(54) УСТРОЙСТВО ДЛЯ НАГНЕТАНИЯ СМАЗКИ К ЗОНЕ ДЕФОРМАЦИИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нагнетания смазки к зонедЕфОРМАции | 1979 |
|
SU835551A1 |
| Устройство для нагнетания смазки к очагу деформации при прокатке | 1980 |
|
SU929269A1 |
| Устройство для нагнетания смазки к очагу деформации | 1984 |
|
SU1169770A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2615670C1 |
| Прокатная клеть кварто | 1976 |
|
SU698692A1 |
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
| СПОСОБ ПРОКАТКИ ТРАПЕЦИЕВИДНЫХ ПРОФИЛЕЙ | 2017 |
|
RU2650464C1 |
| Способ холодной прокатки полос | 1988 |
|
SU1585029A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2012 |
|
RU2492946C1 |
Изобретенне отностчгя к обработке металлов давлением и щ еавазвачено для про катки полос, лент и других 1фофилей в режиме гидропинамическосо трения. Известно устройство, включающее валки и клиновидные вставки, размешенные в зеве между фсжатываемой полосой и валками и образующие с рабочими валками и полосой щелевые зазоры, соединенные с источником смазки flj. Недостатками этого и подобных ему устройств является то, что требуется вь сокая точность монтажа клиновидных вставок относительно. межвалковой щели и оси iqxHcaTKH, что сложно осуществить жес ком креплении вставок к станине ипн по душкам прокатной клети. Известно утсровство для нагнетания смазки к зоне деформации щ окатке в валках, содержащее клиновидные вставки, фямыкаюшя к ооверхшкггв валков со ст рсжы входа металла и образующие с ними щелевые зазоры, в которые выходят каналы подачи смазки, а также в ртикешьные ропшси для обжатия 1фомок полосы 21 Недостатком устройства является жесткое крепление его к станине прокатной клети или к попушкам валков, что усложняет точную регулировку положения вставок относительно межвалковой щели. Кроме того, пря боковом смещении 1фокатываемой полосы в межвалковом зазоре вследствие, , неодноридностей прокаты ваемого металла или отклонений в форме валков происходит неодинаковое обжатие и смятие кромок полосы обжимными ponit ками, что может 19}иводи(ь к обрывам полосы. Целью изобретения является ут ощение регул1фовки устройства. Поставлега1ая цель достигается тем, что в устройстве для нагнетания смазки к зоне деформации при Щ)слвтк& полосы в валках, соаержашем клнновидвые вставки, примыкающие к поверхности валков со стороны входа металла и образующие с ними
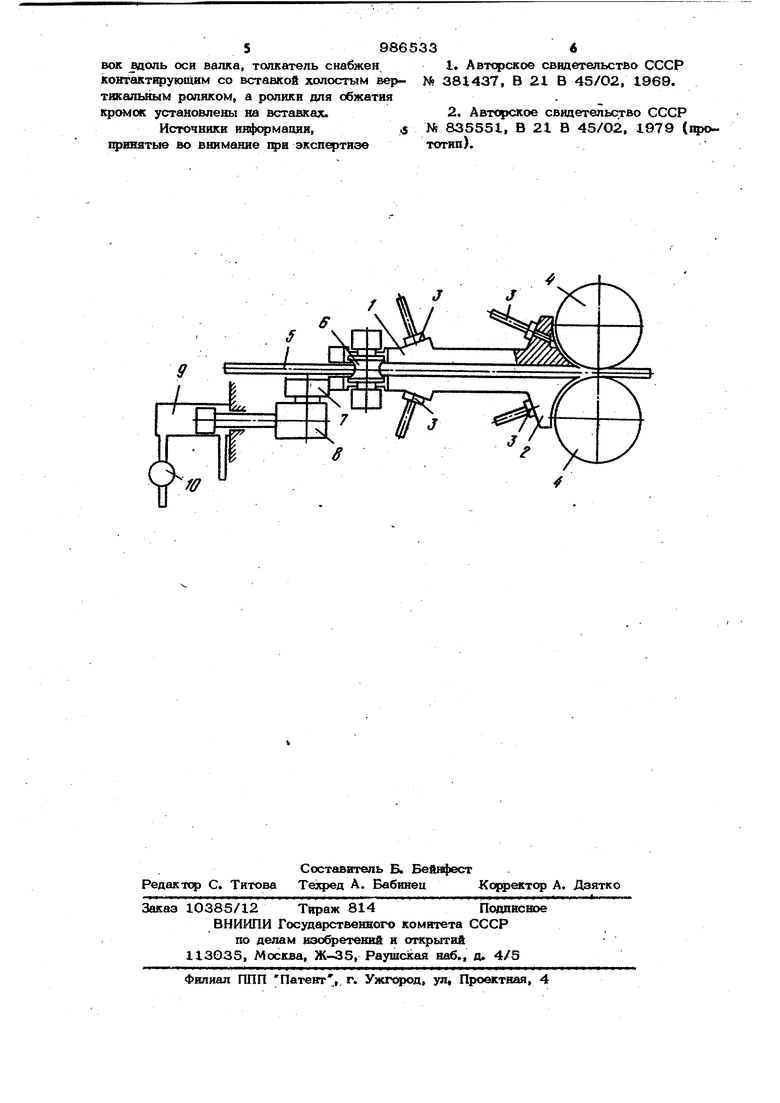
щелевые заасры,- в которые выходят каналы подачи смезки, а также вертикальные ролики для обжатия кромок полосы, согласно изобретению, вставки установлены с возможностью пе1земещения вдоль оси прокатки, а устройство снабжено прижимньш механизмом, выполненным в виде толкателя, взаимодействующего с задней торцовой поверхностью вставки. Толкатель может быть снабжен контактирующимсо вставкой холостым вертикальным роликом, а ролики для обжатия кромок установлены на вставках. . На чертеже изображено устройство дли нагнетания смазки к зоне дефсрмадии. Устройство состоит из верхней и нижней клиновидных вставок 1 и 2, ниппелей 3 подвода смазки к щелевым зазорам между валками 4 и вставками и между встабками и полосой 5, роликов 6 для обжатия кромок полосы и 1рижимного механизма, который состоит из 1ФИЖИМНОГО ролика 7, закрепленного на толкателе 8, гидроь : линдра 9 и регулирующего дросселя Ю, Устройство работает следующим образом. Под действием гидроцилиндра 9 перемещается толкатель 8 и посредством прижимного ролика 7, контактирующего с задней торцовой поверхностью нижней f вставки 2, скрепленной с верхней вставкой 1, поджимает вставки к поверхности рабочих валков 4, и устройство само устаУстройство-прототип ,
Параметры
Время установки и настройки устройства в клети, мин2О-ЗО
Число обрывов на 1 рулоне2-3
При производстве на Новосибщюком металлургическом заводе им. Кузьмина холоднокатаного листа в объеме 85 тыс. т в год, за счет сокращения емени на установку и настройку устройства в прокеег- ной клети может быть сэкономлено 65 ч в год. За счет устранения обрывов полос в устройстве экономится еще 141- ч в год. Общая экономия времени составит 206 ч в год, что при часовой 1Ц)Оизводительности стана 26,2 т/ч дает дополнительно 540О т проката в год, а экономический эффект от внедрения устройства составит 53,3 тыс. руб.
Формула изобретения 1. Устройство для нашяетания смаакн к зоне деформации при прокатке полосы
навливается в требуемое положение относительно межвалковой щели. Через ниппели 3 и каналы во вставках смазка подается в зазор между вставками и рабочими валками, образуя смазочный слой, давление в котором уравновешивается усилием гидроцилиндра 9. Регулируя давление в гидроцилиндре 9 дросселем 10, можно изменять толщину смазочного слоя в заПредлагаемое устройство
1-2 Обрывов нет
в валках, содержащее клиноввдные вставки, примыкающие к пов хности валков со ртороны входа металла и образующие с ними щелевые зазоры, в которые выходят каналы подачи смааки, а также вертикальные ролшси для обжатия кромок; полосы, отличающееся тем, что, с целью упрощения регулировки устройства, вставки установлены с возможностью перемещения вдаль оси прокатки, а устройство снабжено прижимным механизмом, выполненным в виде толкателя, взаимодействующего с задней терцовой поверхностью вставки.
