Область техники, к которой относится изобретение
Настоящее изобретение относится к установке и способу для холодной прокатки металлической полосы и, в частности, к установке для холодной прокатки металлической полосы посредством использования системы циркуляции для подачи смазки и к способу для холодной прокатки, используя такую установку. Далее по тексту изобретение описано со ссылкой на «стальной лист» в качестве, например, металлической полосы.
Уровень техники
Установки для холодной прокатки металлической полосы на основании системы подачи смазки (прокатного масла) разделяются на систему прямой подачи масла, в которой прокатное масло непосредственно распыляется и подается на поверхность стального листа, и в то же время охлаждающая вода распыляется на поверхность валка для его охлаждения, и циркуляционную систему подачи масла, в которой охлаждающая вода (охладитель), содержащая эмульгированное прокатное масло, подается на поверхности стального листа и рабочего валка для одновременного выполнения смазки и охлаждения рабочего валка. Поскольку прокатное масло циркулирует в циркуляционной системе, стоимость прокатного масла является низкой по сравнению с системой прямой подачи прокатного масла, в которой прокатное масло используется только один раз, но поскольку концентрация прокатного масла является низкой, качество прокатки имеет тенденцию к ухудшению.
Для решения вышеуказанной проблемы, связанной с циркуляционной системой подачи масла, полезно увеличить концентрацию прокатного масла, содержащегося в охладителе. При повышении концентрации прокатного масла смазывающая способность между металлической полосой и рабочим валком повышается, при этом ухудшается охлаждающая способность. Следовательно, концентрацию прокатного масла в охладителе обычно регулируют в диапазоне приблизительно 2 – 4% масс.
Даже в установке для холодной прокатки с циркуляционной системой подачи масла иногда необходимо прокатывать сталь такого типа, которая имеет высокое сопротивление деформированию, с обеспечением надлежащей производительности. В качестве способа, удовлетворяющего такому требованию, в JP 2007144514 A приведено описание «гибридной прокатки». Гибридная прокатка является способом распыления охладителя, имеющего концентрацию прокатного масла приблизительно 2 – 4% масс. (далее именуемого как «охладитель с низкой концентрацией») на стороне впуска рабочего валка, и распыления охладителя, имеющего высокую концентрацию прокатного масла приблизительно 10 – 15% масс. (далее именуемого как «охладитель с высокой концентрацией») на стороне выше по технологическому потоку места распыления охладителя с низкой концентрацией. При использовании указанного способа большое количество масляной составляющей может налипать на поверхность стального листа в результате подачи охладителя с высокой концентрацией (что именуется далее, как «налипание»), так что смазывающая способность между стальной полосой и рабочим валком может увеличиваться для уменьшения давления при прокатке. Поскольку для адгезии смазочно-охлаждающей жидкости к поверхности стали необходимо определенное количество времени с целью повышения характеристики налипания, желательно распылять охладитель с высокой концентрацией на определенном расстоянии от рабочего валка на стороне выше по технологическому потоку рабочего валка.
Раскрытие сущности изобретения
Техническая проблема
В существующей гибридной прокатке нельзя избежать уменьшения скорости прокатки в случае дефектов или т.п., существующих в исходном материале для прокатки (основном материале). Когда количество подаваемого охладителя с низкой концентрацией является постоянным независимо от скорости прокатки, то в случае уменьшения скорости прокатки жидкая ванна охладителя с низкой концентрацией, образованная на поверхности стального листа на стороне впуска рабочего валка, расширяется по направлению к стороне выше по технологическому потоку для увеличения длины жидкой ванны и, таким образом, участок вершины жидкой ванны на стороне выше по технологическому потоку может достичь положения распыления охладителя с высокой концентрацией. В таком состоянии охладитель с высокой концентрацией распыляется по направлению к охладителю с низкой концентрацией, накопленному на поверхности листа, так что охладитель с высокой концентрацией смешивается с охладителем с низкой концентрацией и разбавляется, в результате чего масляная составляющая в охладителе с высокой концентрацией не может достичь поверхности листа, и не может быть обеспечен эффект гибридной прокатки.
Что касается вышеуказанной проблемы, можно предусмотреть дополнительное увеличение концентрации прокатного масла в охладителе с высокой концентрацией, но существует проблема, что увеличение количества используемого прокатного масла обычно ухудшает удельный расход.
Также можно предусмотреть перемещение места распыления охладителя с высокой концентрацией в сторону выше по технологическому потоку, расположенную на расстоянии от зоны, образующей жидкую ванну охладителя с низкой концентрацией, но это фактически сложно осуществить, поскольку существует ограничение на расстояние между клетями в установке холодной прокатки тандемного типа и т.п.
Изобретение разработано с учетом вышеуказанных проблем, относящихся к общепринятой технологии, и его задача состоит в том, чтобы предложить установку для холодной прокатки металлической полосы, которая может выполнять прокатку без ухудшения характеристики налипания, даже если скорость прокатки уменьшается при гибридной прокатке с системой циркуляции, и предложить способ для холодной прокатки металлической полосы, используя такую установку для холодной прокатки.
Решение проблемы
Авторы изобретения выполнили ряд исследований для решения вышеуказанной задачи. В результате они установили, что полезно предусмотреть в установке для холодной прокатки функцию варьирования величины распыления охладителя с низкой концентрацией в соответствии со скоростью прокатки и выполнять прокатку, регулируя величину распыления охладителя с низкой концентрацией, так чтобы вершина жидкой ванны охладителя с низкой концентрацией, образованной на поверхности листа на стороне впуска рабочего валка, не достигала места распыления охладителя с высокой концентрацией, после чего было разработано изобретение.
Другими словами, изобретение представляет собой установку для холодной прокатки полосы с циркуляционной системой подачи масла посредством распыления охладителя с низкой концентрацией вблизи стороны впуска рабочего валка и распыления охладителя с высокой концентрацией на стороне выше по технологическому потоку распыления охладителя с низкой концентрацией для выполнения прокатки, отличающуюся тем, что указанная установка оснащена управляющим устройством для варьирования величины распыления охладителя с низкой концентрацией в соответствии со скоростью прокатки, так чтобы вершина жидкой ванны охладителя с низкой концентрацией, образованной на поверхности листа на стороне впуска рабочего валка, не достигала места распыления охладителя с высокой концентрацией.
Установка для холодной прокатки металлической полосы по изобретению отличается тем, что она оснащена управляющим устройством для варьирования величины распыления охладителя с высокой концентрацией в соответствии со скоростью прокатки.
Установка для холодной прокатки металлической полосы по изобретению отличается тем, что концентрация прокатного масла в охладителе с низкой концентрацией составляет 2 – 4% масс., и концентрация прокатного масла в охладителе с высокой концентрацией составляет 10 – 15% масс.
Кроме того, изобретение представляет собой способ для холодной прокатки полосы в установке для холодной прокатки полосы с циркуляционной системой подачи масла посредством распыления охладителя с низкой концентрацией вблизи стороны впуска рабочего валка и распыления охладителя с высокой концентрацией на стороне выше по технологическому потоку распыления охладителя с низкой концентрацией для выполнения прокатки, отличающийся тем, что величина распыления охладителя с низкой концентрацией варьируется в соответствии со скоростью прокатки, так что вершина жидкой ванны охладителя с низкой концентрацией, образованной на поверхности листа на стороне впуска рабочего валка, не достигает места распыления охладителя с высокой концентрацией.
Способ для холодной прокатки металлической полосы по изобретению, отличающийся тем, что величина распыления охладителя с высокой концентрацией варьируется в соответствии со скоростью прокатки.
Способ для холодной прокатки металлической полосы по изобретению, отличающийся тем, что концентрация прокатного масла в охладителе с низкой концентрацией составляет 2 – 4% масс., и концентрация прокатного масла в охладителе с высокой концентрацией составляет 10 – 15% масс.
Преимущественные эффекты изобретения
По настоящему изобретению вершина жидкой ванны охладителя с низкой концентрацией, образованной на поверхности листа на стороне впуска рабочего валка, регулируется таким образом, что она не достигает места распыления охладителя с высокой концентрацией, что позволяет обеспечить достаточный эффект посредством гибридной прокатки.
Краткое описание чертежей
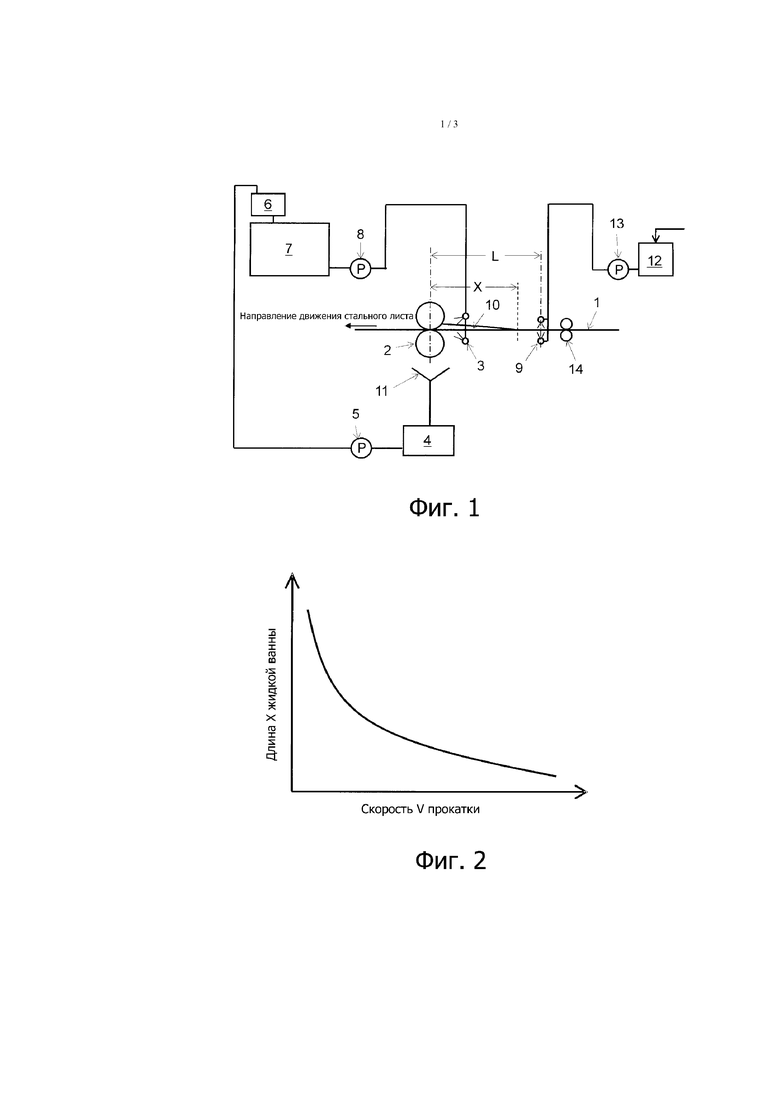
Фиг. 1 – вид системы подачи прокатного масла при обычной гибридной прокатке;
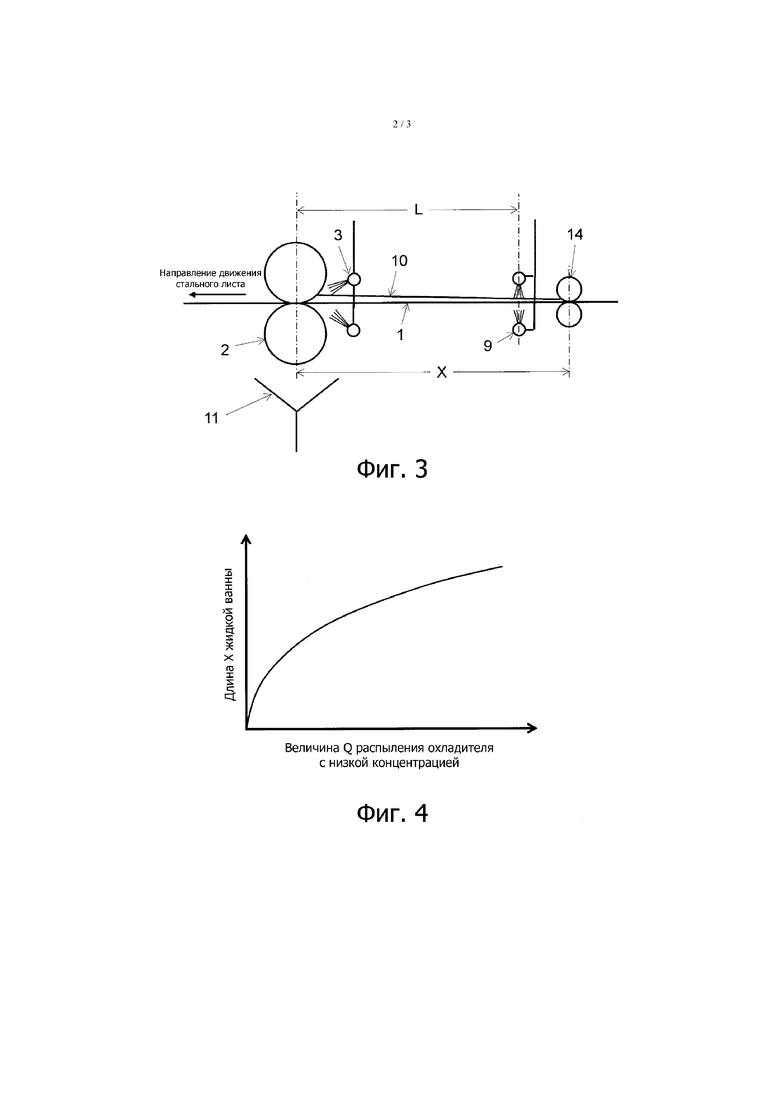
фиг. 2 – схематическое изображение взаимосвязи между скоростью V прокатки и длиной X жидкой ванны;
фиг. 3 – вид, на котором показано состояние, где вершина жидкой ванны достигает места распыления охладителя с высокой концентрацией при низкой скорости прокатки;
фиг. 4 – схематическое изображение взаимосвязи между величиной Q распыления охладителя с низкой концентрацией и длиной X жидкой ванны;
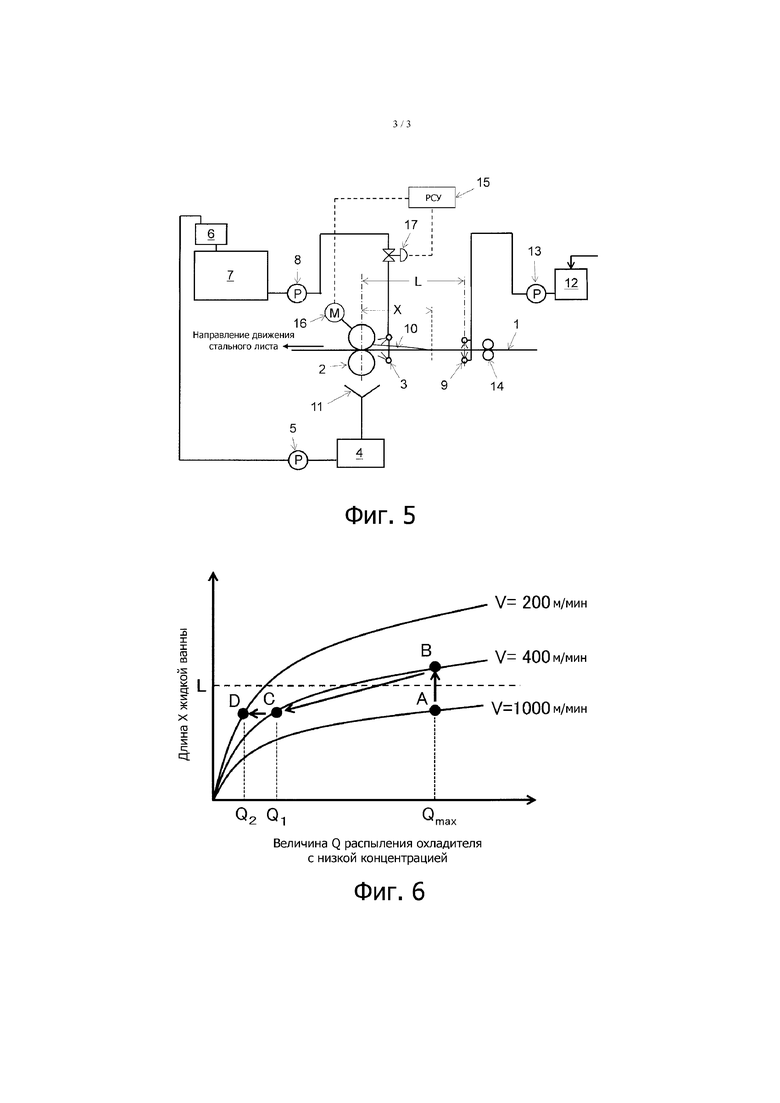
фиг. 5 – пример системы подачи прокатного масла в установке холодной прокатки по изобретению для регулирования величины распыления охладителя с низкой концентрацией в соответствии со скоростью прокатки;
фиг. 6 – вид, показывающий способ регулирования величины распыления охладителя с низкой концентрацией согласно способу для холодной прокатки по изобретению.
Осуществление изобретения
На фиг. 1 показан вид системы подачи охладителя применительно к гибридному способу прокатки, используемому в обычной установке для холодной прокатки с циркуляционной системой подачи масла. Стальной лист 1 прокатывают с помощью рабочего валка 2 до получения заданной толщины листа. На данном этапе охладитель с низкой концентрацией распыляют на поверхность стального листа из распылительного коллектора 3 с помощью насоса 8 для распыления для одновременного улучшения смазывающей способности между стальным листом 1 и рабочим валком 2 и выполнения охлаждения рабочего валка 2. Охладитель с низкой концентрацией, используемый для распыления на поверхность стального листа, в дальнейшем собирается в возвратный бак 4, расположенный в смазочном подвале, с помощью поддона 11 для масла, возвращается в чистый бак 7 через расположенный над баком 7 фильтр 6 с помощью возвратного насоса 5 и повторно используется. В этом случае охладитель с низкой концентрацией, распыляемый на поверхность стального листа из распылительного коллектора 3, образует жидкую ванну 10 длиной X на поверхности листа по направлению к стороне выше по технологическому потоку.
С другой стороны, охладитель с высокой концентрацией приготавливают в баке 12 для охладителя с высокой концентрацией и распыляют его на поверхность стального листа из распылительного коллектора 9 с помощью насоса 13 для распыления. Охладитель с высокой концентрацией, используемый для распыления, собирают с помощью вышеуказанного поддона 11 для масла, смешивают с охладителем с низкой концентрацией и повторно используют в качестве охладителя с низкой концентрацией. Кроме того, распылительный коллектор 9 для охладителя с высокой концентрацией расположен в месте, находящемся на стороне выше по технологическому потоку от положения распыления охладителя с низкой концентрацией и находится на расстоянии L от рабочего валка по направлению к стороне выше по технологическому потоку для обеспечения достаточного времени, необходимого для адгезии масляной составляющей к поверхности листа для повышения характеристики налипания. На этой фигуре номером поз. 14 обозначен отводной валок, предназначенный для удаления охладителя, налипшего на поверхность стального листа во время прокатки в предыдущей клети.
На фиг. 2 схематически показана взаимосвязь скорости V прокатки и длины X жидкой ванны охладителя с низкой концентрацией, образованной на поверхности стального листа на стороне впуска рабочего валка. Поскольку количество прокатного масла, захватываемого в раствор валков, варьируется в зависимости от скорости V прокатки, длина X жидкой ванны увеличивается, когда скорость прокатки низкая, и уменьшается, когда скорость прокатки высокая.
На фиг. 3 схематически показана взаимосвязь между длиной X жидкой ванны охладителя с низкой концентрацией и положением распылительного коллектора для охладителя с высокой концентрацией, установленным на расстоянии L от рабочего валка по направлению к стороне выше по технологическому потоку, когда скорость прокатки уменьшается. Когда скорость прокатки V низкая, длина X жидкой ванны охладителя с низкой концентрацией становится больше, чем расстояние L между рабочим валком 2 и распылительным коллектором 9 для охладителя с высокой концентрацией, и иногда достигает отводного валка 14.
На фиг. 4 схематически показана взаимосвязь между величиной Q распыления охладителя с низкой концентрацией и длиной X жидкой ванны охладителя с низкой концентрацией. Длина X жидкой ванны варьируется в зависимости от величины Q распыления охладителя с низкой концентрацией. Длина X жидкой ванны уменьшается, когда уменьшается величина распыления Q, и длина X жидкой ванны увеличивается, когда увеличивается величина Q распыления.
Следовательно, по настоящему изобретению с уменьшением скорости V прокатки длину X жидкой ванны охладителя с низкой концентрацией делают меньше длины L между рабочим валком 2 и распылительным коллектором 9 для охладителя с высокой концентрацией посредством уменьшения величины Q распыления охладителя с низкой концентрацией. Имеется в виду, что исключается достижение вершиной жидкой ванны на стороне выше по технологическому потоку распылительного коллектора для охладителя с высокой концентрацией, в результате чего охладитель с высокой концентрацией можно постоянно распылять непосредственно на поверхность стального листа. Другими словами, настоящее изобретение отличается тем, что величина Q распыления охладителя с низкой концентрацией регулируется в соответствии со скоростью V прокатки для обеспечения исключительной характеристики налипания.
На фиг. 5 показан пример системы подачи охладителя в установку холодной прокатки по изобретению, которая регулирует величину распыления охладителя с низкой концентрацией в соответствии со скоростью прокатки. В системе подачи охладителя с низкой концентрацией установлен клапан 17 регулирования расхода. Величина Q распыления охладителя с низкой концентрацией рассчитывается распределенной системой управления (РСУ) 15 на основании командного сигнала для скорости прокатки от приводного двигателя 16 рабочего валка, так чтобы длина X жидкой ванны охладителя с низкой концентрацией была меньше расстояния L до места распыления охладителя с высокой концентрацией, и рассчитанный результат передается клапану 17 регулирования расхода, установленному в системе подачи охладителя с низкой концентрацией в качестве командного сигнала на открывание.
Даже если скорость прокатки уменьшается, и охладитель с высокой концентрацией распыляется в таком же количестве, как и при высокой скорости прокатки, количество прокатного масла, распыляемого на поверхность стального листа, увеличивается для улучшения смазывающей способности. Однако, когда смазывающая способность становится крайне высокой, это может стать причиной анормальной прокатки, например, может вызвать скольжение или вибрирование. Следовательно, когда величина распыления охладителя с высокой концентрацией отрегулирована в соответствии со скоростью прокатки, можно обеспечить подачу соответствующего количества масла, необходимого для холодной прокатки.
Для того чтобы отрегулировать величину распыления охладителя с высокой концентрацией в соответствии со скоростью прокатки в системе подачи охладителя с высокой концентрацией установлен клапан регулирования расхода сходным образом со случаем в отношении охладителя с низкой концентрацией, в результате чего величину распыления охладителя с высокой концентрацией можно отрегулировать в пределах надлежащего диапазона на основании командного сигнала для скорости прокатки.
В общем, когда скорость прокатки увеличивается, также увеличивается давление при прокатке, так что необходимо увеличить величину распыления при подаче прокатного масла. Когда величина распыления охладителя с высокой концентрацией регулируется в соответствии со скоростью прокатки, как указано выше, можно обеспечить распыление надлежащего количества прокатного масла в соответствии со скоростью прокатки.
Пример
На фиг. 6 показана взаимосвязь между величиной Q распыления охладителя с низкой концентрацией и длиной X жидкой ванны охладителя с низкой концентрацией, образованной на поверхности листа, когда скорость прокатки варьируется между значениями 200 м/мин, 400 м/мин и 1000 м/мин.
На этой фигуре точка A показывает длину X жидкой ванны, когда прокатку выполняют со скоростью V прокатки 1000 м/мин при максимальной величине Qmax распыления охладителя с низкой концентрацией. В точке A по причине высокой скорости прокатки и большой величины выделения тепла в единицу времени рабочий валок охлаждается посредством распыления охладителя с низкой концентрацией с величиной распыления, соответствующей максимальному значению Qmax. Однако, поскольку количество охладителя с низкой концентрацией, захватываемого в раствор валков, также большое, длина X жидкой ванны меньше расстояния L между рабочим роликом и распылительным коллектором для охладителя с высокой концентрацией.
Когда по некоторым причинам скорость прокатки уменьшают, например, из-за дефектов в материале, подлежащем прокатке, длина жидкой ванны увеличивается, как показано на фиг. 2. Например, когда скорость V прокатки уменьшают с 1000 м/мин до 400 м/мин, длина X жидкой ванны переходит от точки A к точке B и, тем самым, длина жидкой ванны становится больше расстояния L между рабочим валком и распылительным коллектором для охладителя с высокой концентрацией.
Когда величина распыления охладителя с низкой концентрацией уменьшается от Qmax до Q1, длина X жидкой ванны переходит к точке C и, тем самым, длина X жидкой ванны становится меньше расстояния L между рабочим валком и распылительным коллектором для охладителя с высокой концентрацией. В этом случае мощность охлаждения валка также уменьшается из-за уменьшения величины распыления охладителя с низкой концентрацией, но величина выделения тепла в единицу времени также уменьшается посредством уменьшения скорости прокатки, поэтому не возникают никакие проблемы.
Кроме того, даже когда по некоторым причинам скорость V прокатки уменьшают с 400 м/мин до 200 м/мин, например, для разделения листа на множество рулонов на стороне выпуска, длина X жидкой ванны переходит от точки C к точке D посредством уменьшения величины распыления охладителя с низкой концентрацией до Q2, так что длина X жидкой ванны становится меньше расстояния L между рабочим валком и распылительным коллектором для охладителя с высокой концентрацией.
Номера позиций
1 – металлическая полоса (металлический лист)
2 – рабочий валок
3 – распылительный коллектор для охладителя с низкой концентрацией
4 – возвратный бак
5 – возвратный насос
6 - фильтр
7 – чистый бак
8 – насос для распыления
9 – распылительный коллектор для охладителя с высокой концентрацией
10 – жидкая ванная охладителя с низкой концентрацией
11 - поддон для масла
12 – бак для охладителя с высокой концентрацией
13 – насос для распыления охладителя с высокой концентрацией
14 – отводящий валок
15 – распределенная система управления
16 – приводной двигатель рабочего валка
17 – клапан регулирования расхода охладителя с низкой концентрацией
Изобретение относится к области прокатки полос. Установка содержит рабочие валки, циркуляционную систему подачи масла, выполненную с возможностью распыления охладителя с низкой концентрацией масла со стороны впуска рабочего валка и распыления охладителя с высокой концентрацией масла на стороне выше по технологическому потоку относительно распыления охладителя с низкой концентрацией масла для выполнения прокатки. Уменьшение фактора налипания, в том числе при уменьшении скорости прокатки, обеспечивается за счет того, что система оснащена устройством для управления расходом охладителя с низкой концентрацией масла в соответствии со скоростью прокатки таким образом, чтобы жидкая ванна охладителя с низкой концентрацией масла, накопленного на поверхности стального листа на стороне впуска рабочего валка, не достигала участка распыления охладителя с высокой концентрацией масла. 2 н. и 4 з.п. ф-лы, 6 ил.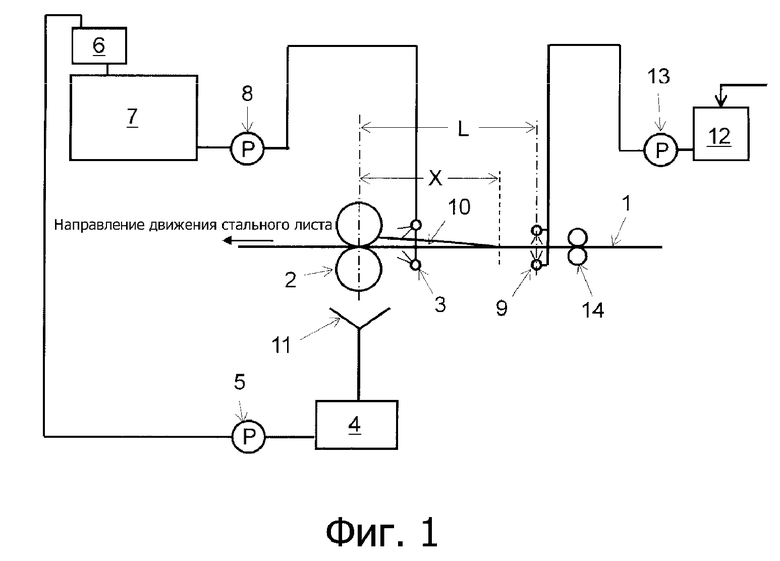
1. Установка для холодной прокатки металлической полосы, содержащая рабочие валки, циркуляционную систему подачи масла, выполненную с возможностью распыления охладителя с низкой концентрацией масла со стороны впуска рабочего валка и распыления охладителя с высокой концентрацией масла на стороне выше по технологическому потоку относительно распыления охладителя с низкой концентрацией масла для выполнения прокатки,
отличающаяся тем, что она оснащена устройством для управления расходом охладителя с низкой концентрацией масла в соответствии со скоростью прокатки таким образом, чтобы жидкая ванна охладителя с низкой концентрацией масла, накопленного на поверхности стального листа на стороне впуска рабочего валка, не достигала участка распыления охладителя с высокой концентрацией масла.
2. Установка по п. 1, отличающаяся тем, что она снабжена устройством для управления расходом охладителя с высокой концентрацией масла в соответствии со скоростью прокатки.
3. Установка по п. 1 или 2, отличающаяся тем, что концентрация прокатного масла в охладителе с низкой концентрацией составляет 2-4 мас.%, а концентрация прокатного масла в охладителе с высокой концентрацией составляет 10-15 мас.%.
4. Способ холодной прокатки металлической полосы в установке для холодной прокатки металлической полосы, содержащей рабочие валки и циркуляционную систему подачи масла, включающий деформацию заготовки в рабочих валках с распылением охладителя с низкой концентрацией масла со стороны впуска рабочего валка и распыления охладителя с высокой концентрацией масла на стороне выше по технологическому потоку распыления охладителя с низкой концентрацией масла при прокатке,
отличающийся тем, что расход охладителя с низкой концентрацией масла изменяют в соответствии со скоростью прокатки таким образом, чтобы жидкая ванна охладителя с низкой концентрацией масла, накопленного на поверхности листа на стороне впуска рабочего валка, не достигала участка распыления охладителя с высокой концентрацией масла.
5. Способ по п. 4, в котором расход охладителя с высокой концентрацией масла изменяют в соответствии со скоростью прокатки.
6. Способ по п. 4 или 5, в котором концентрация прокатного масла в охладителе с низкой концентрацией составляет 2-4 мас.%, а концентрация прокатного масла в охладителе с высокой концентрацией составляет 10-15 мас.%.
| JP 2008006487 A, 17.01.2008 | |||
| КОМБИНИРОВАННОЕ ПРИМЕНЕНИЕ МАСЛА И ЭМУЛЬСИИ ПРИ ХОЛОДНОЙ ПРОКАТКЕ ПОЛОС | 2002 |
|
RU2292972C2 |
| Устройство для нагнетания смазки к очагу деформации при прокатке | 1983 |
|
SU1176990A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ И/ИЛИ СМАЗКИ ВАЛКОВ, И/ИЛИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2005 |
|
RU2330737C1 |

