Изобретение относится к оборудованию для получения детали методом селективного лазерного спекания с применением поверхностно-пластического деформирования и точечной контактной сварки.
Известны различные аналоги установок для получения деталей из металлического порошкового материала с применением лазерной технологии, спекающие (сплавляющие) детали из порошков, и состоящие, в основном, из лазерно-оптической системы, рабочей камеры с вертикально подвижным столом, механизмов вертикальной подачи порошка из бункера-питателя и горизонтальной подачи порошка в рабочую камеру с последующим выравниванием ножами или валиками и спеканием каждого его слоя, с системами вакуумирования. очистки и защиты газовой среды, системой управления и т.д. (установки моделей «Phenix 250» (Франция). EOSINTS 750 (Германия), Concept М2 (Германия), патент US №6215093 В1, опубл. 10.04.2001).
Недостатком данных установок является отсутствие возможности формирования слоев детали композитной структуры, состоящих из расположенных вдоль направления формирования каждого слоя детали внутренних слоев, полученных из различного по составу металлического порошкового материала.
В качестве прототипа взят патент US №20090206065 А1, опубл. 20.08.2009. Установка содержит камеру, в верхней части которой установлены оптическая система и механизм лазерной обработки, в нижней части размещена станина, с расположенными на ней системой осаждения металлического порошкового материала, содержащей ролик, два контейнера для сбора металлического порошкового материала и два питателя для подачи металлического порошкового материала, и строительной платформой, выполненной с возможностью поступательного перемещения в вертикальном направлении и расположенной между питателями системы осаждения металлического порошкового материала.
Недостатком данной установки является отсутствие возможности формирования слоев детали композитной структуры, состоящих из расположенных вдоль направления формирования каждого слоя детали внутренних слоев, полученных из различного по составу металлического порошкового материала, а также высокий расход металлического порошкового материала.
Задачей изобретения является усовершенствование установки для получения детали из металлического порошкового материала, позволяющее получить деталь слоистой композитной структуры в направлениях перпендикулярных направлению формирования детали, а также снижение расхода металлического порошкового материала.
Техническим результатом является обеспечение возможности получения слоев детали, состоящих из расположенных вдоль направления формирования каждого слоя детали внутренних слоев, полученных из различного по составу металлического порошкового материала, а также снижение потерь металлического порошкового материала, за счет зацикливание процесса его подачи и сбора.
Технический результат достигается тем, что установка для получения детали аддитивным наращиванием из металлического порошкового материала содержит камеру, в верхней части которой установлен механизм лазерной обработки с оптической системой, а в нижней части - станина с расположенными на ней системой нанесения металлического порошкового материала и строительной платформой, выполненной С возможностью поступательного перемещения в вертикальном направлении и расположенной под оптической системой и механизмом лазерной обработки, при этом система нанесения металлического порошкового материала содержит ролик и установленный напротив ролика с одной стороны строительной платформы манипулятор с насадкой для подачи металлического порошкового материала и насадкой для сбора не сплавленного металлического порошкового материала, сообщенными посредством шлангов с картриджем с износостойким металлическим порошковым материалом для формирования износостойкого контура слоя детали и с картриджем с металлическим порошковым материалом с эффектом памяти формы для формирования внутренней горизонтальной поверхности слоя в контуре детали.
При этом насадку для подачи металлического порошкового материала и насадку для сбора металлического порошкового материала располагают соосно во взаимно противоположных направлениях.
При формировании детали с применением аддитивной технологии послойного наращивания из металлического порошкового материала удается получить деталь из одного материала, что придает ей физико-механические и как следствие эксплуатационные характеристики соответствующие данному материалу. В свою очередь все чаще используют для изготовления детали несколько материалов, объединенных в одной детали в виде послойного, либо матричного композита. Таким образом, получаемые детали обладают физико-механическими и эксплуатационными характеристиками применяемых при их изготовлении материалов. Применение комбинации материалов в виде композитного конструирования для изготовления детали связано с тем, что ряд свойств и характеристик материалов взаимоисключают друг друга в сочетании в одном материале, при этом каждый слой детали работает на определенный вид нагрузки, что позволяет применить материалы для изготовления слоев с физико-механическими и эксплуатационными характеристиками соответствующим типу нагружения данного слоя.
В существующих на сегодняшний день установках для 3D-печати деталей из металлического порошкового материала отсутствует возможность формирования слоев детали композитной структуры, состоящих из расположенных вдоль направления формирования каждого слоя детали внутренних слоев, полученных из различного по составу металлического порошкового материала, что в свою очередь приводит к изготовлению деталей с низкими эксплуатационные характеристиками.
Дополнительная установка в камеру на станину манипулятора с насадкой для подачи металлического порошкового материала, сообщенной по средством шлангов с картриджем с износостойким металлическим порошковым материалом и с картриджем с металлическим порошковым материалом с эффектом памяти формы, позволяет поэтапно наносить металлический порошковый материал необходимого состава из соответствующего картриджа, формируя на первом этапе слой из износостойкого металлического порошкового материала, образующего его контур, а на втором этапе - наносится металлический порошковый материал с эффектом памяти формы из картриджа с металлическим порошковым материалом с эффектом памяти формы, с последующим формированием внутренней горизонтальной поверхности слоя и его сплавлением с контуром данного слоя вдоль их границы сопряжения, что обеспечит возможность получения слоев детали, состоящих из расположенных вдоль направления формирования каждого слоя детали внутренних слоев, полученных из различного по составу металлического порошкового материала.
Размещение на манипуляторе насадки для сбора металлического порошкового материала, сообщенной также посредством шлангов с картриджем с износостойким металлическим порошковым материалом и с картриджем с металлическим порошковым материалом с эффектом памяти формы, позволяет собирать не сплавленный износостойкого металлический порошковый материала в картридж с износостойкого составом металлическим порошковым материалом и металлический порошковый материал с эффектом памяти формы в картридж с металлическим порошковым материалом с эффектом памяти формы (при формировании слоя, состоящего из трех и более контуров из различных составов металлического порошкового материала), что позволяет снизить потери металлического порошкового материала, за счет зацикливание процесса его подачи и сбора.
Таким образом, предлагаемая установка позволяет получить деталь слоистой композитной структуры в направлениях перпендикулярных направлению формирования детали, за счет обеспечения возможности получения слоев детали, состоящих из расположенных вдоль направления формирования каждого слоя детали внутренних слоев, полученных из различного по составу металлического порошкового материала, а также снизить расход металлического порошкового материала, за счет снижения потерь металлического порошкового материала, путем зацикливания процесса его подачи и сбора.
На фиг. 1 изображена установка для получения деталей из металлического порошкового материала, которая состоит из камеры 1, в верхней части которой установлены оптическая система 2 и механизм лазерной обработки 3. В нижней части камеры 1 размещена станина 4, с расположенными на ней системой осаждения металлического порошкового материала, содержащей ролик 5, и строительной платформой 6, выполненной с возможностью поступательного перемещения в вертикальном направлении и расположенной под оптической системой и механизмом лазерной обработки, с одной стороны строительной платформы 6 напротив ролика 5 дополнительно установлены манипулятор 7 со сменными насадками для подачи металлического порошкового материала 11 и сбора металлического порошкового материала 12, сообщенные по средством шлангов 8 с картриджем с износостойким металлическим порошковым материалом 9 и картриджем с металлическим порошковым материалом с эффектом памяти формы 10.
Установка для получения деталей из металлического порошкового материала работает следующим образом. Отпускают строительную платформу 6 на величину формируемого слоя, на которую при помощи манипулятора 7 через насадку для подачи металлического порошкового материала 11, сообщенной с картриджем для подачи износостойкого металлического порошкового материала, доставляют посредством шланга 8 износостойкий металлический порошковый материал. Далее нанесенный износостойкий металлический порошковый материал выравнивают и уплотняют при помощи ролика 5. После чего генерируют лазерный луч в механизме лазерной обработки 3, который направляют в оптическую систему 2 и по заданной программе осуществляют сплавление износостойкого металлического порошкового материала и формирование износостойкого контура слоя первого слоя детали. После чего не сплавленный износостойкий металлический порошковый материал, при помощи манипулятора 7 через насадку для сбора металлического порошкового материала 12, посредством шлангов 8 доставляют в картридж с износостойким металлическим порошковым материалом 9.
После чего на строительную платформу 6 при помощи манипулятора 7 через насадку для подачи металлического порошкового материала 11, сообщенного с картриджем для подачи металлического порошкового материала с эффектом памяти формы 10, доставляют по средствам шланга 8 металлический порошковый материал с эффектом памяти формы. Затем металлический порошковый материал с эффектом памяти формы выравнивают и уплотняют при помощи ролика 5. После чего генерируют лазерный луч в механизме лазерной обработки 3, который направляют в оптическую систему 2, и по заданной программе осуществляют сплавление металлического порошкового материала с эффектом памяти формы с формированием внутренней горизонтальной поверхности слоя и его сплавлением с контуром данного слоя вдоль их границы сопряжения.
Второй и последующие слои детали формируются аналогично технологии формирования первого слоя детали.
Таким образом, совокупность предлагаемых признаков, позволяет достичь желаемый технический результат.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления детали из металлического порошкового материала | 2018 |
|
RU2704360C1 |
| Установка для получения детали из металлического порошкового материала | 2018 |
|
RU2691469C1 |
| Установка для получения детали из металлического порошкового материала | 2018 |
|
RU2702532C1 |
| Установка для получения детали из металлического порошкового материала | 2018 |
|
RU2691468C1 |
| Способ изготовления детали из металлического порошкового материала | 2018 |
|
RU2701436C1 |
| Способ лазерно-порошковой наплавки валов электродвигателя | 2020 |
|
RU2754335C1 |
| Установка для послойного синтеза трехмерных изделий из порошковых материалов и переливной колодец для данной установки | 2024 |
|
RU2835266C1 |
| Установка для селективного лазерного плавления металлического порошка | 2023 |
|
RU2824771C1 |
| Установка для селективного лазерного плавления металлического порошка | 2023 |
|
RU2824770C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СЕЛЕКТИВНЫМ ЛАЗЕРНЫМ ПЛАВЛЕНИЕМ | 2022 |
|
RU2801360C1 |

Изобретение относится к получению детали аддитивным наращиванием из металлического порошкового материала. Установка содержит камеру, в верхней части которой установлен механизм лазерной обработки с оптической системой, а в нижней части - станина с расположенными на ней системой нанесения порошкового материала и строительной платформой, выполненной с возможностью поступательного перемещения в вертикальном направлении и расположенной под оптической системой и механизмом лазерной обработки. Система нанесения порошкового материала содержит ролик и установленный напротив ролика с одной стороны строительной платформы манипулятор с насадкой для подачи порошкового материала и насадкой для сбора не сплавленного порошкового материала, сообщенными посредством шлангов с картриджем с износостойким металлическим порошковым материалом для формирования износостойкого контура слоя детали и с картриджем с металлическим порошковым материалом с эффектом памяти формы для формирования внутренней горизонтальной поверхности слоя в контуре детали. Обеспечивается получение слоев детали, состоящих из расположенных вдоль направления формирования каждого слоя детали внутренних слоев из различного по составу порошкового материала, а также обеспечивается снижение потерь порошкового материала за счет зацикливания процесса его подачи и сбора. 1 з.п. ф-лы, 1 ил.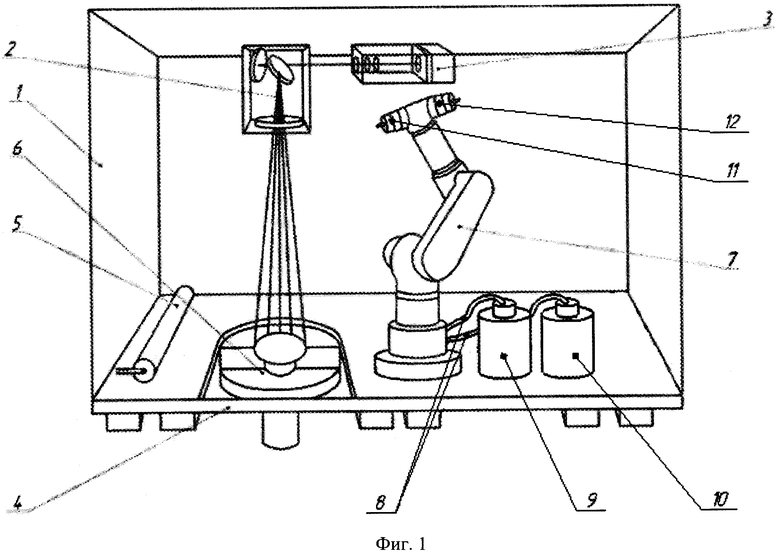
1. Установка для получения детали аддитивным наращиванием из металлического порошкового материала, содержащая камеру, в верхней части которой установлен механизм лазерной обработки с оптической системой, а в нижней части - станина с расположенными на ней системой нанесения металлического порошкового материала и строительной платформой, выполненной с возможностью поступательного перемещения в вертикальном направлении и расположенной под оптической системой и механизмом лазерной обработки, отличающаяся тем, что система нанесения металлического порошкового материала содержит ролик и установленный напротив ролика с одной стороны строительной платформы манипулятор с насадкой для подачи металлического порошкового материала и насадкой для сбора не сплавленного металлического порошкового материала, сообщенными посредством шлангов с картриджем с износостойким металлическим порошковым материалом для формирования износостойкого контура слоя детали и с картриджем с металлическим порошковым материалом с эффектом памяти формы для формирования внутренней горизонтальной поверхности слоя в контуре детали.
2. Установка по п. 1, отличающаяся тем, что насадку для подачи металлического порошкового материала и насадку для сбора металлического порошкового материала располагают соосно во взаимно противоположных направлениях.
| US 20090206065 A1, 20.08.2009 | |||
| US 6215093 B1, 10.04.2001 | |||
| Способ получения присадки МНИ-10 для смазочных масел и консистентных смазок | 1959 |
|
SU135564A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ ЛАЗЕРНЫМ ЦИКЛИЧНЫМ НАНЕСЕНИЕМ ПОРОШКОВОГО МАТЕРИАЛА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2550670C2 |

