых расположены перпендикулярно указанной горизонтальной оси, причем между указанными боковыми стенками имеется полость. Способ характеризуется тем, что в полости каждого секторного элемента создают вакуум и вращают фильтровальный диск относительно указанной горизонтальной оси, а ножи предварительно устанавливают так, чтобы рабочие кромки ножей были удалены от наружных поверхностей боковых стенок находящегося между ножами секторного элемента на расстояние 1 – 5 мм.
[17] В частном случае второго объекта изобретения способ характеризуется также тем, что при достижении контрольным параметром заранее установленного порогового значения выполняют обратную промывку боковых стенок секторных элементов, которую осуществляют путем нагнетания воды в полости секторных элементов.
[18] В другом частном случае второго объекта изобретения способ характеризуется также тем, что при достижении контрольным параметром заранее установленного порогового значения, одновременно или последовательно изменяют взаимное расположение ножей и фильтровального диска. Рабочую кромку каждого ножа располагают вплотную с находящейся на его стороне рабочей поверхностью фильтровального диска на протяжении всего цикла поворота фильтровального диска. Каждая рабочая поверхность фильтровального диска при этом представляет собой совокупность соответствующих наружных поверхностей боковых стенок секторных элементов.
[19] В обоих частных случаях второго объекта изобретения контрольным параметром может являться один из следующих параметров: количество срезаемого кека, время работы фильтра, количество циклов работы фильтровального диска, объем фильтрата в единицу времени.
[20] В предпочтительном случае второго объекта изобретения ножи устанавливают так, что рабочие кромки ножей удалены от наружных поверхностей боковых стенок находящегося между ножами секторного элемента на расстояние 2 – 4 мм.
Краткое описание чертежей
[21] Осуществление изобретения будет пояснено ссылками на фигуры:
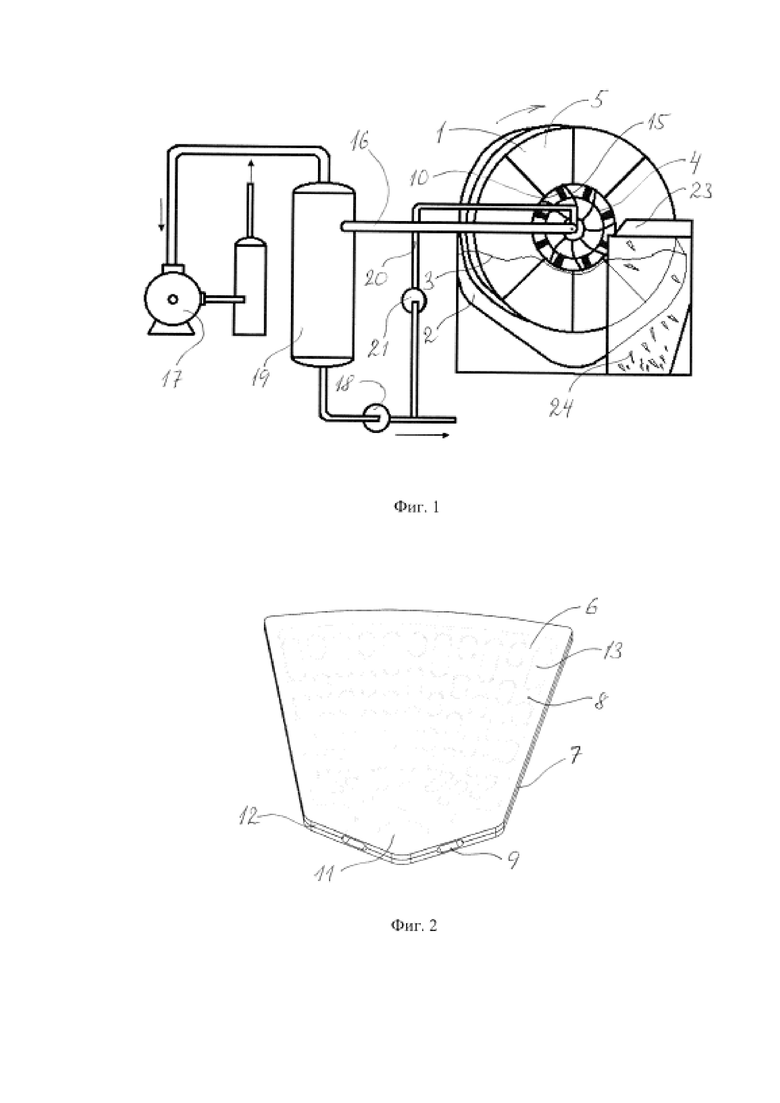
фиг. 1 – схематический вид сбоку керамического дискового вакуумного фильтра;
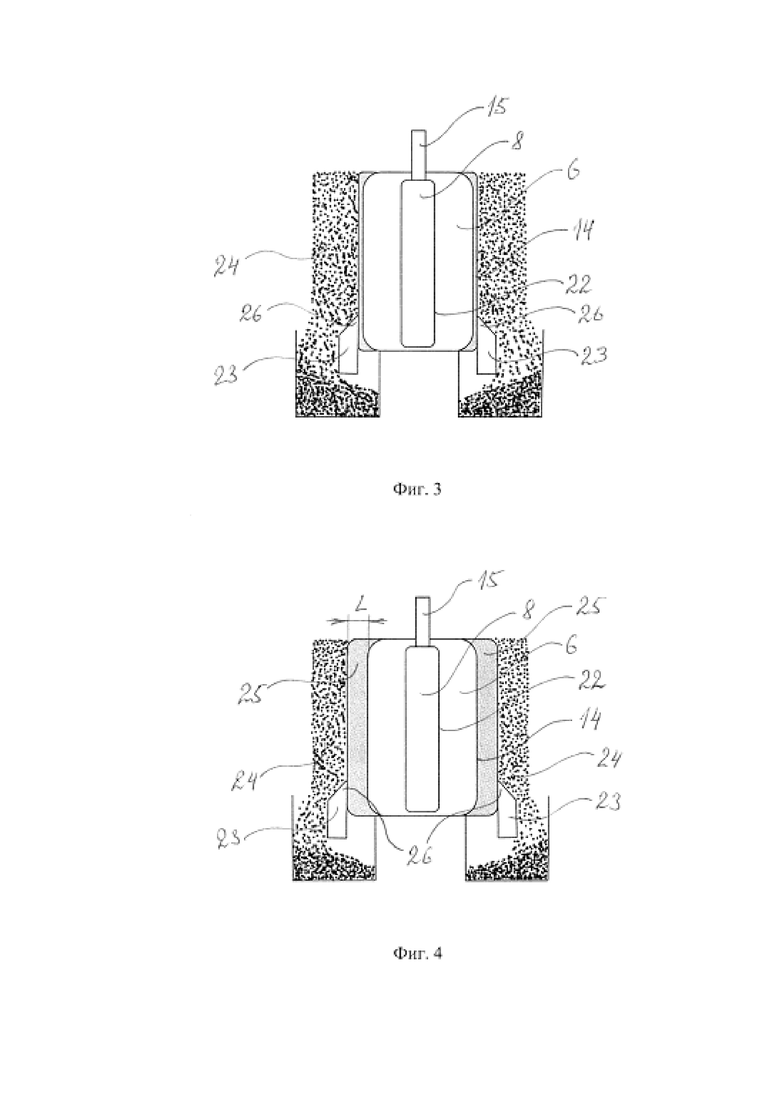
фиг. 2 – изображение секторного элемента, используемого в керамическом дисковом вакуумном фильтре (штуцеры не показаны);
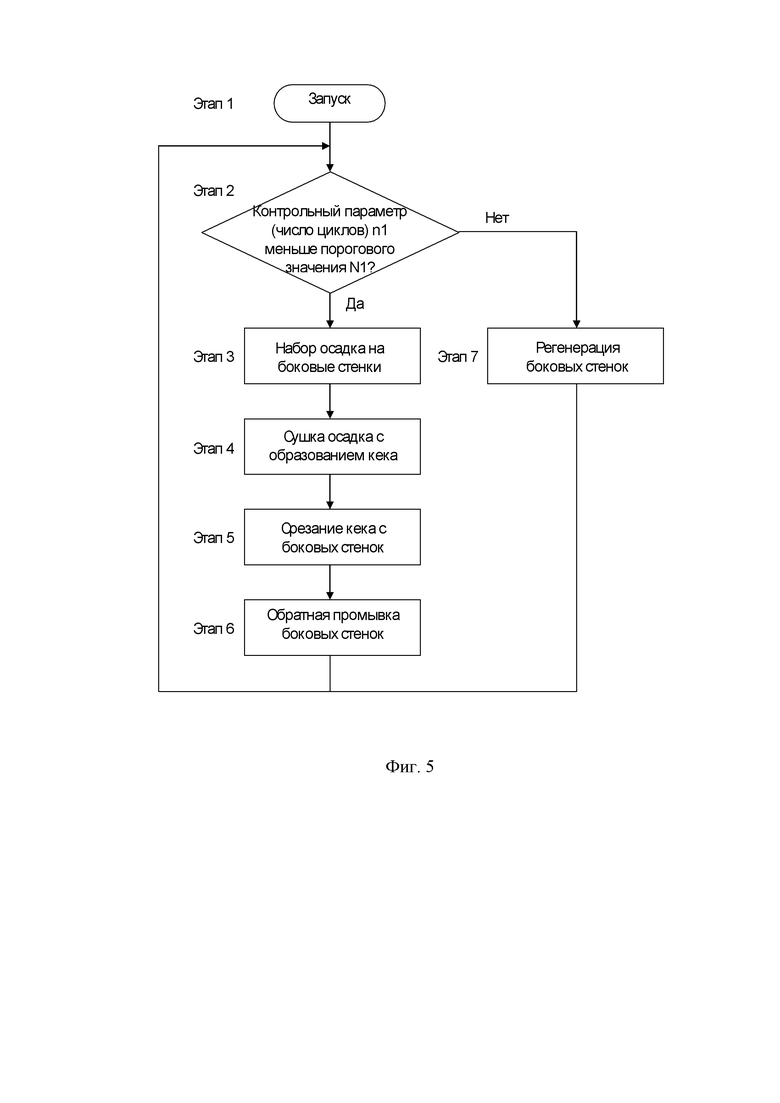
фиг. 3 – схема взаимного расположения ножей для срезания кека и секторного элемента в прототипе изобретения;
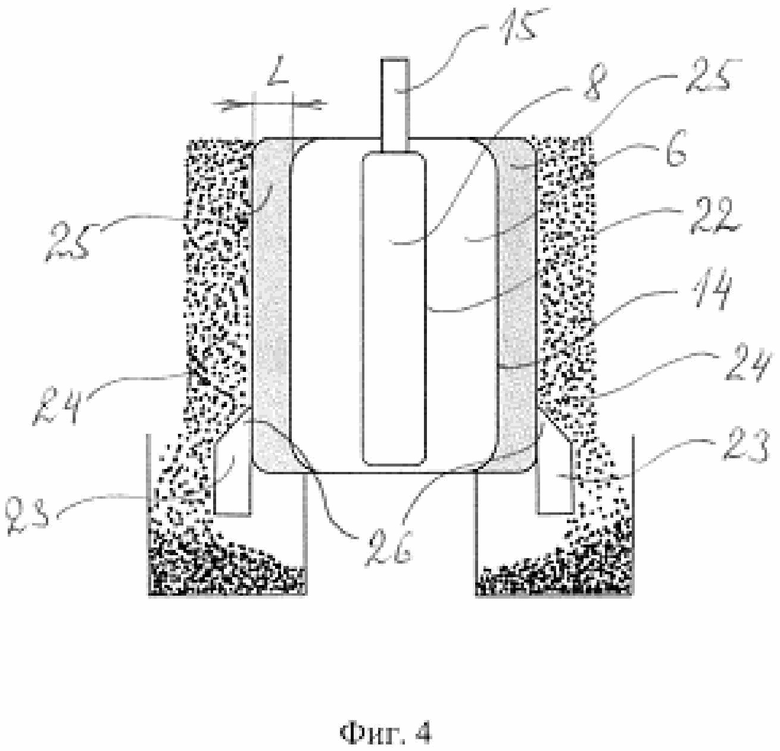
фиг. 4 – схема взаимного расположения ножей для срезания кека и секторного элемента в керамическом дисковом вакуумном фильтре, выполненном согласно изобретению;
фиг. 5 – блок-схема процесса для осуществления способа разделения твердой и жидкой фаз суспензии согласно общеизвестному решению;
фиг. 6 - блок-схема процесса для осуществления способа разделения твердой и жидкой фаз суспензии согласно второму объекту изобретения.
Осуществление изобретения
[22] Осуществление изобретения будет показано на наилучших известных авторам примерах реализации изобретения, которые не являются ограничениями в отношении объема охраняемых прав.
[23] На фиг. 1 показан схематический вид сбоку керамического дискового вакуумного фильтра, в котором может быть применено настоящее изобретение. Фильтровальные диски 1 частично погружены в ванну 2 с пульпой 3, представляющей собой суспензию из взвешенных в жидкости твердых частиц, при этом они способны вращаться вокруг горизонтальной оси вместе с установленным на подшипниках каркасом 4. Каждый фильтровальный диск 1 образован множеством секторных элементов 5. Каждый секторный элемент 5 (фиг. 2, внутренняя структура показана пунктиром), в свою очередь, содержит две боковые стенки 6, наружные поверхности 14 которых расположены перпендикулярно указанной горизонтальной оси, а между боковыми стенками 6 имеется полость 8. Торцевая стенка 7 ограничивает полость 8 с торцевых сторон секторного элемента 5. Кроме того, секторный элемент 5 снабжен, по меньшей мере, одним штуцером (не показан, в данном случае их два), вставляемым в отверстие 9, и средством крепления 10 к каркасу 4, прикрепляемом к секторному элементу в области 11.
[24] По меньшей мере, боковые стенки 6 секторного элемента 5 выполнены из пористой керамики. В данном случае секторный элемент 5 изготовлен при совмещении двух одинаковых пластинчатых элементов 12, каждый из которых включает в себя одну боковую стенку 6 и выполненный с ней заодно элемент торцевой стенки 7, представляющий собой ее половинную часть по высоте. Поскольку каждый пластинчатый элемент изготавливается как одна заготовка, то торцевая стенка 7 такого секторного элемента также выполнена из пористой керамики. Однако это не является ограничением, боковые стенки 6 могут быть изготовлены совершенно плоскими с последующим наклеиванием, например, на полимерный каркас, проходящий по периметру боковых стенок и разделяющий их для образования полости 8, а также формирующий торцевую стенку 7. Отметим также, что полость 8 содержит внутренние перегородки 13, создающие оптимальные направления потока фильтрата и упрочняющие секторный элемент 5.
[25] Поры пористой керамики, из которой изготовлены боковые стенки 6, проходят через всю толщину боковых стенок 6, и по существу представляют собой капиллярные каналы, соединяющие наружные поверхности 14 боковых стенок 6 с полостью 8 (фиг. 3, 4). Посредством штуцера, вставляемого в отверстие 9, полость 8 соединяется через трубку 15 либо с пневмогидравлической системой 16, включающей в себя вакуумный насос 17, жидкостный насос 18 и вакуумный ресивер 19, либо с гидравлической системой 20, содержащей нагнетательный насос 21. Переключение данных соединений обеспечивается при помощи распределительного механизма (не показан) по команде от блока управления (не показан).
[26] Отметим, что в прототипе изобретения переключение соединения полости 8 с пневмогидравлической системой 16 на соединение полости 8 с гидравлической системой 20 осуществляется автоматически на каждом цикле в соответствии с фазой поворота секторного элемента 5. В то же время согласно изобретению условием данного переключения является достижение текущим значением контрольного параметра, определяемым в режиме реального времени, заранее установленного порогового значения, как это будет описано ниже.
[27] В момент, когда секторный элемент 5 в ходе своего вращения вокруг упомянутой горизонтальной оси погружается в ванну 2 с пульпой 3, полость 8 соединяется с пневмогидравлической системой 16. Под действием вакуумного насоса 17 в полости 8 образуется вакуум. Следует отметить, что под вакуумом в контексте настоящей заявки понимается давление, являющееся пониженным относительно среднего атмосферного давления, и, как правило, находящееся в диапазоне 0,1 - 0,9 атм.
[28] В результате образования перепада давления между наружными поверхностями 14 и внутренними поверхностями 22 боковых стенок 6 (фиг. 3, 4), а также действия капиллярного эффекта пор фильтрат начинает просачиваться в полость 8, откуда попадает в вакуумный ресивер 19 и удаляется посредством жидкостного насоса 18. В то же время, твердые частицы пульпы 3, увлекаемые потоком фильтрата, прилипают к наружным поверхностям 14 боковых стенок 6 в виде осадка, который в дальнейшем превратится в кек.
[29] Когда секторный элемент 5 поднимается из ванны 2, в целях осуществления сушки осадка поддержание вакуума в полости 8 продолжается до тех пор, пока секторный элемент 5 вновь не приблизится к ванне 2. В области приближения к ванне 2 секторный элемент 5 проходит между двух ножей 23, срезающих высушенный осадок – кек 24 с обеих наружных поверхностей 14 боковых стенок 6 в емкость 25, из которой кек 24 попадает на транспортер (не показан), выводящий его из данного процесса. Хотя под областью, в которой секторный элемент 5 приближается к ванне 2, понимается вся область по ходу его вращения от вертикали до верхней границы ванны 2, с точки зрения эффективности сушки является предпочтительным расположение ножей 23 непосредственно вблизи ванны 2.
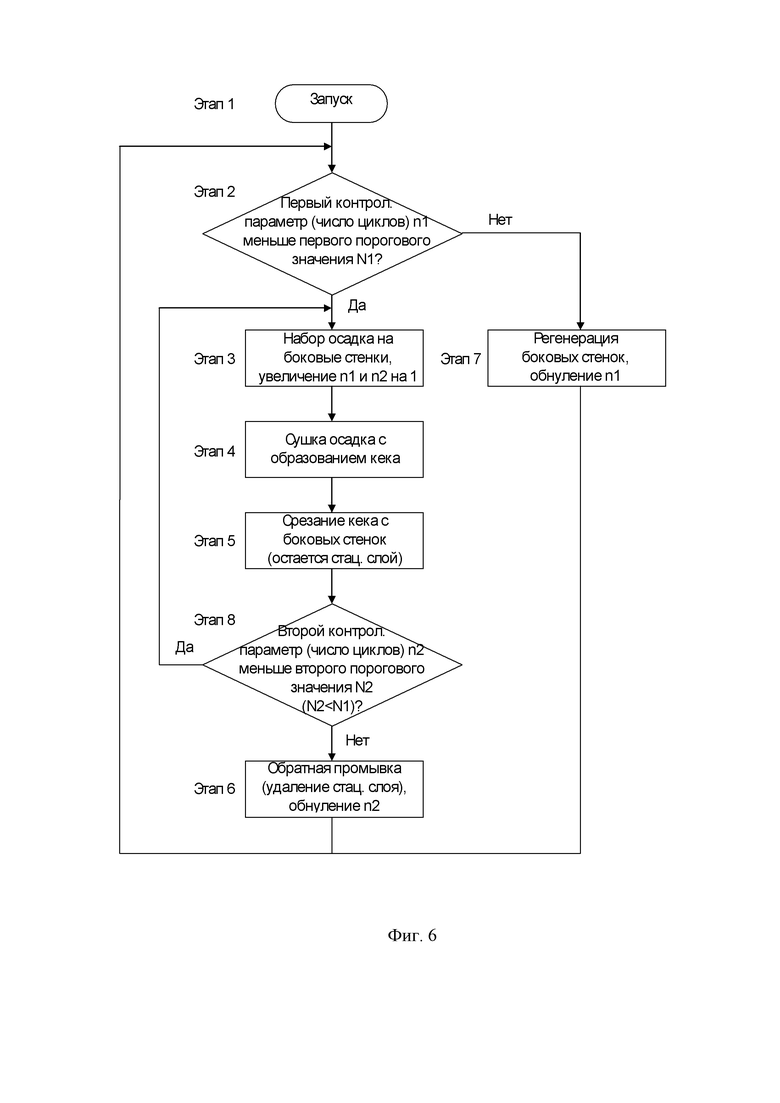
[30] Следует отметить, что в прототипе изобретения, если не учитывать упомянутый выше технологический зазор, рабочие кромки 26 ножей 23 расположены практически вплотную с наружными поверхностями 14 боковых стенок 6 находящегося между ножами 23 секторного элемента 5 (фиг. 3). В отличие от этого согласно изобретению ножи 23 расположены относительно находящегося между ножами 23 секторного элемента 5 так, что расстояние L между рабочими кромками 26 ножей 23 и наружными поверхностями 14 боковых стенок 6 секторного элемента 5 в направлении упомянутой горизонтальной оси составляет 1 – 5 мм (фиг. 4).
[31] Таким образом, когда секторный элемент 5 вновь погружается в ванну 2 с пульпой 3, на наружных поверхностях 14 боковых стенок 6 остается слой 25 кека, называемый стационарным, толщина которого равна расстоянию L между рабочей кромкой 26 ножа 23 и наружной поверхностью 14 боковой стенки 6. Стационарный слой 25 кека не удаляется и в последующих циклах, претерпевая при этом постепенное уплотнение.
[32] Несмотря на многообразие составов концентратов, предназначенных для фильтрования с помощью керамических дисковых вакуумных фильтров, данные концентраты подготавливаются с определенными общими характеристиками. Например, независимо от их состава концентраты измельчаются до среднего размера частиц, находящегося в диапазоне 10 – 50 мкм, при этом максимальный размер частиц может достигать 200 мкм. Что касается секторных элементов, то для всех их типоразмеров и конфигураций используются пористые керамические материалы со средним поперечным размером пор, находящимся в диапазоне 0,5 - 20 мкм.
[33] Поскольку указанные величины размера частиц и поперечного размера пор являются средними значениями, а разброс размера частиц и поперечного размера пор всегда в некоторой степени перекрывается, то в любой комбинации концентрата и керамического материала будет наблюдаться проникновение некоторой части частиц в поры боковых стенок секторного элемента.
[34] Однако в керамическом дисковом вакуумном фильтре, выполненном согласно изобретению, такое проникновение происходит только на начальной стадии формирования стационарного слоя 25 кека. После этого в течение достаточно большого числа циклов стационарный слой 25 кека, сформированный изначально из более крупных частиц, надежно удерживает в своей толще даже самые мелкие частицы, препятствуя попаданию их в поры боковых стенок 6, и тем самым не допуская закупоривания пор. Следует отметить, что в сформированном стационарном слое 25 кека на поверхностях образующих его частиц оседают и содержащиеся в пульпе 3 примеси, обладающие высокой адгезией к керамике, например глина, окисленное железо, углеводороды, различные коагулянты, флокулянты и т.п.
[35] Таким образом, в керамическом дисковом вакуумном фильтре, выполненном согласно изобретению, поры боковых стенок 6 секторных элементов 5 основную часть времени, т.е. на протяжении подавляющего числа циклов находятся вне контакта со способными закупорить их частицами, примесями и т.п. Только когда стационарный слой 25 кека уплотняется настолько, что его увеличившееся гидравлическое сопротивление начинает препятствовать производству заданного количества кека 24, осуществляется обратная промывка боковых стенок 6 с удалением стационарного слоя 25 кека и прочисткой пор. Отметим, что количество кека 24 в данном случае выступает в качестве контрольного параметра, а упомянутое заданное количество кека 24 представляет собой пороговое значение. В то же время, контрольным параметром может быть, например, время работы керамического дискового фильтра, количество выполненных циклов или объем фильтрата.
[36] Для осуществления обратной промывки боковых стенок 6 блок управления должен зафиксировать по данным от соответствующих датчиков (не показаны) достижение текущим значением контрольного параметра заранее установленного порогового значения. На основании этого он выдает команду на упомянутый выше распределительный механизм, который на соответствующей фазе цикла производит кратковременное соединение полости 8 секторного элемента 5 с гидравлической системой 20. Нагнетательный насос 21 гидравлической системой 20 подает в полость 8 фильтрат под повышенным давлением, смывая стационарный слой 25 кека и вымывая застрявшие частицы из пор.
[37] Если предусмотрено формирование достаточно плотного стационарного слоя 25 кека, толщина которого близка к верхней границе указанного диапазона толщины, то удаление такого слоя при помощи обратной промывки может быть затруднительно. В этом случае перед обратной промывкой стационарный слой 25 кека может быть удален извне. Для этого при наступлении описанного выше условия обратной промывки блок управления выдает команду на исполнительный механизм, обеспечивающий осевое перемещения каркаса 4 со всеми установленными на нем фильтровальными дисками 1 в сторону условно первой группы ножей 23, расположенных с условно первой стороны фильтровальных дисков 1 (сторона I).
[38] При перемещении каркаса 4 в сторону I, рабочая кромка 26 каждого ножа 23 первой группы располагается практически вплотную с находящейся на стороне I рабочей поверхностью фильтровального диска 1 на протяжении всего цикла поворота фильтровального диска 1. Отметим, что под рабочей поверхностью фильтровального диска 1 понимается совокупность всех находящихся с одной стороны фильтровального диска 1 наружных поверхностей 14 боковых стенок 6 секторных элементов 5. Таким образом, данная мера обеспечивает срезание стационарного слоя 25 кека со всех наружных поверхностей 14 боковых стенок 6, находящихся на одной стороне фильтровального диска 1.
[39] После этого исполнительный механизм перемещает каркас 4 с фильтровальными дисками 1 в противоположную сторону осевого направления (сторону II) для контакта рабочих кромок 26 второй группы ножей 23 с находящимися на стороне II рабочими поверхностями фильтровальных дисков 1. Вторая группа ножей 23 расположена с другой стороны фильтровальных дисков 1 относительно первой группы ножей 23. В этом случае рабочая кромка 26 каждого ножа 23 второй группы располагается практически вплотную с находящейся на стороне II рабочей поверхностью фильтровального диска 1 на протяжении всего цикла поворота фильтровального диска 1. Таким образом, стационарный слой 25 кека удаляется с другой рабочей поверхности каждого фильтровального диска 1.
[40] Однако в этих целях может быть предусмотрено одновременное или последовательное перемещение первой и второй групп ножей 23 в соответствующих осевых направлениях относительно остающихся неподвижными фильтровальных дисков 1 так, чтобы они располагались вплотную с соответствующими рабочими поверхностями фильтровальных дисков 1 на протяжении всего цикла их поворота.
[41] Далее, как указывалось выше, практически во всех концентратах, подготовленных для фильтрования, максимальный размер частиц может достигать 200 мкм. Соответственно, когда происходит срезание кека 24 со стационарного слоя 25 кека, частицы с размером около 200 мкм могут быть вырваны из него ножом 23. Это приводит к разрушению или разрыхлению стационарного слоя 25 кека, что, в свою очередь, снижает эффективность его использования. Было, однако, установлено, что данные отрицательные эффекты не проявляют себя заметным образом, если толщина стационарного слоя 25 кека составляет 1 мм и больше. В то же время, если толщина стационарного слоя 25 кека превышает 5 мм, то дальнейший рост эффективности его использования уже не наблюдается, при этом из-за роста гидравлического сопротивления уменьшается количество набираемого осадка, а значит и количество производимого кека 24.
[42] Таким образом, как с точки зрения обеспечения заявленных эффектов от стационарного слоя 25 кека, так и с точки зрения обеспечения заданной производительности керамического дискового вакуумного фильтра, представляется оптимальным формирование стационарного слоя 25 кека с толщиной 1 – 5 мм. Именно по этой причине согласно первому объекту изобретения ножи 23 установлены так, что рабочие кромки 26 ножей 23 удалены от наружных поверхностей 14 боковых стенок 6 находящегося между ножами 23 секторного элемента 5 на расстояние 1 – 5 мм.
[43] В то же время наилучший баланс между эффективностью предотвращения закупоривания пор и производительностью фильтра, определяемой как количеством набора осадка в одном цикле, так и частотой остановок для проведения регенерации, наблюдается при толщине стационарного слоя 25 кека, составляющей 2 - 4 мм. Данный результат обеспечивается частным случаем выполнения изобретения, согласно которому рабочие кромки 26 ножей 23 удалены от наружных поверхностей 14 боковых стенок 6 находящегося между ножами 23 секторного элемента 5 на расстояние 2 – 4 мм.
[44] Отметим также, что в отношении дисковых вакуумных фильтров, в которых боковые стенки секторных элементов выполнены из ткани или проволочной сетки, формирование стационарного слоя кека является известным. Однако в этом случае стационарный слой кека служит для создания дополнительного гидравлического сопротивления, предотвращая утечку вакуума через сравнительно крупные промежутки между волокнами указанных материалов. В отличие от этого в настоящем изобретении стационарный слой 25 кека предназначен для задерживания и недопущения попадания в поры боковых стенок 6, выполненных из пористого керамического материала, как частиц, способных застрять в порах боковых стенок 6, так и примесей, способных создать несмываемые обратной промывкой отложения на стенках пор боковых стенок 6.
[45] Далее будет описан способ разделения твердой и жидкой фаз суспензии согласно второму объекту изобретения. Отличительные признаки и преимущества способа согласно второму объекту изобретения будут проиллюстрированы на основе его сравнения со способом разделения твердой и жидкой фаз суспензии согласно общеизвестному решению. На фиг. 5 показана блок-схема процесса для осуществления одного из примеров осуществления способа согласно общеизвестному решению.
[46] На этапе 1 осуществляют запуск процесса, после чего на этапе 2 производят сравнение текущего значения n1 контрольного параметра (КП) с пороговым значением N1. В данном случае в качестве контрольного параметра выступает число произведенных циклов, и сразу после запуска процесса его текущее значение равно нулю. Таким образом, текущее значение n1, естественно, оказывается меньше порогового значения N1, и процесс переходит на этап 3.
[47] На этапах 3, 4, 5, 6 последовательно осуществляют набор осадка на боковые стенки секторного элемента, сушку осадка с образованием кека, полное срезание кека с боковых стенок и обратную промывку боковых стенок так, как это было описано ранее в параграфах [3] – [6]. Кроме того, на этапе 3 обновляют текущее значение n1 путем увеличения его на 1.
[48] Как только текущее значение n1 достигнет порогового значения N1, процесс от этапа 2 переходит на этап 7, на котором останавливают фильтрование и осуществляют регенерацию секторного элемента, как это было описано ранее в параграфе [7]. Кроме того, на этапе 7 текущее значение n1 обнуляют, и процесс запускается заново.
[49] Отметим, что в ходе обратной промывки, которую в данном процессе осуществляют на каждом цикле, удается удалить только часть попавших в поры частиц, а отложения из примесей не удаляются. Поскольку рабочие поверхности боковых стенок на каждом цикле находятся в контакте с пульпой, то происходит постоянное поступление в поры новых частиц и примесей, вызывая быстрое их накопление и закупоривание пор. Таким образом, пороговое значение N1 должно быть установлено на сравнительно малое значение, что приводит к частой остановки фильтра на проведение регенерации, а значит - к снижению производительности фильтра.
[50] Следует отметить, что показанный на фиг. 5 процесс соответствует одному секторному элементу, при этом одновременно с данным процессом со смещенной фазой выполняются аналогичные процессы для других секторных элементов фильтровального диска. В то же время, этап 2 может выполняться только для одного контрольного секторного элемента.
[51] На фиг. 6 показана блок-схема процесса для осуществления одного из примеров осуществления способа согласно второму объекту изобретения. Этапы 2, 3, 4, 7 являются такими же, что и в процессе, показанном на фиг. 5, с тем лишь уточнением, что текущее значение n1 в данном случае является первым текущим значением n1, а пороговое значение N1 - первым пороговым значением N1.
[52] После запуска процесса (этап 1) выполняется этап 2, на котором сравнивают первое текущее значение n1 КП (в данном случае – выполненное число циклов) с первым пороговым значением N1. Первое пороговое значение N1 устанавливают на максимальное значение с тем условием, чтобы даже в случае, когда первое текущее значение n1 становится равным первому пороговому значению N1, увеличившееся вследствие накопившихся отложений и т.п. гидравлическое сопротивление боковых стенок 6 секторного элемента 5 не препятствовало производству заданного количества кека 24.
[53] Если на этапе 2 было установлено, что первое текущее значение n1 меньше первого порогового значения N1, то процесс переходит к этапам 3, 4, 5, а первое текущее значение n1 обновляют путем увеличения его на 1. На данных этапах последовательно производят набор осадка на наружные поверхности 14 боковых стенок 6 секторного элемента 5, сушку осадка с образованием кека 24 и срезание кека 24 с наружных поверхностей 14 боковых стенок 6, как это было описано выше в параграфах [27] – [29]. Ножи 23 при этом предварительно устанавливают так, чтобы их рабочие кромки 26 были удалены на расстояние 1 – 5 мм (а в предпочтительном случае – на 2 - 4 мм) от наружных поверхностей 14 боковых стенок 6 находящегося между ножами 23 секторного элемента 5 для формирования стационарного слоя 25 кека.
[54] На этапе 8 производят сравнение второго текущего значения n2 КП со вторым пороговым значением N2, которое меньше первого порогового значения N1. Второе пороговое значение N2 устанавливают на максимальное значение с тем условием, чтобы даже в случае, когда второе текущее значение n2 становится равным второму пороговому значению N2, увеличившееся вследствие накопившихся отложений и т.п. гидравлическое сопротивление стационарного слоя 25 кека не препятствовало производству заданного количества кека 24. Отметим, что непосредственно после запуска процесса как первое текущее значение n1, так и второе текущее значение n2 равны нулю, т.е. они меньше соответствующих пороговых значений.
[55] Если на этапе 8 было установлено, что текущее значение n2 меньше второго порогового значения N2, то выполнение этапов 3, 4, 5 производят вновь, располагая при этом уже сформированным стационарным слоем 25 кека. Второе текущее значение n2 в этом случае обновляют путем увеличения его на 1.
[56] Когда текущее значение n2 достигает второго порогового значения N2, процесс переходит на этап 6, при этом второе текущее значение n2 обнуляют. На данном этапе осуществляют обратную промывку боковых стенок 6, для чего обеспечивают кратковременное соединение полости 8 с гидравлической системой 20, в ходе которого нагнетательный насос 21 подает в полость 8 фильтрат под повышенным давлением. Обратная промывка удаляет стационарный слой 25 кека, а также основную часть частиц, застрявших в порах боковых стенок 6. Кроме того, обратная промывка может быть дополнена предварительным удалением стационарного слоя 25 кека извне, как это было показано в параграфах [37] – [40].
[57] Возвращаясь к этапу 2, как только первое текущее значение n1 достигнет первого порогового значения N1, процесс переходит на этап 7, на котором останавливают фильтрование и осуществляют регенерацию секторного элемента 5, как это было описано ранее в параграфе [7]. Кроме того, на этапе 7 первое текущее значение n1 обнуляют, и процесс запускается заново.
[58] Отметим, что, начиная со второго цикла, набор и сушка осадка (этапы 3 и 4) осуществляются с уже сформированным стационарным слоем 25 кека, который препятствует прохождению сквозь него и попаданию в поры боковых стенок 6 как содержащихся в пульпе 3 примесей, так и частиц, способных закупорить поры. В результате первое пороговое значение N1 может быть установлено на существенно большее значение относительно порогового значения N1 в процессе, показанном на фиг.5. Таким образом, частота проведения регенерации может быть существенно уменьшена, что снижает время простоя фильтра и увеличивает его производительность.
[59] В процессе, показанном на фиг. 6, этапы 2 и 8 могут выполняться только для одного контрольного секторного элемента, в то время как этапы 3, 4, 5, 6, 7 выполняются со смещением фаз одновременно для всех секторных элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЛУБОКОЙ КИСЛОТНОЙ РЕГЕНЕРАЦИИ КЕРАМИЧЕСКОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА И КОМПОЗИЦИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2766541C1 |
| СПОСОБ РЕГЕНЕРАЦИИ КЕРАМИЧЕСКОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА И КОМПОЗИЦИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2739755C1 |
| ДИСКОВЫЙ ВАКУУМНЫЙ ФИЛЬТР И СПОСОБ ФИЛЬТРОВАНИЯ СУСПЕНЗИЙ | 2018 |
|
RU2688574C1 |
| СПОСОБ ГЛУБОКОЙ КИСЛОТНОЙ РЕГЕНЕРАЦИИ КЕРАМИЧЕСКОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА И КОМПОЗИЦИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, СОДЕРЖАЩАЯ ОЭДФ-КИСЛОТУ | 2024 |
|
RU2830008C1 |
| Способ управления дисковым вакуумным фильтром и устройство для его реализации | 2018 |
|
RU2693199C1 |
| СЕКТОРНЫЙ ЭЛЕМЕНТ ДИСКОВОГО КЕРАМИЧЕСКОГО ФИЛЬТРА И ФИЛЬТРОВАЛЬНАЯ УСТАНОВКА НА ЕГО ОСНОВЕ | 2014 |
|
RU2572991C1 |
| РАСПРЕДЕЛИТЕЛЬНАЯ ГОЛОВКА ДЛЯ ВРАЩАЮЩИХСЯ ВАКУУМ-ФИЛЬТРОВ | 2003 |
|
RU2228214C1 |
| СЕКТОРНЫЙ ЭЛЕМЕНТ ДИСКОВОГО ФИЛЬТРА | 2015 |
|
RU2611524C1 |
| СЕКТОРНЫЙ ЭЛЕМЕНТ ДИСКОВОГО КЕРАМИЧЕСКОГО ФИЛЬТРА | 2009 |
|
RU2405615C1 |
| КЕРАМИЧЕСКИЙ ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ ДИСКОВОГО ВАКУУМНОГО ФИЛЬТРА И ЕГО КРЕПЕЖНЫЙ УЗЕЛ | 2020 |
|
RU2759912C2 |
Изобретение относится к области керамических дисковых вакуумных фильтров, предназначенных для разделения жидкой и твердой фаз суспензии, и может быть использовано в процессах по обогащению руды. Дисковый вакуумный фильтр содержит фильтровальный диск, способный вращаться относительно горизонтальной оси и находящийся в состоянии частичного погружения в ванну с суспензией. Два ножа расположены с двух сторон фильтровального диска. Фильтровальный диск образован множеством секторных элементов. Каждый секторный элемент содержит две керамические водопроницаемые боковые стенки, наружные поверхности которых расположены перпендикулярно указанной горизонтальной оси. Между боковыми стенками имеется полость, предназначенная для создания в ней вакуума. Ножи установлены так, что рабочие кромки ножей удалены от наружных поверхностей боковых стенок находящегося между ножами секторного элемента на расстояние 1–5 мм. При достижении контрольным параметром заранее установленного порогового значения может выполняться обратная промывка боковых стенок. Технический результат: сокращение времени простоя фильтра на период регенерации секторных элементов и продление срока службы секторных элементов. 2 н. и 8 з.п. ф-лы, 6 ил.
1. Дисковый вакуумный фильтр, содержащий
фильтровальный диск, способный вращаться относительно горизонтальной оси и находящийся в состоянии частичного погружения в ванну с суспензией, и два ножа, расположенные над ванной с суспензией с двух сторон фильтровального диска, при этом
фильтровальный диск образован множеством секторных элементов, а каждый секторный элемент содержит две керамические водопроницаемые боковые стенки, наружные поверхности которых расположены перпендикулярно указанной горизонтальной оси, причем между указанными боковыми стенками имеется полость, предназначенная для создания в ней вакуума, при этом
ножи установлены так, что рабочие кромки ножей удалены от наружных поверхностей боковых стенок находящегося между ножами секторного элемента на расстояние 1–5 мм.
2. Фильтр по п. 1, выполненный с возможностью обратной промывки боковых стенок секторного элемента, осуществляемой путем нагнетания воды в полость, при этом обратная промывка производится при достижении контрольным параметром заранее установленного порогового значения.
3. Фильтр по п. 1, выполненный с возможностью такого одновременного или последовательного изменения взаимного расположения ножей и фильтровального диска, что рабочая кромка каждого ножа располагается вплотную с находящейся на его стороне рабочей поверхностью фильтровального диска на протяжении всего цикла поворота фильтровального диска, при этом
каждая рабочая поверхность фильтровального диска представляет собой совокупность соответствующих наружных поверхностей боковых стенок секторных элементов, а
указанное изменение положения ножей относительно фильтровального диска производится при достижении контрольным параметром заранее установленного порогового значения.
4. Фильтр по п. 2 или 3, в котором контрольным параметром является один из следующих параметров: количество срезаемого кека, время работы фильтра, количество циклов работы фильтровального диска, объем фильтрата в единицу времени.
5. Фильтр по п. 1, в котором ножи установлены так, что рабочие кромки ножей удалены от наружных поверхностей боковых стенок находящегося между ножами секторного элемента на расстояние 2–4 мм.
6. Способ разделения твердой и жидкой фаз суспензии, осуществляемый при помощи дискового вакуумного фильтра, содержащего
фильтровальный диск, способный вращаться относительно горизонтальной оси и находящийся в состоянии частичного погружения в ванну с суспензией, и два ножа, расположенные над ванной с суспензией с двух сторон фильтровального диска, при этом
фильтровальный диск образован множеством секторных элементов, и каждый секторный элемент содержит две керамические водопроницаемые боковые стенки, наружные поверхности которых расположены перпендикулярно указанной горизонтальной оси, причем между указанными боковыми стенками имеется полость, при этом
способ характеризуется тем, что
создают в полости каждого секторного элемента вакуум и вращают фильтровальный диск относительно указанной горизонтальной оси, а
ножи предварительно устанавливают так, чтобы рабочие кромки ножей были удалены от наружных поверхностей боковых стенок находящегося между ножами секторного элемента на расстояние 1–5 мм.
7. Способ по п. 6, в котором при достижении контрольным параметром заранее установленного порогового значения выполняют обратную промывку боковых стенок секторных элементов, которую осуществляют путем нагнетания воды в полости секторных элементов.
8. Способ по п. 6, в котором при достижении контрольным параметром заранее установленного порогового значения одновременно или последовательно изменяют взаимное расположение ножей и фильтровального диска так, чтобы рабочая кромка каждого ножа располагалась вплотную с находящейся на его стороне рабочей поверхностью фильтровального диска на протяжении всего цикла поворота фильтровального диска, при этом
каждая рабочая поверхность фильтровального диска представляет собой совокупность соответствующих наружных поверхностей боковых стенок секторных элементов.
9. Способ по п. 7 или 8, в котором контрольным параметром является один из следующих параметров: количество срезаемого кека, время работы фильтра, количество циклов работы фильтровального диска, объем фильтрата в единицу времени.
10. Способ по п. 6, в котором ножи устанавливают так, что рабочие кромки ножей удалены от наружных поверхностей боковых стенок находящегося между ножами секторного элемента на расстояние 2–4 мм.
| WO 2014170533 A1, 23.10.2014 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ УМЕНЬШЕНИЯ ТОЛЩИНЫ СЛОЯ ФИЛЬТРУЮЩЕГО МАТЕРИАЛА ДИСКОВОГО ФИЛЬТРА | 2013 |
|
RU2615382C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ФИЛЬТРОМ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2203723C1 |
| Динамический фильтр | 1980 |
|
SU965467A1 |
| БАРАБАННЫЙ ВАКУУМНЫЙ ФИЛЬТР | 1993 |
|
RU2086291C1 |
| СПОСОБ УДАЛЕНИЯ СЛОЯ ПОКРЫТИЯ С ВРАЩАЮЩЕГОСЯ ФИЛЬТРА | 2013 |
|
RU2615384C2 |
| US 8967390 B2, 03.03.2015. | |||

