Изобретение относится к способу изготовления деталей из металлического порошкового материала с применением технологий 3D-печати.
Известен способ изготовления детали послойным лазерным сплавлением металлического порошкового материала, включающий лазерное сплавление указанного порошка в инертной среде с получением слоя детали и ротационную сварку фением каждого слоя, которая обеспечивает формирование нанокристаллической решетки металла с высокой прочностью и пластичностью и отсутствием трещин (CN 104404509 А, 11.03.2015).
Недостатком данного способа является низкая плотность порошка формируемого слоя перед лазерным сплавлением, так как усилия ролика недостаточны для получения высокой плотности слоя порошкового материала, что является причиной низких физико-механических свойств получаемых после лазерного сплавления, как слоя детали, так и детали в целом. Также в результате сплавления получаемая деталь имеет низкую чистоту поверхности и точность размеров и формы детали, что обусловлено тем, что частицы порошкового материала необходимые для формирования слоя детали нагреваясь до температуры плавления, сплавляются со всеми соседними частицами вне зависимости необходимы ли они для формирования слоя детали или нет; Недостатком данного способа также является низкие прочностные свойства детали в направлении, перпендикулярном плоскости сформированных слоев. Детали, полученные данным способом, имеют анизотропию, выражающуюся в том, что когезионная прочность вдоль направления формирования детали ниже, чем в ее поперечном направлении.
Известен способ изготовления изделия или детали в соответствии с трехмерной моделью готового изделия путем осаждения слоев металлического материала в виде порошка без связующих или флюсов, включающий полное расплавление металлического порошка в защитной атмосфере газа по толщине слоя при воздействии лазерного луча, при этом лазерный луч проходит по заданной области порошка несколько раз так, что каждый проход перекрывает предыдущий (US 6215093 В1, 10.04.2001).
Недостатком данного способа является низкая плотность порошка формируемого слоя перед лазерным сплавлением, так как усилия ролика недостаточны для получения высокой плотности слоя порошкового материала, что является причиной низких физико-механических свойств получаемых после лазерного сплавления, как слоя детали, так и детали в целом. Также в результате сплавления получаемая деталь имеет низкую чистоту поверхности и точность размеров и формы детали, что обусловлено тем что частицы порошкового материала необходимые для формирования слоя детали нагреваясь до температуры плавления, сплавляются со всеми соседними частицами вне зависимости необходимы ли они для формирования слоя детали или нет. Недостатком данного способа также является низкие прочностные свойства детали в направлении, перпендикулярном плоскости сформированных слоев. Детали, полученные данным способом, имеют анизотропию, выражающуюся в том, что когезионная прочность вдоль направления формирования детали ниже, чем в ее поперечном направлении.
Прототипом изобретения является способ изготовления детали из металлического порошкового материала, включающий послойное аддитивное наращивание детали, в котором первый слой получают путем нанесения металлического порошкового материала на платформу, его выравнивания, уплотнение и обработку лазером с шагом равным 1-2 толщинам слоя, а второй и последующие слои путем нанесения металлического порошкового материала на первый и предыдущие слои соответственно, их выравнивание, уплотнение и обработку лазером с шагом равным 1-2 толщинам слоя, при этом после нанесения всех слоев проводят горячее изостатическое прессование в среде аргона и термическую обработку полученной детали (US 2014034626 А1, 06.02.2014).
Недостатком данного способа является низкая плотность порошка формируемого слоя перед лазерным сплавлением, так как усилия ролика недостаточны для получения высокой плотности слоя порошкового материала, что является причиной низких физико-механических свойств получаемых после лазерного сплавления, как слоя детали, так и детали в целом. Также в результате сплавления получаемая деталь имеет низкую чистоту поверхности и точность размеров и формы детали, что обусловлено тем, что частицы порошкового материала, необходимые для формирования слоя детали, нагреваясь до температуры плавления, сплавляются со всеми соседними частицами вне зависимости необходимы ли они для формирования слоя детали или нет. Недостатком данного способа также является низкие прочностные свойства детали в направлении, перпендикулярном плоскости сформированных слоев. Детали, полученные данным способом, имеют анизотропию, выражающуюся в том, что когезионная прочность вдоль направления формирования детали ниже, чем в ее поперечном направлении. При этом проводимые после изготовления детали горячее изостатическое прессование в среде аргона и термическая обработка позволяют сделать получаемую деталь изотропной, но при этом значительно снижаются физико-механические характеристики во всех направлениях.
Задачей изобретения является усовершенствование способа изготовления детали из металлического порошкового материала путем послойного аддитивного наращивания, обеспечивающее повышение физико-механических свойств детали и повышение точности ее геометрических характеристик.
Техническим результатом является повышение когезионной прочности детали вдоль направления формирования слоев, а также чистоты поверхности и точности размеров и формы получаемой детали.
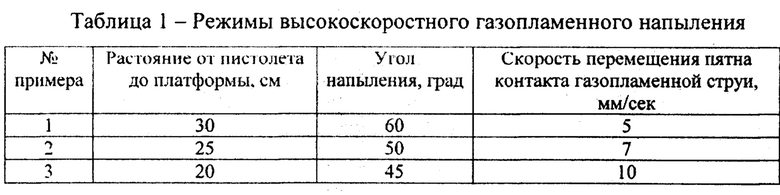
Технический результат достигается тем, что способ послойного аддитивного изготовления детали из металлического порошкового материала, включает получение первого слоя путем нанесения металлического порошкового материала на платформу и обработки его лазером, получение второго и последующих слоев путем нанесения металлического порошкового материала на первый и предыдущие слои соответственно и обработки лазером, при этом нанесение металлического порошкового материала осуществляют путем высокоскоростного газопламенного напыления с утлом напыления 45-60° на расстоянии 20-30 см с перемещением пятна контакта газопламенной струи со скоростью 5-10 мм/сек, а обработку металлического порошкового материала в каждом слое лазером осуществляют в два этапа, на первом из которых выжигают контур слоя детали, а на втором - обрабатывают внутреннюю горизонтальную поверхность контура слоя детали с шагом равным 1-2 толщины слоя.
При формировании детали путем послойного аддитивного наращивания на когезионную прочность вдоль направления формирования слоев, а также на чистоту поверхности, точность размеров и форм получаемой детали, влияет плотность слоя, нанесенного на платформу, а также последующих слоев порошкового материала. порошковый металлический материал которых перед сплавлением лазером, переносят роликом, выравнивают и уплотняют.
Однако усилий прикладываемых роликом недостаточно для значительного увеличения плотности, и как следствие уменьшения
пористости. Таким образом при низких значениях плотности формируемых первого и последующих слоев снижается эффективность обработки лазером, в виду неравномерности нагрева частиц металлического порошкового материала по высоте из-за наличия большого количества пор, т.е. нагрев частиц, находящихся ниже поверхности формируемого слоя снижается, по сравнению с поверхностными частицами. В результате происходит неполное оплавление глубинных частиц, что приводит к снижению физико-механических характеристик получаемой детали, в частности к снижению когезионной прочности вдоль направления формирования детали. В свою очередь повышение мощности лазерного луча воздействующего на поверхность формируемого слоя приводит к выгоранию поверхностных частиц, что значительно ухудшает геометрические и физико-механические характеристики получаемой детали или вообще не позволяет получить деталь данным: способом.
Обработка лазером первого и последующего слоев перенесенных, выровненных и уплотненных роликом, за счет сплавления частиц металлического порошкового материала и заполнения им пространства пор, проводит к усадке формируемых слоев.
При этом сплавление частиц, расположенных на внутренней поверхности формируемого слоя, способствует снижению точности геометрических размеров вдоль направления формирования детали и снижению чистоты поверхности. А при оплавлении частиц металлического порошкового материала по периметру контура формируемого слоя происходит сплавление частиц формируемого слоя с частицами, выходящими за контур формируемого слоя детали, что снижает точность геометрических размеров в направлении перпендикулярном направлению формирования детали и чистоту поверхности.
В связи, с чем нанесение металлического порошкового материала при формировании первого и последующих слоев детали путем высокоскоростного газопламенного напыления с углом напыления 45-60 на расстоянии 20-30 см с перемещением пятна контакта газопламенной струи со скорость 5-10 мм/с обеспечивает их пористость равную 1-2% и плотность сопоставимую с плотностью аналогичного материала полученного металлургическим путем, а также сплавление частиц металлического порошкового материала между собой внутри слоя и между слоями с когезионной прочностью 200 МПа. Изменение технологических параметров не позволит получить желаемый технический результат. Так как увеличение расстояния больше 30 см при любом угле приведет к снижению когезионной прочности, меньше 20 см приведет к перегреву поверхности предыдущих слоев, на которые осуществляют нанесение последующих слоев, что также снижает величину значения когезионной прочности и приводит к возникновению остаточных напряжений, которые ведут к короблению и возникновению трещин. Также диапазон угла напыления 45-60° является оптимальным, так увеличение угла более 60° приведет к увеличению количества частиц отраженных от поверхности, на которую происходит напыления, и как следствие, приводит к увеличению расхода порошкового материала, а также отраженные частицы, сталкиваясь с напыляемыми, снижают кинетическую энергию последних и как следствие, снижают величину значения когезионной прочности. Уменьшение значения угла ниже 45° приведет к увеличению числа отраженных частиц и значительному увеличению продолжительности процесса напыления, а также из-за того что частицы будут врезаться в поверхность, на которую напыляются, по касательной, значительно уменьшится и величина значения когезионной прочности.
В виду того, что нанесение металлического порошкового материала осуществляют путем высокоскоростного газопламенного напыления, снижается пористость нанесенных слоев в результате чего при обработке лазером снижается усадка слоев. Однако при этом возникает необходимость дальнейшей обработки каждого нанесенного слоя формируемой детали лазером в два этапа. После нанесения каждого слоя на первом этапе обработки лазером осуществляют вырезание контура детали, что способствует повышению точности формы (геометрических размеров) и чистоты поверхности слоев детали полученных в результате лазерной обработки, а на втором этапе обработки лазером осуществляют обработку горизонтальной внутренней поверхности полученного слоя детали, в результате происходит досплавление частиц металлического порошкового материала нанесенного слоя, которые в процессе высокоскоростного газопламенного напыления были частично подвергнуты сплавлению, досплавление нанесенного слоя с предыдущим слоем, который в процессе высокоскоростного газопламенного напыления был также частично подвергнуты сплавлению с предыдущим слоем
Обработка лазером горизонтальной внутренней поверхности полученного слоя детали характеризуется высокой степенью эффективности. Это обусловлено тем, что формирование каждого слоя из металлического порошкового материала осуществляют высокоскоростным газопламенным напылением, способствующим снижению пористости, что при дальнейшей обработке лазером внутренней горизонтальной поверхности слоя обеспечивает равномерность нагрева по всей толщине слоя, что повышает когезионную прочность частиц металлического порошкового материала между собой внутри слоя и между слоями. А снижение усадки во время обработки лазером горизонтальной внутренней поверхности полученного слоя детали обеспечивает точность формы (геометрических размеров) и чистоты обрабатываемой поверхности.
Таким образом, совокупность предлагаемых признаков позволяет изготовить деталь из металлического порошкового материала путем послойного аддитивного наращивания, характеризующуюся высокими физико-механическими свойствами и высокой точностью ее геометрических характеристик, за счет повышения когезионной прочности детали вдоль направления формирования слоев, а также чистоты поверхности и точности размеров и формы получаемой детали.
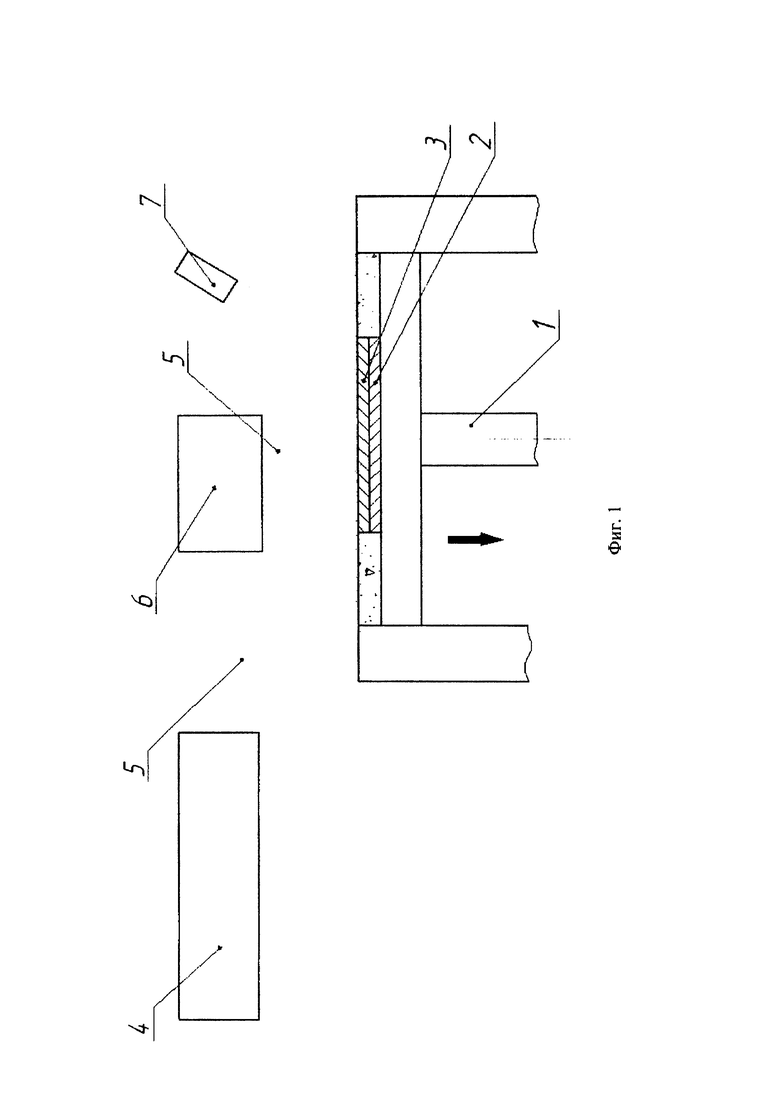
Сущность предлагаемого способа заключается в том, что в рабочей зоне 3D-принтера (Фиг. 1) строительную платформу 1 отпускают на величину формируемого первого слоя 2 после чего осуществляют напыление на строительную платформу 1 металлического порошкового материала методом высокоскоростного газопламенного напыления. После чего в лазере 4 генерируют луч 5, который поступает на сканирующее устройство 6, которое направляет луч 5 по заданной программе в зону формирования детали, вырезая на первом этапе контур слоя детали в первом слое 2 и сплавляя на втором этапе металлический порошковый материал на горизонтальной внутренней поверхности слоя детали первого слоя 2. Обработка лазерным лучом 5 происходит с шагом равным 1-2 толщины слоя. После чего формируют второй слой 3, для этого строительную платформу 1 отпускают на величину формируемого слоя второго слоя 3. После чего осуществляют напыление металлического порошкового материала методом высокоскоростного газопламенного напыления поверх сформированного первого слоя 2. После чего в лазере 4 генерируют луч 5, который поступает в сканирующее устройства 6, направляющее луч 5 по заданной программе в зону формирования детали. При этом луч 5 лазера 4 вырезает на первом этапе контур слоя детали во втором слое 3 и оплавляет на втором этапе металлический порошковый материал внутри контура слоя детали второго слоя 3. Нанесение третьего и последующего слоев осуществляют аналогично технологии нанесения второго слоя детали.
Получаемые после высокоскоростного газопламенного напыления слои перед обработкой лазерным лучом имеют низкую пористость, высокую плотность, начальные значения когезии вдоль сформированного слоя и вдоль направления формирования детали. Это позволяет значительно повысить геометрические и физико-механические характеристики получаемой детали, а формирования контура детали в слое при помощи лазерного вырезания, а не при помощи сплавления лазерным лучом, позволяет повысить чистоту поверхности и геометрические характеристики получаемой детали.
Пример.
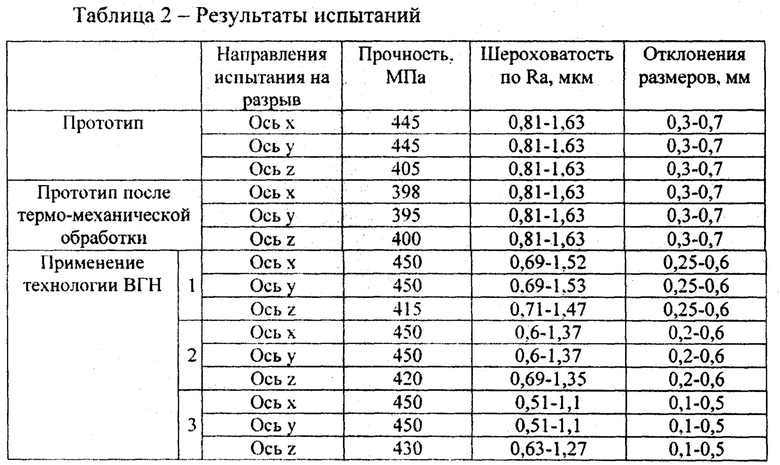
Были изготовлены при помощи послойного аддитивного наращивания призматические образцы по ГОСТу 1497-84 для испытаний на растяжения с различным направлением формирования слоев образцов, перед испытаниями были измерены шероховатость поверхности и отклонения геометрических размеров от заданных. В качестве материала выбран порошок AlSi10Mg. 18 образцов были получены без применения технологии высокоскоростного газопламенного напыления по 3 образца на каждое направление формирования слоя при этом 9 образцов были получены путем нанесения первого слоя металлического порошкового материала на платформу, его выравнивания, уплотнение и обработку лазером с шагом равным 1-2 толщинам слоя, а второй и последующие слои путем нанесения металлического порошкового материала на первый и предыдущие слои соответственно, их выравнивание, уплотнение и обработку лазером с шагом равным 1-2 толщинам слоя, после чего были испытаны. Другие 9 были получены путем нанесения первого слоя металлического порошкового материала на платформу, его выравнивания, уплотнение и обработку лазером с шагом равным 1-2 толщинам слоя, а второй и последующие слои путем нанесения металлического порошкового материала на первый и предыдущие слои соответственно, их выравнивание, уплотнение и обработку лазером с шагом равным 1-2 толщинам слоя, после нанесения всех слоев было проведено горячее изостатическое прессование в среде аргона и термическая обработка полученной детали.
27 призматических образцов, изготовленных по ГОСТу 1497-84, из порошового материала AlSi10Mg были получены путем нанесения первого слоя металлического порошкового материала на платформу при помощи высокоскоростного газопламенного напыления с последующей обработкой лазером, осуществляемую в два этапа. На первом этапе обработки лазером проводили выжигание контура слоя детали, а на втором этапе обработки лазером досплавление частиц металлического порошкового материала внутренней горизонтальной поверхности контура слоя с шагом равным 1-2 толщинам слоя. Нанесение второго слоя металлического порошкового материала осуществляют путем высокоскоростного газопламенного напыления на первый слой с последующей обработкой лазером, осуществляемой в два этапа. На первом этапе обработки лазером проводили выжигание контура слоя детали, а на втором этапе обработки лазером досплавление частиц металлического порошкового материала внутренней горизонтальной поверхности контура слоя и досплавление частиц металлического порошкового материала второго слоя с первым с шагом равным 1-2 толщинам слоя. Нанесение и обработку третьего и последующих слоев осуществляют аналогично нанесению и обработке второго слоя.
Режимы высокоскоростного газопламенного напыления представлены в табл. 1.
По 9 образцов на каждый режим высокоскоростного газопламенного напыления из которых каждые 3 образца на каждое направление формирования слоя. После этого все образцы были подвергнуты испытаниям на разрыв на испытательной машине Instron 8801, шероховатость поверхности определялась при помощи профилографа, профилометра Абрис-ПМ7, геометрические размеры и отклонения определялись при помощи микрометра.
Результаты испытаний представлены в табл. 2.
Предложенный способ повышения геометрических, физико-механических характеристик, а также и чистоты поверхности детали, полученной при помощи технологии послойного аддитивного наращивания, обеспечивает за счет повышения плотности слоев на стадии их формирования до обработки их лазером.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для получения детали из металлического порошкового материала | 2018 |
|
RU2702532C1 |
| Способ изготовления детали из металлического порошкового материала | 2018 |
|
RU2691470C1 |
| Способ изготовления детали из металлического порошкового материала | 2018 |
|
RU2691447C1 |
| Установка для получения детали из металлического порошкового материала | 2018 |
|
RU2691469C1 |
| Установка для получения детали из металлического порошкового материала | 2018 |
|
RU2691468C1 |
| Способ изготовления детали из металлического порошкового материала | 2018 |
|
RU2704360C1 |
| Способ изготовления заготовок послойным лазерным сплавлением металлических порошков сплавов на основе титана | 2022 |
|
RU2790493C1 |
| Установка для получения детали из металлического порошкового материала | 2018 |
|
RU2701328C1 |
| Способ аддитивного формирования изделия с комбинированной структурой из жаропрочного никелевого сплава с высокотемпературным подогревом | 2023 |
|
RU2821638C1 |
| Способ производства деталей малоразмерного газотурбинного двигателя с тягой до 150 кгс методом селективного лазерного сплавления | 2021 |
|
RU2767968C1 |
Изобретение относится к изготовлению деталей из металлического порошкового материала с применением технологий 3D-печати. Способ послойного аддитивного изготовления детали включает получение первого слоя путем нанесения металлического порошкового материала на платформу и обработки лазером, получение второго и последующих слоев путем нанесения металлического порошкового материала на первый и предыдущие слои соответственно и обработки его лазером. Нанесение металлического порошкового материала осуществляют путем высокоскоростного газопламенного напыления с углом напыления 45-60° на расстоянии 20-30 см с перемещением пятна контакта газопламенной струи со скоростью 5-10 мм/сек. Обработку металлического порошкового материала в каждом слое лазером осуществляют в два этапа, на первом из которых выжигают контур слоя детали, а на втором - обрабатывают горизонтальную внутреннюю поверхность контура слоя детали с шагом, равным 1-2 толщины слоя. Обеспечивается повышение когезионной прочности детали вдоль направления формирования слоев, а также чистоты поверхности и точности размеров и формы получаемой детали. 1 ил., 2 табл., 1 пр.
Способ послойного аддитивного изготовления детали из металлического порошкового материала, включающий получение первого слоя путем нанесения металлического порошкового материала на платформу и обработки лазером, получение второго и последующих слоев путем нанесения металлического порошкового материала на первый и предыдущие слои соответственно и обработки его лазером, отличающийся тем, что нанесение металлического порошкового материала осуществляют путем высокоскоростного газопламенного напыления с углом напыления 45-60° на расстоянии 20-30 см с перемещением пятна контакта газопламенной струи со скоростью 5-10 мм/сек, а обработку металлического порошкового материала в каждом слое лазером осуществляют в два этапа, на первом из которых выжигают контур слоя детали, а на втором - обрабатывают горизонтальную внутреннюю поверхность контура слоя детали с шагом, равным 1-2 толщины слоя.
| US 20140034626 A1, 06.02.2014 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ ЛАЗЕРНЫМ ЦИКЛИЧНЫМ НАНЕСЕНИЕМ ПОРОШКОВОГО МАТЕРИАЛА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2550670C2 |
| СПОСОБ СПЕКАНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВ | 2008 |
|
RU2393056C1 |
| СПОСОБ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2003 |
|
RU2312165C2 |
| СПОСОБ СПЕКАНИЯ ДЕТАЛЕЙ ЛАЗЕРНЫМ ПОСЛОЙНЫМ СИНТЕЗОМ | 2010 |
|
RU2450891C1 |
| Способ аддитивного изготовления трехмерной детали | 2017 |
|
RU2664844C1 |
| RU 2015116240 A, 27.11.2016. | |||

