На трубопрокатных агрегатах при прошивке трубных заготовок (гильз) происходят частые смены оправок для их охлаждения, а также имеет место большой расход оправок.
Предлагаемая конструкция оправки для вторичной прошивки гильз, благодаря свободному вращению оправки на рабочем стержпе и принудительному охлаждению ее водой, обеспечивает большую стойкость оправки в эксплуатации.. Кроме этого, враш:аюш,аяся оправка осуществляет более надежный захват гильзы рабочими валками в начальный момент, когда обжатия небольшие.
Применение вращающейся оправки увеличивает производительность трубопрокатной установки, облегчает труд вальцовщика и сокращает расход оправок на тонну прокатываемых труб.
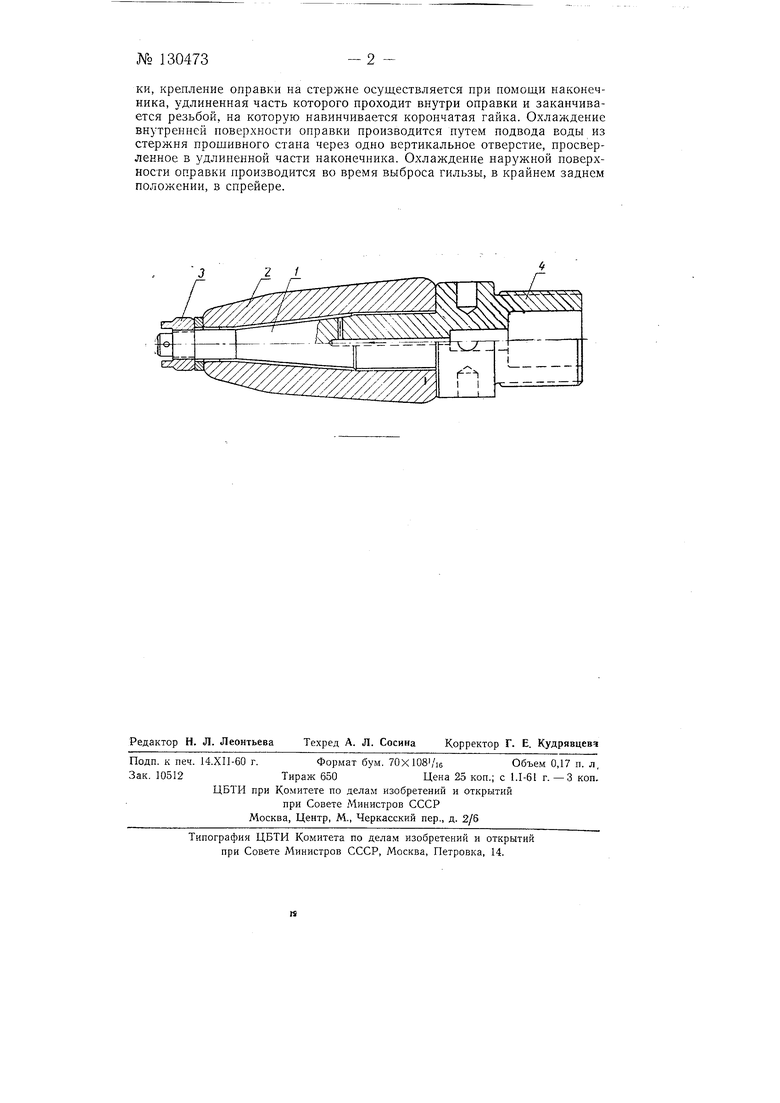
На чертеже изображена предлагаемая оправка, общий вид.
На наконечник / со значительным зазором посажена полая оправка 2, которая удерживается от осевого смешения корончатой гайкой 5. Наконечник с оправкой соединяется с прокатным стержнем при помощи резьбового соединения 4.
Внутренняя поверхность оправки охлаждается водой под давлением, подводимой из стержня прошивного стапа через одно осевое и одно радиальное (вертикальное) отверстия в удлиненной части наконечника.
Охлаждение наружной поверхности оправки производится в спрейере во время выброса гильзы.
Предмет изобретения
Вращающаяся несменяемая оправка для вторичной прошивки при производстве бесшовных труб, отличающаяся тем, что, с целью увеличения производительности агрегата и увеличения стойкости оправки, крепление оправки на стержне осуществляется при помощи наконечника, удлиненная часть которого проходит внутри оправки и заканчивается резьбой, на которую навинчивается корончатая гайка. Охлаждение внутренней поверхности оправки производится путем подвода воды из стержня прощивного стана через одно вертикальное отверстие, просверленное в удлиненной части наконечника. Охлаждение наружной поверхности оправки производится во время выброса гильзы, в крайнем заднем положении, в спрейере.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ | 2011 |
|
RU2456102C1 |
| ОПРАВОЧНЫЙ УЗЕЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2497613C1 |
| ОПРАВОЧНЫЙ УЗЕЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2354468C1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ СТЕРЖНЯ И ЗАМЕНЫ ОПРАВКИ ВАКУУМНОГО СТАНА ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2004 |
|
RU2266169C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОРНА (ОПРАВКИ) ДЛЯ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 2004 |
|
RU2262998C1 |
| Устройство для закалки труб | 1982 |
|
SU1127295A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ, НАРУЖНЫЙ ДИАМЕТР КОТОРЫХ НЕ ПРЕВЫШАЕТ 170 ММ | 1990 |
|
RU2036031C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1999 |
|
RU2152287C1 |