1 Изобретение относится к прокатному производству и предназначено для прокатки с применением технологической смазки полос, лент, жест и других профилей, Цель изобретения - снижение усилия прокатки путем увеличения и сам регулирования количества смазки, на нетаемой в очаг деформации, а также повышение эксплуатационной наде кости устройства. На чертеже показано предлагаемое устройство для нагнетания смазки, к очагу деформации при прокатке. Устройство состоит из плавающих гибких вставок 1, расположенных у входа в очаг деформации между прокатными валками 2 и полосой 3. Вста ки 1 консольно закреплены на источ никах 4 смазки и разделяют потоки смазки 5, подаваемой на полосу 3, и потоки хладагента 6, подаваемого из источника 7 хладагента на валки Устройство работает следзпощим о разом. Полоса 3, проходя в зазоре между верхней и нижней гибкими вставками захватывает поступающую из источников 4 смазку 5 и нагнетает ее к оча гу деформации. Хладагент 6 подается на валки 2 из источника 7. Гибк пластины-вставки 1 разделяют потоки смазки 5 и потоки хладагента 6. Хладагент 6 через вставки 1 охлажда ет смазку 5 и тем самым увеличивает ее вязкость. Увеличение вязкости -смазки приводит к увеличению толщины смазочного слоя на входе в очаг деформации. Гибкие вставки пластины увеличивают зону непосредственного контакта смазки с- полосой, чт способствует адгезии смазки на поверхности прокатываемого металла и предохраняет адгезировавшийся слой смазки от смыва потоком хладагента, Б результате толщина слоя смазки перед очагом информации возрастает, Благодаря увеличению количества смазки, нагнетаемой в очаг деформации, достигается снижение усилия прокатки и облегчение деформации по лосы. Выполнение вставок в виде гибких пластин обеспечивает устройству повышенную эксплуатационную надежность. Следует отметить, что непосредственно перед зоной пластической дв формации полосы, где гибкие вставки 0 пластины заканчиваются, появляется возможность контакта (соединения)потоков смазки и хладагента. Однако влияние этой зоны незначительно ввиду относительно малой длины этой зоны и вследствие того, что благодаря более высокой вязкости смазки (как правило, это масло в чистом виде, водомасЛяная смесь или эмульсия) по сравнению с вязкостью хладагента (как правило, воды; при гидродинамическом течении под дей ствием значительного градиента давления концентрация смазки в среде возрастает. Эффективность предлагаемого устройства состоит в следующем. Наличие гибких плавающих пластин, консольно закрепленных на источниках смазки, обеспечивает защиту места подачи на поверхность полосы смазки и пути ее движения к очагу деформа.ции от воздействия хладагента. Кроме того, гибкие пластины обеспечивают на большой площади отвод тепла хладагентом от смазки, что повышает ее вязкость. Плавающее расположение (исполнение ) гибких пластин обеспечивает саморегулирование и стабилизацию количества смазки, нагнетаемой к очагу деформации. Гибкая плавающая пластина стабилизирует толщину смазочного слоя даже при колебаниях давления или количества смазки, поступающей из источника. . . При установившемся процессе консольно закрепленная гибкая пластина находится в состоянии равновесия под действием сил нормального давления хладагента на ее верхнюю и смаз- ки на нижние поверхности, массы плас тины, касательных напряжений со стороны смазки и хладагента и моментов относительно точки крепления пластины к источнику смазки. При уменьшении количества смазки и ее давления гибкая плавающая пластина под действием давления хладагента прижимается к полосе, гидродинамический клин уменьшается, толщина слоя смазки на входе в очаг деформации возрастает, При увеличении количества смазки гибкая плавающая пластина оказывает обратное влияние. В результате колебания давления смазки в источнике питания слабо отражаются на толщине смазочной пленки
IJ 769904
в очаге деформации. Таким образом.Увеличение количества смазки, нагблагодаря консольному закреплениюнетаемой в очаг деформации, увелигибких пластин на источниках смаз-чение толщины смазочной пленки в
ки и созданию плавающего нагнета-очаге деформации, которое обеснечителя обеспечивается повьппение нагне-5 вается предлагаемым устройством, притательной способности устройства иводит к снижению коэффициента тре-
придается ему свойство саморегули ния в очаге деформации и усилия прорования толщины смазочной пленки.катки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нагнетания смазки к очагу деформации при прокатке | 1980 |
|
SU929269A1 |
| Способ смазки при прокатке | 1983 |
|
SU1151338A1 |
| Устройство для нагнетания смазки к зоне деформации | 1981 |
|
SU986533A1 |
| Устройство для нагнетания смазки к очагу деформации | 1984 |
|
SU1169770A1 |
| Способ смазки и охлаждения прокатных валков | 1990 |
|
SU1761322A1 |
| Способ прокатки полосовых заготовок | 1985 |
|
SU1304947A1 |
| Смазка для горячей прокатки металлов | 1975 |
|
SU603656A1 |
| Способ холодной прокатки на много-КлЕТЕВыХ CTAHAX | 1979 |
|
SU829239A1 |
| Устройство для нагнетания смазки к зонедЕфОРМАции | 1979 |
|
SU835551A1 |
| СПОСОБ СМАЗКИ И ОХЛАЖДЕНИЯ ВАЛКОВ И МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПРИ ПРОКАТКЕ, В ЧАСТНОСТИ ХОЛОДНОЙ ПРОКАТКЕ, МЕТАЛЛИЧЕСКИХ ПОЛОС | 2006 |
|
RU2426613C2 |
УСТРОЙСТВО ДЛЯ НАГНЕТАНИЯ СМАЗКИ К ОЧАГУ ДЕФОРМАЦИИ ПРИ ПРОКАТКЕ, содержащее вставки, размещенные у входа в очаг деформации между прокатываемой полосой и рабочими валками и образующие с ними щелевые зазоры, средства подачи смазки и хладагента, отличающее ся тем, что, с целью снижения усилия прокатки путем увеличения и саморегулирования количества смазки, наг- . иетаемой в очаг деформации, а также повышения эксплуатационной надежности устройства, указанные вставки выполнены в виде консольно закрепленных дальним от очага деформации концом гибких упругих пластин.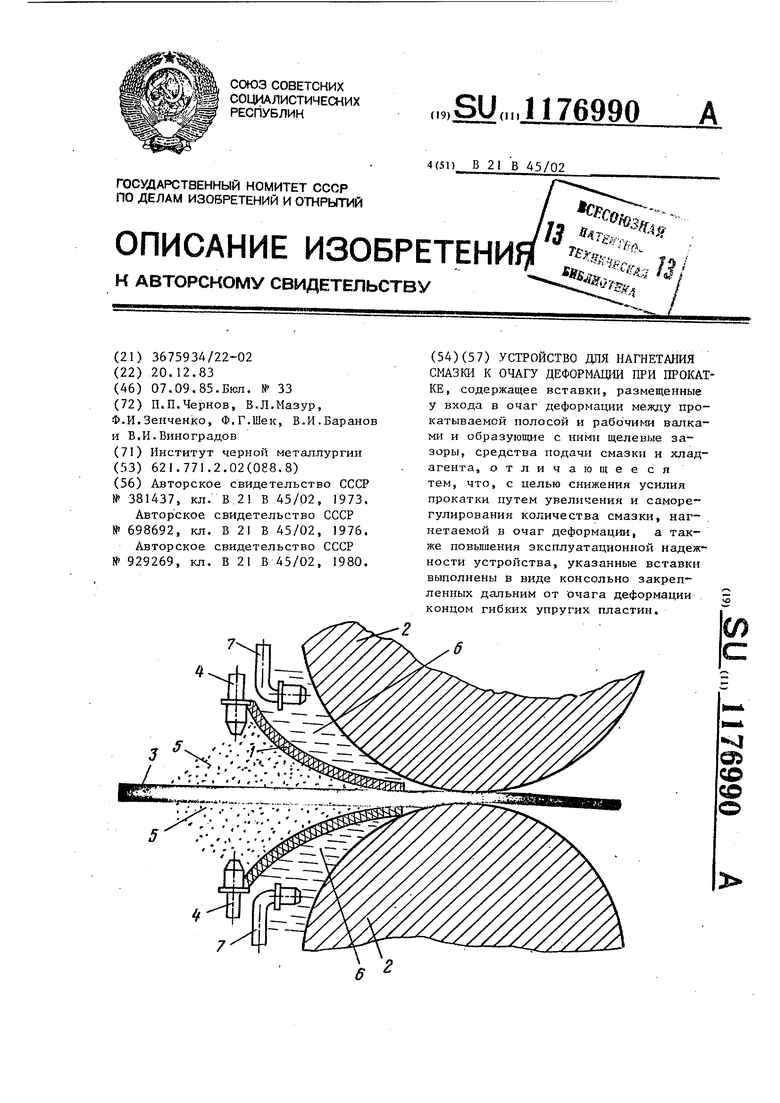
| УСТРОЙСТВО для ПОДАЧИ СМАЗКИ К ЗОНЕ ДЕФОРМАЦИИ ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 0 |
|
SU381437A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатная клеть кварто | 1976 |
|
SU698692A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для нагнетания смазки к очагу деформации при прокатке | 1980 |
|
SU929269A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
