Область техники
Изобретение относится к способу изготовления антифрикционных материалов на основе полиэфирэфиркетона (далее ПЭЭК) для использования в промышленности, сельском хозяйстве и других отраслях, в частности для изготовления деталей, использование которых сопряжено с фрикционным износом, таких как например подшипники скольжения.
Уровень техники
В качестве основного материала подшипников скольжения в настоящее время используются баббиты. Баббитами называются мягкие антифрикционные сплавы на оловянной или свинцовой основе.
Применение баббита Б83 в опорных подшипниках имеет ряд преимуществ. Например, низкий коэффициент трения, высокая теплопроводность, ремонтопригодность, высокая адгезия к стальным и чугунным поверхностям, корозионностойкость, относительно низкий коэффициент линейного расширения, рабоспособность при ударных нагрузках. Однако применение баббита имеет значительные отрицательные стороны - высокая стоимость баббита, сложность монтажа, значительное снижение твердости при температуре свыше 115°С. По механической прочности баббит значительно уступает бронзе и чугуну, поэтому применяется только для покрытия рабочей поверхности опоры скольжения тонким слоем, предохраняющим от заедания и повышенного износа при пусках и остановах.
В мировой практике для подшипников скольжения так же применяют ПЭЭК. Daido Metal Company, Waukesha Bearings Corporation применяют ПЭЭК VICTREX® PEEK™ для изготовления подшипников, работающих с большими нагрузками на высоких скоростях вращения.
Daido Metal Company применяет следующий метод изготовления поверхностей подшипников с VICTREX PEEK. Тонкий слой пористой бронзы спекают на поверхности стального толстого листа, а затем полученную пористую губчатую бронзу покрывают дисперсиями Vicote 800 серии и порошками Vicote 700 серии VICTREX PEEK. Таким образом, готовое изделие состоит из стальной подложки необходимых размеров и формы, промежуточного слоя бронзы и скользящей поверхности VICTREX PEEK. Исследования Daido Metal Company показали, что реальный срок службы подшипников с ПЭЭК увеличился в два раза, по сравнению с подшипниками на основе металлов.
Waukesha Bearings Corporation применяет другой метод, перед нанесением антифрикционного слоя полимерного материала, на стальную подложку наносится методом плазменного напыления бронзо-никелевого или бронзо-алюминиего сплава.
Компания Michell Bearings подслой для полимерного материала изготавливает из деформированной медной сетки, залитой белым легко расплавляющимся материалом. Толщина подслоя до 7 мм.
Из патента RU 2463321, дата публикации 10.10.2012, известно решение, которое относится к антифрикционным композитным материалам на основе термопластичных полимеров и может использоваться при изготовлении высоконапряженных узлов трения, в частности элементов уплотнений шаровой судовой запорной арматуры. Материал состоит из ароматического частично-кристаллического линейного полимера ПЭЭК 450PF с армирующим наполнителем из измельченного волокна углеродной ткани Урал Т-22.
На основании анализа существующих мировых технологий изготовления антифрикционных изделий, в частности вкладышей подшипников скольжения, изучения условий их работы, мы предлагаем не только полностью заменить баббит на более инновационный материал на основе ПЭЭК, но также изменить по сравнению с мировыми аналогами метод нанесения антифрикционного слоя на поверхность подшипников с использованием полиэфирэфиркетона (РЕЕК)
Раскрытие изобретения
Задачей предлагаемого изобретения является разработка способа нанесения антифрикционного покрытия на стальную подложку, который позволяет получать антифрикционные покрытия с улучшенными физико-механическими свойствами.
Техническим результатом является получение антифрикционного покрытия на стальной подложке с улучшенными физико-механическими свойствами, таких как адгезия слоев друг к другу, обладающее соответственно большей продолжительностью работы и долговечностью.
Предлагаемый способ изготовления антифрикционного слоя заключается в следующем:
Способ нанесения антифрикционного материала на основе ПЭЭК на стальную подложку заключается в том, что сначала на подготовленную стальную подложку методом электродугового напыления наносят подслой из медно-никелевого сплава или бронзо-никелевого сплава. При этом подслой из медно-никелевого сплава (бронзо-никелевого сплава) состоит из последовательно нанесенных слоев мелкозернистой, среднезернистой и крупнозернистой фракции, затем на предварительно разогретую поверхность с нанесенным медно-никелевым сплавом (бронзо-никелевым сплавом) наносят методом горячего прессования покрытие из ПЭЭК с дальнейшим охлаждением и шлифованием полученного покрытия.
Под подготовкой стальной поверхности понимают стандартные операции, известные специалистам, которые проводят перед нанесением покрытий на металлические основания, такие как обезжиривание (с использованием растворителя), дробеструйная обработка поверхности, термическая обработка поверхности и т.п.
Перед нанесением антифрикционного полимерного слоя ПЭЭК и после предварительной обработки поверхности стали, на стальную подложку наносится методом электродугового напыления медно-никелевого сплава (бронзо-никелевого сплава).
Медно-никелевый сплав или бронзо-никелевый сплав для изготовления промежуточного подслоя, выбран из следующих соображений, известно, что никель, обладая высокой температурой плавления, повышает температурный интервал кристаллизации бронзы (меди). Образуя многочисленные центры кристаллизации, никель способствует образованию мелкозернистой структуры бронзы (меди) и снижению коэффициента ликвидации свинца, вследствие чего повышаются антифрикционные свойства бронзы (меди).
Сущность электродугового напыления состоит в расплавлении материала металлических проволок электрической дугой, зажженной между ними, продувании через электрическую дугу струи сжатого газа, сдувании расплавленного металла и переносе его в виде частиц на восстанавливаемую поверхность. (Описание электродугового напыления http://www.ngpedia.ru/id178240p1.html). Это обеспечивает более прочную адгезию стальной подложки с материалом ПЭЭК по сравнению с другими методами нанесения металлических покрытий, а также интенсифицирует отвод тепла из зоны трения, способствует более высоким демпферным показателям получаемых изделий.
Метод плазменного напыления, который используется в зарубежных аналогах, по сравнению с нашим предложением получается более дорогостоящий, зерно мелкое, толщина слоя 0,05-0,2 мм.
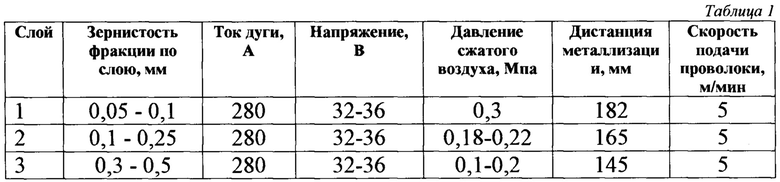
Метод нанесения подслоя электродуговым напылением, предлагаемый нами, позволяет регулируя ток и давление воздуха, получать различную величину зерна (за счет различных по величине капель расплава проволоки распыляемого потоком воздуха). Первые слои с мелкозернистой фракцией 0,05-0,1 мм обеспечивают более прочную адгезию стальной подложки и подслоя. В завершение осуществляют напыление слоев со среднезернистой (0,1-0,25 мм) и крупнозернистой (0,3-0,5 мм) фракцией, что обеспечивает прочную адгезию уже с антифрикционным слоем ПЭКК. Толщина 3-х слоев может составлять до 0,6 мм.
Далее на полученный подслой наносят слой ПЭЭК.
Полиэфирэфиркетоны имеют следующую структурную формулу:
Одним из основных методов получения полиэфирэфиркетонов является поликонденсация гидрохинона (или бисфенолов) с дифтордифенилкетоном (или дихлордифенилкетоном) в присутствии щелочи по схеме:

Реакция проводится в атмосфере инертного газа в среде высококипящих полярных органических растворителей (ДМСО, сульфолан, диметилсульфон и др.). В качестве катализатора используются безводные щелочи, а также карбонаты и др. соли щелочных металлов.
Полиэфирэфиркетон - высокотемпературный полукристаллический полимер с выдающейся комбинацией механических, химических, электротехнических и других эксплуатационных характеристик, сохраняющихся при рабочих температурах до 310°С. ПЭЭК обладает уникальными свойствами, позволяющими использовать его в механизмах и изделиях с повышенными техническими требованиями:
- Высокая теплопроводность
- Низкий коэффициент трения
- Низкая проницаемость
- Хорошее удельное сопротивление
- Очень высокая твердость
- Отличная износостойкость
- Хорошая стабильность размеров при низких температурах
- Низкое истирание, аналогичное истиранию поверхности мягких металлов (например, алюминия).
Наш метод относится к технологии нанесения полиарилэфиркетоновых полимеров PEEK и использования его для изготовления антифрикционного слоя различных изделий, например подшипников скольжения. Известны много способов нанесения ПЭЭК на поверхности тех или иных изделий. Это водная дисперсия, прессование в формах, литье под давлением и т.д. Предложенный способ, включающий в себя подготовительный процесс и процесс фиксации полимера на несущие поверхности подшипников скольжения путем горячего прессования.
К подготовительному процессу относятся изготовление пластин (листов) полимера толщиной 2-4 мм при помощи литья под давлением на термопласте. Из полученных пластин раскраиваются по форме рабочей поверхности заготовки. Далее методом горячего прессования наносят ПЭЭК, охлаждают покрытие и шлифуют.
Для горячего прессования предварительно подготовленную деталь с нанесенным бронзо-никелевым подслоем нагревают в электропечи, ТВЧ или на поворотном столе.
Осуществление изобретения.
Вводная часть. Общие параметры нанесения ПЭЭК на рабочую поверхность подшипника скольжения.
Перед нанесением антифрикционного полимерного слоя ПЭЭК и после предварительной обработки поверхности стали, на стальную подложку наносится методом электродугового напыления медно-никелевый сплав (бронзо-никелевый сплав), состоящий из последовательно нанесенных слоев различной фракции.
Параметры нанесения слоя подслоя:
Диаметр проволоки - 2 мм,
Источник питания - Дуга 338 ИП
Далее на полученный подслой наносят слой ПЭЭК, для чего изготавливается подложка (матрица), для установки на стол пресса, по форме профиля установочных поверхностей корпуса (сегмента) подшипника. Изготавливается и устанавливается пуансон по форме несущих поверхностей подшипников скольжения. Путем экспериментальных проб, достигнуто оптимальное соотношение температуры, давления и времени удерживания заготовки полимера на поверхности подшипника для получения 100% фиксации.
Предварительно подготовленную деталь с нанесенным медно-никелевым (бронзо-никелевым) подслоем нагревают в муфельной печи или на поворотном столе до температуры 420°С.
Конструкция поворотного стола была разработана нашей компанией. Стол представляет собой конструкцию из стальной плиты с отверстиями, в которые помещены патроны нагревательные. Такая конструкция стола позволяет разогреть и поддерживать температуру 420°С технологического процесса нанесения полимерного материала.
При нагреве детали в муфельной печи ее устанавливают на поворотный стол и разворачивают под пресс.
После чего на рабочую часть детали накладывают выкройку полимера ПЭЭК. Заготовка для выкройки выдавливается на термопласте в виде листов, из которых возможно вырезать антифрикционное покрытие необходимой величины. ПЭЭК придавливают пуансоном с усилием и удерживают в течение определенного времени. Давление пресса и продолжительность процесса прессования зависит от массогабаритных размеров детали. Далее поворачивают стол от пресса и снимают деталь для охлаждения, которое также зависит от массогабаритных размеров детали (вода или естественное воздушное охлаждение).
Охлажденные детали подвергаются дальнейшей механической обработке.
Пример №1
Изготовление упорных подшипников с качающимися сегментами не больших габаритов. (Площадь покрытия антифрикционным слоем менее 600 мм2).
Элементы с нанесенным медно-никелевым подслоем (так как указано в водной части) выкладывают на поворотный стол и нагреваются до температуры 420°С. На деталь выкладывают ПЭЭК, вырезанный по величине сегмента. Выдерживают в течении 2-х минут. Поворачивают стол под пресс и прессуют под давлением 2000 Кг. В течение 10-12 секунд. Поворачивают стол от пресса и снимают сегменты для охлаждения, помещают их в водную среду до полного охлаждения. (20-25°С) после чего обрабатывают на шлифовальном станке, предварительно, притиркой, обеспечивают равномерность полимерного слоя по высоте. Высота самих сегментов обеспечивается дальнейшей механической обработкой.
Пример 2
Изготовление опорно-упорного подшипника с качающимися сегментами средних габаритов (Площадь покрытия антифрикционным слоем от 600 мм2 до 10000 мм2).
В разогретую муфельную печь выкладывают сегменты, выдерживают час при температуре 420°С. После чего устанавливают сегмент на поворотный стол в пресс-форму предварительно прогретую до 420°С. Выкладывают на рабочую поверхность сегмента ПЭЭК, вырезанный по величине этой поверхности. Далее поворачивают стол под пресс и опуская пуансон прессуют под давлением 4000 кг, с выдержкой 1,5 мин. Поворачивают стол от пресса и снимают сегменты для охлаждения, помещают их в водную среду до полного охлаждения (20-25°С). После чего:
- Упорные сегменты обрабатывают на шлифовальном станке, предварительно, притиркой, обеспечивают равномерность полимерного слоя по высоте.
- Опорные сегменты после охлаждения устанавливают в специальной оснастке на токарный станок, где обеспечивают проточкой равномерность полимерного слоя по высоте.
Данная технология распространяется на вкладыши (подшипники) цилиндрической формы состоящие с двух половинок.
Выводы
1. Предлагаемый метод является более экономичным по сравнению с зарубежными аналогами за счет применения электродугового нанесения подслоя.
2. Предлагаемый метод дает возможность сделать зернистость подслоя разной фракции, что дает лучшую адгезию как со стальной подложкой, так и с ПЭЭК.
3. Нанесение ПЭЭК путем горячего прессования является более экономичное по сравнению со способом наплавления, так как не требует изготовления дорогостоящих пресс-форм под каждый вид детали.
4. Испытания наших подшипников показали, что качеству не уступает зарубежным аналогам и превосходит в разы отечественные аналоги подшипников с баббитовым антифрикционным слоем.
Преимущество использования предложенного способа нанесения покрытия ПЭЭК над баббитом 83 в подшипниках скольжения.
1. По гидродинамическим свойствам:
- допускает работу подшипников со смазкой низкой вязкости, более тонким смазочным и несущем слоем, что уменьшает жидкостное трение и позволяет уменьшить потери мощности в подшипнике до 8%;
- снижение потерь мощности на трение - до 30% за счет 8 кратного уменьшения коэффициента трения;
- работа в граничных условиях потребления масла при пуске и останове (при масляном голодании) позволяет защитить поверхность вала от механических повреждений: задиров; наклепов; растрескивания и пригорания;
- уменьшение пускового крутящего момента.
2. По химическим свойствам:
- материал устойчив к воздействию большинства химических соединений, включая сероводород и аммиак;
- возможность работы с повышенным содержанием газа в масле (требуется проверка).
3. По физическим свойствам:
- повышенная допускаемая нагрузка на подшипник до 10 МПа (баббита до 3,0 МПа) позволяет уменьшить габарит подшипника;
- рабочая температура подшипников до 250°С, что в 2,5 раза превышает баббитовые
- повышенная допускаемая нагрузка и высокая рабочая температура позволяет уменьшить давление и расход масла через подшипник, увеличить температуру подаваемого масла;
- повышенная износостойкость подшипников над баббитовыми превышает в 2-3 раза;
- пленочное покрытие шеек ротора выделенным модифицированным графитом с материала приводит к отсутствию износа рабочих поверхностей вала ротора и уменьшению его коэффициента трения;
- полимерные материалы обладают способностью запрессовывать в себя инородные включения, попадающие в масляный клин;
- повышенный модуль эластичности дает более высокий предел перегрузок в подшипнике при переходных процессах, перекосах и вибрационных перегрузок;
4. По электрическим свойствам
- Материал является электрическим изолятором, устраняет риск электрической эрозии подшипника и вала ротора нагнетателя от блуждающих токов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения антифрикционного слоя на металлическую деталь | 2018 |
|
RU2691356C1 |
| Способ нанесения антифрикционного слоя (варианты) | 2018 |
|
RU2671779C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 1993 |
|
RU2057973C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ НА ИЗДЕЛИЯ ИЗ ЭЛЕКТРОПРОВОДНЫХ МАТЕРИАЛОВ И ДИЭЛЕКТРИКОВ | 2009 |
|
RU2409703C1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2014 |
|
RU2598737C2 |
| ВКЛАДЫШ РАДИАЛЬНОГО ПОДШИПНИКА СКОЛЬЖЕНИЯ ТУРБОАГРЕГАТА | 1999 |
|
RU2162174C2 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ИЗДЕЛИЕ ИЗ МЕТАЛЛА ИЛИ СПЛАВА | 2008 |
|
RU2392351C2 |
| Способ нанесения теплозащитного покрытия на детали газотурбинной установки | 2023 |
|
RU2813539C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ ДЛЯ ЭЛЕКТРИЧЕСКОГО КОНТАКТА | 2014 |
|
RU2598729C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА СТАЛЬНЫЕ ДЕТАЛИ | 1993 |
|
RU2103424C1 |
Изобретение относится к способу изготовления антифрикционных материалов, которые могут быть использованы в любых отраслях промышленности для изготовления антифрикционных деталей, таких как подшипники скольжения, подпятники и т.п. Способ включает нанесение на стальную подложку антифрикционного материала на основе полиэфирэфиркетона (ПЭЭК). Причем сначала на подготовленную подложку методом электродугового напыления наносят подслой из медно-никелевого сплава или бронзо-никелевого сплава. Указанный подслой состоит из последовательно нанесенных слоев мелкозернистой, среднезернистой и крупнозернистой фракции. Далее на разогретую поверхность с нанесенным указанным подслоем наносят покрытие из ПЭЭК методом горячего прессования с дальнейшим охлаждением и механической обработкой полученного материала. Изобретение обеспечивает изделия из полученного материала, например подшипники, с пониженной до 8% потерей мощности и до 30% потерей мощности на трение за счет 8-кратного снижения коэффициента трения при повышении допускаемой нагрузки до 10 МПа с возможностью уменьшения габаритов подшипника и устранения риска его электрической эрозии. Кроме того, предложенный способ более экономичен по сравнению с известными способами наплавления ввиду устранения необходимости труднодоступных пресс-форм под каждый вид детали. 1 табл., 2 пр.
Способ нанесения антифрикционного материала на основе полиэфирэфиркетона (ПЭЭК) на стальную подложку, заключающийся в том, что сначала на подготовленную стальную подложку методом электродугового напыления наносят подслой из медно-никелевого сплава или бронзо-никелевого сплава, при этом подслой из медно-никелевого сплава или бронзо-никелевого сплава состоит из последовательно нанесенных слоев мелкозернистой, среднезернистой и крупнозернистой фракции, затем на предварительно разогретую поверхность с нанесенным медно-никелевым сплавом или бронзо-никелевым сплавом наносят методом горячего прессования покрытие из ПЭЭК с дальнейшим охлаждением и механической обработкой полученного материала.
| АНТИФРИКЦИОННЫЙ КОМПОЗИТНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ УПЛОТНЕНИЙ СУДОВОЙ АРМАТУРЫ | 2011 |
|
RU2463321C1 |
| US 2016258486 A1, 08.09.2016 | |||
| US 2008070815 A1, 20.03.2008 | |||
| WO 2007107519 A1, 27.09.2007 | |||
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 2015 |
|
RU2596820C1 |

